Пристрій для автоматичного регулювання діаметру екструдованого плівкового рукава
Номер патенту: 7467
Опубліковано: 29.09.1995
Автори: Пєтухов Аркадій Дем'янович, Сенатос Володимир Олексійович, Осецький Юрій Михайлович, Значковський Борис Миколайович


Формула / Реферат
1. Устройство для автоматического регулирования диаметра экструдирусмого пленочного рукава, содержащее нагнетающий и отсасывающий вентиляторы с элементами управления ими, магистрали системы внутреннего воздушного осаждения пленки, измеритель и регулятор диаметра рукава с заслоночным исполнительным механизмом, установленным на одной из магистралей системы внутреннего воздушного охлаждения, отличающееся тем, что, с целью сокращения количества брака, оно снабжено дополнительным регулятором, образующим контур регулирования диаметра рукава, замкнутый через элементы управления вентиляторами системы внутреннего воздушного охлаждения.
2. Устройство по п. 1, отличающееся тем, что дополнительный регулятор выполнен в виде трехпозиционного элемента, выходы которого включены в цепи элементов управления нагнетающим и отсасывающим вентиляторами системы внутреннего воздушного охлаждения.
Текст
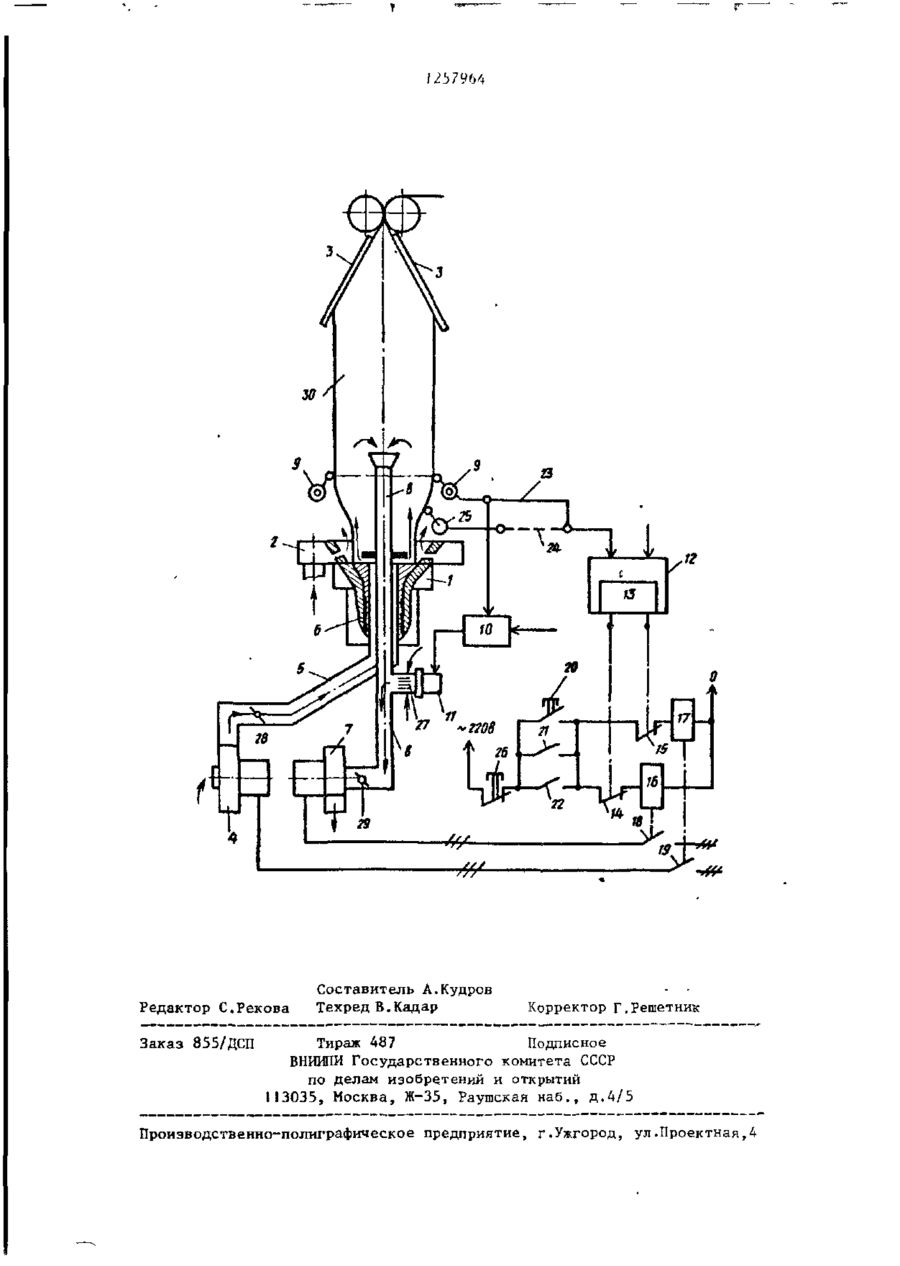
30 0 *.• б ДЛЯ (.ЛУЖТЫЮГО ПОЛЬЗОВАНИЯ ЭКЗ № СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ 1257964 (51)4 В 29 С 47/92, 55/28, - В 29 D 23/00// Б 29 L 23:00 ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 3834648/23-05 (22) 03.01.85 (71) Научно-исследовательский и конструкторский институт по разработ"ке машин и оборудования для переработки пластических масс, резины и искусственной кожи (72) Б.Н.Значковский, В.А.Сенатос, Ю.М.Осецкий и А.Д.Петухов (53) 678.057(088.8) (56) Авторское свидетельство СССР № 949642, кл. G 05 I) 5/02, 1978. Авторское свидетельство СССР № 1034288, кл. В 29 D 7/24, 1981, непубл.[ (54)(57) 1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДИАМЕТРА ЭКСТРУДИРУЕМОГО ПЛЕНОЧНОГО РУКАВА, содержащее нагнетающий и отсасывающий вентиляторы с элементами управления ими, магистрали системы внутреннего воздушного осаждения пленки, изме ритель и регулятор диаметра рукава с заслоночным исполнительным механизмом, установленным на одной из магистралей системы внутреннего воздушного охлаждения, о т л и ч а ю щ е е с я тем, что, с целью со.кращения количества брака, оно снаб-, жено дополнительным регулятором, образующим контур регулирования диаметра рукава, замкнутый через элементы управления вентиляторами системы внутреннего воздушного охлаждения. 2, Устройство по п.1, о т л и а ч а ю щ е е с я тем, что дополнитель _ 8 ный регулятор выполнен в виде трехпозиционного элемента, выходы которого включены в цепи элементов управления нагнетающим и отсасывающим вентиляторами системы внутреннего воздушного охлаждения. ел со f 257964 Изобретение относится к области переработки полимерных материалов в изделия и может быть использовано в химической промышленности в линиях для производства полимерной пленки методом раздува рукава. Цель изобретения - сокращение количества брака. На чертеже приведена схема устройства . Устройство для автоматического регулирования диаметра экструдируемого пленочного рукава содержит формующую головку 1, кольцо 2 наружного воздушного охлаждения, складывающее устройство 3, нагнетающий 4 вентилятор, соединенный через нагнетающую магистраль 5 и канал в дорне 6 с полостью экструдируемого рукава, а также отсасывающий 7 вентилятор, соединенный с полостью рукавй через отсасывающую магистраль 8. Измеритель 9 диаметра рукава, регулятор 10 непрерывного действия и установленный на одной из воздушных магистралей заслоночный исполнительный механизм 1 І образуют основной контур регулирования диаметра рукава. Устройство снабжено также дополнительным регулятором 12, образующим вместе с измерителем 9 диаметра по крайней мере один дополнительный контур регулирования диаметра, замкнутый через вентиляторы 4 и 7. В общем случае дополнительный регулятор 12 содержит элемент сравнения и блок управления, позволяющий формировать требуемые законы регули-' рования в выходных каналах. Дополнительный регулятор 12 может быть выполнен в виде трехпозиционного элемента 13. В трехпозиционном элементе 13 выходы - выходные контакты 14 и 15, соответствующие минимальному и максимальному допустимым значениям диаметра рукава, включены в цепи элементов 16 и 17 управления отсасывающим 7 и нагнетающим 4 вентиляторами. Элементы 16 и 17 выполнены, например, в виде пускателей с контактами 18 и 19, включенными в цепи электропитания вентиляторов 4 и 7. Параллельно кнопке 20 ручного запуска вентиляторов 4 и 7 включены блок-контакты 2! и 22 элементов 16 и 17. 5 *0 15 20 25 30 35 ' 4о 45 Ї Для улучшения динамических характеристик устройства на вход дополнительного регулятора I2 может быть подключен при снятой перемычке 23 через перемычку 24 дополнительный измеритель 25 диаметра, установленный в зоне раздува рукава (между формующей головкой 1 и основным измерителем 9 диаметра). Кнопка 26 предназначена для выключения вентиляторов 4 и 7 при остановке линии. Заслоночный исполнительный механизм 11 имеет прорези 27 для подачи воздуха. В магистралях 5 и 8 установлены заслонки 28 и 29. , Работа устройства осуществляется следующим образом. Экструдируемый с формующей головки I пленочный рукав 30 охлаждается потоком воздуха, выходящим из кольца 2, и потоком воздуха, подаваемым нагнетающим 4 вентилятором через нагнетающую магистраль 5, Отработанный воздух отсасывается из рукава ЗО отсасывающим 7 вентилятором через отсасывающую магистраль 8. Согласование расходов воздуха в магистралях 5 и 8 осуществляется по величине диаметра рукава 30, измеряемого измерителем 9. При отклонении величины диаметра от заданной регулятор 10 и заслоночный исполнительный механизм 11 изменяют количество воздуха, отсасываемого из рукава 30, например, за счет дросселирования воздуха, поступающего из атмосферы в прорези 27 заслоночного исполнительного механизма 11. Направление движения воздуха в магистрали 8 при этом показано стрелками. В установившемся режиме работы линии такое регулирование раздува рукава обеспечивает стабильность его ширины il-2 мм. Обычно при запуске пленочной линии температура экструдируемого рас— плава ниже, чем в установившемся режиме, поэтому для раздува рукава 30 требуется создание повышенного 5Q давления. В известных устройствах это достигается за счет изменения положения заслонок 28 и 29, установленных в магистралях 5 и 8. При выходе на установившийся режим требу,, ется новая перенастройка заслонок 28 и 29, что связано с увеличением времени запуска линии и потерями сырья. 257964 4 вызываемых неточными действиями Если положение заслонок 28 и 29 оператора при настройке линии. при запуске линии оставлять неизменВ случае, когда диаметр рукава 30 ным, то раздув рукава 30 до заданпревышает максимальное заданное ного диаметра происходит еще более 5 значение диаметра, дополнительный длительное время, определяемое ререгулятор 12 размыкает выходной лаксационными свойствами расплава. контакт 15, обесточивается элементЭто также связано с получением пленпускатель 17 и останавливается наки, ширина которой выходит за прегнетающий 4 вентилятор. Диаметр делы ГОСТа. рукава 30 Начинает интенсивно умень10 Этот недостаток в предложенном шаться , что упреждает его обрыв. устройстве устранен дополнительным При восстановлении диаметра вентилярегулятором 12 с помощью выходного тор 4 включается автоматически. контакта 14, минимального значения Дополнительный регулятор I2 диаметра рукава 30 и останова отсаснабжен устройствами сигнализации о сывающего 7 вентилятора. Работа возникающих нарушениях работы систеустройства происходит при этом следумы. ющим образом. При повторных запусках линии положение заслонок 28 и 29 Процесс заправки пленки 30 в остается неизменным и соответствует складывающее 3 и приемное (на чертеустановившемуся режиму работы линии. 20 же не показано), устройства является Если диаметр рукава 30 уменьшается весьма трудоемким и осуществляется ниже минимального заданного значения, с участием минимум двух человек. дополнительный регулятор 12 размыкает Использование дополнительного регусвой выходной контакт 14 в цепи пилятора 12 и вентилятора 4 наряду с тания элемента-пускателя 16. Послед- 25 сокращением длительности переходных ний выключает вентилятор 7 отсоса процессов и экономией сырья позвовоздуха, что способствует созданию ляет упростить обслуживание линии. более высокого давления в рукаве 30, Дополнительный измеритель 25 практическому прекращению циркуляосуществляет более ранний контроль ции охлаждающего воздуха в рукаве ЗО,зо отклонений диаметра рукава 30, поповышению температуры пленочного этому обеспечивает дополнительное рукава 30 и интенсивному его раздуву сокращение времени выхода линии на до установленного дополнительным установившийся режим при ее запуске,* регулятором 12 минимального значеразрывах рукава 30 и других нарушения. Последний замыкает свой выходниях процесса формования пленочного ной контакт 14, включается вентиля- 35 рукава. тор 7 отсоса воздуха и дальнейшее регулирование диаметра осуществляет Предложенное устройство таким регулятор 10. Таким образом, при образом повышает быстродействие запуске линии и при разрывах рукава 40 системы регулирования в переходных 30 дополнительный регулятор 12 процессах (при запуске линии и при позволяет сократить время переходразрывах рукава) за счет использоных процессов. вания для управления избыточных производительностеи нагнетающего 4 Кроме того, дополнительный регулятор !2 предохраняет рукав 30 от 45 и отсасывающего 7 вентиляторов системы внутреннего охлаждения разрывов, которые могут происходить рукава 30. при смене сырья или при нарушениях, — Редактор С.Рекова Заказ 855/ДСП у/ • га : Составитель А.Кудров Техред В.Кадар / Корректор Г.Решетник Тираж 487 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий М3035, Москва, Ж-35, Раушская н а б . , д . 4 / 5 Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic control of diameter of extruded tubular sheet
Автори англійськоюZnachkovskyi Borys Mykolaiovych, Senatos Volodymyr Oleksiiovych, Osetskyi Yurii Mykhailovych, Pietukhov Arkadii Demianovych
Назва патенту російськоюУстройство для автоматического регулирования диаметра экструдированного пленочного рукава
Автори російськоюЗначковский Борис Николаевич, Сенатос Владимир Алексеевич, Осецкий Юрий Михайлович, Петухов Аркадий Демьянович
МПК / Мітки
МПК: B29D 24/00, B29L 23/00, B29C 47/92, B29C 55/28
Мітки: автоматичного, екструдованого, регулювання, плівкового, пристрій, діаметру, рукава
Код посилання
<a href="https://ua.patents.su/4-7467-pristrijj-dlya-avtomatichnogo-regulyuvannya-diametru-ekstrudovanogo-plivkovogo-rukava.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного регулювання діаметру екструдованого плівкового рукава</a>
Пристрій для регулювання діаметра екструдованого плівкового рукава
Номер патенту: 5325
Опубліковано: 28.12.1994
Автори: Сенатос Володимир Олексійович, Пєтухов Аркадій Дем'янович, Говтвян Михайло Кузьмич
МПК: B29D 24/00, B29D 7/00
Мітки: плівкового, діаметра, регулювання, рукава, екструдованого, пристрій
Формула / Реферат:
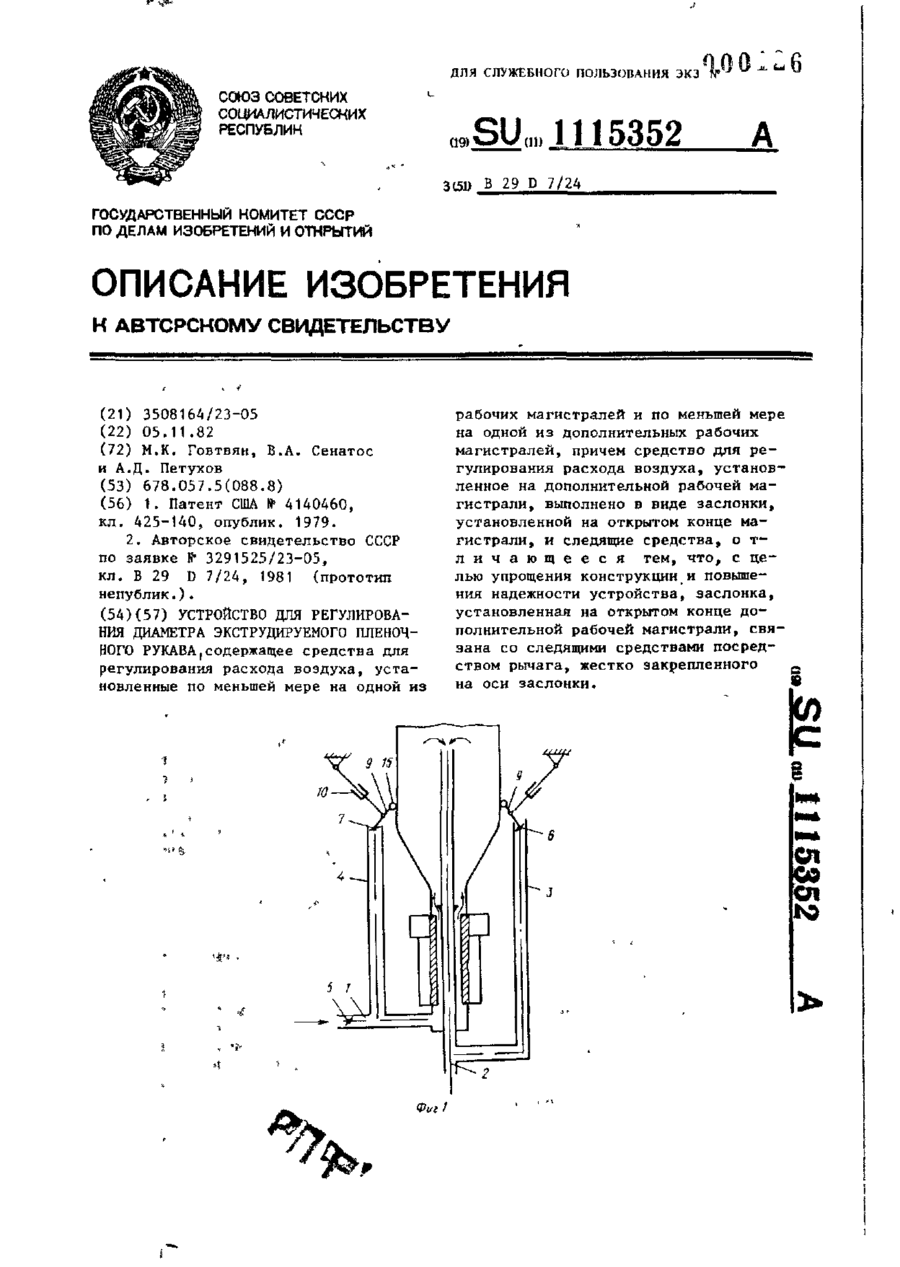
Устройство для регулирования диаметра экструдируемого пленочного рукава, содержащее средства для регулирования расхода воздуха, установленные по меньшей мере на одной из рабочих магистралей и по меньшей мере на одной из дополнительных рабочих магистралей, причем средство для регулирования расхода воздуха, установленное на дополнительной рабочей магистрали, выполнено в виде заслонки, установленной на открытом конце магистрали, и следящие...
Система управління процесом формоутворення екструдованого плівкового рукава
Номер патенту: 5320
Опубліковано: 28.12.1994
Автори: Значковський Борис Миколайович, Сенатос Володимир Олексійович
МПК: B29C 47/92, B29L 23/00
Мітки: процесом, управління, плівкового, екструдованого, система, формоутворення, рукава
Формула / Реферат:
Система управления процессом формообразования экструдируемого пленочного рукава, содержащая экструдер, формующую головку, устройство управления диаметром рукава, стабилизирующее устройство с приводом перемещения его рабочих элементов, механически связанных с корпусом измерителя перемещений точек на поверхности рукава, и приемное устройство, отличающаяся тем, что, с целью повышения универсальности системы и качества выпускаемой продукции...
Пристрій для регулювання діаметра плівкового рукава
Номер патенту: 5323
Опубліковано: 28.12.1994
Автори: Гоцалюк Юрій Борисович, Значковський Борис Миколайович, Осецький Юрій Михайлович
МПК: G05D 5/00, B29L 23/00, B29C 47/90
Мітки: рукава, плівкового, пристрій, діаметра, регулювання
Формула / Реферат:
1. Устройство для регулирования диаметра пленочного рукава, содержащее червячный пресс с электроприводом, сумматор, подключенные на его вход и смонтированные в зоне раздува рукава и в зоне его затвердевания соответственно основной и дополнительный датчики диаметра рукава, установленный в магистрали системы внешнего воздушного охлаждения исполнительный механизм с заслонкой, отличающееся тем, что, с целью повышения качества получаемого...
Спосіб регулювання діаметра рукава екструдованої плівки
Номер патенту: 5161
Опубліковано: 28.12.1994
Автори: Значковський Борис Миколайович, Сенатос Володимир Олексійович
МПК: B29D 7/00
Мітки: діаметра, рукава, екструдованої, спосіб, плівки, регулювання
Формула / Реферат:
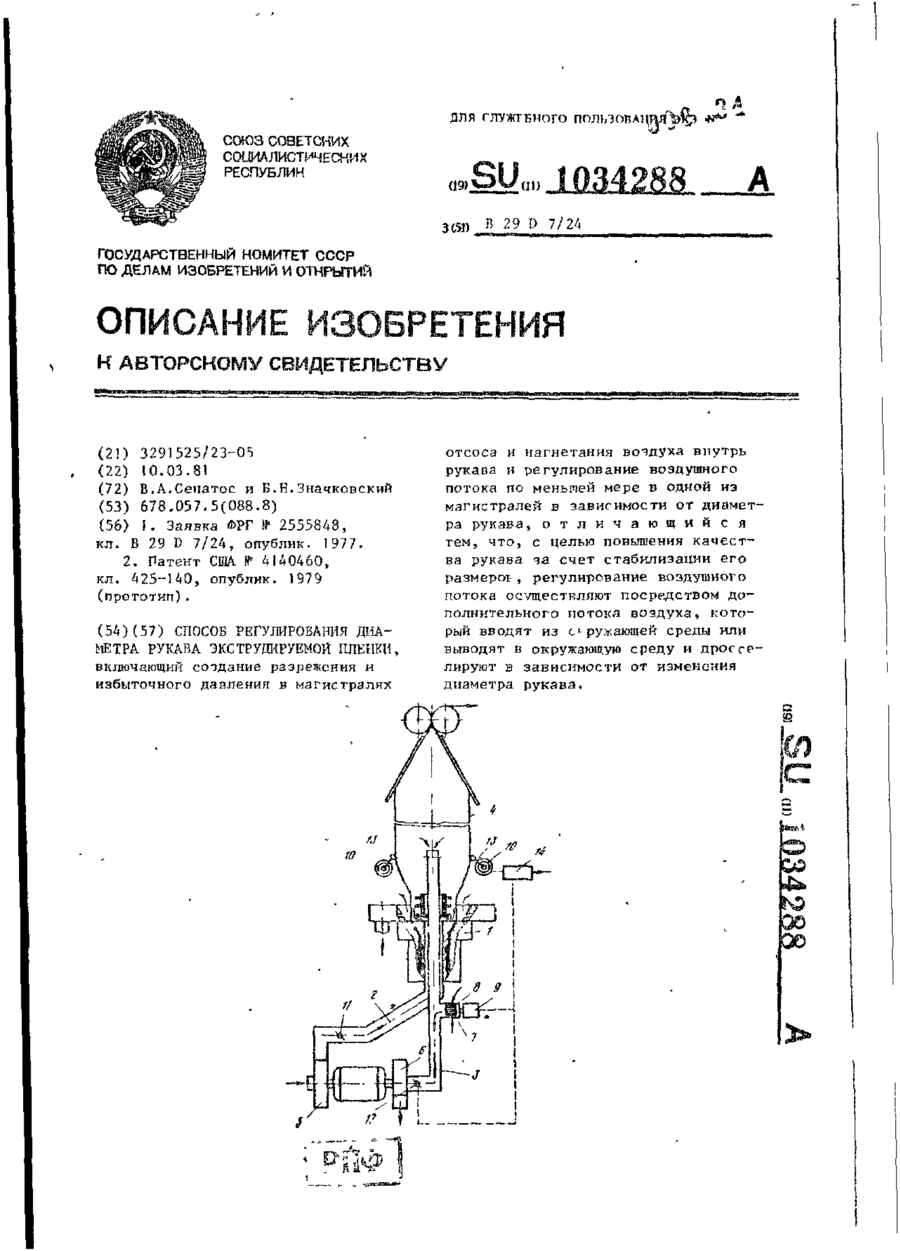
Способ регулирования диаметра рукава экструдируемой пленки, включающий создание разрежения и избыточного давления в магистралях отсоса и нагнетания воздуха внутрь рукава и регулирование воздушного потока по меньшей мере в одной из магистралей в зависимости от диаметра рукава, отличающийся тем, что, с целью повышения качества рукава за счет стабилизации его размеров, регулирование воздушного потока осуществляют посредством дополнительного...
Система автоматичного регулювання двигуна внутрішнього згоряння
Номер патенту: 30
Опубліковано: 30.04.1993
Автор: Музичук Федір Максимович
МПК: G05D 13/00, F02D 1/08
Мітки: автоматичного, двигуна, система, регулювання, внутрішнього, згоряння
Формула / Реферат:
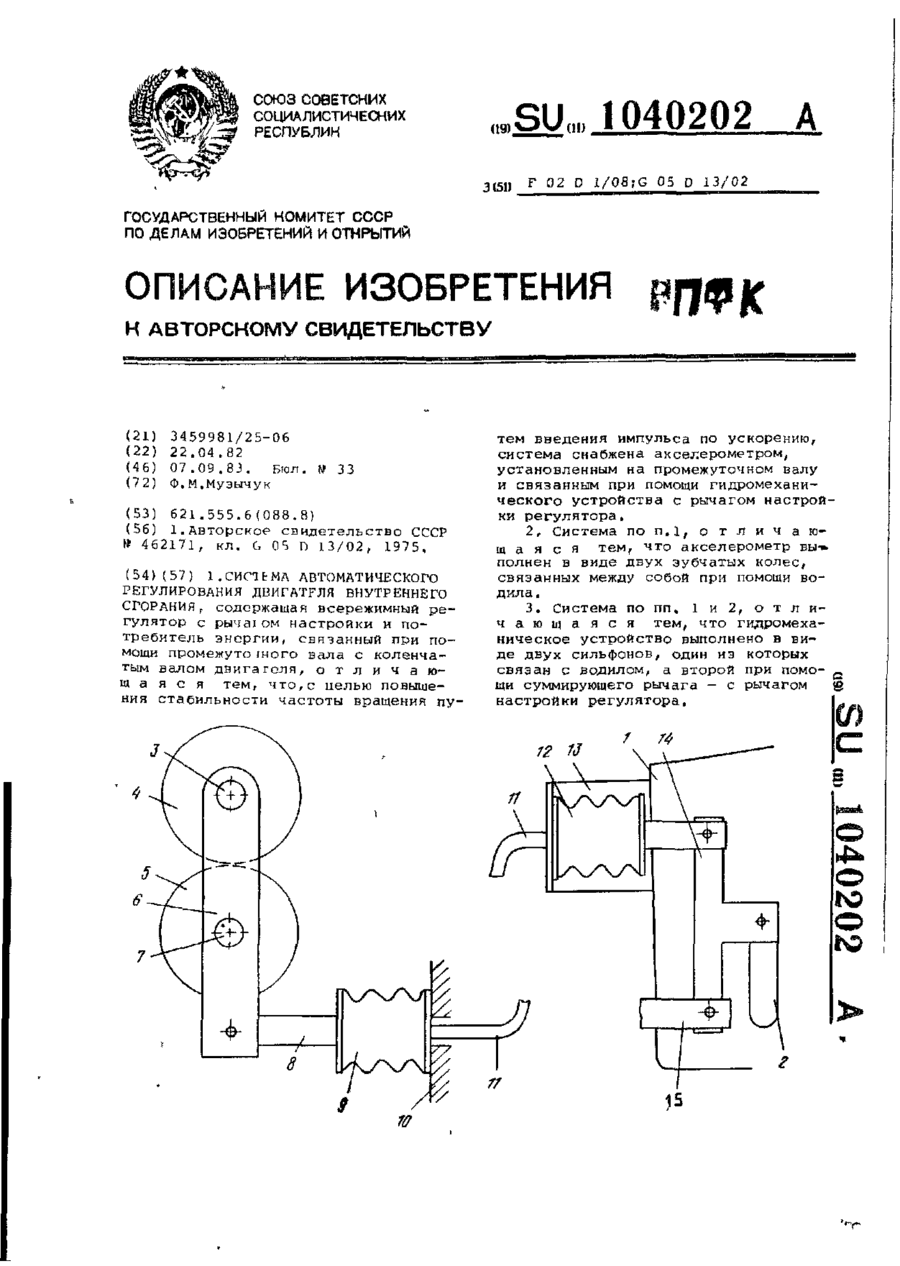
(57) 1.Система автоматического регулирования двигателя внутреннего сгорания, содержащая всережимный регулятор с рычагом настройки и потребитель энергии, связанный при помощи промежуточного вала с коленчатым валом двигателя, отличающаяся тем, что,с целью повышения стабильности частоты вращения путем введения импульса по ускорению, система снабжена акселерометром, установленным на промежуточном валу и связанным при помощи гидромеханического...
Попередній патент: Статичний змішувач
Наступний патент: Система автоматичного регулювання діаметру екструдованого плівкового рукава
Випадковий патент: Система розрахунку вартості проїзду в таксомоторному транспорті