Вібропрес для формування виробів з металевих порошків
Номер патенту: 76280
Опубліковано: 25.12.2012
Автори: Хабло Григорій Петрович, Драгобецький Володимир В'ячеславович, Савєлов Дмитро Володимирович, Чебенко Юрій Миколайович

Формула / Реферат
1. Вібропрес для формування виробів з металевих порошків, що містить станину з вертикальними напрямними, з'єднаними у верхній частині поперечиною, механізм вертикальних переміщень, кінематично зв'язаний з розміщеною на вертикальних напрямних у втулках ковзання реактивною плитою, до якої на пружних амортизаторах підвішена віброплита з формувальним пуансоном, з розташованим на ній збудником направлених коливань і під якою співвісно з нею розміщена знімна прес-форма, встановлений співвісно з віброплитою за допомогою пружних опор на станині вібростіл з розміщеним в нижній його частині збудником направлених коливань, який відрізняється тим, що додатково забезпечений встановленими між вібростолом і станиною жорстко-пружними обмежувачами, кожен з яких складається із закріпленого на вібростолі жорсткого ударного елемента, що контактує із закріпленою на станині пружно-металевою опорою, виконаною у вигляді жорсткого стакана, заповненого полімерним тілом, при цьому в нерухомому стані зазор між контактуючими поверхнями ударного елемента і полімерним тілом дорівнює 0,1-0,8 амплітуди коливань вібростола, а жорстко-пружні обмежувачі розташовані симетрично відносно центра тяжіння вібростола як в подовжньому, так і в поперечному напрямах.
2. Вібропрес для формування виробів з металевих порошків за п. 1, який відрізняється тим, що збудник направлених коливань, розташований на віброплиті, виконаний у вигляді зміщених на однакову відстань від центра тяжіння віброплити двох збудників кругових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках.
3. Вібропрес для формування виробів з металевих порошків за п. 1, який відрізняється тим, що збудник направлених коливань, розташований під вібростолом, виконаний у вигляді зміщених на однакову відстань від центра тяжіння вібростола двох збудників кругових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках.
Текст
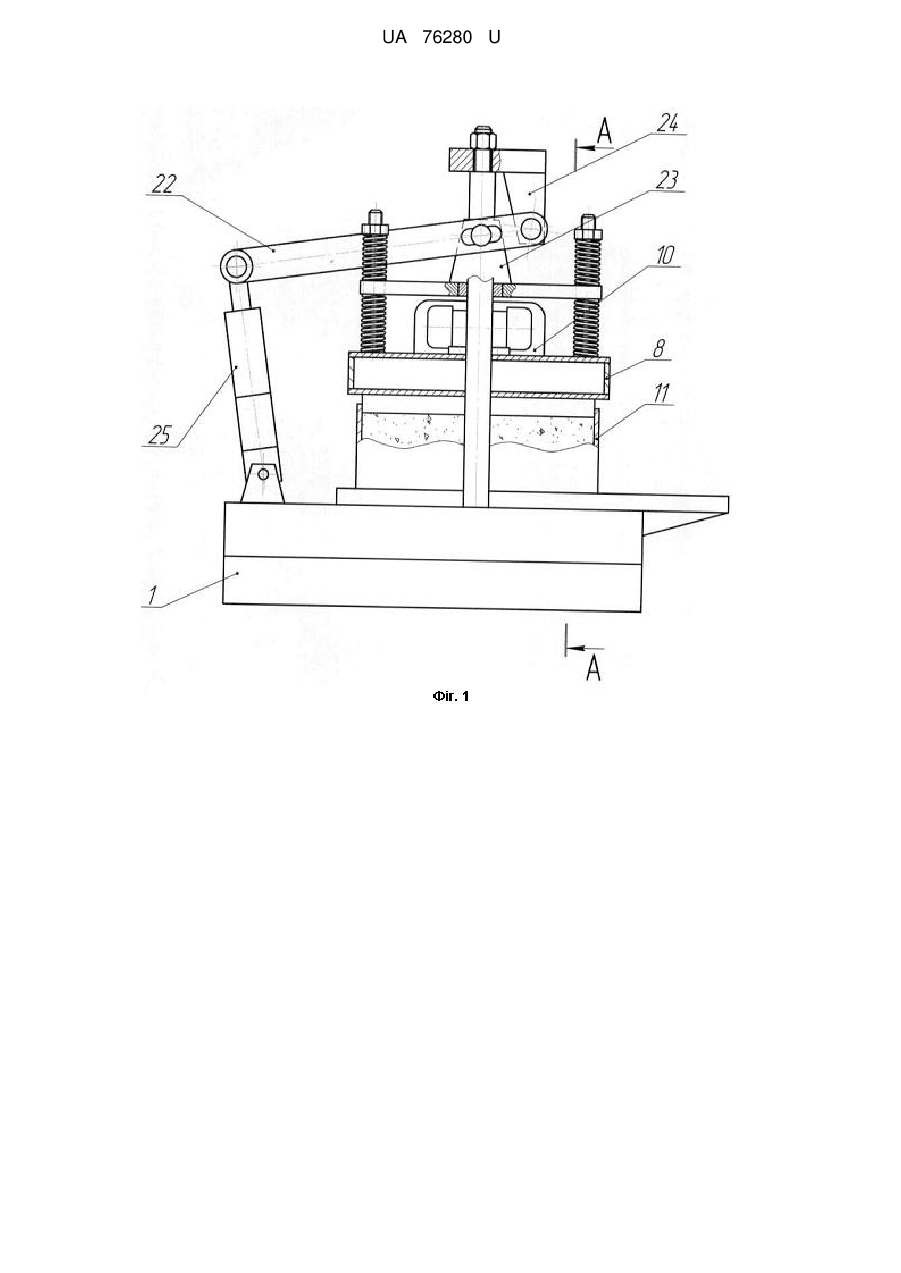
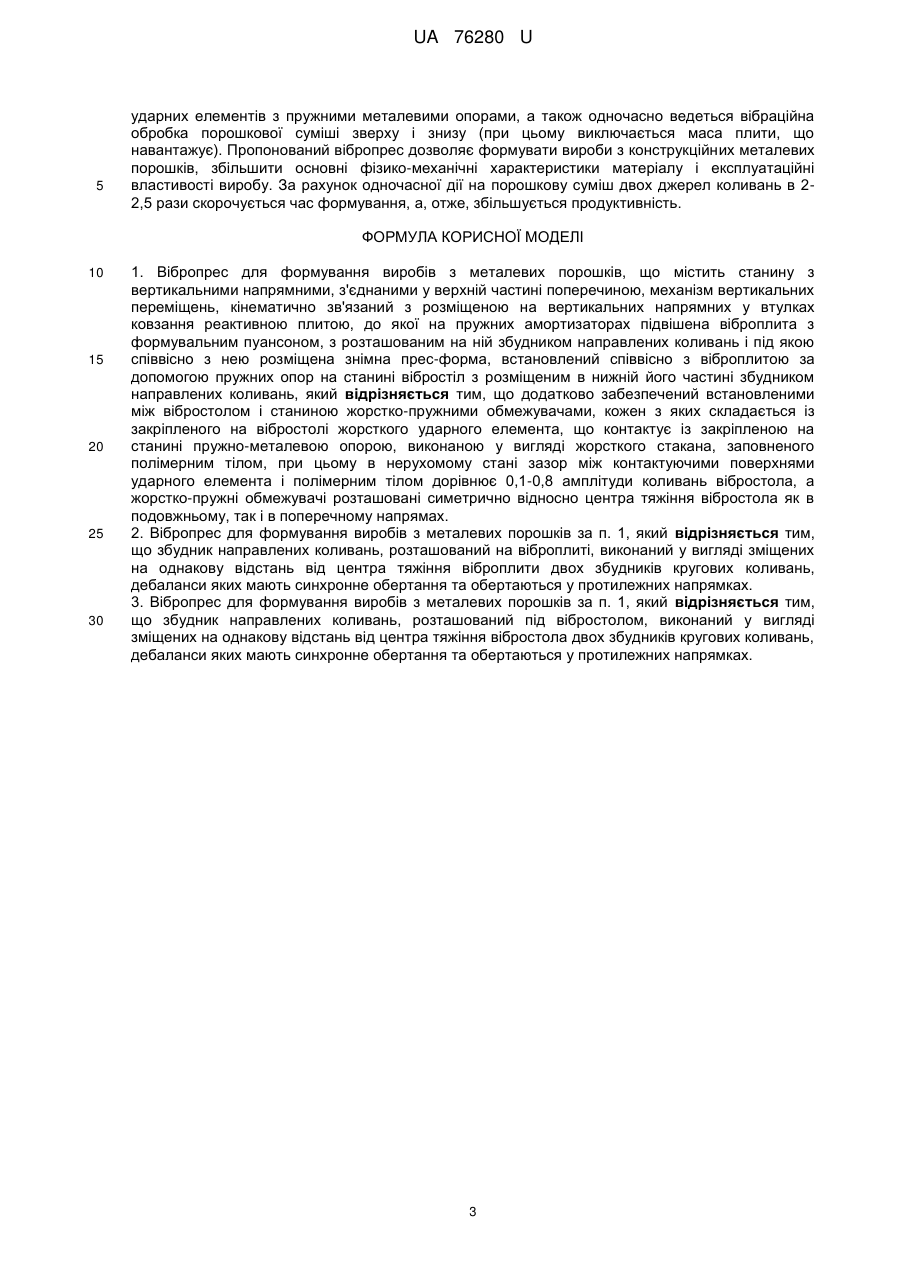
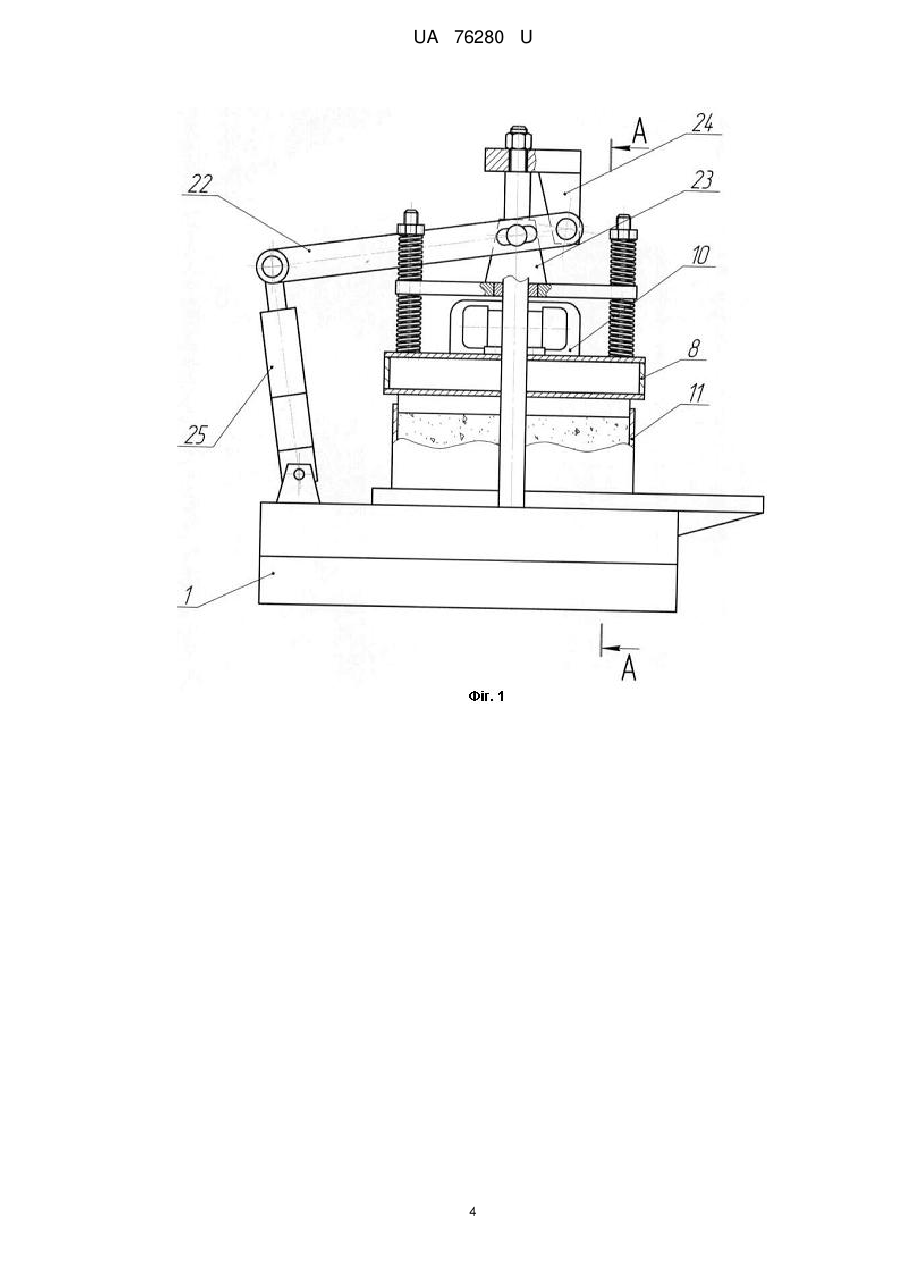
Реферат: Вібропрес для формування виробів з металевих порошків належить до промислового виробництва виробів з металевих порошків, а саме до машин для формування виробів з металевих порошків тиском. Вібропрес дозволяє формувати вироби з конструкційних металевих порошків, збільшити основні фізико-механічні характеристики матеріалу і експлуатаційні властивості виробу. UA 76280 U (54) ВІБРОПРЕС ДЛЯ ФОРМУВАННЯ ВИРОБІВ З МЕТАЛЕВИХ ПОРОШКІВ UA 76280 U UA 76280 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до промислового виробництва виробів з металевих порошків, а саме до машин для формування виробів з металевих порошків тиском. Відомий вібропрес для формування асфальтобетонних зразків, що містить станину з напрямними, матрицю, витискний пристрій з приводом, реактивну плиту, віброплиту із збудником кругових коливань, а також формувальні пуансони з натискним пристроєм (патент України № 48528, Кл. В28В 3/06, 2010). Відомий вібропрес призначений для формування виробів з асфальтобетонних зразків, які при вібраційній дії не переходять в тиксотропний стан. Оскільки суміші з металевих порошків при вібраційній дії переходять в тиксотропний стан, то відомий вібропрес не може забезпечувати якісне формування виробів з металевих порошків до потрібної технологічними нормами щільності. Як прототип прийнятий вібропрес для формування виробів з металевих порошків, що містить станину з напрямними, на якій за допомогою пружних амортизаторів змонтований вібростіл із збудником колових коливань, матрицю, реактивну плиту, віброплиту із збудником колових коливань, а також формувальні пуансони з натискним пристроєм (Порошковая металлургия. Кипарисов С. С., Либенсон Г. А. - М.: "Металлургия", 1980. - С. 301-304). Відомий вібропрес не забезпечує формування виробів з металевих порошків до потрібної технологічними нормами щільності. В основу корисної моделі поставлена задача вдосконалення вібропреса з метою якісного формування виробів з металевих порошків, інтенсифікації обробки порошкової суміші, зниження енергоємності процесу формування, часу обробки та збільшення продуктивності шляхом того, що вібропрес додатково забезпечений встановленими між вібростолом і станиною жорсткопружними обмежувачами, кожен з яких складається із закріпленого на вібростолі жорсткого ударного елемента, що контактує із закріпленою на станині пружно-металевою опорою, виконаною у вигляді жорсткого стакана, заповненого полімерним тілом, при цьому в нерухомому стані зазор між контактуючими поверхнями ударного елемента і полімерним тілом дорівнює 0,1-0,8 амплітуди коливань вібростола, а жорстко-пружні обмежувачі розташовані симетрично відносно центра тяжіння вібростола як в подовжньому, так і в поперечному напрямах. Збудник направлених коливань, розташований на віброплиті, виконаний у вигляді зміщених на однакову відстань від центра тяжіння віброплити двох збудників колових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках. Збудник направлених коливань, розташований під вібростолом, виконаний у вигляді зміщених на однакову відстань від центра тяжіння вібростола двох збудників колових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображено вібропрес для формування виробів з металевих порошків, загальний вигляд; на фіг. 2 - вид А-А на фіг. 1; на фіг. 3 - вид Б на фіг. 2. Вібропрес для формування виробів з металевих порошків, що містить станину 1 з вертикальними напрямними 2, з'єднаними у верхній частині поперечиною 3, механізм вертикальних переміщень 4, кінематично пов'язаний з розміщеною на вертикальних напрямних 2 у втулках ковзання 5 реактивною плитою 6, до якої на пружних амортизаторах 7 підвішена віброплита 8 з формувальним пуансоном 9, з розташованим на ній збудником 10 направлених коливань і під якою співвісно з нею розміщена знімна прес-форма 11, встановлений співвісно з віброплитою 8 за допомогою пружних опор 12 на станині 1 вібростіл 13 з розміщеним в нижній його частині збудником 14 направлених коливань. Вібропрес додатково забезпечений встановленими між вібростолом 13 і станиною 1 жорстко-пружними обмежувачами 15, кожен з яких складається із закріпленого на вібростолі 13 жорсткого ударного елемента 16, контактуючого із закріпленою на станині 1 пружно-металевою опорою 17, виконаною у вигляді жорсткого стакана 18, заповненого полімерним тілом 19, при цьому в нерухомому стані зазор між контактуючими поверхнями ударного елемента 16 і полімерним тілом 19 дорівнює 0,1-0,8 амплітуди коливань вібростола 13, а жорстко-пружні обмежувачі 15 розташовані симетрично відносно центра тяжіння вібростола 13 як в подовжньому, так і в поперечному напрямах. Збудник 10 направлених коливань, розташований на віброплиті 8, виконаний у вигляді зміщених на однакову відстань від центра тяжіння віброплити 8 двох збудників 18 і 19 колових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках. Збудник 14 направлених коливань, розташований під вібростолом 13, виконаний у вигляді зміщених на однакову відстань від центра тяжіння вібростола 13 двох збудників 20 і 21 колових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках. 1 UA 76280 U 5 10 15 20 25 30 35 40 45 50 55 Механізм вертикальних переміщень 4 виконаний у вигляді двоплечого важеля 22 відносно шарніра тяги 23, при цьому один кінець важеля 22 шарнірно з'єднаний з рамою 24, а другий кінець важеля сполучений шарнірно з гідроциліндром 25, причому відношення довжини першого кінця важеля до довжини другого кінця важеля дорівнює 1 1 . 5 8 Вібропрес працює таким чином. Вібропрес знаходиться у вихідному положенні, при якому шток гідроциліндра 25 повністю висунутий, а реактивна плита 6 разом з віброплитою 8 і формувальним пуансоном 9 підняті по вертикальним напрямним 2 вгору. Після цього на вібростіл 13 встановлюють прес-форму 11, заповнену ретельно перемішаною сумішшю з металевого порошку. Після цього відбувається одночасне включення віброзбудників колових коливань 20 і 21 і приводу насосної станції (на схемі не показана) механізму вертикальних переміщень 4. Після включення віброзбудники колових коливань 20 і 21, що мають різний напрям обертання, на вібростіл 13 разом з прес-формою 11 діють вертикально спрямовані коливання з кутовою частотою коливань 293 рад/с і амплітудою 1,5…1,6 мм. При цьому закріплені на вібростолі 13 жорсткі ударні елементи 16 періодично співударяються об полімерні тіла 19 пружно-металевих опор 17, закріплених на станині 1. В результаті цих ударів вібростіл 13 здійснює асиметричні коливання у вертикальному напрямі, що сприятливо позначається на ефективності ущільнення порошкової суміші. Це пояснюється тим, що при ударах зростають інерційні сили, що забезпечують велику рухливість металевих частинок порошкової суміші з утворенням більш щільної упаковки порошкової суміші. Одночасно з цим насосна станція подає робочу рідину в штокову порожнину гідроциліндра 25, внаслідок чого важіль 22 механізму вертикальних переміщень 4 переміщає реактивну плиту 6 за допомогою тяги 23 по вертикальним напрямним 2 вниз і опускає віброплиту 8 разом з формувальним пуансоном 9 на поверхню порошкової суміші в прес-формі 11. Плаваюча підвіска дозволяє формувальним пуансонам 9 точно спиратися на порошкову суміш, що забезпечує необхідну рівність поверхні формованого виробу. У момент контакту формувального пуансона 9 з порошковою сумішшю включаються віброзбудники колових коливань 18 і 19, під дією яких віброплита 8 разом з формувальним пуансоном 9 здійснюють вертикально направлені коливання з кутовою частотою коливань 293 рад/с і амплітудою 1,5…1,6 мм, здійснюючи тим самим на порошкову суміш віброударний вплив, під дією якого порошкова суміш переходить у стан підвищеної плинності, внаслідок чого з неї віддаляється частина повітря і відбувається більш компактне укладання металевих частинок. При цьому реактивна плита 6 продовжує рухатися вниз по вертикальним напрямним 2, внаслідок чого пружні амортизатори 7 в підвісці віброплити 8 стискаються, а контактуючі поверхні жорстких ударних елементів 16 зближуються з контактуючими поверхнями пружних металевих опор 17 на станині 1. У момент часу, коли пружні амортизатори 7 в підвісці віброплити 8 стиснуті, а контактуючі поверхні жорстко-пружних обмежувачів 15 повністю притиснуті один до одного вібраційне навантаження гаситься, і амплітуди коливань формувального пуансона 9 і вібростола 13 дорівнюють нулю. При цьому реактивна плита 6 продовжує переміщатися вниз по вертикальним напрямним 2 разом з віброплитою 8 і формувальним пуансоном 9, здійснюючи тим самим статичне ущільнення порошкової суміші із зусиллям в 5 МПа, що розвивається механізмом вертикальних переміщень 4 вібропреса. Коли гідропривід вібропреса розвиває найбільше статичне зусилля пресування, рух реактивної плити 6 вниз припиняється, а приводи віброзбудників 18, 19 і 20, 21 колових коливань відключаються. Робоча рідина подається в поршневу камеру гідроциліндра25, внаслідок чого поршень з штоком рухаються вгору, переміщаючи тим самим важіль 22 механізму вертикальних переміщень 4 разом з реактивною плитою 6 по вертикальним напрямним 2 вгору. Пружні амортизатори 7 в підвісці віброплити 8 розтискаються і віброплита 8 разом з формувальним пуансоном 9, відриваючись від поверхні відформованого виробу, піднімається вгору разом з реактивною плитою 6, а прес-форма 11 разом з відформованим виробом висувається з робочої зони. Після витягання виробу прес-форма 11 заповнюється порошковою сумішшю і робочий цикл повторюється. Пропонований вібропрес має низьку енергоємність (комплектується чотирма електромеханічними вібраторами сумарною потужністю 1 кВт, а потужність двигуна насосної станції не перевищує 2,5 кВт). Використання в конструкції вібраційного преса пружних елементів, виконаних з циліндричних пружин і встановлених за диференціальною схемою, є достатнім і надійним для виготовлення різних виробів, дозволяє амортизувати вібраційне навантаження від віброзбуджувачів коливань. В установках, що протиставляються, вібрація передавалася всій конструкції, що знижувало термін експлуатації. Збільшується амплітуда вібрації на початковій стадії процесу формування за рахунок ударної взаємодії жорстких 2 UA 76280 U 5 ударних елементів з пружними металевими опорами, а також одночасно ведеться вібраційна обробка порошкової суміші зверху і знизу (при цьому виключається маса плити, що навантажує). Пропонований вібропрес дозволяє формувати вироби з конструкційних металевих порошків, збільшити основні фізико-механічні характеристики матеріалу і експлуатаційні властивості виробу. За рахунок одночасної дії на порошкову суміш двох джерел коливань в 22,5 рази скорочується час формування, а, отже, збільшується продуктивність. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 30 1. Вібропрес для формування виробів з металевих порошків, що містить станину з вертикальними напрямними, з'єднаними у верхній частині поперечиною, механізм вертикальних переміщень, кінематично зв'язаний з розміщеною на вертикальних напрямних у втулках ковзання реактивною плитою, до якої на пружних амортизаторах підвішена віброплита з формувальним пуансоном, з розташованим на ній збудником направлених коливань і під якою співвісно з нею розміщена знімна прес-форма, встановлений співвісно з віброплитою за допомогою пружних опор на станині вібростіл з розміщеним в нижній його частині збудником направлених коливань, який відрізняється тим, що додатково забезпечений встановленими між вібростолом і станиною жорстко-пружними обмежувачами, кожен з яких складається із закріпленого на вібростолі жорсткого ударного елемента, що контактує із закріпленою на станині пружно-металевою опорою, виконаною у вигляді жорсткого стакана, заповненого полімерним тілом, при цьому в нерухомому стані зазор між контактуючими поверхнями ударного елемента і полімерним тілом дорівнює 0,1-0,8 амплітуди коливань вібростола, а жорстко-пружні обмежувачі розташовані симетрично відносно центра тяжіння вібростола як в подовжньому, так і в поперечному напрямах. 2. Вібропрес для формування виробів з металевих порошків за п. 1, який відрізняється тим, що збудник направлених коливань, розташований на віброплиті, виконаний у вигляді зміщених на однакову відстань від центра тяжіння віброплити двох збудників кругових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках. 3. Вібропрес для формування виробів з металевих порошків за п. 1, який відрізняється тим, що збудник направлених коливань, розташований під вібростолом, виконаний у вигляді зміщених на однакову відстань від центра тяжіння вібростола двох збудників кругових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках. 3 UA 76280 U 4 UA 76280 U 5 UA 76280 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюVibropress for molding products from metal powders
Автори англійськоюSavielov Dmytro Volodymyrovych, Khablo Hryhorii Petrovych, Drahobetskyi Volodymyr Viacheslavovych, Chebenko Yurii Mykolaiovych
Назва патенту російськоюВибропресс для формования изделий из металлических порошков
Автори російськоюСавелов Димтрий Владимирович, Хабло Григорий Петрович, Драгобецкий Владимир Вячеславович, Чебенко Юрий Николаевич
МПК / Мітки
МПК: B28B 1/08
Мітки: металевих, формування, порошків, вібропрес, виробів
Код посилання
<a href="https://ua.patents.su/8-76280-vibropres-dlya-formuvannya-virobiv-z-metalevikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Вібропрес для формування виробів з металевих порошків</a>
Вібропрес для формування виробів з металевих порошків
Номер патенту: 69960
Опубліковано: 25.05.2012
Автори: Маркевич Андрій Геннадійович, Драгобецький Володимир В'ячеславович, Савєлов Дмитро Володимирович, Дьомін Олександр Валерійович
МПК: B28B 1/08
Мітки: металевих, виробів, формування, вібропрес, порошків
Формула / Реферат:
1. Вібропрес для формування виробів з металевих порошків методом гарячого пресування, що містить станину з напрямними, жорстко з'єднаними між собою у верхній частині поперечиною, матрицю, витискний пристрій з приводом, віброплиту з віброзбуджувачем спрямованих коливань, який відрізняється тим, що додатково оснащений реактивною плитою, установленою на напрямних у втулках ковзання і з'єднаною шарнірно за допомогою тяги з механізмом вертикальних...
Спосіб формування виробів з металевих порошків
Номер патенту: 68694
Опубліковано: 10.04.2012
Автори: Драгобецький Володимир В'ячеславович, Бєлкіна Анна Олександрівна, Савєлов Дмитро Володимирович
МПК: B22F 3/093, B22F 5/10, B28B 1/08
Мітки: порошків, виробів, спосіб, формування, металевих
Формула / Реферат:
Спосіб формування виробів з металевих порошків, що містить укладання заздалегідь відсортовану і ретельно змішану порошкову суміш у прес-форму та її подальше ущільнення вертикально направленими коливаннями з одночасно здійснюваним зверху статичним здавлюванням порошкової суміші, який відрізняється тим, що з метою підвищення однорідності структури та щільності порошкової суміші по всьому об'єму, покращення якості поверхні виробу, який...
Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням
Номер патенту: 7288
Опубліковано: 15.06.2005
Автори: Рябічева Людмила Олександрівна, Потапова Інна Георгіївна, Нікітін Юрій Миколайович, Циркін Аркадій Тимофійович
МПК: B22F 3/00
Мітки: штампуванням, металевих, високощільних, порошків, гарячим, стружки, виготовлення, пристрій, виробів
Формула / Реферат:
Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що містить контейнер із двома сполученими робочим і вихідним каналами однакового перерізу, розташованими перпендикулярно один до одного, вузол навантаження, матрицю з вічком, клиновий затвор робочого каналу контейнера, який відрізняється тим, що вихідний канал виконаний змінного перерізу з розташованим в ньому доущільнюючим пуансоном.
Вібропрес для формування асфальтобетонних зразків
Номер патенту: 48528
Опубліковано: 25.03.2010
Автори: Маслов Олександр Гаврилович, Дьомін Олександр Валерійович, Саленко Юлія Сергіївна
МПК: B28B 3/02
Мітки: асфальтобетонних, формування, зразків, вібропрес
Формула / Реферат:
1. Вібропрес для формування асфальтобетонних зразків, що містить станину з напрямними, яка з'єднана поперечкою, на якій змонтована матриця, виштовхувальний пристрій з приводом і віброплита з віброзбуджувачем колових коливань, вібропрес додатково забезпечений пов'язаною з напрямними, за допомогою втулок, реактивною плитою, на якій на двох роликах встановлена віброплита з віброзбуджувачем колових коливань, при цьому віброплита і реактивна...
Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням
Номер патенту: 4168
Опубліковано: 17.01.2005
Автори: Нікітін Юрій Миколайович, Потапова Інна Георгіївна, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
МПК: B22F 3/12
Мітки: штампуванням, гарячим, металевих, стружки, порошків, високощільних, виробів, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що включає підготовку вихідного матеріалу, брикетування, нагрів до верхньої границі інтервалу кувальних температур, а потім пресування з витіканням заготовки в напрямку, перпендикулярному осі пресування, з одночасним протитиском і екструзією витяжкою 14-30, який відрізняється тим, що пористий, попередньо нагрітий у захисному середовищі до...
Попередній патент: Спосіб визначення ураження головного мозку у хворих після хірургічної корекції вроджених вад серця
Наступний патент: Спосіб одержання морозива
Випадковий патент: Трансверсальний фільтр