Формувальна порожнина кристалізатора та кристалізатор для безперервного лиття сортових, блюмових і профільованих заготовок
Формула / Реферат
1. Формувальна порожнина кристалізатора для безперервного лиття сортових, блюмових і профільованих заготовок, утворена однією або більше охолоджувальними стінками кристалізатора, при цьому лінії (13, 15) периметра поперечного перерізу формувальної порожнини містять дугові лінії (16, 42-42'', 51-51'', 67, 68, 71-73) щонайменше у кутових областях (19, 19') поперечного перерізу формувальної порожнини, яка відрізняється тим, що дугові лінії (16, 42-42'', 51-51'', 67, 68, 71-73) периметра поперечного перерізу формувальної порожнини для керування цілеспрямованим утворенням кірочки безперервно литої заготовки мають зміни ходу кривизни, яка росте до максимуму (30-30'") міри кривизни (1/R), де R – радіус кривизни дугових ліній, і потім спадає, при цьому попередньо призначений максимум (30-30'") ступеня кривизни безперервно або дискретно зменшено біля ліній (23-23"") периметра поперечного перерізу формувальної порожнини в однакових кутових областях (19, 19'), які послідовно йдуть у напрямку руху безперервно литої заготовки, щонайменше у межах частини довжини кристалізатора.
2. Формувальна порожнина за п. 1, яка відрізняється тим, що дугові лінії (42-42") описані математичною функцією
![]()
де A і B – базові параметри, “n” – показник ступеня і, відповідно, якщо А=В, - функцією |X|n + |Y|n = |R|n, при цьому показник ступеня "n" більше 2 і менше 100.
3. Формувальна порожнина за п. 1, яка відрізняється тим, що поперечний переріз формувальної порожнини подібний до прямокутника, переважно подібний до квадрата, і містить виконані у вигляді закруглених переходів кутові області (19, 19') між чотирма по суті плоскими бічними стінками, при цьому дуги закруглених переходів у кутових областях (19, 19') описані функцією |X|n + |Y|n = |R|n, де значення показника ступеня "n" складає величину між 2,1 і 10.
4. Формувальна порожнина за п. 1, яка відрізняється тим, що поперечний переріз формувальної порожнини подібний до прямокутника і складений з чотирьох дугових ліній, кожна з яких утворює кут приблизно 90°, і що дугові лінії описані математичною функцією ![]() ,
,
де А і В – базові параметри, а також значення показника ступеня "n" складає величину між 3 і 50, переважно між 4 і 10.
5. Формувальна порожнина за п. 1, яка відрізняється тим, що поперечний переріз формувальної порожнини подібний до кола і складений з дугових ліній (71-73), кожна з яких утворює по одному куту між 15 і 180°, при цьому дугові лінії (71, 72) описані математичною функцією |X|n + |Y|n = |R|n, і значення показника ступеня "n" більше 2 і менше 2,3.
6. Формувальна порожнина за п.1, яка відрізняється тим, що поперечний переріз формувальної порожнини подібний до квадрата і складений з чотирьох дугових ліній (51-51"), які утворюють по одному куту 90°, при цьому дугові лінії (51-51") описані математичною функцією |X|n + |Y|n = |R|n, і що щонайменше на частині довжини кристалізатора, на ділянці лінії периметра, яка розташована між виконаними у вигляді закруглених переходів кутовими областями, можлива керована деформація кірочки безперервнолитої заготовки - при проходженні через кристалізатор - за допомогою розтягування ділянки дугових ліній (51-51").
7. Формувальна порожнина за будь-яким з пп. 1-6, яка відрізняється тим, що формувальна порожнина виконана у напрямку виходу кристалізатора, виконана з конусністю, згідно з математичною функцією |X|n + |Y|n = |R-t|n, причому t - міра конусності.
8. Формувальна порожнина за п. 1, яка відрізняється тим, що формувальна порожнина (63) подібна до прямокутника, переважно подібна до квадрата, і містить виконані у вигляді закруглених переходів кутові області (65-65'") з дугами (67, 68) закруглених переходів, згідно з кривими функції |X|n + |Y|n = |R|n, і значення показника ступеня "n" дугових ліній, які йдуть у напрямку руху безперервнолитої заготовки, складає величину між 2,1 і 10, а також містить між дуга (67, 68) закруглених переходів зігнуті бічні стінки, ступінь кривизни яких щонайменше на частині довжини кристалізатора змінюється так, що кірочка безперервнолитої заготовки при проходженні цієї частини довжини кристалізатора пластично деформується.
9. Формувальна порожнина за будь-яким з пп. 1-8, яка відрізняється тим, що формувальна порожнина (14) виконана у гільзовому кристалізаторі (12).
10. Формувальна порожнина за будь-яким з пп. 1-9, яка відрізняється тим, що утворена за мідних стінок, які охолоджуються водою, при цьому зі зростаючим ступенем кривизни ділянок зігнутої лінії периметра формувальної порожнини, зокрема, у кутових областях (19) з дуговими лініями закруглених переходів, водяне охолодження мідної стінки скорочене.
11. Кристалізатор для безперервного лиття сортових, блюмових та профільованих заготовок, який містить формувальну порожнину за будь-яким з пп. 1-10, який відрізняється тим, що геометрія формувальної порожнини вироблена за допомогою металообробного обладнання з програмним керуванням.
Текст
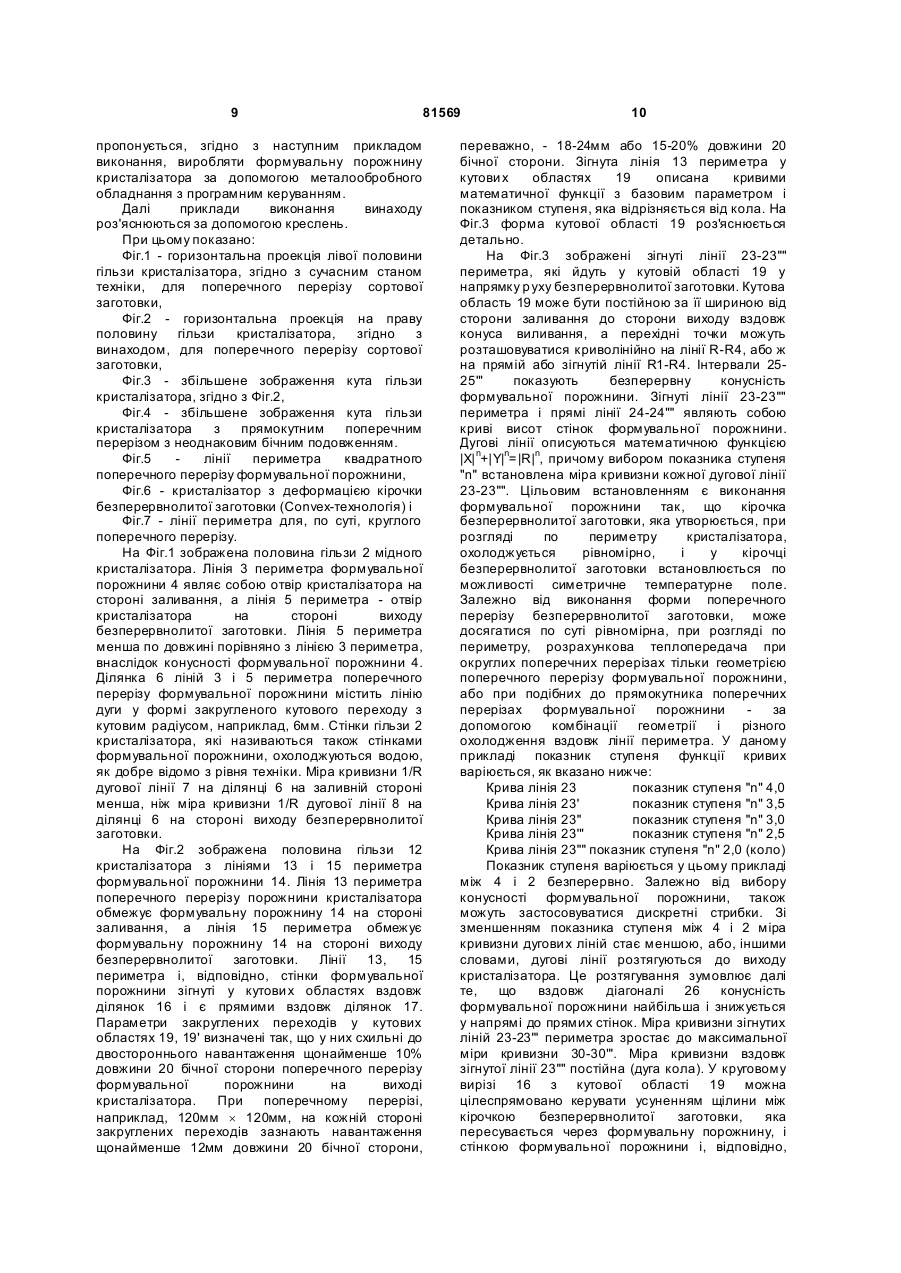
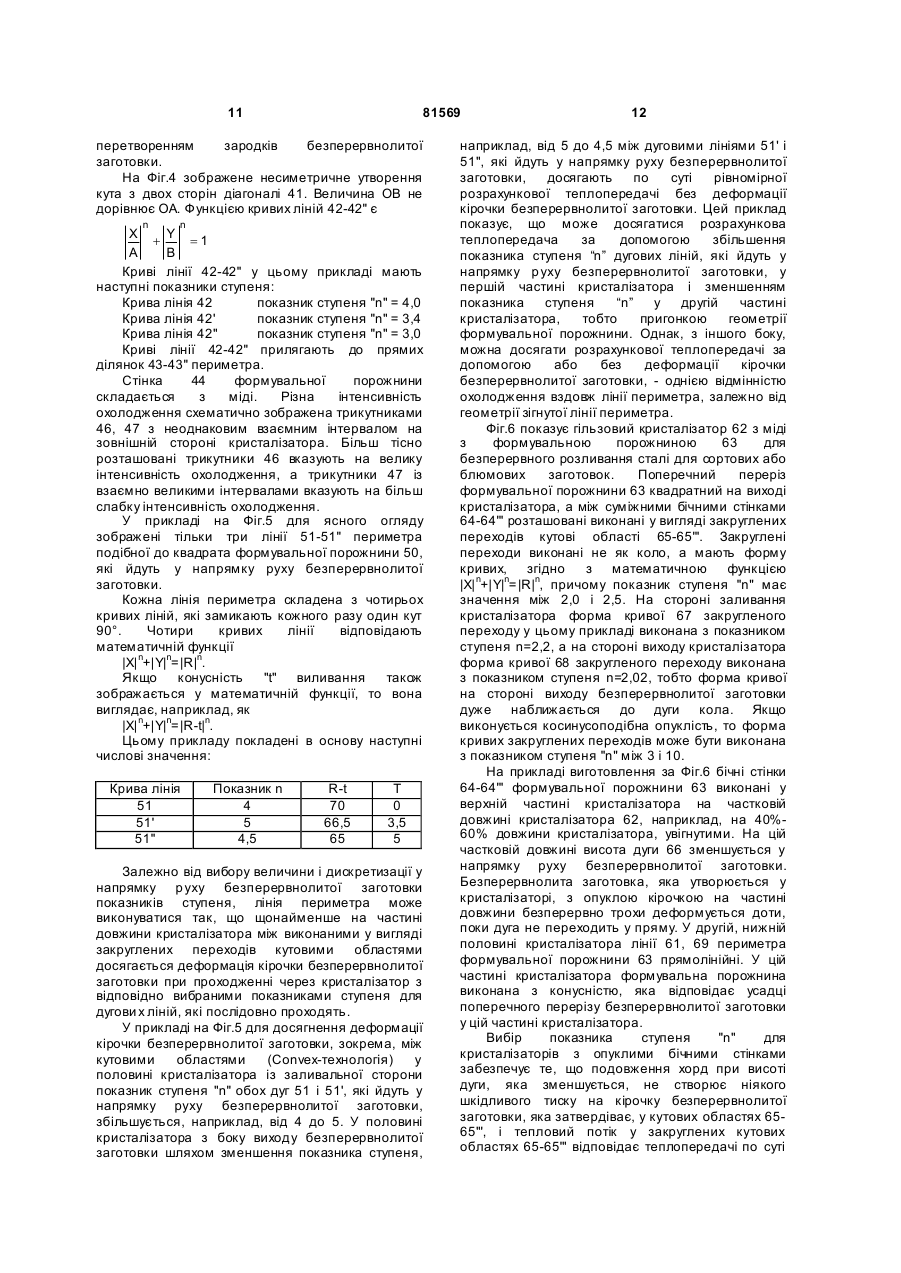
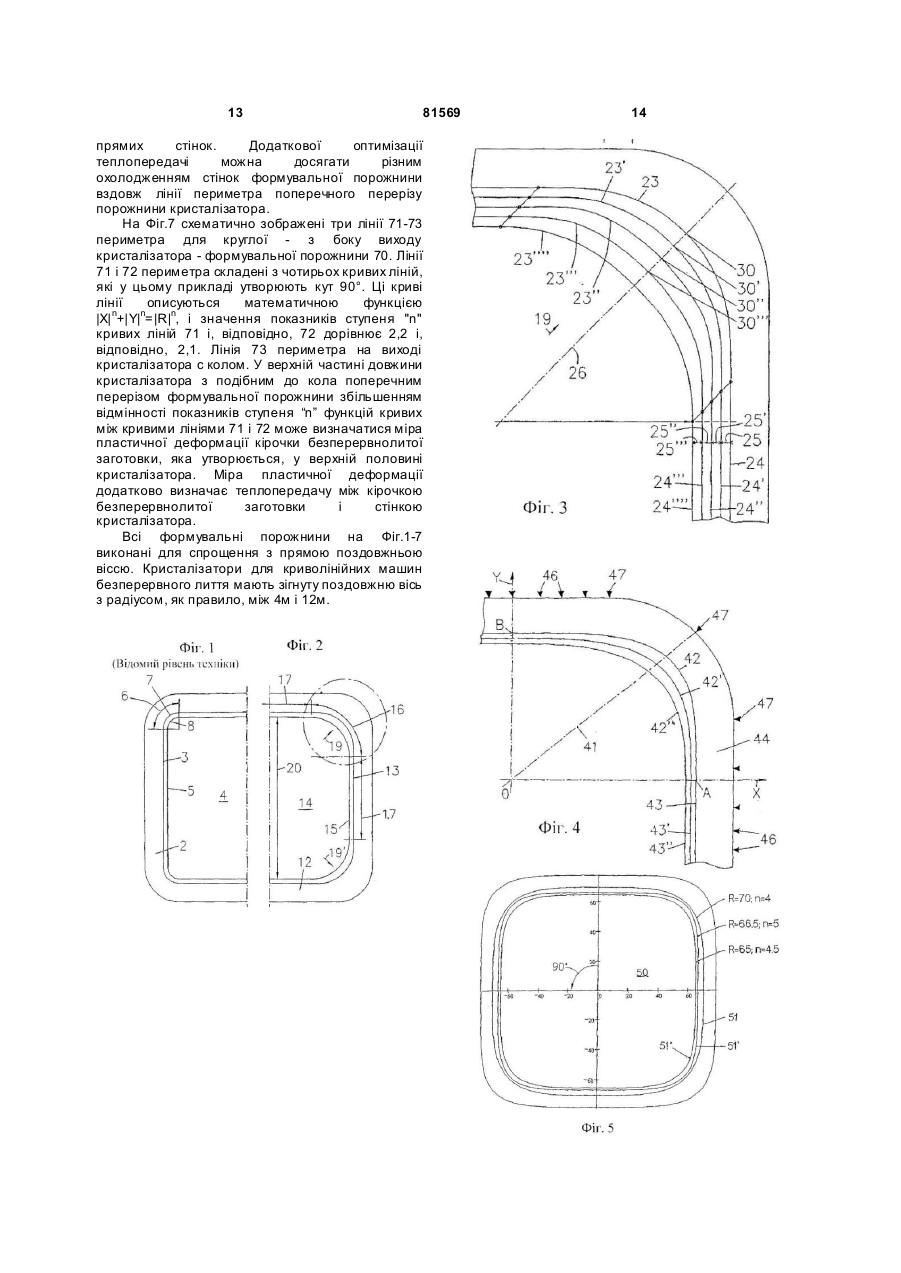
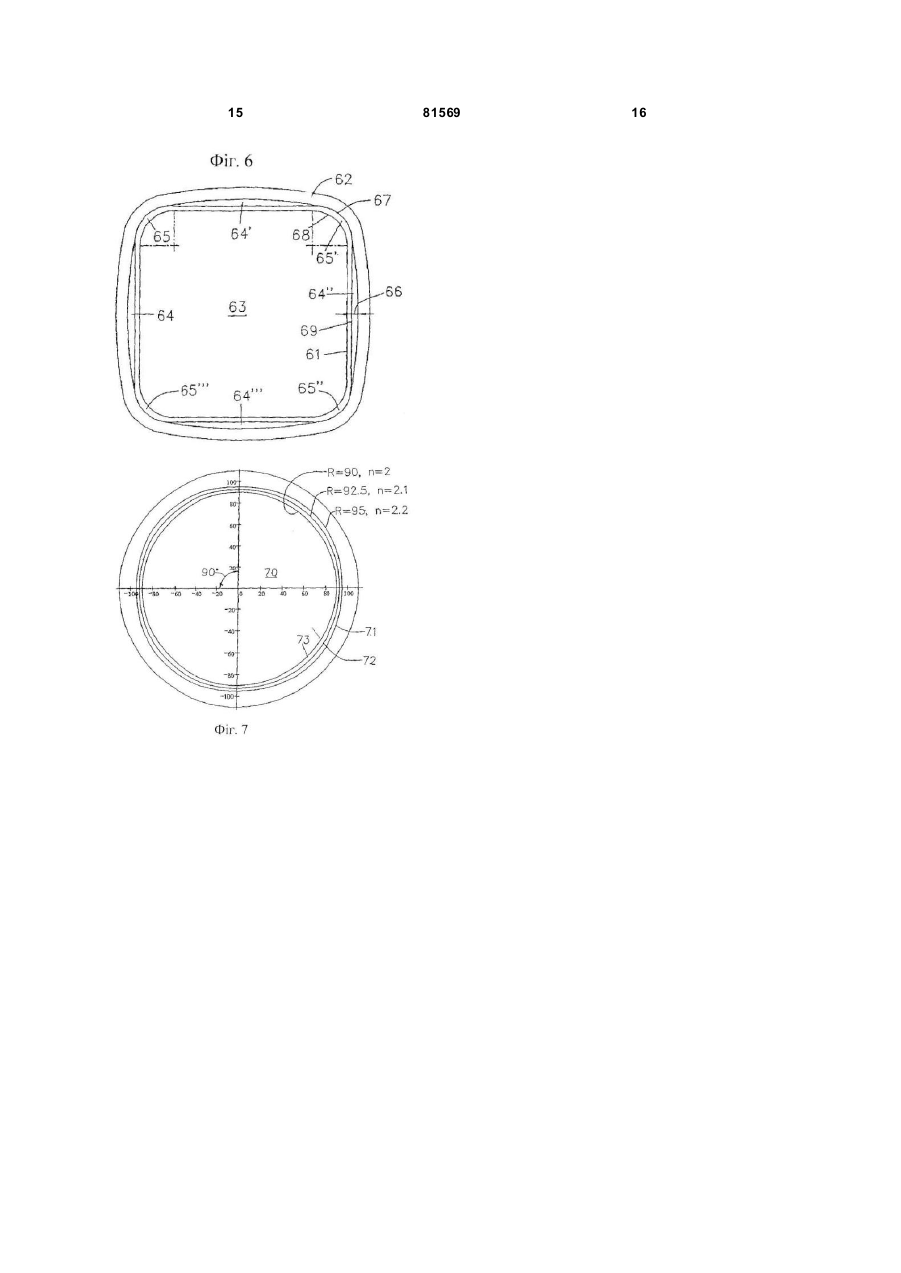
1. Формувальна порожнина кристалізатора для безперервного лиття сортових, блюмових і профільованих заготовок, утворена однією або більше охолоджувальними стінками кристалізатора, при цьому лінії (13, 15) периметра поперечного перерізу формувальної порожнини містять дугові лінії (16, 42-42'', 51-51'', 67, 68, 7173) щонайменше у кутови х областя х (19, 19') поперечного перерізу формувальної порожнини, яка відрізняється тим, що дуго ві лінії (16, 42-42'', 51-51'', 67, 68, 71-73) периметра поперечного перерізу формувальної порожнини для керування цілеспрямованим утворенням кірочки безперервно литої заготовки мають зміни ходу кривизни, яка росте до максимуму (30-30'") міри кривизни (1/R), де R – радіус кривизни дугових ліній, і потім спадає, при цьому попередньо призначений максимум (30-30'") ступеня кривизни безперервно або дискретно зменшено біля ліній (23-23"") периметра поперечного перерізу формувальної порожнини в однакових кутових областя х (19, 19'), які послідовно йдуть у напрямку руху безперервно литої заготовки, щонайменше у межах частини довжини кристалізатора. 2. Формувальна порожнина за п. 1, яка відрізняє ться тим, що дугові лінії (42-42") описані математичною функцією 2 (13) 1 3 81569 4 можлива керована деформація кірочки безперервнолитої заготовки - при проходженні через кристалізатор - за допомогою розтягування ділянки дугових ліній (51-51"). 7. Формувальна порожнина за будь-яким з пп. 1-6, яка відрізняється тим, що формувальна порожнина виконана у напрямку ви ходу кристалізатора, виконана з конусністю, згідно з математичною функцією |X|n + |Y|n = |R-t|n , причому t - міра конусності. 8. Формувальна порожнина за п. 1, яка відрізняє ться тим, що формувальна порожнина (63) подібна до прямокутника, переважно подібна до квадрата, і містить виконані у вигляді закруглених переходів кутові області (65-65'") з дугами (67, 68) закруглених переходів, згідно з кривими функції |X| n + |Y| n = |R|n , і значення показника ступеня "n" дугови х ліній, які йдуть у напрямку руху безперервнолитої заготовки, складає величину між 2,1 і 10, а також містить між дуга (67, 68) закруглених переходів зігнуті бічні стінки, ступінь кривизни яких щонайменше на частині довжини кристалізатора змінюється так, що кірочка безперервнолитої заготовки при проходженні цієї частини довжини кристалізатора пластично деформується. 9. Формувальна порожнина за будь-яким з пп. 1-8, яка відрізняється тим, що формувальна порожнина (14) виконана у гільзовому кристалізаторі (12). 10. Формувальна порожнина за будь-яким з пп. 19, яка відрізняється тим, що утворена за мідних стінок, які охолоджуються водою, при цьому зі зростаючим ступенем кривизни ділянок зігнутої лінії периметра формувальної порожнини, зокрема, у кутових областя х (19) з дуговими лініями закруглених переходів, водяне охолодження мідної стінки скорочене. 11. Кристалізатор для безперервного лиття сортових, блюмових та профільованих заготовок, який містить формувальну порожнину за будьяким з пп. 1-10, який відрізняється тим, що геометрія формувальної порожнини вироблена за допомогою металообробного обладнання з програмним керуванням. Винахід стосується формувальної порожнини кристалізатора для безперервного лиття, згідно з обмежувальною частиною пункту 1 формули винаходу. Довгі продукти безперервного розливання виливаються переважно у гільзових кристалізаторах з прямокутним, зокрема, з наближеним до квадратного поперечним перерізом або з круглим поперечним перерізом. Потім сортові і блюмові безперервнолиті заготовки обробляються за допомогою прокатки або кування. Для виробництва продуктів безперервного лиття з хорошою якістю поверхні і структури, зокрема, сортових і блюмових безперервнолитих заготовок, має вирішальне значення рівномірна передача тепла вздовж лінії периметра поперечного перерізу заготовки між заготовкою, яка утворюється, і стінкою формувальної порожнини. Відомо багато рішень, де розвивають геометрію формувальної порожнини, зокрема, в областях закруглених кутових переходів формувальної порожнини, таким чином, що між кірочкою безперервнолитої заготовки, яка утворюється, і стінкою кристалізатора не виникало ніяких повітряних зазорів, які викликають повторне нагрівання кірочки безперервнолитої заготовки і, відповідно, нерівномірну передачу тепла вздовж лінії периметра поперечного перерізу безперервнолитої заготовки. Кути формувальної порожнини гільзових кристалізаторів виконані у вигляді закруглених переходів. Чим більшими виконані закруглені переходи у формувальній порожнині кристалізатора, тим важче досягається рівномірне охолодження між кірочкою безперервнолитої заготовки, яка утворюється, і стінками кристалізатора, зокрема, по периметру формувальної порожнини. Кристалізація безперервнолитої заготовки, яка починається, трохи нижче рівня дзеркала розплаву у кристалізаторі по-різному проходить на прямих ділянках периметра формувальної порожнини і в областях закруглених переходів. Тепловий потік на прямих або по суті прямих ділянках є квазіодновимірним і підлягає закону теплопередачі через рівну стіну. У протилежність цьому, потік тепла у закруглених кутови х областях двовимірний, і він підлягає закону теплопередачі через зігнуту стіну. Кірочка безперервнолитої заготовки, яка виникає, як правило, спочатку товща у кутових областях, ніж на прямих поверхнях і починає зближуватися за часом раніше і сильніше. Це веде до того, що вже приблизно через 2 секунди кірочка безперервнолитої заготовки віддаляється у кутови х областях від стінки кристалізатора і утворюється повітряний зазор, який радикально погіршує теплопередачу. Це погіршення теплопередачі сповільнює не тільки подальший ріст кірочки, але може доходити навіть до повторного розплавлення вже затверділих внутрішніх шарів кірочки безперервнолитої заготовки. Ці коливання потоку тепла охолодження і повторне нагрівання - ведуть до дефектів безперервнолитої заготовки, подібних до поверхневих і внутрішніх поздовжніх тріщин па кромках і, відповідно, у близьких до кромок областях, а також до дефектів геометричної форми, подібних до ромбоподібності, жолоблення і т.д. Чим більшими вибираються розміри закруглених переходів порівняно з довжиною бічної сторони у поперечному перерізі безперервнолитої заготовки, зокрема, якщо радіуси викружки переходів становлять 10% і 5 81569 більше від довжини бічної сторони у поперечному перерізі формувальної порожнини, тим частіше формуються згадані дефекти безперервнолитої заготовки. Тому радіуси скруглення переходів, як правило, обмежують в інтервалі від 5 до 8мм, хоча більше закруглення на кромках безперервнолитої заготовки було б вигідним для подальшої прокатки. З документа JP-A-53 011124 відомий кристалізатор із закругленими кутовими областями для безперервного лиття сортової заготовки. У такому кристалізаторі безперервнолита заготовка може охолоджуватися нерівномірно і можуть виникати безперервнолиті заготовки з поперечним перерізом, який звужується по кромках, і відповідними дефектами кромок, такими як тріщини і т.д. Щоб уникати таких дефектів безперервнолитої заготовки, у цьому документі пропонується формувати чотирикутну порожнину кристалізатора з двома маленькими і двома великими кутовими скругленнями. За рахунок різних радіусів кутови х закруглених переходів повинна цілеспрямовано формуватися при кристалізації нерівномірна товста кірочка безперервнолитої заготовки. Безпосередньо на виході кристалізатора сповільнене твердіння у кутах з великими радіусами повинно компенсуватися посиленим охолодженням кромок у зоні вторинного охолодження. Ці заходи повинні вести до формування вільного від дефектів поперечного перерізу безперервнолитої заготовки. З документа JP-A-60 040647 відомий кристалізатор для безперервного лиття чорнового профілю. При безперервному литті чорнових профілів часто виникають поздовжні тріщини при переході від середньої перемички до обох кінцевих кромок. Ця перехідна частина у кристалізаторі являє собою опукло-закруглену частину кромки, на яку легко насаджується безперервнолитий профіль при охолодженні середньої перемички. Щоб уникати гарячого запресовування і, відповідно, виникнення тріщин, у цьому документі пропонується виконувати вказану опуклу перехідну криву у профілі кристалізатора з кривизною, яка безперервно збільшується, до середньої перемички. З документа JP-A-11 151555 відомий інший кристалізатор для безперервного лиття сортових і блюмових безперервнолитих заготовок. Щоб у такому кристалізаторі уникати ромбічної деформації поперечного перерізу безперервнолитої заготовки, і щоб додатково підвищувати швидкість розливання, кристалізатор обладнаний на чотирьох кутах, які виконані із закругленими переходами, спеціально сформованими кутовими охолоджувальними частинами. На стороні заливання ці кутові охолоджувальні частини являють собою круглі виїмки у стінці кристалізатора, які згладжуються у напрямку руху безперервнолитої заготовки і до виходу з кристалізатора скорочуються до закруглення закругленого переходу. Міра кривизни круглої виїмки зростає у напрямку руху безперервнолитої заготовки до виходу кристалізатора. Це формоутворення повинно 6 забезпечувати безперервний контакт між областю кута кірочки безперервнолитої заготовки і кутовими частинами кристалізатора. В основі винаходу лежить задача створити геометрію формувальної порожнини кристалізатора для безперервнолитої заготовки, яка забезпечує оптимальні умови для рівномірного теплообміну між кірочкою безперервнолитої заготовки, яка утворюється, і стінкою кристалізатора вздовж лінії периметра поперечного перерізу безперервнолитої заготовки і, отже, симетричне температурне поле у кірочці безперервнолитої заготовки. Охолодження і геометрія формувальної порожнини повинні оптимізуватися, зокрема, вздовж периметра формувальної порожнини із зігнутими ділянками стінок і з переходом, від зігнутих до по суті прямих ділянок стінок. Внаслідок цього повинно досягатися поліпшене, рівномірне по поперечному перерізу твердіння кірочки безперервнолитої заготовки, яка утворюється, при проходженні через кристалізатор, щоб уникати напружень у кірочці безперервнолитої заготовки, утворення повітряних зазорів між кірочкою безперервнолитої заготовки і стінкою кристалізатора, жолоблення, ромбічних деформацій поперечного перерізу безперервнолитої заготовки і тріщин у кірочці безперервнолитої заготовки і т.д. Далі, така формувальна порожнина порівняно з сучасним станом техніки повинна робити можливою більш високу швидкість розливання, а також бути, відповідно, економічно доцільно. Згідно з винаходом, ця задача вирішується сукупністю ознак пункту 1 формули винаходу. Способом, який відповідає винаходу, і геометрією порожнини кристалізатора, яка відповідає винаходу, можна створювати оптимальні співвідношення для рівномірного теплообміну вздовж лінії периметра поперечного перерізу безперервнолитої заготовки між кірочкою безперервнолитої заготовки, яка утворюється, і стінкою формувальної порожнини. Рівномірний теплообмін, який оптимально відбувається, забезпечує твердіння кірочки безперервнолитої заготовки, яка утворюється у кристалізаторі, починаючи від периметра з рівномірною кристалічною структурою без таких дефектів, як тріщини, концентрації напруження, ромбічні деформації і так далі. Далі, можна описувати такі формувальні порожнини кривими математичних функцій і рентабельно виробляти на металообробних верстатах з програмним керуванням. Якщо встановлена конусність формувальної порожнини для визначеної якості сталі і визначеного часу витримки безперервнолитої заготовки, яка утворюється, у межах порожнини кристалізатора, то рівномірний ріст кірочки і, відповідно, розрахункова рівномірна теплопередача вздовж лінії периметра може перевірятися за допомогою пробних виливань. Щоб зрівноважувати, можливо, відмінності, які залишаються, у розрахунковій теплопередачі між кірочкою безперервнолитої заготовки, яка утворюється, і стінкою формувальної порожнини, 7 81569 стінки формувальної порожнини з більшою мірою кривизни можуть, згідно з вигідною формою виконання, охолоджуватися слабше і, відповідно, стінки з меншою мірою кривизни - сильніше. У звичайному кристалізаторі прямі лінії периметра формувальної порожнини прилягають по дотичній у так званій точці дотику до лінії дуги закруглення кутів. Такі точкові переходи і кругові закруглення потрібно переважно заміняти лініями згинів з формою кривих функцій з одним або двома базовими параметрами і з показником ступеня, наприклад, супер-еліпс або супер-конус. Далі, за допомогою відповідного вибору базових параметрів і показників ступеня математичної функції кривих, може безперервно або дискретно змінюватися кривизна дугових ліній, які йдуть у напрямку руху безперервнолитої заготовки. Форми дугови х ліній і, таким чином, геометрія порожнини можуть приганятися до заданих параметрів лиття зменшенням і, відповідно, збільшенням показників ступеня. Якщо прилеглий контакт між кірочкою безперервнолитої заготовки, яка утворюється, та охолодженою стінкою кристалізатора при проходженні кристалізатора не переривається неконтрольованим утворенням повітряного зазору, то тепловий потік підлягає фізичним законам теплового потоку. Цей ідеалізований стан передбачає, що, також згідно з фізичними законами теплового потоку, з одного боку, сформована геометрія порожнини кристалізатора і, з іншого боку, відбувається усадка кірочки безперервнолитої заготовки, причому геометрія формувальної порожнини виконана згідно з кривими математично визначених функцій. Згідно з одним прикладом виконання, одержується оптимальна, математично визначена геометрія формувальної порожнини, якщо дугові лінії периметра формувальної порожнини вибираються згідно з кривими функції супер-еліпса X A n n Y =1 B і дугові лінії, які йдуть у напрямку руху безперервнолитої заготовки, змінюються вибором показників ступеня "n" і базових параметрів A і В (півосі еліпса) в їх кривизні або, відповідно, їх мірі кривизни. Для досягнення по суті рівномірної розрахункової теплопередачі вздовж лінії периметра додатково можливо трохи пластично деформувати кірочку безперервнолитої заготовки у межах кристалізатора, тобто примушувати їх пристосовуватися до геометрії порожнини. Згідно з наступним прикладом виконання, пропонується складати лінію периметра з чотирьох дугових ліній, які замикаються через кожний кут 90°. Параметри дугови х ліній, які йдуть у напрямку руху безперервнолитої заготовки, визначаються так, що опукла на стороні заливання кристалізатора кірочка безперервнолитої заготовки, щонайменше на першій частковій довжині кристалізатора, при проходженні через порожнину кристалізатора деформується гак, що щонайменше у середніх областях між кутовими областями опуклість + 8 кірочки безперервнолитої заготовки зменшується або, іншими словами, витягуються дугові лінії у середніх областях периметра безперервнолитої заготовки, і, відповідно, міра кривизни, 1/R, зменшується. Якщо, наприклад, у подібному до прямокутника, переважно подібному до квадрата поперечному перерізі формувальної порожнини між чотирма по суті рівними бічними стінками утворюється виконана із закругленим переходом кутова область, то, згідно з прикладом виконання, міра кривизни дуг закруглених переходів, які йдуть у напрямку руху безперервнолитої заготовки, може вибиратися згідно з кривими функції |X| n+|Y|n=|R|n, і показник ступеня "n" варіюється між 2,01 і 10. Якщо подібний до прямокутника поперечний переріз формувальної порожнини складається по суті з чотирьох дугови х ліній, які замикаються на кожній 1/4 лінії периметра, то, згідно з наступним прикладом виконання, буде вибрана функція кривих n n X Y + = 1 A B і показник ступеня "n" для ліній периметра, які йдуть у напрямку руху безперервнолитої заготовки, варіюється між 4 і 50. При подібному до квадрата або округлому поперечному перерізі формувальної порожнини, пов'язаному з незначною пластичною деформацією кірочки безперервнолитої заготовки, згідно з описаною у документі EP-PS 0498296 Convex-те хнологією, значення показника ступеня "n" для ліній периметра, які йдуть у напрямку руху безперервнолитої заготовки, може, згідно з наступним прикладом виконання, для прямокутних форматів складати величину між 4 і 50 і для круглих форматів - між 2 і 2,5. Нарівні з математично визначеними зігнутими лініями периметра поперечного перерізу порожнини кристалізатора для досягнення по суті рівномірної розрахункової теплопередачі також може братися до уваги визначення параметрів водяного охолодження мідної стінки. Згідно з додатковим прикладом виконання пропонується, щоб при зростаючій мірі кривизни зігнутої лінії периметра формувальної порожнини, зокрема, у кутови х областях із закругленими переходами, інтенсивність водяного охолодження мідної стінки скорочувалася. Як правило, кристалізатори для безперервного лиття сталі у сортові і блюмові формати виробляються з відносно тонкостінних мідних труб. Ме ханічна обробка таких кристалізаторів може відбуватися тільки через заливний або, відповідно, вихідний отвір для безперервнолитої заготовки. Нарівні з гільзовими кристалізаторами з прямою поздовжньою віссю, на так званих дугових розливних машинах безперервнолитої заготовки використовуються гільзові кристалізатори із зігнутою поздовжньою віссю, які додатково ускладнюють механічну обробку порожнини кристалізатора. Для досягнення високої розмірної точності 9 81569 пропонується, згідно з наступним прикладом виконання, виробляти формувальну порожнину кристалізатора за допомогою металообробного обладнання з програмним керуванням. Далі приклади виконання винаходу роз'яснюються за допомогою креслень. При цьому показано: Фіг.1 - горизонтальна проекція лівої половини гільзи кристалізатора, згідно з сучасним станом техніки, для поперечного перерізу сортової заготовки, Фіг.2 - горизонтальна проекція на праву половину гільзи кристалізатора, згідно з винаходом, для поперечного перерізу сортової заготовки, Фіг.3 - збільшене зображення кута гільзи кристалізатора, згідно з Фіг.2, Фіг.4 - збільшене зображення кута гільзи кристалізатора з прямокутним поперечним перерізом з неоднаковим бічним подовженням. Фіг.5 лінії периметра квадратного поперечного перерізу формувальної порожнини, Фіг.6 - кристалізатор з деформацією кірочки безперервнолитої заготовки (Convex-технологія) і Фіг.7 - лінії периметра для, по суті, круглого поперечного перерізу. На Фіг.1 зображена половина гільзи 2 мідного кристалізатора. Лінія 3 периметра формувальної порожнини 4 являє собою отвір кристалізатора на стороні заливання, а лінія 5 периметра - отвір кристалізатора на стороні виходу безперервнолитої заготовки. Лінія 5 периметра менша по довжині порівняно з лінією 3 периметра, внаслідок конусності формувальної порожнини 4. Ділянка 6 ліній 3 і 5 периметра поперечного перерізу формувальної порожнини містить лінію дуги у формі закругленого кутового переходу з кутовим радіусом, наприклад, 6мм. Стінки гільзи 2 кристалізатора, які називаються також стінками формувальної порожнини, охолоджуються водою, як добре відомо з рівня техніки. Міра кривизни 1/R дугової лінії 7 на ділянці 6 на заливній стороні менша, ніж міра кривизни 1/R дугової лінії 8 на ділянці 6 на стороні виходу безперервнолитої заготовки. На Фіг.2 зображена половина гільзи 12 кристалізатора з лініями 13 і 15 периметра формувальної порожнини 14. Лінія 13 периметра поперечного перерізу порожнини кристалізатора обмежує формувальну порожнину 14 на стороні заливання, а лінія 15 периметра обмежує формувальну порожнину 14 на стороні виходу безперервнолитої заготовки. Лінії 13, 15 периметра і, відповідно, стінки формувальної порожнини зігнуті у кутови х областях вздовж ділянок 16 і є прямими вздовж ділянок 17. Параметри закруглених переходів у кутових областях 19, 19' визначені так, що у них схильні до двостороннього навантаження щонайменше 10% довжини 20 бічної сторони поперечного перерізу формувальної порожнини на виході кристалізатора. При поперечному перерізі, наприклад, 120мм ´ 120мм, на кожній стороні закруглених переходів зазнають навантаження щонайменше 12мм довжини 20 бічної сторони, 10 переважно, - 18-24мм або 15-20% довжини 20 бічної сторони. Зігнута лінія 13 периметра у кутови х областях 19 описана кривими математичної функції з базовим параметром і показником ступеня, яка відрізняється від кола. На Фіг.3 форма кутової області 19 роз'яснюється детально. На Фіг.3 зображені зігнуті лінії 23-23"" периметра, які йдуть у кутовій області 19 у напрямку р уху безперервнолитої заготовки. Кутова область 19 може бути постійною за її шириною від сторони заливання до сторони виходу вздовж конуса виливання, а перехідні точки можуть розташовуватися криволінійно на лінії R-R4, або ж на прямій або зігнутій лінії R1-R4. Інтервали 2525'" показують безперервну конусність формувальної порожнини. Зігнуті лінії 23-23"" периметра і прямі лінії 24-24"" являють собою криві висот стінок формувальної порожнини. Дугові лінії описуються математичною функцією |X| n+|Y|n=|R|n, причому вибором показника ступеня "n" встановлена міра кривизни кожної дугової лінії 23-23"". Цільовим встановленням є виконання формувальної порожнини так, що кірочка безперервнолитої заготовки, яка утворюється, при розгляді по периметру кристалізатора, охолоджується рівномірно, і у кірочці безперервнолитої заготовки встановлюється по можливості симетричне температурне поле. Залежно від виконання форми поперечного перерізу безперервнолитої заготовки, може досягатися по суті рівномірна, при розгляді по периметру, розрахункова теплопередача при округлих поперечних перерізах тільки геометрією поперечного перерізу формувальної порожнини, або при подібних до прямокутника поперечних перерізах формувальної порожнини за допомогою комбінації геометрії і різного охолодження вздовж лінії периметра. У даному прикладі показник ступеня функції кривих варіюється, як вказано нижче: Крива лінія 23 показник ступеня "n" 4,0 Крива лінія 23' показник ступеня "n" 3,5 Крива лінія 23" показник ступеня "n" 3,0 Крива лінія 23'" показник ступеня "n" 2,5 Крива лінія 23"" показник ступеня "n" 2,0 (коло) Показник ступеня варіюється у цьому прикладі між 4 і 2 безперервно. Залежно від вибору конусності формувальної порожнини, також можуть застосовуватися дискретні стрибки. Зі зменшенням показника ступеня між 4 і 2 міра кривизни дугови х ліній стає меншою, або, іншими словами, дугові лінії розтягуються до виходу кристалізатора. Це розтягування зумовлює далі те, що вздовж діагоналі 26 конусність формувальної порожнини найбільша і знижується у напрямі до прямих стінок. Міра кривизни зігнутих ліній 23-23'" периметра зростає до максимальної міри кривизни 30-30'". Міра кривизни вздовж зігнутої лінії 23"" постійна (дуга кола). У круговому вирізі 16 з кутової області 19 можна цілеспрямовано керувати усуненням щілини між кірочкою безперервнолитої заготовки, яка пересувається через формувальну порожнину, і стінкою формувальної порожнини і, відповідно, 11 81569 перетворенням зародків безперервнолитої заготовки. На Фіг.4 зображене несиметричне утворення кута з двох сторін діагоналі 41. Величина ОВ не дорівнює ОА. Функцією кривих ліній 42-42" є n n X Y + =1 A B Криві лінії 42-42" у цьому прикладі мають наступні показники ступеня: Крива лінія 42 показник ступеня "n" = 4,0 Крива лінія 42' показник ступеня "n" = 3,4 Крива лінія 42" показник ступеня "n" = 3,0 Криві лінії 42-42" прилягають до прямих ділянок 43-43" периметра. Стінка 44 формувальної порожнини складається з міді. Різна інтенсивність охолодження схематично зображена трикутниками 46, 47 з неоднаковим взаємним інтервалом на зовнішній стороні кристалізатора. Більш тісно розташовані трикутники 46 вказують на велику інтенсивність охолодження, а трикутники 47 із взаємно великими інтервалами вказують на більш слабку інтенсивність охолодження. У прикладі на Фіг.5 для ясного огляду зображені тільки три лінії 51-51" периметра подібної до квадрата формувальної порожнини 50, які йдуть у напрямку руху безперервнолитої заготовки. Кожна лінія периметра складена з чотирьох кривих ліній, які замикають кожного разу один кут 90°. Чотири кривих лінії відповідають математичній функції |X| n+|Y|n=|R|n. Якщо конусність "t" виливання також зображається у математичній функції, то вона виглядає, наприклад, як |X| n+|Y|n=|R-t|n. Цьому прикладу покладені в основу наступні числові значення: Крива лінія 51 51' 51" Показник n 4 5 4,5 R-t 70 66,5 65 T 0 3,5 5 Залежно від вибору величини і дискретизації у напрямку р уху безперервнолитої заготовки показників ступеня, лінія периметра може виконуватися так, що щонайменше на частині довжини кристалізатора між виконаними у вигляді закруглених переходів кутовими областями досягається деформація кірочки безперервнолитої заготовки при проходженні через кристалізатор з відповідно вибраними показниками ступеня для дугови х ліній, які послідовно проходять. У прикладі на Фіг.5 для досягнення деформації кірочки безперервнолитої заготовки, зокрема, між кутовими областями (Convex-технологія) у половині кристалізатора із заливальної сторони показник ступеня "n" обох дуг 51 і 51', які йдуть у напрямку руху безперервнолитої заготовки, збільшується, наприклад, від 4 до 5. У половині кристалізатора з боку виходу безперервнолитої заготовки шляхом зменшення показника ступеня, 12 наприклад, від 5 до 4,5 між дуговими лініями 51' і 51", які йдуть у напрямку руху безперервнолитої заготовки, досягають по суті рівномірної розрахункової теплопередачі без деформації кірочки безперервнолитої заготовки. Цей приклад показує, що може досягатися розрахункова теплопередача за допомогою збільшення показника ступеня “n” дугових ліній, які йдуть у напрямку р уху безперервнолитої заготовки, у першій частині кристалізатора і зменшенням показника ступеня “n” у другій частині кристалізатора, тобто пригонкою геометрії формувальної порожнини. Однак, з іншого боку, можна досягати розрахункової теплопередачі за допомогою або без деформації кірочки безперервнолитої заготовки, - однією відмінністю охолодження вздовж лінії периметра, залежно від геометрії зігнутої лінії периметра. Фіг.6 показує гільзовий кристалізатор 62 з міді з формувальною порожниною 63 для безперервного розливання сталі для сортових або блюмових заготовок. Поперечний переріз формувальної порожнини 63 квадратний на виході кристалізатора, а між суміжними бічними стінками 64-64'" розташовані виконані у вигляді закруглених переходів кутові області 65-65'". Закруглені переходи виконані не як коло, а мають форму кривих, згідно з математичною функцією |X| n+|Y|n=|R|n, причому показник ступеня "n" має значення між 2,0 і 2,5. На стороні заливання кристалізатора форма кривої 67 закругленого переходу у цьому прикладі виконана з показником ступеня n=2,2, а на стороні виходу кристалізатора форма кривої 68 закругленого переходу виконана з показником ступеня n=2,02, тобто форма кривої на стороні виходу безперервнолитої заготовки дуже наближається до дуги кола. Якщо виконується косинусоподібна опуклість, то форма кривих закруглених переходів може бути виконана з показником ступеня "n" між 3 і 10. На прикладі виготовлення за Фіг.6 бічні стінки 64-64'" формувальної порожнини 63 виконані у верхній частині кристалізатора на частковій довжині кристалізатора 62, наприклад, на 40%60% довжини кристалізатора, увігнутими. На цій частковій довжині висота дуги 66 зменшується у напрямку руху безперервнолитої заготовки. Безперервнолита заготовка, яка утворюється у кристалізаторі, з опуклою кірочкою на частині довжини безперервно трохи деформується доти, поки дуга не переходить у пряму. У другій, нижній половині кристалізатора лінії 61, 69 периметра формувальної порожнини 63 прямолінійні. У цій частині кристалізатора формувальна порожнина виконана з конусністю, яка відповідає усадці поперечного перерізу безперервнолитої заготовки у цій частині кристалізатора. Вибір показника ступеня "n" для кристалізаторів з опуклими бічними стінками забезпечує те, що подовження хорд при висоті дуги, яка зменшується, не створює ніякого шкідливого тиску на кірочку безперервнолитої заготовки, яка затвердіває, у кутових областях 6565"', і тепловий потік у закруглених кутових областях 65-65'" відповідає теплопередачі по суті 13 81569 прямих стінок. Додаткової оптимізації теплопередачі можна досягати різним охолодженням стінок формувальної порожнини вздовж лінії периметра поперечного перерізу порожнини кристалізатора. На Фіг.7 схематично зображені три лінії 71-73 периметра для круглої - з боку виходу кристалізатора - формувальної порожнини 70. Лінії 71 і 72 периметра складені з чотирьох кривих ліній, які у цьому прикладі утворюють кут 90°. Ці криві лінії описуються математичною функцією |X| n+|Y|n=|R|n, і значення показників ступеня "n" кривих ліній 71 і, відповідно, 72 дорівнює 2,2 і, відповідно, 2,1. Лінія 73 периметра на виході кристалізатора с колом. У верхній частині довжини кристалізатора з подібним до кола поперечним перерізом формувальної порожнини збільшенням відмінності показників ступеня “n” функцій кривих між кривими лініями 71 і 72 може визначатися міра пластичної деформації кірочки безперервнолитої заготовки, яка утворюється, у верхній половині кристалізатора. Міра пластичної деформації додатково визначає теплопередачу між кірочкою безперервнолитої заготовки і стінкою кристалізатора. Всі формувальні порожнини на Фіг.1-7 виконані для спрощення з прямою поздовжньою віссю. Кристалізатори для криволінійних машин безперервного лиття мають зігнуту поздовжню вісь з радіусом, як правило, між 4м і 12м. 14 15 81569 16
ДивитисяДодаткова інформація
Назва патенту англійськоюDie cavity and die for continuously casting billets, blooms and blanks
Автори англійськоюRoehrig Adalbert, Kawa Franz
Назва патенту російськоюФормовочная полость кристаллизатора и кристаллизатор для непрерывного литья сортовых, блюмовых и профилируемых заготовок
Автори російськоюРериг Адальберт, Кава Франц
МПК / Мітки
МПК: B22D 11/00, B22D 11/043, B22D 11/04
Мітки: формувальна, сортових, безперервного, кристалізатор, порожнина, блюмових, профільованих, лиття, кристалізатора, заготовок
Код посилання
<a href="https://ua.patents.su/8-81569-formuvalna-porozhnina-kristalizatora-ta-kristalizator-dlya-bezperervnogo-littya-sortovikh-blyumovikh-i-profilovanikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Формувальна порожнина кристалізатора та кристалізатор для безперервного лиття сортових, блюмових і профільованих заготовок</a>
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Найдек Володимир Леонтійович, Ніколаєв Генадій Андрійович, Сахно Валерій Олександрович, Якобше Ришард Якубович, Галай Ірина Генадіївна, Носоченко Олег Васильович, Галай Володимир Петрович
МПК: B22D 11/04, B22D 11/112
Мітки: кристалізатор, заготовок, лиття, безперервного, машини
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Кристалізатор для безперервного розливу рідких металів, зокрема сталей, при високій швидкості розливу для одержання полігональних сортових, чорнових і призначених для прокату на блюмінгу заготовок
Номер патенту: 79025
Опубліковано: 10.05.2007
Автори: Коккентідт Йозеф, Цайбер Адольф-Густав, Летцель Дірк, Плоциннік Уве
МПК: B22D 11/041, B22D 11/055
Мітки: блюмінгу, призначених, чорнових, металів, сортових, високий, розливу, безперервного, швидкості, зокрема, кристалізатор, одержання, полігональних, сталей, рідких, прокату, заготовок
Формула / Реферат:
1. Кристалізатор для безперервного розливу рідких металів, зокрема сталей, при високій швидкості розливу для одержання полігональних сортових, чорнових і призначених для прокату на блюмінгу і подібних до них заготовок (1), що містить гільзу (2) кристалізатора, виготовлену з міді або мідних сплавів, поперечний переріз якої на вході (3), на стороні (4), призначеній для надходження металу, є збільшеним поперечним перерізом (5), у порівнянні з...
Додатковий холодильник кристалізатора машини безперервного лиття заготовок
Номер патенту: 36131
Опубліковано: 16.04.2001
Автори: Галай Володимир Петрович, Сахно Валерій Олександрович, Найдек Володимир Леонтійович, Галай Ірина Генадіївна, Якобше Ришард Якубович, Носоченко Олег Васильович, Ніколаєв Генадій Андрійович
МПК: B22D 11/04
Мітки: додатковий, кристалізатора, лиття, безперервного, машини, заготовок, холодильник
Текст:
...елементами (шпильками). Тобто вони мають однаковий коефіцієнт термічного розширення, що виключає утворення небажаних зазорів. Запропоноване розміщення каналів з щільовидною формою для проходження води, постійна товщина мідної оболонки забезпечують рівномірне охолодження робочої стінки, її оптимальний термонапружний стан і покращують теплову роботу додаткових холодильників. Втрати де фіцитного матеріалу та часу для виготовлення робочих...
Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Руденко Анатолій Олександрович, Козловіч Валєнтін Ніколаєвіч, Пашковскій Андрєй Пєтровіч, Шевченко Віктор Іванович, Клєвжіц Алєксандр Сємьоновіч, Глазков Анатолій Якович, Нестеров Дмитро Кузьмич
МПК: B22D 11/045
Мітки: кристалізатор, багатоструминний, лиття, кольорових, горизонтального, сплавів, заготовок, безперервного
Формула / Реферат:
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому...
Система охолодження робочих стінок кристалізатора установки безперервного лиття заготовок
Номер патенту: 7239
Опубліковано: 15.06.2005
Автори: Чувакін Віктор Олексійович, Бичков Сергій Васильович, Скринченко Едуард Германович, Вовк Вячеслав Михайлович
МПК: B22D 11/04
Мітки: система, робочих, лиття, кристалізатора, установки, стінок, заготовок, безперервного, охолодження
Формула / Реферат:
1. Система охолодження робочих стінок кристалізатора установки безперервного лиття заготовок, яка містить циркуляційний контур у складі бака запасу циркуляційної води, циркуляційного насоса, теплообмінника з контуром охолодження та кристалізатора, які з'єднані між собою системою труб, яка відрізняється тим, що теплообмінник встановлений до бака запасу циркуляційної води.2. Система по п. 1, яка відрізняється тим, що бак запасу...