Спосіб виготовлення забезпеченого друкарським зображенням або декоративного формованого або фасонного виробу та виріб (варіанти)

Формула / Реферат
1. Спосіб виготовлення забезпеченого друкарським зображенням або декорованого формованого або фасонного виробу, що полягає в тому, що на першій стадії запечатану або декоровану полімерну плівку міцно сполучають з пластинчастою металевою підкладкою, для чого спочатку полімерну плівку і/або пластинчасту металеву підкладку забезпечують зв'язуючим засобом, переважно клеєм, після чого пластинчасту металеву підкладку каширують полімерною плівкою, і на другій стадії виготовлений таким шляхом шаруватий матеріал, що складається з полімерної плівки і пластинчастої металевої підкладки, піддають формоутворювальній обробці звичайними в металообробці методами формоутворення з отриманням в результаті забезпеченого друкарським зображенням або декорованого формованого або фасонного виробу.
2. Спосіб за п. 1, який відрізняється тим, що формоутворювальну обробку проводять звичайними в металообробці методами формоутворення шляхом витягання, такого як глибоке витягання, теплове формування або обтяжне витягання, обробки тиском, згинання, рельєфного формування, штампування, вальцювання або іншими аналогічними методами.
3. Забезпечений друкарським зображенням або декорований формований або фасонний виріб, який відрізняється тим, що виготовляється способом за п. 1 або 2.
4. Забезпечений друкарським зображенням або декорований формований або фасонний виріб, що має неплоскі ділянки, перш за все виступи, поглиблення, опуклості, вигини, перегини або інші аналогічні нерівності, і виконаний з шаруватого матеріалу, який складається із забезпеченої друкарським зображенням або декорованої полімерної плівки і кашированої такою полімерною плівкою пластинчастої металевої підкладки і з якого потім шляхом його формоутворювальної обробки звичайними в металообробці методами виготовлений формований або фасонний виріб.
5. Формований або фасонний виріб за п. 3 або 4, який відрізняється тим, що є упаковкою, ємністю, металевою банкою, закупорюючим засобом, кришкою, крончатим ковпачком або декоративною планкою.
Текст
1. Спосіб виготовлення забезпеченого друкарським зображенням або декорованого формованого або фасонного виробу, що полягає в тому, що на першій стадії запечатану або декоровану полімерну плівку міцно сполучають з пластинчастою металевою підкладкою, для чого спочатку полімерну плівку і/або пластинчасту металеву підкладку забезпечують зв'язуючим засобом, переважно клеєм, після чого пластинчасту металеву підкладку каширують полімерною плівкою, і на другій стадії виготовлений таким шляхом шаруватий матеріал, що складається з полімерної плівки і пластинчастої металевої підкладки, піддають формоутворювальній обробці звичайними в металообробці методами формоутворення з отриманням в результаті забезпеченого друкарським зображенням або декорованого формованого або фасонного виробу. C2 2 UA 1 3 перш за все кашированим полімерними плівками металевим підкладкам, а також до їх застосування. Для нанесення на металеві підкладки, перш за все на пластинчасті металеві підкладки, такі як металеві панелі або металеві листи запечатуваного матеріалу або матеріалу покриття, який оптично і/або гаптично змінює їх з одного або з обох боків відомі різні методи. Так, наприклад, при виробництві лакованих або запечатаних, тобто забезпечених друкарським зображенням, металевих панелей або металевих листів застосовуються затверджувані під впливом ультрафіолетового випромінювання (УФзатверджувані) або розчинники, що містять, лаки і друкарські фарби. Так, зокрема, виробникам, наприклад, металевої тари або кришок, що нагвинчуються, для скляних банок і пляшок, крончатих ковпачків, металевих банок для технічних продуктів, металевих банок для харчових продуктів або аерозольних балонів та інших аналогічних виробів, а також виробникам безлічі інших виробів з лакованого і запечатаного (літографованого) металу (наприклад, іграшок, декоративних планок) доводиться стикатися з серйозними проблемами, пов'язаними перш за все з необхідністю використовувати екологічно нешкідливі розчинники і сумісні з харчовими продуктами матеріали. Згідно сучасного рівню техніки виготовлення більшості кольорових і/або запечатаних металевих виробів пов'язане з виключно високими енерговитратами і капітальними вкладеннями, а також з високими екологічними ризиками. При виготовленні подібного роду металевих виробів на першій стадії одну сторону металевої панелі покривають грунтовочним лаком для подальшого друкування, при цьому для гарячої сушки лаків, що містять розчинник, використовують технічно виключно складні, великогабаритні і дорогі сушильні печі, через які покриті грунтовочним лаком металеві панелі переміщають в практично вертикальному положенні. На окремій другій, але такій же трудомісткій стадії на іншу сторону металевої панелі наносять так званий захисний лак. Далі на також окремій третій, рівним чином трудомісткій стадії металеві панелі з однієї їх сторони запечатують з подальшою, також трудомісткою гарячою сушкою. На наступній окремій четвертій стадії, виконання якої пов'язане з такими ж високими витратами, що і виконання стадії нанесення грунтовочного лаку, друкарську фарбу покривають захисним або глянцевим лаком. При застосуванні УФ-затверджуваних лаків і фарб необхідно виконувати аналогічні технологічні операції, за винятком лише того, що подібні лаки і друкарські фарби потрібно піддавати не гарячій сушці, а піддавати покриті ними металеві панелі ультрафіолетовому опроміненню, яке також пов'язане з виключно високими енерговитратами і капіталовкладеннями. У технології нанесення на металеві підкладки покриттів з лаків, що містять розчинник, і друкарських фарб проблемою, що постійно посилюється, є виділення летких органічних сполук. Окрім цього використовувані в даний час методи лакування і 88067 4 друкування пов'язані з виключно високими витратами, що складаються з капіталовкладень, вартості виробничих площ, енерговитрат і витрат на обслуговування, а також витрат на дотримання постійно посилюваних і обмежуючих виробництво законодавчих норм на промислові викиди шкідливих речовин в атмосферу. Виробниками покритих і/або запечатаних металевих виробів описаними вище методами переробляються переважно металеві панелі завтовшки від 0,05 до 1,0мм і найрізноманітніших розмірів, які залежно від кінцевих виробів, що виготовляються з них, складають зазвичай щонайменше 200x200мм. Кінцевий виріб отримують, наприклад, шляхом вирубки заготовок з покритої і/або запечатаної металевої панелі, а також шляхом подальшого надання таким заготовкам форми, яку повинен мати кінцевий виріб. Окрім цього з рівня техніки відомі різні способи ламінування поверхонь металів. Так, зокрема, з DE 10004593 C1 відомий спеціальний спосіб виготовлення щитків автомобільних номерних знаків, при здійсненні якого металеву смугу каширують запечатаною плівкою, для чого запечатану плівку, на якій відстань між надрукованими на ній елементами менше номінального, до і/або в процесі каширування розтягують, збільшуючи таким шляхом регульовану відстань між надрукованими на плівці елементами до заданого. Описаний у вказаній публікації спосіб придатний тільки для вирішення завдання, що відноситься безпосередньо до виготовлення щитків автомобільних номерних знаків, але не придатний загалом і в цілому для каширування будь-яких підкладок будь-якими основами і тому не може знайти універсального застосування. У DE 4420532 A1 описані спосіб виготовлення металевої банки, пристрій для здійснення цього способу, а також виготовлена цим способом металева банка. При виготовленні металевої банки описаним в DE 4420532 A1 способом корпус готової металевої банки каширують виготовленою із спеціальної полімерної плівки заготівкою. Такий спосіб порівняно складний у виконанні і з прикладної точки зору володіє недостатньою гнучкістю. У публікації DE 69219041 Т2 описаний пристрій для каширування заготовок металевих банок, в якій (публікації) дається посилання на описаний в JP 63203324 А спосіб наклеювання термопластичних плівок на металеву смугу. З рівня техніка відомі також полімерні матеріали, перш за все плівки різного типу, які стають клейкими при нагріванні і які завдяки цій їх властивості придатні для каширування ними переважно металевих смуг. Так, наприклад, в DE 10130005 A1 описаний спосіб нанесення полімерної плівки на поверхню металевої стрічки, яку каширують спеціальною полімерною плівкою, що володіє властивістю ставати клейкою при нагріванні, і яку для можливості з'єднання з нею такої полімерної плівки нагрівають до певної температури, що перевищує температуру плавлення цієї полімерної плівки, що наноситься. Описаний у вказаній публікації спосіб обмежений кашируванням спеціальними полімерними матеріалами і тому не може знайти 5 універсального застосування. Виходячи з вищевикладеного, в основу справжнього винаходу було покладено завдання розробити спосіб, який забезпечував би можливість довговічного з'єднання щонайменше в основному плоских основ з підкладками, перш за все каширування підкладок, насамперед металевих підкладок, щонайменше в основному плоскими основами і який при цьому перш за все дозволяв би щонайменше практично повністю усунути або ж щонайменше пом'якшити розглянуті вище проблеми, властиві рівню техніки. Ще одне завдання справжнього винаходу полягало в тому, щоб розробити спосіб покриття, відповідно каширування (ламінування) підкладок, перш за все металевих підкладок, насамперед пластинчастих металевих підкладок, таких як металеві листи, металеві панелі та інші аналогічні підкладки, плоскими, перш за все стрічкоподібними, основами, переважно для виготовлення виробів з покритих і/або запечатаних металів, при цьому такий спосіб має бути в порівнянні з відомими з рівня техніки способами набагато економічнішим з погляду капіталовкладень, енерговитрат і експлуатаційних витрат, а також повинен забезпечувати можливість виготовлення відповідних виробів з вищою якістю і з вищою продуктивністю і бути гнучкішим у застосуванні, повинен практично повністю виключати шкідливі викиди і тим самим бути екологічно нешкідливим і в результаті надавати виробникам виробів перш за все з покритих металів нові, інноваційні можливості по нанесенню покриттів на метали не лише з полімерних плівок, але і з інших матеріалів, таких, наприклад, як текстиль, папір, шкіра та інші матеріали. Відповідно до цього першого об'єкту справжнього винаходу є спосіб довговічного з'єднання щонайменше в основному плоскої основи з підкладкою, перш за все спосіб каширування металевої підкладки полімерною плівкою, що полягає в тому, що спочатку щонайменше в основному плоску основу і/або підкладку, переважно тільки основу, забезпечують зв'язуючим засобом (засобом для каширування), переважно клеєм, після чого основу і підкладку прикладають одну до одної, відповідно зводять разом, міцно, перш за все по всій поверхні, сполучаючи основу з підкладкою, перш за все кашируючи, відповідно ламінуючи металеву підкладку полімерною плівкою, з отриманням стабільного, відповідно довговічногоз'єднання між основою з одного боку і підкладкою з іншого боку. Під терміном "каширування", замість якого в описі справжнього винаходу інколи використовується також синонімічний термін "ламінування", в контексті опису справжнього винаходу мається на увазі перш за все з'єднання двох або декількох шарів (тобто згідно справжнього винаходу конкретне з'єднання основи з підкладкою) за допомогою придатного для цієї мети зв'язуючого засобу, який позначається також синонімічним поняттям "засіб для каширування" і в якості якого переважно використовувати прийнятні клеї, які детальніше розглянуті нижче. 88067 6 При здійсненні пропонованого у винаході способу, перш за все в безперервному і/або автоматизованому режимі, щонайменше в основному плоску основу переважно використовувати у вигляді стрічки. В цьому випадку її можна безперервно зводити разом з підкладкою і сполучати з нею, відповідно наносити на неї кашируванням. Пропонованим у винаході способом на відповідні підкладки можна наносити практично будь-які основи вказаних вище типів, відповідно каширувати ними відповідні підкладки. Як приклад таких щонайменше в основному плоских основ, які можна використовувати для каширування ними підкладок пропонованим у винаході способом, можна назвати полімерні плівки, текстиль, папір, шкіру та інші аналогічні матеріали. Згідно винаходу переважно використовувати полімерні плівки, перш за все запечатані або незапечатані полімерні плівки, наприклад, піддані або не піддані витягуванню полімерні плівки, такі як пакувальні плівки (наприклад, поліолефінові плівки, зокрема поліетиленові або поліпропіленові плівки або поліефірні і полі(мет)акрилатні плівки). Тим самим застосування запечатаних, відповідно декоративних полімерних плівок дозволяє простим шляхом декорувати підкладки, перш за все металеві підкладки, без необхідності їх лакування. Як підкладки згідно винаходу використовуються переважно металеві підкладки, перш за все пластинчасті металеві підкладки, такі як металеві листи, металеві панелі та інші аналогічні металеві підкладки. На розміри підкладок в принципі не накладається ніяких обмежень. Переважно ж використовувати металеві підкладки, перш за все металеві листи або металеві панелі, завтовшки від 0,01 до 10мм, перш за все від 0,05 до 1,0мм. Як приклад придатних для каширування пропонованим у винаході способом металевих підкладок, перш за все металевих листів або металевих панелей, можна назвати металеві підкладки відповідних товщини і розмірів із заліза, сталі, алюмінію, білої жерсті, перш за все оцинкованої, лудженої або хромованої, або з інших сплавів. В одному з переважних варіантів здійснення пропонованого у винаході способу спочатку щонайменше в основному плоску основу, перш за все полімерну плівку, забезпечують або покривають зв'язуючим засобом, відповідно засобом для каширування, переважно клеєм, після чого забезпечену зв'язуючим засобом, відповідно засобом для каширування, перш і за все клеєм, основу зводять з підкладкою, забезпечуючи таким шляхом міцне і довговічне з'єднання основи по всій її поверхні з підкладкою. Таким шляхом отримують стабільний багатошаровий виріб, відповідно стабільний шаруватий матеріал, який складається з основи, перш за все з полімерної плівки, з одного боку і підкладки з іншого боку і в якому основа стабільно і міцно сполучена з підкладкою. При здійсненні пропонованого у винаході способу основу і підкладку зазвичай зводять разом після нанесення зв'язуючого засобу, відповідно засобу для каширування (наприклад, клею) на основу і/або підкладку шляхом їх притиснення і/або припресування одну до одної. Для цього ви 7 користовують, наприклад, ролики, валяння, каландри та інші аналогічні пристрої, переважно каландри. У переважному варіанті основу і підкладку зводять разом при нагріванні, перш за все при нагріванні до температури вище за температуру плавлення або розм'якшення зв'язуючого засобу, відповідно засобу для каширування, перш за все клею. При цьому в найбільш переважному варіанті основу, перш за все полімерну плівку, спочатку забезпечують відповідним клеєм, перш за все термоплавким клеєм, і потім зводять разом з підкладкою, що покривається, перш за все металевою підкладкою. При цьому клей, перш за все термоплавкий клей, зазвичай до і/або в процесі зведення разом основи і підкладки нагрівають до температури вище за температуру його плавлення, відповідно розм'якшення, забезпечуючи таким шляхом надійне клейове з'єднання між основою з одного боку і підкладкою з іншого боку. Підкладку можна забезпечувати, відповідно покривати основою з однієї або обох сторін. Так, наприклад, пропонованим у винаході способом основою, перш за все полімерною плівкою, можна залежно від призначення металевої панелі або металевого листа забезпечувати обидві її/його плоскі сторони або ж тільки одну з двох її/його плоских сторін. У найбільш переважному варіанті пропонований у винаході спосіб здійснюють в безперервному, перш за все в автоматизованому, режимі. З цією метою основу і забезпечувану нею, відповідно сполучаєму з нею підкладку після нанесення клею безперервно зводять разом, зазвичай з використанням безперервних рухомих пристроїв транспортувань або подаючих, які безперервно переміщають і безперервно зводять разом і сполучають одну з одною основу з одного боку і підкладку з іншого боку, відповідно каширують підкладку основою. Зв'язуючий засіб, відповідно засіб для каширування, переважно клей, зазвичай наносять на основу і/або підкладку, переважно тільки на основу, що покриває всю її поверхню суцільним і/або гомогенним шаром, перш за все шаром рівномірної товщини. Таким шляхом забезпечується надійне з'єднання між основою з одного боку і підкладкою з іншого боку, перш за все у поєднанні з наданням отриманій шаруватій структурі хороших оптичних властивостей. Так, зокрема, нанесення клею покриваючим всю поверхню суцільним і/або гомогенним шаром забезпечує отримання цілісного, відповідно суцільного, такого, що характеризується за всією площею високою якістю і відсутністю здуття з'єднання між основою з одного боку і підкладкою з іншого боку. Для забезпечення надійного з'єднання між основою з одного боку і підкладкою з іншого боку і одночасно для забезпечення високих технологічних і споживчих властивостей, зокрема оптичних та інших властивостей зв'язуючий засіб, відповідно засіб для каширування, перш за все клей, необхідно використовувати, відповідно наносити з питомою витратою перш за все від 0,1 до 50г/м2, переважно від 0,5 до 20г/м2. Для цього клей зале 88067 8 жно від його типу і властивостей зазвичай наносять шаром завтовшки від 0,001 до 1мм, переважно від 0,001 до 0,5мм, найбільш переважно від 0,005 до 0,05мм. Зв'язуючий засіб, відповідно засіб для каширування, перш за все клей, як вказано вище, зазвичай наносять в нагрітому стані, зазвичай з розплаву, переважно при температурі від 90 до 200°С, перш за все від 100 до 170°C. Клей можна наносити будь-яким способом, наприклад, за допомогою сопел, розпилювачів, раклей, валків та інших придатних для цієї мети пристроїв. У переважному варіанті клей наносять за допомогою сопел, наприклад, щілинних сопел. При цьому клей можна наносити контактними методами, коли кромка сопла контактує з матеріалом, що покривається клеєм, або ж так звані безконтактні методи, коли кромка сопла зазвичай знаходиться на відстані 1-5мм від матеріалу, що покривається клеєм. Як зв'язуючий засіб, відповідно засіб для каширування зазвичай використовують клей, що не містить розчинників, перш за все термоплавкий клей. При цьому мова йде перш за все про тверді при кімнатній температурі, такі, що не містять воду і розчинників клеї, які з розплаву наносять на склеювані матеріали і які після зведення разом основи і підкладки фізично і/або хімічно затверджуються при охолоджуванні. Як термоплавкі клеї, придатні для застосування в передбачених винаходом цілях, можна залежно від висунутих до них вимог використовувати перш за все термоплавкі клеї термопластичного або реактивного типу. Використовувані термоплавкі клеї вибирають перш за все залежно від типу і властивостей склеюваних матеріалів і від вимог, що пред'являються до клейового з'єднання, наприклад, залежно від необхідної термо-, відповідно жаростійкості та інших властивостей клейового з'єднання. Як термопластичні термоплавкі клеї можна використовувати перш за все клеї на основі сополімера етилену з вінілацетатом, поліолефінів (наприклад, аморфних полі-a-олефінів або отриманих на металоценових каталізаторах поліолефінів), поліакрилатів, сополіамідів, складних сополіефірів і/або термопластичних поліуретанів, відповідно на основі відповідних со- і/або терполімерів. Як реактивні, наприклад, що зшиваються під дією вологи, термоплавкі клеї використовують перш за все клеї на основі аморфних полі-aолефінів з прищепленим силаном, отримані на металоценових каталізаторах поліолефіни з прищепленим силаном (див. EP 1508579 A1) або поліуретани з кінцевими ізоціанатними групами. При застосуванні реактивних термоплавких клеїв подальше їх зшивання під дією вологи приводить до утворення термо-, відповідно жаростійких клейових сполук. Тим самим реактивні термоплавкі клеї поєднують в собі переваги отримання швидкої початкової міцності в результаті фізичного затвердіння в процесі охолодження з проходящим наступним хімічним зшиванням. При переробці реактивних термоплавких клеїв, що зшиваються під дією вологи, розплав клею перед його нанесенням необхідно захищати від дії вологи. 9 Так, наприклад, для каширування металевих панелей або металевих листів запечатаними або незапечатаними із зворотного боку орієнтованими поліпропіленовими плівками (ОПП-плівками) і для забезпечення високої термостійкості шаруватого матеріалу можна використовувати термоплавкі клеї на основі поліолефінів з прищепленим силаном. Як приклад полімерів, придатних згідно справжнього винаходу для приготування на їх основі реактивних термоплавких клеїв, що зшиваються під дією вологи, можна назвати модифіковані силаном полі-a-олефіни, що випускаються під торгівельним найменуванням "Vestoplast® 206" фірмою Degussa AG, Марль, Німеччина. Згідно винаходу найпереважніше застосовувати модифіковані силаном полі-a-олефіни з середньочисельною молекулярною масою Mn від 5000 до 25000г/моль, переважно від 10000 до 20000г/моль. До інших придатних для застосування в передбачених винаходом цілях реактивних термоплавких клеїв відносяться, наприклад, радіаційнозшивані реактивні термоплавкі клеї (наприклад, реактивні термоплавкі клеї, що зшиваються під дією ультрафіолетового опромінення (УФзшиваємі клеї)). Як приклад придатних для застосування радіаційно-зшиваємих термоплавких клеїв можна назвати УФ-зшиваємі термоплавкі клеї, перш за все на основі (мет)акрилатних полімерів і сополімерів або акрильованих складних поліефірів і/або поліуретанів, переважно УФ-зшиваємі термоплавкі клеї на основі акрилатних сополімерів, що випускаються, наприклад, фірмою BASF AG, Людвігсхафен, під торгівельним найменуванням "acResin®", наприклад "acResin® А 203 UV". При застосуванні УФ-зшиваємих термоплавких клеїв до використовуваної клейової суміші зазвичай додають фотоініціатор, який можна або додавати в клейову суміш як окремий фотоініціатор або використовувати як компонент самого УФзшиваємого термоплавкого клею, перш за все у складі УФ-реактивного полімеру (наприклад, УФреактивного акрилатного сополімера з фотореактивними групами) (наприклад, у вигляді хімічно вбудованих фотореактивних груп, зв'язаних з УФреактивним полімером, що відноситься, наприклад, до вказаного вище продукту "acResin® А 203 UV" фірми BASF AG, Людвігсхафен). Варіюючи тривалість, інтенсивність, енергію, довжину хвилі та інші параметри випромінювання, використовуваного для опромінення, відповідно зшивання клею, можна цілеспрямовано регулювати властивості клейового з'єднання (наприклад, його міцність на зрушення та інші властивості). Для регулювання життєздатності і/або адгезійних властивостей радіаційно-зшиваємих, перш за все УФ-зшиваємих, реактивних термоплавких клеїв можна, як детальніше описано нижче, вводити в них добавки на основі нереактивних полімерів, смол і/або воску, наприклад, ефіри каніфолі, що необов'язково гідруються, і аліфатичні вуглеводневі смоли. Як приклад найбільш придатного для застосування в передбачених винаходом цілях УФ-зшиваємого реактивного термоплавкого клею можна назвати систему, яка складається на 90 88067 10 мас.% з УФ-реактивного акрилатного сополімера (наприклад, продукту "acResin® А 203 UV" фірми BASF AG) і на 10 мас.% з аліфатичних вуглеводневих смол (наприклад, продукту "Escorez® 1310" фірм Exxon Mobil). Клей можна наносити на основу і/або підкладку, переважно тільки на основу, перш за все на полімерну плівку, в широкому температурному інтервалі. Зазвичай температура переробки клею лежить, як вказано вище, в межах від 90 до 200°С, переважно від 100 до 170°С. Для забезпечення легкого нанесення термоплавкого клею на поверхню зазвичай використовують термоплавкі клеї, в'язкість яких по Брукфілду при температурі їх переробки, лежачої зазвичай в межах від 90 до 200°С, складає в загальному випадку від 50 до 1000000мПа×с. Так, наприклад, в переважному варіанті здійснення винаходу можна використовувати реактивні термоплавкі клеї на основі поліолефінів, перш за все полі-a-олефінів з прищепленим силаном, в'язкість яких по Брукфілду при 180°C складає від 50 до 50000мПа×с, перш за все від 1000 до 10000мПа×с, переважно від 5000 до 8000мПа×с, найпереважніше від 5500 до 7500мПа×с. Для регулювання реакційної здатності і характеристик зшивання реактивних термоплавких клеїв до них з цією метою зазвичай можна додавати широко використовувані каталізатори, наприклад, дибутилоловодилаурат, в зазвичай використовуваних в цих цілях кількостях. Як приклад таких каталізаторів, придатних для застосування згідно винаходу, можна назвати широко використовувані в хімічній промисловості по виробництву клеїв і відомі каталізатори, такі як оловоорганічні сполуки, зокрема згаданий вище дибутилоловодилаурат, алкілмеркаптиди дибутилолова або ж органічні сполуки заліза, свинцю, кобальту, вісмуту, сурми і цинку, а також суміші вказаних вище сполук або каталізатори на основі амінів, таких як третинні аміни, 1,4-діазабіцикло[2.2.2]октан і диморфолінодіетиловий ефір, а також їх суміші. Згідно винаходу найпереважніше використовувати дибутилоловодилаурат, перш за все в комбінації з клеями на основі вказаних вище реактивних, переважно модифікованих силаном полі-a-олефінів. Використовувані кількості каталізатора(-ів) можуть варіюватися в широких межах і, зокрема, можуть складати від 0,01 до 5 мас.% у перерахунку на всю масу клею. Для регулювання експлуатаційних властивостей клеїв в їх склад можна також вводити інші добавки, наприклад, пластифікатори, висококиплячі органічні масла або складні ефіри або інші пластифікуючі добавки, стабілізатори, антиоксиданти, акцептори кислот, наповнювачі, добавки проти старіння та інші аналогічні добавки. Для регулювання життєздатності і/або адгезійних властивостей вказаних вище клеїв, зокрема, і з погляду полегшення роботи або поводження з ними, у вказані вище термоплавкі клеї можна, крім того, вводити інші добавки на основі нереактивних полімерів, смол і/або воску. Таким шляхом можна регулювати властивості клеїв з урахуванням конкретного призначення що виготовляється пропоно 11 ваним у винаході способом шаруватого матеріалу з основи і підкладки і тим самим підганяти їх під конкретні вимоги. Кількість нереактивних полімерів, смол і/або воску може варіюватися в широких межах. В цілому ж вказані добавки використовують в кількості від 1 до 70 мас.%, перш за все від 5 до 65 мас.%, переважно від 10 до 60 мас.%>, у перерахунку на всю масу клею. Проте залежно від конкретних умов застосування що виготовляється пропонованим у винаході способом шаруватого матеріалу з основи і підкладки або в деяких окремих випадках може потрібно застосовувати такі добавки в кількостях, відмінних від вказаних вище. Як нереактивні полімери можна використовувати, наприклад, полімери з групи, що включає (І) сополімери або терполімери етилену з вінілацетатом, перш за все із змістом вінілацетата від 12 до 40 мас.%, переважно від 18 до 28 мас.%, і/або з індексом розплаву (IP, згідно стандарту DIN 53735) від 8 до 800, перш за все від 150 до 500, (II) поліолефіни, такі як немодифіковані аморфні полі-aолефіни, перш за все з середньочисельною молекулярною масою Mn від 5000 до 25000г/моль, переважно від 10000 до 20000г/моль, і/або з температурою розм'якшення, що визначається за кільцем і кулею, в межах від 80 до 170°C, переважно від 80 до 130°С, або немодифіковані, отримані на металоценових каталізаторах поліолефіни (див. DE 10323617 A1), і (III) (мет) акрилати, такі як стирол(мет) акрилати, а також суміші цих сполук між собою. Як нереактивні смоли можна використовувати, наприклад, смоли перш за все з групи, що включає вуглеводневі смоли, перш за все аліфатичні, циклічні або циклоаліфатичні вуглеводневі смоли, необов'язково модифікована каніфоль (наприклад, ефіри каніфолі), смоли терпено-фенолоформальдегідні, кумароно-інденові смоли, aметилстирольні смоли, полімеризовані ефіри талової каніфолі і/або кетоно-альдегідні смоли. Як нереактивний віск можна використовувати, наприклад, поліолефіновий віск, такі як поліетиленовий і поліпропіленовий віск, або модифікований на їх основі віск. Як вказано вище, пропонований у винаході спосіб придатний перш за все для каширування металевих підкладок полімерними плівками з використанням термоплавкого клею як засобу для каширування. Після нанесення щонайменше в основному плоскої основи, перш за все полімерної плівки, на підкладку, переважно на металеву підкладку, отриманий таким шляхом шаруватий матеріал зазвичай піддають конфекціонуванню (розкрою на задані розміри, відповідно зміні розмірів) і/або формоутворювальній обробці. Конфекціонування полягає в розкрої раніше виготовленого шаруватого матеріалу, що складається з основи і підкладки, на задані розміри, відповідно в зміні його розмірів, наприклад, різанням та іншим методом. В процесі формоутворювальної обробки або просто формоутворення раніше виготовленому шаруватому матеріалу, що складається з основи і 88067 12 підкладки, надають необхідну остаточну форму. Для подібного формоутворення можна використовувати зазвичай вживані в металообробці методи, наприклад, витяг, зокрема глибокий витяг, теплове формування і обтяжний витяг, обробку тиском, згинання, рельєфне формування, штампування, вальцювання та інші аналогічні методи. Основоположна особливість пропонованого у винаході способу полягає в тому, що операції розкрою (конфекціонування) і формоутворення виконують лише після виготовлення шаруватих матеріалів з основи і підкладки, перш за все після виготовлення кашированих полімерною плівкою металевих підкладок. Подібна послідовність виконання технологічних операцій забезпечує значне підвищення якості і продуктивності, а також забезпечує гнучкість при практичній реалізації пропонованого у винаході способу, оскільки спочатку виготовляють універсальний в застосуванні шаруватий матеріал, який лише на завершальній стадії піддають розкрою, відповідно конфекціонуванню і/або формоутворювальній обробці з урахуванням його призначення. Так, наприклад, пропонованим у винаході способом можна виготовляти покриті декоративними полімерними плівками металеві вироби, наприклад, різну металеву тару, металеві банки, кришки для скляних банок і пляшок, крончаті ковпачки, металеві банки для технічних продуктів, металеві банки для харчових продуктів і аерозольні балони, декоративні планки та інші аналогічні вироби, що нагвинчуються. Пропонований у винаході спосіб вимагає виключно малих капіталовкладень, енерговитрат і експлуатаційних витрат і малого місця для розміщення необхідного технологічного устаткування, а також забезпечує виготовлення відповідних виробів з високою якістю і високою продуктивністю і разом з тим володіє високою гнучкістю в застосуванні. Пропонований у винаході спосіб характеризується практично повною відсутністю шкідливих викидів і тим самим екологічною безпекою, оскільки при його здійсненні відсутня необхідність в нанесенні лакофарбових покриттів і у виконанні інших аналогічних операцій. Тому пропонований у винаході спосіб надає виробникам виробів з покритих металевих підкладок нові, інноваційні можливості по нанесенню на метали покриттів з найрізноманітніших матеріалів, наприклад, полімерних плівок, текстилю, паперу, шкіри та інших матеріалів. В порівнянні з відомими з рівня техніки трудомісткими методами лакування або іншими методами каширування пропонований у винаході спосіб дозволяє виготовляти відповідний виріб в одну єдину робочу стадію, а не за декілька окремих робочих операцій. Пропонований у винаході спосіб дозволяє також з використанням відповідних клеїв і плівок виготовляти, наприклад, різну металеву тару і металеві ємності, придатні для харчових продуктів. Окрім цього пропонований у винаході спосіб завдяки простому застосуванню найрізноманітніших матеріалів для нанесення покриттів на мета 13 леві підкладки, таких, наприклад, як полімерні плівки, текстиль, папір, шкіра та інші матеріали, надає численні інноваційні можливості для розробки і випуску відповідних кінцевих виробів. Пропонований у винаході спосіб дозволяє, крім того, значно скоротити виробничі витрати на виготовлення металевих підкладок, оскільки відпадає необхідність в їх трудомісткому і пов'язаному з високими витратами захисті від корозії шляхом цинкування, лудіння, хромування або вживання інших аналогічних заходів у зв'язку з тим, що покриті клеєм і полімерною плівкою металеві підкладки вже достатньо надійно захищені від корозії. Відповідно до цього пропонований у винаході спосіб володіє безліччю різних переваг. Другим об'єктом справжнього винаходу є виготовляємі пропонованим в нім способом продукти, тобто шаруваті матеріали, що мають щонайменше в основному плоску основу, перш за все полімерну плівку, при цьому підкладка, перш за все металева підкладка, каширована щонайменше в основному плоскою основою з використанням придатного для цього зв'язуючого засобу, відповідно засоби для каширування, перш за все клею, внаслідок чого основа міцно, за всією площею своєї поверхні сполучена з підкладкою, перш за все полімерна плівка кашируванням сполучена з металевою підкладкою. На завершення пропоновані у винаході продукти, відповідно шаруваті матеріали можна, як описано вище, піддавати розкрою і/або формоутворювальній обробці. Відповідно до цього, ще одним об'єктом справжнього винаходу є формовані або фасонні (тобто що мають тривимірну форму), перш за все розкроєні на задані розміри (тобто, наприклад, різанням, штампуванням та іншими методами) і такі, що мають тривимірну форму продукти, відповідно шаруваті матеріали вказаного вище типу. У останньому до пропонованих у винаході продуктів, відповідно шаруватим матеріалам відносяться всі приведені вище детальні пояснення, що стосуються різних варіантів здійснення пропонованого у винаході способу. Третім об'єктом справжнього винаходу є застосування пропонованих в нім продуктів, відповідно шаруватих матеріалів перш за все для виготовлення формованих або фасонних виробів будьякого типу (тобто виробів тривимірної форми з неплоскими ділянками, перш за все з виступами, поглибленнями, опуклостями, вигинами, перегинами або іншими аналогічними нерівностями), таких як перш за все упаковки, ємності, закупорюючі засоби будь-якого типу (наприклад, кришки, що нагвинчуються, для скляних банок, пляшок та інших ємностей, інші кришки та інші закупорюючі засоби аналогічного типу), крончаті ковпачки, металеві банки (наприклад, металеві банки для технічних продуктів, металеві банки для харчових продуктів, аерозольні балони та інша аналогічна металева тара), декоративні планки тощо, отримуваних з пропонованих у винаході продуктів, відповідно шаруватих матеріалів після їх відповідного 88067 14 розкрою на задані розміри і/або формоутворювальної обробки. Наступним об'єктом справжнього винаходу є описані вище кінцеві матеріали, відповідно кінцеві продукти як такі, тобто що виготовляються з пропонованих у винаході виробів, відповідно шаруватих матеріалів шляхом їх відповідного розкрою на задані розміри і/або формоутворювальної обробки формовані або фасонні вироби будь-якого типу, такі як перш за все упаковки, ємності, закупорюючі засоби і кришки будь-якого типу (наприклад, кришки, що нагвинчуються, для скляних банок, пляшок та інших ємностей), крончаті ковпачки, металеві банки (наприклад, металеві банки для технічних продуктів, металеві банки для харчових продуктів, аерозольні балони та інша аналогічна металева тара), декоративні планки тощо. Інші можливі варіанти здійснення справжнього винаходу, його модифікації, варіації і переваги очевидні для фахівців в даній області виходячи із справжнього опису і можуть бути реалізовані на практиці, не виходячи при цьому за об'єм винаходу. Нижче справжній винахід проілюстрований на прикладі, який, проте, не обмежує його об'єм. Приклад На запечатану з одного боку багатобарвним відтисненням стрічкоподібну декоративну полімерну плівку, що є орієнтованою поліпропіленовою плівкою, з її запечатаного боку за допомогою щілинного сопла по всій її поверхні наносять термоплавкий клей шаром рівномірної товщини з питомою витратою близько 5г/м2. Термоплавкий клей для можливості його нанесення на полімерну плівку нагрівають до температури біля 150°C і в нагрітому до цієї температури стані наносять на полімерну плівку. Як термоплавкий клей використовують суміш, що перебуває на 49,9 мас.% з продукту Vestoplast® 206 (фірма Degussa AG, термоплавкий клей на основі функціоналізованих силаном немодифікованих полі-a-олефінів), на 40,0 мас.% з продукту Vestoplast® 703 (фірма Degussa AG, немодифіковані аморфні полі-aолефіни), на 10,0 мас.% з продукту Escorez® 5320 (фірма Exxon Mobil, вуглеводнева смола) і на 0,1 мас.% з каталізатора (дибутилоловодилаурата). Потім покриту таким шляхом клеєм стрічкоподібну полімерну плівку зводять разом з металевою стрічкою. Полімерну плівку зводять з металевою стрічкою шляхом їх притиснення і/або припресування один до одного за допомогою каландра, що нагрівається, кашируючи таким шляхом металеву стрічку полімерною плівкою за допомогою термоплавкого клею і забезпечуючи надійне з'єднання між полімерною плівкою з одного боку і металевою підкладкою з іншого боку. Потім кашировану полімерною плівкою металеву підкладку охолоджують і розрізають, відповідно розкроюють на металеві панелі заданих розмірів, залежних від відповідного призначення металевих панелей. На закінчення з таких металевих панелей, кашированих декоративною полімерною плівкою, шляхом їх глибокого витягу виготовляють закупорюючі засоби, відповідно кришки для металевої тари. 15 88067 Пропонований у винаході спосіб істотно простіший у виконанні у порівнянні з традиційними способами лакування. Окрім цього пропонований у винаході спосіб виключає застосування розчинни Комп’ютерна верстка А. Крулевський 16 ків, що випаровуються. Крім того, друкарське зображення на плівці розташоване з її внутрішньої, тобто зверненої до підкладки, сторони і завдяки цьому ефективно захищено від пошкоджень. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for laminating flat support materials on substrates (embodiments)
Автори англійськоюTerfloth Christian, Starck Felix
Назва патенту російськоюСпособ изготовления обеспеченного печатным изображением или декоративного формованного или фасонного изделия и изделие (варианты)
Автори російськоюТерфлот Кристиан, Штарк Феликс
МПК / Мітки
МПК: B65B 7/00, B65D 41/00, B32B 15/08, B32B 15/12, B32B 37/00, B32B 37/12, B60R 13/00
Мітки: варіанти, виробу, виріб, забезпеченого, спосіб, формованого, друкарським, фасонного, зображенням, декоративного, виготовлення
Код посилання
<a href="https://ua.patents.su/8-88067-sposib-vigotovlennya-zabezpechenogo-drukarskim-zobrazhennyam-abo-dekorativnogo-formovanogo-abo-fasonnogo-virobu-ta-virib-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення забезпеченого друкарським зображенням або декоративного формованого або фасонного виробу та виріб (варіанти)</a>
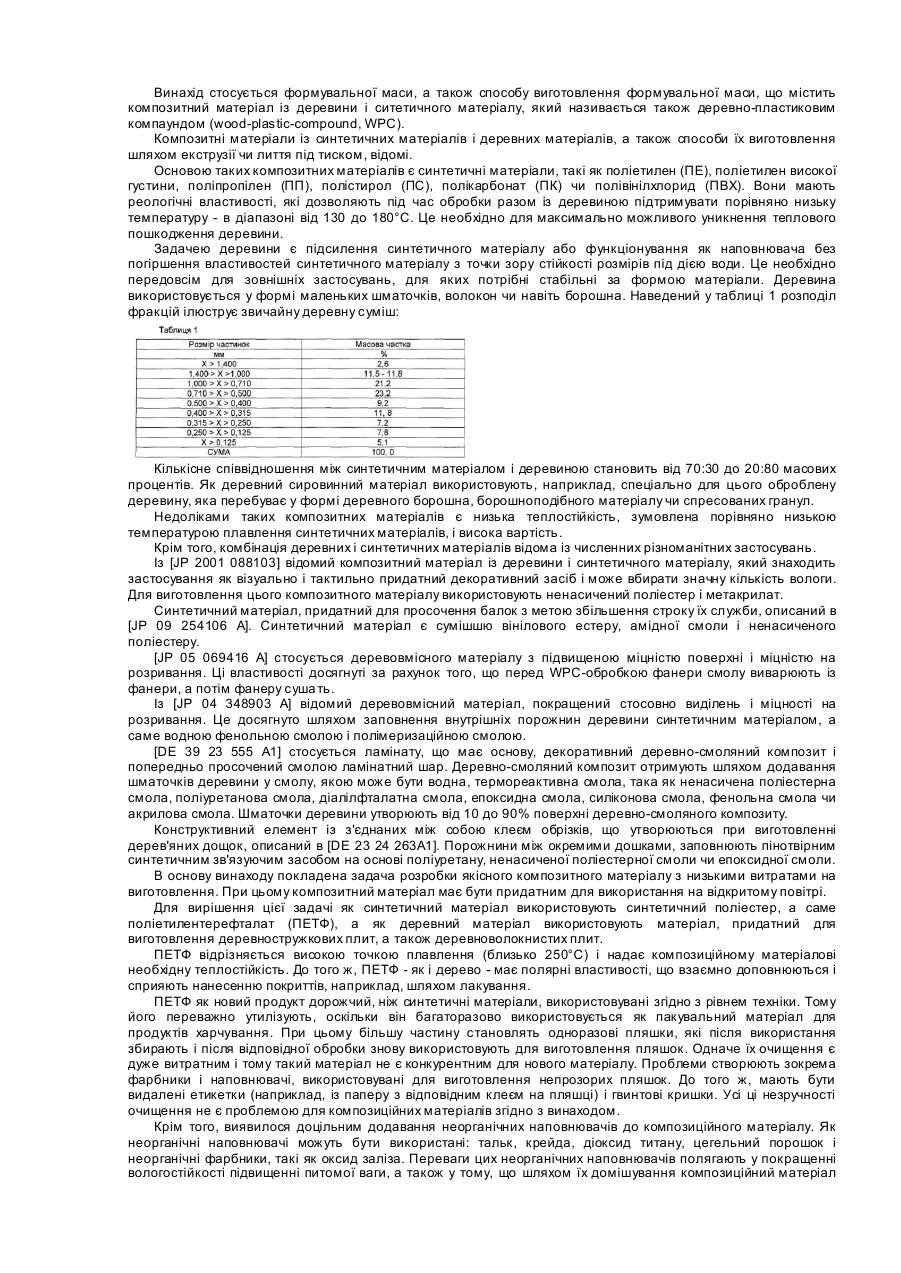
Формувальна маса, спосіб виготовлення формованого виробу із формувальної маси і формований виріб
Номер патенту: 79054
Опубліковано: 10.05.2007
Автори: Мундіглер Норберт, Шуберт Петер, Фрех Ханнес, Штайнвендер Мартін
МПК: C08K 7/00, C08J 5/04, C08L 67/00
Мітки: формувальної, формованого, формувальна, виріб, виготовлення, маси, спосіб, маса, формований, виробу
Формула / Реферат:
1. Формувальна маса із термопластичного синтетичного матеріалу і зміцнювальної складової, яка відрізняється тим, що термопластичним синтетичним матеріалом є поліетилентерефталат (ПЕТФ), а зміцнювальною складовою є деревний матеріал.2. Формувальна маса за п. 1, яка відрізняється тим, що зміцнювальною складовою є тонкоподрібнена деревина або деревні волокна.3. Формувальна маса за п. 1 або 2, яка відрізняється тим, що ПЕТФ є...
Застосування композиції для захисту фасонного виробу від корозії, захисна обмотка для захисту фасонного виробу та спосіб її виготовлення
Номер патенту: 82370
Опубліковано: 10.04.2008
Автор: Норен Франс
МПК: C08K 3/26, C23F 11/00, C08K 5/42, C08K 5/13, C10N 30/12
Мітки: захисту, композиції, виготовлення, застосування, виробу, корозії, обмотка, фасонного, захисна, спосіб
Формула / Реферат:
1. Застосування композиції, що містить:(а) поліізобутен, що має температуру склування менше ніж -20 °С і поверхневий натяг менше ніж 40 мМ/м при температурі вище температури склування згаданого поліізобутену,(б) наповнювач і(в) композицію антиоксиданта, де згадана композиція антиоксиданта містить первинний і вторинний антиоксиданти, первинний антиоксидант вибирають з групи, що містить стерично ускладнені фенольні...
Спосіб виробництва мінеральної вати (варіанти), сплав на основі кобальту для цього способу (варіанти), виріб із сплаву (варіанти) та спосіб виготовлення виробу
Номер патенту: 78681
Опубліковано: 25.04.2007
Автори: Л'єбо Крістоф, Бернар Жан-Люк, Берто Патріс
МПК: C22F 1/10, C03B 37/095, C03B 37/04, C22C 19/07
Мітки: сплав, варіанти, основі, кобальту, спосіб, способу, виготовлення, цього, виріб, сплаву, виробу, виробництва, вати, мінеральної
Формула / Реферат:
1. Спосіб виробництва мінеральної вати за допомогою внутрішнього центрифугування, при якому подають потік розплавленого мінерального матеріалу в тарілку волокноутворення, на периферійній смузі якої є множина просвердлених отворів, з яких виходять нитки розплавленого мінерального матеріалу, які витягують у вату під дією газу, який відрізняється тим, що температура мінерального матеріалу в тарілці складає щонайменше 1100 °С, причому тарілка...
Спосіб і пристрій для виготовлення екструдованого виробу та багатошаровий пластмасовий виріб (варіанти)
Номер патенту: 46100
Опубліковано: 15.05.2002
Автори: Сьоберг Майкл, Кір'явайнен Карі, Ярвенкіля Юрі
МПК: B29C 47/06, B29C 47/38, C08L 23/06, C08L 23/26
Мітки: виріб, багатошаровий, екструдованого, спосіб, виробу, пристрій, пластмасовий, виготовлення, варіанти
Формула / Реферат:
1. Спосіб виготовлення екструдованого виробу, у якому матеріал, що підлягає екструдуванню, у вигляді порошку, кульок або гранул подають у пристрій для виготовлення екструдованого виробу з пластмаси (екструдер) через один або декілька живильних пристроїв 6 у робочу порожнину, що складається з об'ємів канавок 7 у роторі 1 зустрічних канавок 8 у статорі 2, 3 і зазору 4 живлення між ними, який відрізняється тим, що поперечний переріз указаної...
Спосіб виготовлення формованого виробу і зубна щітка, виготовлена цим способом
Номер патенту: 61936
Опубліковано: 15.12.2003
Автор: Крамер Ханс
МПК: B29C 45/16
Мітки: виготовлення, зубна, виготовлена, способом, спосіб, виробу, цим, формованого, щітка
Формула / Реферат:
1. Спосіб виготовлення формованого виробу, що включає введення першого формувального матеріалу шляхом інжекції у порожнину першої пресформи, яка складається з двох половин, твердіння формувального матеріалу у першій пресформі та відокремлення від неї сформованого корпусу виробу, введення сформованого корпусу виробу в порожнину другої пресформи, що має дві половини, та введення у другу пресформу другого формувального матеріалу, твердіння...
Попередній патент: Спосіб транспортування і перевантаження зерна або мінеральних добрив в польову машину
Наступний патент: Спосіб метрологічної діагностики пункту вимірювання витрати газу
Випадковий патент: Спосіб артеріалізації портальної системи