Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу

Формула / Реферат
1. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу, що має ділянку фрикційної розточки з внутрішньою поверхнею, де вищезазначений спосіб включає стадії:
спорядження внутрішньої поверхні фрикційної розточки принаймні двома виїмками, де кожна виїмка має конфігурацію, придатну для акомодації одного із попередньо сформованих мастильних вкладишів;
поміщення одного із вищезазначених попередньо сформованих мастильних вкладишів у кожну виїмку; і
впресовування вищезазначених вкладишів одночасно у зазначені виїмки з використанням достатнього зусилля, щоб забезпечити їх надійну імплантацію у вищезазначені виїмки.
2. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 1, який відрізняється тим, що вищезазначені вкладиші сформовані із металевих мастильних матеріалів.
3. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 1, який відрізняється тим, що додатково включає стадію утримання вищезазначених вкладишів у своїх відповідних виїмках у вищезазначеному корпусі доти, доки вищезазначені вкладиші не будуть впресовані та надійно імплантовані у вищезазначені виїмки.
4. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 3, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання одного або кількох затискувачів.
5. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 3, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання адгезиву.
6. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 1, який відрізняється тим, що вищезазначеним вкладишам надаютьформу, що доповнює внутрішню поверхню вищезазначеної фрикційної розточки та спрягається з ковзними поверхнями на фрикційних елементах, які утворюють частину тягового приводу залізничного вагону.
7. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 1, який відрізняється тим, що вищезазначені вкладиші мають, загалом, Н-подібну конфігурацію.
8. Спосіб встановлення попередньо сформованих мастильних вкладишів на непланарній поверхні тертя розточки фрикційної муфти тягового фрикційного приводу, що збігається всередину, до встановлення інших деталей тягового приводу всередині вищезазначеного корпусу, де вищезазначений спосіб включає стадії:
спорядження непланарної поверхні тертя вищезазначеної розточки фрикційної муфти множиною виїмок, де кожна виїмка має конфігурацію, придатну для акомодації одного із вищезазначених попередньо сформованих мастильних вкладишів;
поміщення одного із вищезазначених попередньо сформованих мастильних вкладишів у кожну виїмку;
утримування кожного попередньо сформованого мастильного вкладиша у кожній виїмці незалежно від інших мастильних вкладишів; і
впресовування вищезазначених вкладишів одночасно у вищезазначені виїмки з використанням достатнього зусилля, щоб забезпечити їх надійну імплантацію у вищезазначені виїмки.
9. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 8, який відрізняється тим, що вищезазначені вкладиші сформовані із металевих мастильних матеріалів.
10. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 8, який відрізняється тим, що вищезазначені вкладиші сформовані із бронзи.
11. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 8, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання затискувача.
12. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 8, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання адгезиву.
13. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 8, який відрізняється тим, що вищезазначеним вкладишам надають форму, що доповнює внутрішню поверхню непланарної поверхні тертя розточки фрикційної муфти та спрягається з ковзними поверхнями на фрикційних елементах, які утворюють частину вищезазначеного тягового фрикційного приводу.
14. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 8, який відрізняється тим, що вищезазначені вкладиші мають, загалом, Н-подібну конфігурацію.
15. Спосіб встановлення попередньо сформованих мастильних вкладишів на непланарній поверхні тертя фрикційної розточки, що збігається всередину, тягового фрикційного приводу, де вищезазначений спосіб включає стадії:
спорядження поверхні тертя вищезазначеної фрикційної розточки множиною виїмок, де кожна виїмка має конфігурацію, придатну для акомодації одного із вищезазначених попередньо сформованих мастильних вкладишів;
поміщення одного із вищезазначених попередньо сформованих мастильних вкладишів у кожну виїмку, де кожен мастильний вкладиш зроблений із металічного мастила і має конфігурацію, комплементарну до виїмки, в яку він поміщується;
утримування кожного попередньо сформованого мастильного вкладиша у кожній виїмці незалежно від інших мастильних вкладишів; і
примусове введення вищезазначених металевих мастильних вкладишів одночасно у вищезазначені виїмки з використанням оправки та достатнього зусилля, щоб забезпечити їх надійну імплантацію у вищезазначені виїмки.
16. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 15, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання одного або кількох затискувачів,
17. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 15, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання адгезиву.
18. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 15, який відрізняється тим, що вищезазначеним вкладишам надають форму, що доповнює непланарну поверхню тертя фрикційної розточки та спрягається з ковзними поверхнями на фрикційних елементах, які утворюють частину вищезазначеного тягового фрикційного приводу.
19. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 15, який відрізняється тим, що вищезазначені вкладиші мають, загалом, Н-подібну конфігурацію.
20. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п. 15, який відрізняється тим, що вищезазначена оправка для примусового введення вищезазначених металевих мастильних вкладишів одночасно у вищезазначені виїмки має конфігурацію поперечного перерізу із зовнішньою поверхнею, котра доповнює непланарну поверхню тертя фрикційної розточки вищезазначеного тягового фрикційного приводу.
Текст
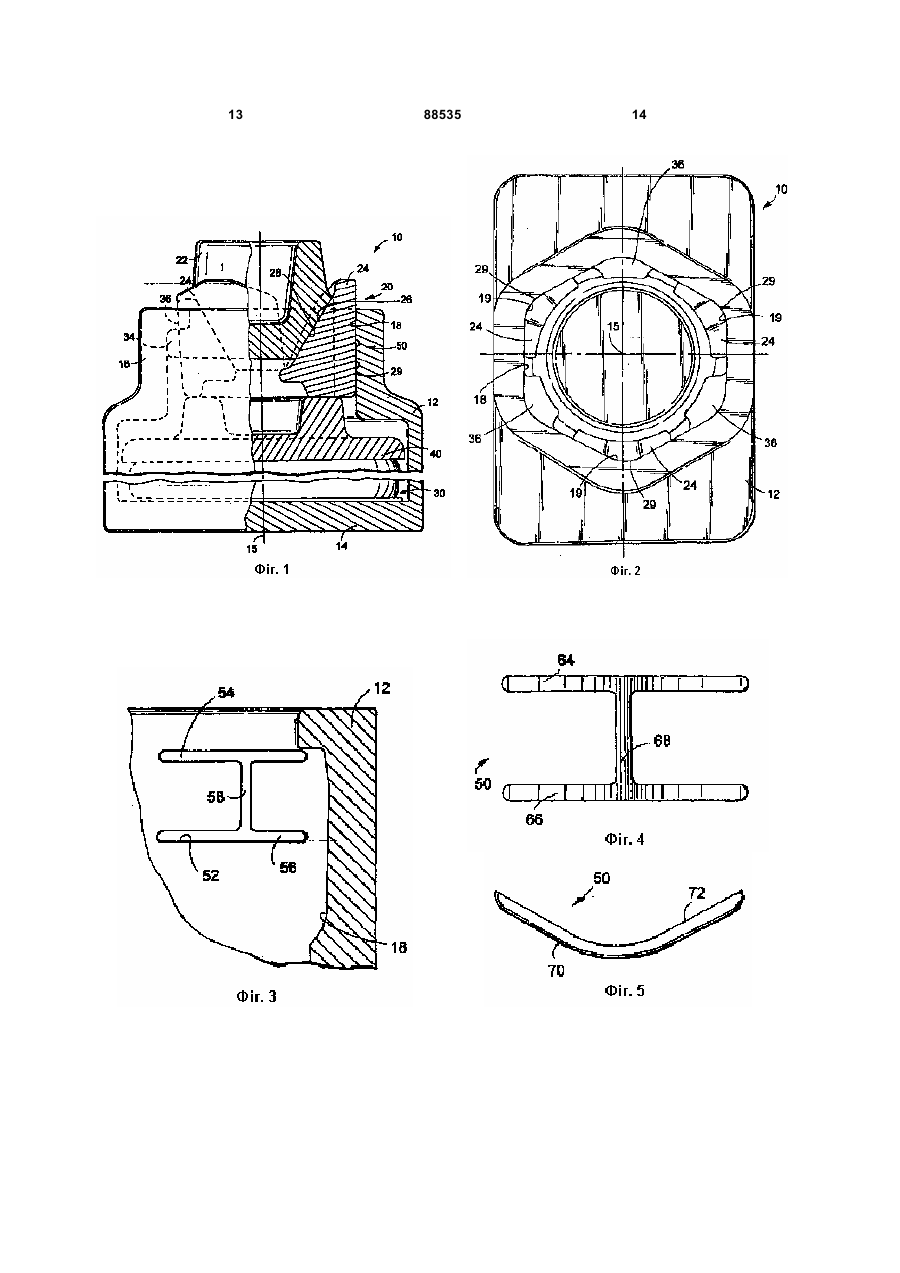
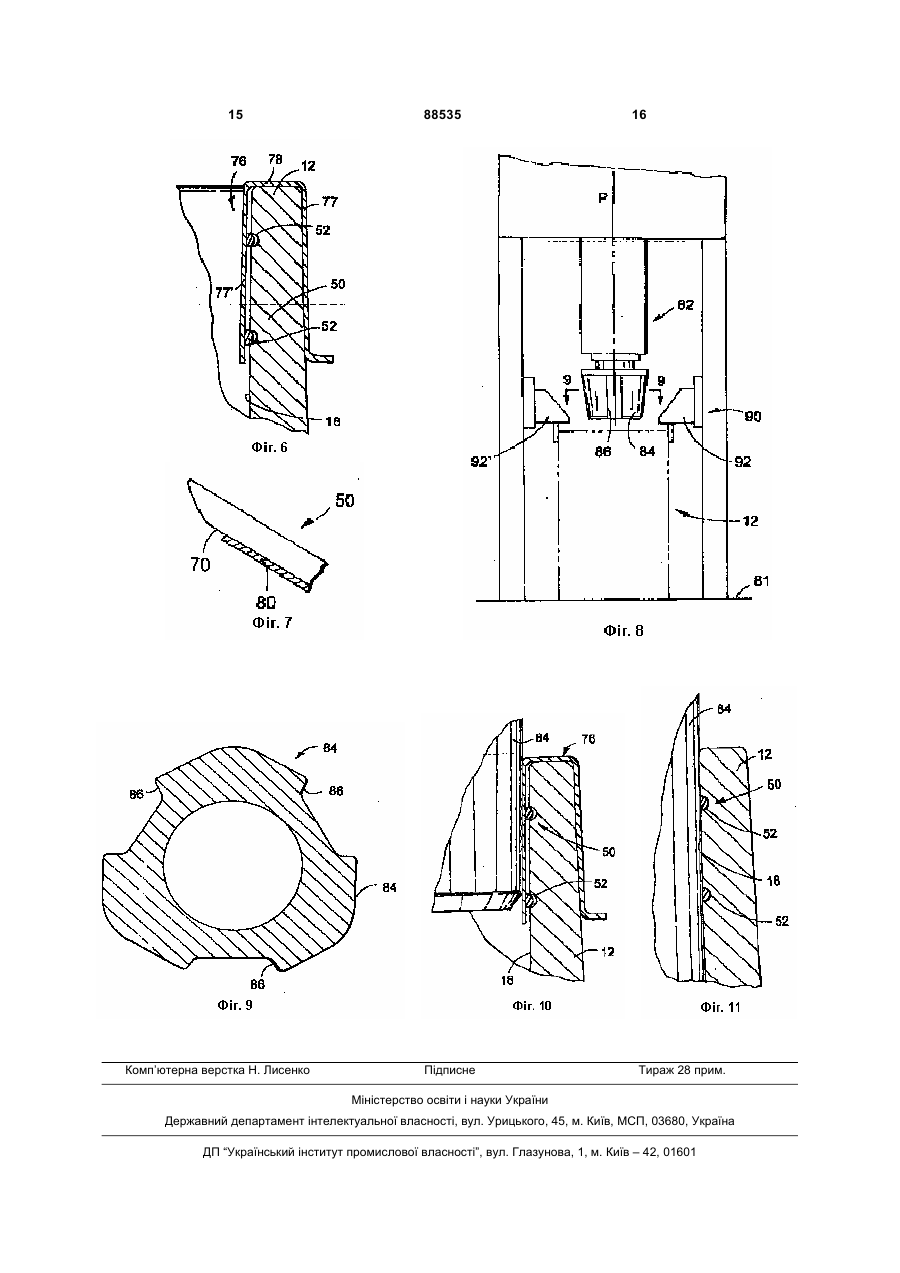
1. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу, що має ділянку фрикційної розточки з внутрішньою поверхнею, де вищезазначений спосіб включає стадії: спорядження внутрішньої поверхні фрикційної розточки принаймні двома виїмками, де кожна виїмка має конфігурацію, придатну для акомодації одного із попередньо сформованих мастильних вкладишів; поміщення одного із вищезазначених попередньо сформованих мастильних вкладишів у кожну виїмку; і впресовування вищезазначених вкладишів одночасно у зазначені виїмки з використанням достатнього зусилля, щоб забезпечити їх надійну імплантацію у вищезазначені виїмки. 2. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.1, який відрізняється тим, що вищезазначені вкладиші сформовані із металевих мастильних матеріалів. 3. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.1, який відрізняється тим, що додатково включає стадію утримання вищезазначених вкладишів у своїх відповідних виїмках у вищезазначеному корпусі доти, доки вищезазначені вкладиші не будуть впресовані та надійно імплантовані у вищезазначені виїмки. 4. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу 2 (19) 1 3 88535 4 вкладиші сформовані із металевих мастильних матеріалів. 10. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.8, який відрізняється тим, що вищезазначені вкладиші сформовані із бронзи. 11. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.8, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання затискувача. 12. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.8, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання адгезиву. 13. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.8, який відрізняється тим, що вищезазначеним вкладишам надають форму, що доповнює внутрішню поверхню непланарної поверхні тертя розточки фрикційної муфти та спрягається з ковзними поверхнями на фрикційних елементах, які утворюють частину вищезазначеного тягового фрикційного приводу. 14. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.8, який відрізняється тим, що вищезазначені вкладиші мають, загалом, Н-подібну конфігурацію. 15. Спосіб встановлення попередньо сформованих мастильних вкладишів на непланарній поверхні тертя фрикційної розточки, що збігається всередину, тягового фрикційного приводу, де вищезазначений спосіб включає стадії: спорядження поверхні тертя вищезазначеної фрикційної розточки множиною виїмок, де кожна виїмка має конфігурацію, придатну для акомодації одного із вищезазначених попередньо сформованих мастильних вкладишів; поміщення одного із вищезазначених попередньо сформованих мастильних вкладишів у кожну виїмку, де кожен мастильний вкладиш зроблений із металічного мастила і має конфігурацію, комплементарну до виїмки, в яку він поміщується; утримування кожного попередньо сформованого мастильного вкладиша у кожній виїмці незалежно від інших мастильних вкладишів; і примусове введення вищезазначених металевих мастильних вкладишів одночасно у вищезазначені виїмки з використанням оправки та достатнього зусилля, щоб забезпечити їх надійну імплантацію у вищезазначені виїмки. 16. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.15, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання одного або кількох затискувачів, 17. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.15, який відрізняється тим, що стадія утримання вищезазначених вкладишів у своїх відповідних виїмках включає використання адгезиву. 18. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.15, який відрізняється тим, що вищезазначеним вкладишам надають форму, що доповнює непланарну поверхню тертя фрикційної розточки та спрягається з ковзними поверхнями на фрикційних елементах, які утворюють частину вищезазначеного тягового фрикційного приводу. 19. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.15, який відрізняється тим, що вищезазначені вкладиші мають, загалом, Н-подібну конфігурацію. 20. Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу за п.15, який відрізняється тим, що вищезазначена оправка для примусового введення вищезазначених металевих мастильних вкладишів одночасно у вищезазначені виїмки має конфігурацію поперечного перерізу із зовнішньою поверхнею, котра доповнює непланарну поверхню тертя фрикційної розточки вищезазначеного тягового фрикційного приводу. Даний винахід стосується, загалом, тягових приводів залізничних вагонів, і більш конкретно, способу встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу залізничного вагона. Тягові фрикційні приводи залізничних вагонів характеризуються наявністю корпусу, що має закритий тильний кінець та фрикційної муфти будьякого із багатьох типів, що розміщена з боку відкритого кінця. Ресорний вузол, котрий може мати форму спіральних ресор, еластомерних подушок або інших придатних пружних засобів, розміщений всередині кожуха між фрикційною муфтою та тильним кінцем корпусу. З відкритого кінця кожух або корпус тягового приводу має фрикційну розточку, що визначається двома або кількома внутрішніми поверхнями тертя, що збігаються всередину. Фрикційна муфта розташована у діючій комбінації з фрикційною розточкою корпусу тягового приводу. Звичайно, фрикційна муфта включає ряд фрикційних колодок або елементів, що розміщені у фрикційній розточці із зовнішніми поверхнями тертя, котрі доповнюють внутрішні поверхні тертя фрикційної розточки. Типова фрикційна муфта також включає центральний клин, що має поверхні тертя, котрі у діючий спосіб зчеплені з і є комплементарними до внутрішніх поверхонь тертя на фрикційних колодках у такий спосіб, що зазначені фрикційні колодки розклинюються назовні щодо поверхонь фрикційної розточки під час внутрішнього руху клина, спричиненого аксіальними силами, прикладеними до тя 5 гового приводу, продукуючи в результаті високий (фрикційний опір та поглинання суттєвої частини таких сил. Ресорний вузол у кожусі слугує для опору аксіальному внутрішньому переміщенню фрикційних колодок. Через відносне переміщення та значний тиск між фрикційними колодками та фрикційною розточкою під час роботи тягового приводу було б бажаним, як було встановлено, розмістити між ними під час складання вузла тягового приводу мастильний вкладиш. Відоме також впровадження виїмок у фрикційній розточці корпусу тягового приводу для розміщення цих вкладишів. Коли застосовується металевий мастильний вкладиш, мають бути вжиті деякі заходи для утримання мастильного вкладиша у виїмці доти, доки операція складання вузла тягового приводу не буде завершена, і мастильний вкладиш не буде захоплений у виїмці між фрикційними колодками та фрикційною розточкою. Здатність утримання мастильного вкладиша всередині виїмки у тягових приводах, котрі складаються через фрикційну виточку, виявилась, проте, проблематичною. Якщо мастильні вкладиші не розміщені коректно та не імплантовані надійно у виїмки у фрикційній розточці, вони мають тенденцію бути виштовхнутими із виїмки та із корпусу ковзними колодками, і не будуть захоплені між фрикційними колодками та фрикційною розточкою як це передбачалось і як це потрібно. Одним із рішень цієї проблеми є ручне вбивання кожного вкладиша у його відповідну виїмку у фрикційній розточці. Як можна оцінити, це тривалий процес, котрий не так легко пристосувати до стандартизованих виробничих процедур. Більш того, бронзові мастильні вкладиші, хоча вони пропонують у значній мірі сприятливі мастильні властивості, занадто важко вбити у виїмки або канавки за допомогою ручних інструментів. Таким чином, є постійне бажання та потреба у способі встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу залізничних вагонів. Враховуючи вищезазначене та відповідно до одного аспекту, забезпечується спосіб встановлення мастильних вкладишів у корпус тягового приводу, що має ділянку фрикційної розточки з внутрішньою поверхнею. Даний спосіб включає стадії: оснащення внутрішньої поверхні фрикційної розточки принаймні двома виїмками, де кожна виїмка має конфігурацію, придатну для акомодації одного із попередньо сформованих мастильних вкладишів; поміщення одного із попередньо сформованих мастильних вкладишів у кожну виїмку; і впресовування всіх вкладишів одночасно у виїмки з використанням достатньої сили, щоб забезпечити їх надійну імплантацію у ці виїмки. В одному варіанті вкладиші формуються з металевих мастильних матеріалів. В оптимальному варіанті їм надають форму, що доповнює внутрішню поверхню фрикційної розточки та спрягається з ковзними поверхнями на фрикційних елементах, які утворюють частину тягового приводу залізничного вагону. В одному варіанті кожен вкладиш має, загалом, Н-подібну конфігурацію. 88535 6 Методологія даного винаходу також в оптимальному варіанті включає стадію утримування мастильних вкладишів у відповідних виїмках у корпусі доти, доки такі вкладиші не будуть надійно імплантовані в ці виїмки. В одному варіанті стадія утримування вкладишів у своїх відповідних виїмках включає застосування затискувача. В іншому варіанті стадія утримування вкладишів у своїх відповідних виїмках включає застосування адгезиву. Згідно з іншим аспектом, забезпечується спосіб встановлення попередньо сформованих мастильних вкладишів на непланарній поверхні тертя розточки фрикційної муфти тягового фрикційного приводу, що збігається всередину, до встановлення інших деталей тягового приводу всередині корпусу. Даний спосіб включає стадії: оснащення непланарної поверхні тертя розточки фрикційної муфти множиною виїмок, де кожна виїмка має конфігурацію, придатну для акомодації одного із попередньо сформованих мастильних вкладишів; поміщення одного із попередньо сформованих мастильних вкладишів у кожну виїмку; утримування кожного попередньо сформованого мастильного вкладиша у кожній виїмці незалежно від інших мастильних вкладишів; впресовування всіх вкладишів одночасно у виїмки з використанням достатнього зусилля, щоб забезпечити їх надійну імплантацію у ці виїмки. В оптимальному варіанті вкладиші формуються з металевих мастильних матеріалів. В найоптимальнішому варіанті втілення вкладиші виготовляються із бронзи. В одному варіанті вкладишам надають форму, що доповнює внутрішню поверхню непланарної поверхні тертя розточки фрикційної муфти та спрягається з ковзними поверхнями на фрикційних елементах, які утворюють частину тягового приводу залізничного вагону. В одному варіанті вкладиші мають, загалом, Н-подібну конфігурацію. Згідно з одним способом, стадія утримання вкладишів у своїх відповідних виїмках включає застосування затискувача. В альтернативному варіанті стадія утримання вкладишів у своїх відповідних виїмках включає застосування адгезиву. Згідно з іншим аспектом, забезпечується спосіб встановлення попередньо сформованих мастильних вкладишів на V-подібній поверхні тертя загалом гексагональної фрикційної розточки, що збігається всередину, тягового фрикційного приводу. Згідно з цим аспектом, даний спосіб включає стадії: оснащення поверхні тертя фрикційної розточки множиною виїмок, де кожна виїмка має конфігурацію, придатну для акомодації одного із попередньо сфюрмованих мастильних вкладишів; поміщення одного із попередньо сформованих мастильних вкладишів у кожну виїмку; утримування кожного попередньо сформованого мастильного вкладиша у кожній виїмці незалежно від інших мастильних вкладишів; впресовування всіх вкладишів одночасно у виїмки з використанням достатнього зусилля, щоб забезпечити їх надійну імплантацію у ці виїмки. В одному варіанті стадія утримання вкладишів у своїх відповідних виїмках включає застосування затискувача. В альтернативному варіанті стадія 7 утримання вкладишів у своїх виїмках включає застосування адгезиву. В оптимальному варіанті вкладишам надають форму, що доповнює внутрішню поверхню непланарної поверхні тертя розточки фрикційної муфти та спрягається з ковзними поверхнями на фрикційних елементах, які утворюють частину тягового приводу. В одному варіанті вкладиші мають, загалом, Н-подібну конфігурацію. Крім того, оправка для примусового введення металічних мастильних вкладишів одночасно у зазначені виїмки має, загалом, гексагональну конфігурацію у поперечному перерізі із зовнішньою поверхнею, що доповнює Vнодібну поверхню тертя фрикційної розточки тягового фрикційного приводу. Фіг.1 являє собою часткову бічну вертикальну проекцію тягового приводу звичайного залізничного вагону; Фіг.2 являє собою вигляд зверху тягового приводу, що зображений на Фіг.1; Фіг.3 являє собою збільшену часткову бічну вертикальну проекцію одного кінця корпусу тягового приводу; Фіг.4 являє собою вертикальний вигляд металевого мастильного вкладиша для тягового приводу, зображеного на Фіг.3; Фіг.5 являє собою вигляд зверху металевого мастильного вкладиша, що зображений на Фіг.4; Фіг.6 схематично зображує мастильний вкладиш, що утримується в робочому положенні щодо корпусу тягового приводу затискачем; Фіг.7 являє собою збільшений вигляд металевого мастильного вкладиша з адгезивом, що нанесений на його зовнішню поверхню; Фіг.8 являє собою схематичне зображення одного варіанту преса, що використовувався для реалізації методології даної заявки; Фіг.9 являє собою вигляд у перерізі уздовж лінії 9-9 Фіг.8; Фіг.10 являє собою схему, що зображує одну стадію даного способу встановлення мастильних вкладишів у корпус тягового приводу;та Фіг.11 являє собою схему, що зображує другу стадію способу встановлення мастильних вкладишів у корпус тягового приводу. Хоча даний винахід має тенденцію до варіантів втілення у множині форм, у даному разі на фігурах зображений і буде описаний нижче оптимальний варіант втілення винаходу з розумінням того, що дана заявка викладена лише як ілюстрація даного винаходу, і не має на меті обмежити винахід проілюстрованим та описаним конкретним варіантом втілення. Тепер, з посиланням на фігури, на яких однаковими цифрами позначені однакові деталі на кількох видах, на Фіг.1 зображений один варіант тягового приводу залізничного вагону, що позначений, загалом, позицією 10, котрий виготовлений згідно зі способом даного винаходу. Тяговий привід 10 включає кожух або корпус 12, що має частину закритого тильного кінця 14 та шийкову частину 16, виставлену уздовж поздовжньої центрової лінії або осі 15. Шийкова частина 16 визначає фрикційну розточку 18 добре відомого типу, і котра у проілюстрованому варіанті втілення є. загалом, 88535 8 гексагональною у поперечному перерізі. Як показано на Фіг.2, фрикційна розточка 18 має три, загалом, V-подібні кутові поверхні тертя 19. В оптимальному варіанті втілення кожна поверхня тертя 19 фрикційної розточки 18 збігається у поздовжньому напрямку під невеликим кутом у напрямку до частини тильного кіпця 14 корпусу 12. Вузол фрикційної муфти, загалом ідентифікований на Фіг.1 позицією 20. розміщений у робочий спосіб у комбінації з фрикційною розточкою 18 корпусу тягового приводу 12. В проілюстрованому варіанті втілення вузол фрикційної муфти 20 включає центральний клин 22 та набір трьох фрикційних колодок або елементів 24. що розташовані між клином 22 та фрикційною розточкою 18. Тяговий привід 10 також включає ресорний вузол, що загалом ідентифікований на Фіг.1 позицією 30. Ресорний вузол 30 може мати будь-яку із великої множини різних конструкцій, не відхилюючись або не відходячи від суті та обсягу даного винаходу. У варіанті, що зображений як приклад, ресорний вузол 30 включає ряд еластомерних подушок, розташованих між частиною закритого тильного кінця 14 корпусу 12 та вузлом фрикційної муфти 20 для розсіювання ударів та повертання енергії під час роботи вузла тягового приводу 10. Фрикційні колодки або елементи 24 вузла муфти 20 ідентичні за конфігурацією, і кожен із них характеризується зовнішньою V-подібною поверхнею тертя 29, котра доповнює загалом V-подібні кутові поверхні тертя 19 фрикційної розточки 18, яка визначається корпусом 12 тягового приводу. Як показано на Фіг.1, колодки або фрикційні елементи 24 також характеризуються нахиленими у поздовжньому напрямку внутрішніми поверхнями тертя 26, котрі взаємодіють з комплементарними та нахиленими у поздовжньому напрямку поверхнями тертя 28 на клині 22 у спосіб, що добре відомий у даній галузі техніки. У проілюстрованому варіанті втілення клин 22 додатково включає ряд із трьох розділених по колу вушок 34 (на Фіг.1 показане лише одне), котрі тягнуться радіальне всередину в напрямку поздовжньої центрової лінії 15 корпусу 12 від відкритого кінця фрикційної розточки 18. Як добре відомо, вушка 34 слугують для робочої взаємодії з вушками 36 на корпусі 12 для сумісного утримання клина 22 та фрикційних колодок 24 всередині корпусу 12 та під впливом ресорного вузла 30. Як відомо, вушка 36 розташовані в протилежних кутах гексагональної фрикційної розточки 18 між V-подібними кутовими поверхнями тертя 19. Внутрішні кінці фрикційних колодок 24 входять у зачеплення з кільцевою плитою трейсера 40, встановленого для ковзного руху в корпусі 12. Під час роботи тягового приводу 10 аксіальний рух клина 22 та колодок 24 у напрямку закритого кінця 14 корпусу 12 як реакція на ударні сили, прикладені до тягового приводу 10, розсіюється, і енергія повертається ресорним вузлом 30, що розміщений між плитою трейсера 40 та закритим тильним кінцем 14 корпусу 12. У даній заявці розкритий спосіб встановлення попередньо сформованих мастильних вкладишів 50 (Фіг.1) між фрикційною розточкою 18 корпусу 12 9 тягового приводу та зовнішніми поверхнями тертя 29 фрикційних колодок або елементів 24. Важливо зазначити, що метою запровадження мастильних вкладишів 50 між фрикційною розточкою 18 корпусу 12 тягового приводу та зовнішніми поверхнями тертя 29 фрикційних колодок або елементів 24 є не суттєве зниження коефіцієнта тертя зчеплених поверхонь, хоча деяке зниження може мати місце, а, скоріше, одержання постійного або більш однорідного тертя без його значного зменшення між зчепленими поверхнями 29 та 19 фрикційних колодок 24 та фрикційною розточкою 18 корпусу 12. Для реалізації цього процес встановлення попередньо сформованих мастильних вкладишів 50 (Фіг.1) між фрикційною розточкою 18 корпусу 12 тягового приводу та зовнішніми поверхнями тертя 29 фрикційних колодок або елементів 24 включає оснащення внутрішньої поверхні фрикційної розточки 18 множиною виїмок або канавок 52. В оптимальному варіанті кожна із виїмок або канавок 52 ідентична одна одній. Крім того, кожна виїмка 52 має конфігурацію, придатну для акомодації одного із попередньо сформованих мастильних вкладишів 50. В ілюстративному варіанті втілення кожна виїмка 52 зроблена на непланарних, загалом, V-подібних поверхнях тертя 29 фрикційної розточки 18. Як показано на Фіг.3, кожна виїмка 52 зроблена у вигляді Н-подібної канавки. Деталі кожної виїмки 52 викладені у патенті США за номером 4756295, виданому R.A. Carlstcdt, застосовні частини якого включаються до даного опису шляхом посилання. У цьому прикладі, показаному на Фіг.3, кожна канавка 52 має першу ділянку канавки 54 та другу ділянку канавки 56, що тягнуться, загалом, паралельно одна одній і, загалом, перпендикулярно до поздовжньої осі 15 корпусу 12 тягового приводу (Фіг.1). Кожна канавка 52 також включає з'єднувальну ділянку канавки 58, котра з'єднує ділянки канавок 54 та 56. В одному варіанті конфігурації поперечного перерізу ділянок канавок 54, 56 та 58 у значній мірі ідентичні одна одній. Ще одна стадія у процесі встановлення попередньо сформованих мастильних вкладишів 50 (Фіг.1) між фрикційною розточкою 18 корпусу 12 тягового приводу та зовнішніми поверхнями тертя 29 фрикційних колодок або елементів 24 включає позиціонування або поміщення множини попередньо сформованих мастильних вкладишів 50 у кожну виїмку або канавку 52. Кожен попередньо сформований мастильний вкладиш 50 виготовляється із придатного металевого мастильного матеріалу. В одному варіанті попередньо сформований мастильний вкладиш 50 є відносно тонким і в оптимальному варіанті зроблений із бронзи. Для акомодації всередині будь-якої з множини виїмок або канавок 52. запроваджених у внутрішній поверхні фрикційної розточки 18, попередньо сформований мастильний вкладиш 50 має конфігурацію, комплементарну до виїмки або канавки 52, в яку він вставляється. У прикладі, показаному на Фіг.4, кожен мастильний вкладиш 50 має, загалом, Н-подібну конфігурацію, включаючи першу ділянку 64 та другу ділянку 66, що тягнуться, загалом, паралельно одна одній. Кожен мастильний 88535 10 вкладиш 50 також включає з'єднувальну ділянку 68, котра з'єднує ділянки 64 та 66. В одному варіанті конфігурації поперечного перерізу ділянок 64, 66 та 68 у значній мірі ідентичні одна одній. Крім того, та як показано на Фіг.5, кожен мастильний вкладиш 50 має контури, загалом, Vподібних кутових поверхонь тертя 19 (Фіг.2). Тому кожен вкладиш 50 включає зовнішню поверхню 70, котра є комплементарною до загалом V-подібних кутових поверхонь тертя 19 (Фіг.2) (фрикційної розточки 18, та внутрішню поверхню 72, котра комплементарна до загалом V-подібної зовнішньої поверхні тертя 29 на фрикційних колодках або елементах 24. В оптимальному варіанті ще одна стадія у процесі встановлення попередньо сформованих мастильних вкладишів 50 (Фіг.1) між фрикційною розточкою 18 корпусу 12 тягового приводу та зовнішніми поверхнями тертя 29 фрикційних колодок або елементів 24 включає утримання мастильних вкладишів 50 у своїх відповідних канавках або виїмках 52 незалежно один від одного. Для реалізації цієї стадії та у варіанті, показаному на Фіг.6, пружинний затискувач 76, що має, загалом, конфігурацію у формі інвертованої літери U, утримує кожен вкладиш 50 у відповідній канавці 52 у (фрикційній розточці 18 корпусу 12. У прикладі, показаному на Фіг.6, кожен пружинний затискувач має два залежних, з вільними кінцями, розділеними відносно невеликим проміжком, плечима 77, 77', що з'єднані ч одного боку містком 78. При правильному встановленні плече 77 ковзає вздовж зовнішньої поверхні корпусу 12, тоді як плече 77' проковзує та утримує мастильний вкладиш 50 у відповідній виїмці 52 у фрикційній розточці 18 корпусу 12 доти, поки місток 78 не зчепиться з корпусом 12. В альтернативному варіанті та для реалізації стадії утримання мастильних вкладишів 50 у своїх відповідних канавках або виїмках 52, шар придатного адгезиву 80, як показано на Фіг.7, може наноситися вздовж будь-якого боку або всієї зовнішньої поверхні 70 першої ділянки 64 або зовнішньої поверхні другої ділянки 66, або обох, кожного мастильного вкладиша 50 до встановлення останнього у виїмці або канавці 52. Як зрозуміло, адгезив 80, нанесений на будь-який бік або на всю зовнішню поверхню 70 мастильного вкладиша 50, слугує для утримання вкладиша 50 у відповідній канавці чи виїмці 52 навіть коли кожух або корпус 12 переміщується між різними положеннями. Заощаджуюча час та поліпшена стадія у процесі встановлення попередньо сформованих мастильних вкладишів 50 (Фіг.1) між фрикційною розточкою 18 корпусу 12 тягового приводу та зовнішніми поверхнями тертя 29 фрикційних колодок або елементів 24 включає одночасне впресовування всіх мастильних вкладишів 50 у виїмки 52 корпусу 12 з достатнім зусиллям для надійної імплантації вкладишів у виїмки 52. Надійна імплантація мастильних вкладишів 50 у відповідні виїмки 52 до складання інших деталей тягового приводу, наприклад, ресорного вузла 30, плити трейсера 34, клина 22 та фрикційних колодок 24, через фри 11 кційну розточку 18 та всередині корпусу 12 дає дуже сприятливі переваги. Стадія впресовування мастильних вкладишів 50 у виїмки 52 у фрикційній розточці 18 корпусу 12 одночасно та з достатнім зусиллям для надійної імплантації вкладишів 50 у виїмки 52, в одному варіанті, включає застосування гідравлічного преса, що загалом позначений на Фіг.8 літерою Р. Як звичайно, гідравлічний прес Р включає опорну поверхню 81, що розташована нижче по відношенню до вертикально рухомого гідроциліндра або приводу 82 преса Р. У найбільш віддаленому його кінці гідроциліндр або привід 82 має оправку 84. Оправка 84 має конфігурацію для її прямого введення у фрикційну розточку 18 корпусу 12 тягового приводу (Фіг.11). Для здійснення цього та як показано на Фіг.9, оправка 84 має конфігурацію поперечного перерізу, що включає ряд видовжених у поздовжньому напрямку виїмок 86. Виїмки 86 мають таку конфігурацію, що коли оправка 84 вставлена аксіально у фрикційну розточку 18 корпусу 12 тягового приводу, вона може рухатися в аксіальному напрямку повз спрямовані всередину вушка 36 на корпусі 12 (Фіг.2). Оправка 84 має, загалом. гексагональну конфігурацію поперечного перерізу із зовнішньою поверхнею 87, котра мас конічну в поздовжньому напрямку конфігурацію, що доповнює і близько суміщається, якщо не відповідає, V-подібній, конічній у поздовжньому напрямку конфігурації фрикційної розточки 18 на корпусі 12, і, краще, має спряжену ковзну поверхню 29 на фрикційних елементах 24. У процесі встановлення попередньо сформованих мастильних вкладишів 50 (Фіг.1) між фрикційною розточкою 18 корпусу 12 тягового приводу та зовнішніми поверхнями тертя 29 фрикційних колодок або елементів 24, і після відповідного розміщення корпусу 12 тягового приводу під оправкою 84, мастильні вкладиші 50 вставляються у кожну наявну виїмку 52. Коли для утримання на місці мастильних вкладишів 50 використовуються пружинні затискувачі 76, прес Р працює в такий спосіб, щоб встановити в аксіальному напрямку оправку 84 у фрикційну розточку 18. Як показано на Фіг.10, оправка 84 вставляється у фрикційну розточку 18 корпусу 12 тягового приводу доти, поки вона не займе положення, близьке до контактування з мастильними вкладишами 50. Коли оправка 84 майже контактує з цими вкладишами 50, вони не можуть відокремитись від своїх відповідних виїмок 52. Потім рух оправки 84 припиняють, і затискувачі 76 знімають з вкладишів 52. Потім оправку 84 додатково впресовують у фрикційну розточку 18 з достатнім навантаженням, щоб змусити мастильні вкладиші 50 зайти у канавки 52 у фрикційній розточці 18 корпусу 12 (Фіг.11). Застосування адгезиву 80 до зовнішньої поверхні 70 мастильних вкладишів 50. певна річ, виключає, потребу в зупинці преса Р як у випадку, 88535 12 коли для утримання мастильних вкладишів 50 на місці всередині виїмок 52 використовуються затискувачі 76. Замість цього, адгезив 80 слугує для відповідного утримання вкладишів 50 на місці у міру, як оправка 84 входить у фрикційну розточку 18 корпусу 12 тягового приводу. Як зазначалось вище та як показано на Фіг.11, оправка 84 спрямовується у фрикційну розточку 1 8 і вводить примусово усі вкладиші 50 одночасно у виїмки 52. Після того, як вкладиші 50 надійно імплантовані у свої відповідні виїмки 52, оправка 84 витягується із фрикційної розточки 18 корпусу 12. Для полегшення відокремлення оправки 84 від фрикційної розточки 18, коли вкладиші 50 залишаються надійно вставленими у виїмки 52, прес Р може бути додатково оснащений відокремлювальним пристроєм 90. У варіанті, що показаний на Фіг.8, відокремлювальний апарат 90 включає пару стаціонарних стопорів 92 та 92'. котрі розташовані на протилежних боках та вертикально над корпусом 12 тягового приводу після того, як останній виставлений щодо оправки 84 на пресі Р. У міру, як оправка 84 витягується із фрикційної розточки 18 (Фіг.11), корпус 12 має тенденцію до руху вгору з оправкою 84. Якщо сили тяжіння разом з вагою корпусу 12 недостатньо для відокремлення корпусу 12 від оправки 84 після впресовування оправки 84 у фрикційну розточку 18, стопори 92 та 92' встановлюються в такий спосіб, щоб зчепитися з корпусом 12 і примусово відокремити його від оправки 84, що рухається вгору. Процедура, що описана вище, є швидкою, простою й не потребує кваліфікованої праці. Процедура, що розкрита вище, дозволяє належним чином та одночасно встановлювати множину мастильних вкладишів у робочій комбінації з непланарними поверхнями тертя V-подібної або гексагональної, або що збігається всередину, фрикційної розточки корпусу тягового фрикційного приводу до або під час складання тягового приводу. З використанням способу, що описаний вище, взаємозалежність від інших операцій складання тягового приводу відсутня. При потребі, корпуси тягового приводу з мастильними вкладишами, що надійно імплантовані у виїмки фрикційної розточки, можуть зберігатися для подальшого складання вузла тягового приводу у більш пізній час. Як зрозуміло з попереднього опису, множинні модифікації та варіації можуть бути зроблені та реалізовані щодо вищеописаної методології без відхилення або відволікання від істинної суті та нової концепції даного винаходу. Крім того, зрозуміло, що даний опис призначений слугувати ілюстративним прикладом даного винаходу, котрий не обмежує винахід описаним конкретним способом. Скоріше, даний опис призначений для охоплення за допомогою формули винаходу, що додається, всіх таких модифікацій та варіацій як таких, що підпадають під суть та обсяг винаходу. 13 88535 14 15 Комп’ютерна верстка Н. Лиcенко 88535 Підписне 16 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of mounting preliminarily molded lubricating fillers into housing of traction drive
Автори англійськоюCarlstedt, Richard, A.
Назва патенту російськоюСпособ установки предварительно сформованных смазочных вкладышей в корпус тягового привода
Автори російськоюКарлстедт Ричард А.
МПК / Мітки
МПК: B61G 9/00
Мітки: приводу, встановлення, попередньо, вкладишів, тягового, корпус, мастильних, спосіб, сформованих
Код посилання
<a href="https://ua.patents.su/8-88535-sposib-vstanovlennya-poperedno-sformovanikh-mastilnikh-vkladishiv-u-korpus-tyagovogo-privodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб встановлення попередньо сформованих мастильних вкладишів у корпус тягового приводу</a>
Підвіска тягового приводу рейкового транспортного засобу

Номер патенту: 11288
Опубліковано: 25.12.1996
Автор: Рахманов Микола Миколайович
МПК: B61C 9/00
Мітки: транспортного, підвіска, рейкового, засобу, приводу, тягового
Формула / Реферат:
Подвеска тягового привода рельсового транспортного средства, содержащая стержень с шаровой головкой, размещенной в полости, образованной конусными поверхностями внутри корпуса, расположенного на полке поперечной балки рамы тележки, нижний конец стержня соединен с рамой привода, с которой образована при помощи головки шарнирная связь с рамой тележки, отличающаяся тем, что шаровая головка снабжена центральным отверстием, через которое...
Пристрій для селективної видачі тонких виробів, зокрема листків або карток, зі стеків, сформованих попередньо, та спосіб виготовлення і спосіб використання пристрою
Номер патенту: 67062
Опубліковано: 15.06.2004
Автор: Верещагін Вячеслав Леонідович
МПК: B65H 3/00
Мітки: виробів, видачі, виготовлення, стеків, тонких, використання, зокрема, селективної, пристрою, попередньо, сформованих, пристрій, листків, спосіб, карток
Формула / Реферат:
1. Пристрій для селективної видачі тонких виробів, зокрема листків або карток, які знаходяться в попередньо сформованому стеці, що містить корпус, камеру, призначену для розміщення стека виробів, і блок видачі, який містить робочий орган, призначений для відокремлення верхнього виробу стека і оснащений елементом адгезійної взаємодії, і засоби, що забезпечують можливість переміщення робочого органа з першої позиції, що відповідає вихідному...
Попередньо зібраний аерозольний виконавчий механізм (варіанти), спосіб прямого встановлення аерозольного виконавчого механізму та розпилювальна кнопка для використання у виконавчому механізмі
Номер патенту: 78503
Опубліковано: 10.04.2007
Автор: Байєр Крістіан
МПК: B65D 83/16
Мітки: кнопка, використання, аерозольний, механізму, попередньо, варіанти, механізм, розпилювальна, аерозольного, виконавчому, зібраний, спосіб, виконавчого, механізмі, прямого, встановлення, виконавчий
Формула / Реферат:
1. Попередньо зібраний аерозольний виконавчий механізм для використання разом з контейнером для аерозольного продукту, зі встановленим зверху аерозольним клапаном зі стержнем клапана, що виступає вгору від нього, який містить у комбінації: корпус виконавчого механізму, що має нижній отвір із суміжним йому засобом для прикріплення корпусу виконавчого механізму до контейнера з продуктом, бічну стінку корпусу з каналом для розпилення, що...
Пристрій для виймання та встановлення фільтруючого елемента в корпус фільтра
Номер патенту: 7872
Опубліковано: 15.07.2005
Автори: Ашомок Сергій Віталійович, Гайковий Вячеслав Павлович, Галенко Василь Петрович
МПК: B01D 35/16, B01D 29/11
Мітки: фільтра, елемента, фільтруючого, встановлення, пристрій, корпус, виймання
Формула / Реферат:
Пристрій для виймання та встановлення фільтруючого елемента в корпус фільтра, що містить раму, на якій закріплений привід, а між стійками рами розташований щит у вигляді жолоба, який відрізняється тим, що над рамою по її довжині на стійках закріплені дві паралельні напрямні для переміщення фільтруючого елемента, при цьому напрямні виконані з труб, в яких розміщено по трубі меншого діаметра з можливістю пересування в різні боки, останні...
Стаціонарний корпус для встановлення електричних пристроїв (варіанти)
Номер патенту: 44907
Опубліковано: 15.03.2002
Автори: Ворх Вінфрід, Бенедетто Адріан, Тайхлер Хайде
МПК: H02B 1/00
Мітки: пристроїв, варіанти, стаціонарний, електричних, корпус, встановлення
Формула / Реферат:
1. Стаціонарний корпус для встановлення електричних пристроїв, зокрема кабельних розгалужувачів, що містить окремо виготовлені стінові елементи корпусу, кожний із яких виконаний з можливістю утворення задньої і передньої стінок, з дверима і дахом корпусу і каркас, який відрізняється тим. що стінові елементи виготовлені із придатної до повторного використання атмосферностійкої пластмаси, з'єднані між собою геометричним замиканням і з...
Попередній патент: Спосіб вирощування яблуневих садів на середньорослих підщепах
Наступний патент: Касетний теплогенератор
Випадковий патент: Спосіб очищення, збирання та складування електростатично заряджених матеріалів