Виріб з безпористої мартенситно-старіючої сталі та спосіб його виготовлення
Номер патенту: 89842
Опубліковано: 10.03.2010
Автори: Муха Джозеф Ф., Войцешинські Анджей Л., МакТірнан Браян Дж.
Формула / Реферат
1. Виріб з безпористої мартенситно-старіючої сталі, одержаний методом порошкової металургії з попередньо легованого порошку, який містить:
до 0,08 мас. % С, до 1,0 мас. % Мn, до 1,0 мас. % Si, 2,5-6,0 мас. % Сr, 6,0-10,0 мас. % Мо, 1,0-4,0 мас. % Ni, 9,0-14,0 мас. % Со, до 0,3 мас. % сірки та решту, куди входить залізо та неминучі елементи і домішки, при цьому виріб має твердість менше ніж 40 HCR для забезпечення обробності, і після відпуску виріб має твердість більш ніж 45 HRC.
2. Виріб за п. 1, який відрізняється тим, що він містить до 0,05 мас. % С, 0,1-0,05 мас. % Мn, 0,01-0,5 мас. % Si, 4-5,75 мас. % Сr, 7-9 мас. % Мо, 1,5-3 мас. % Ni, 10-13 мас. % Co, 0,005-0,05 мас. % S та решту, куди входить залізо та неминучі елементи і домішки.
3. Виріб за п. 1, який відрізняється тим, що він містить 0,01-0,04 мас. % С, 0,2-0,4 мас. % Мn, 0,15-0,4 мас. % Si, 4,7-5,3 мас. % Сr, 7,5-8,5 мас. % Мо, 1,7-2,3 мас. % Ni, 10,75-12 мас. % Co, 0,01-0,03 мас. % S та решту, куди входять залізо та неминучі елементи і домішки.
4. Виріб за будь-яким з пп. 1-3, який відрізняється тим, що він додатково підданий відпалу.
5. Виріб за будь-яким з пп. 1-3, який відрізняється тим, що він є формою для лиття.
6. Виріб за будь-яким з пп. 1-3, який відрізняється тим, що він є контейнером для рідкого металу.
7. Спосіб виготовлення виробу за будь-яким з пп. 1-6 , у якому:
пресують попередньо легований порошок мартенситно-старіючої сталі для одержання виробу без пор, який має твердість менш ніж 40 HRC для забезпечення обробності,
після цього здійснюють відпуск виробу для надання твердості більш ніж 45 HRC, і
попередньо легований порошок містить до 0,08 мас. % С, до 1,0 мас. % Мn, до 1,0 мас. % Si, 2,5-6,0 мас. % Сr, 6,0-10,0 мас. % Мо, 1,0-4,0 мас. % Ni, 9,0-14,0 мас. % Со, до 0,3 мас. % сірки та решту, куди входить залізо та неминучі елементи і домішки.
8. Спосіб за п. 7, який відрізняється тим, що попередньо легований порошок містить до 0,05 мас. % С, 0,1-0,05 мас. % Мn, 0,01-0,5 мас. % Si, 4-5,75 мас. % Cr, 7-9 мас. % Mo, 1,5-3 мас. % Ni, 10-13 мас. % Co, 0,005-0,05 мас. % S та решту, куди входить залізо і неминучі елементи та домішки.
9. Спосіб за п. 7, який відрізняється тим, що попередньо легований порошок містить 0,01-0,04 мас. % С, 0,2-0,4 мас. % Мn, 0,15-0,4 мас. % Si, 4,7-5,3 мас. % Сr, 7,5-8,5 мас. % Мо, 1,7-2,3 мас. % Ni, 10,75-12 мас. % Co, 0,01-0,03 мас. % S та решту, куди входить залізо та неминучі елементи і домішки.
10. Спосіб за будь-яким з пп. 7-9, який відрізняється тим, що відпуск здійснюють при температурах з інтервалу від 540 до 700 °С.
Текст
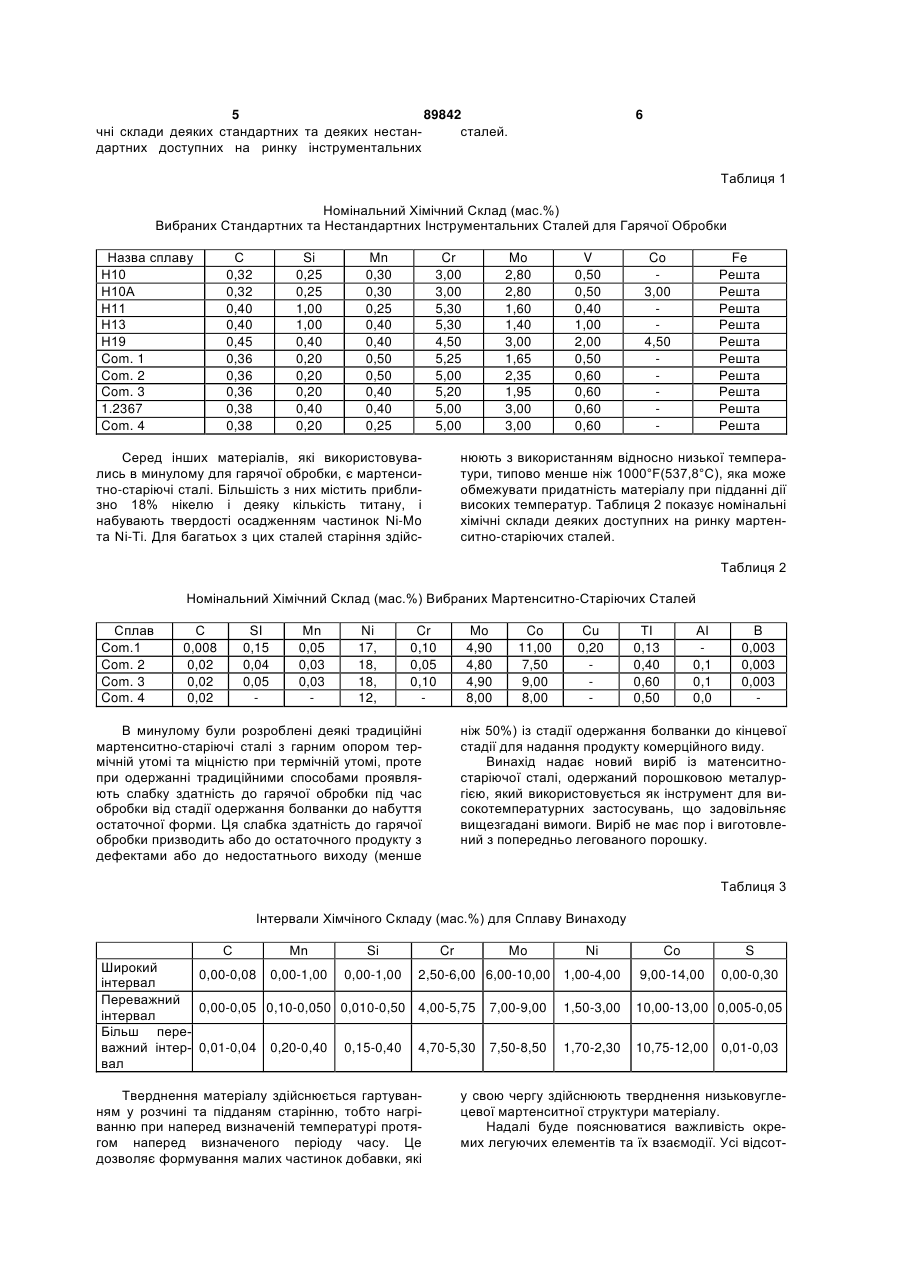
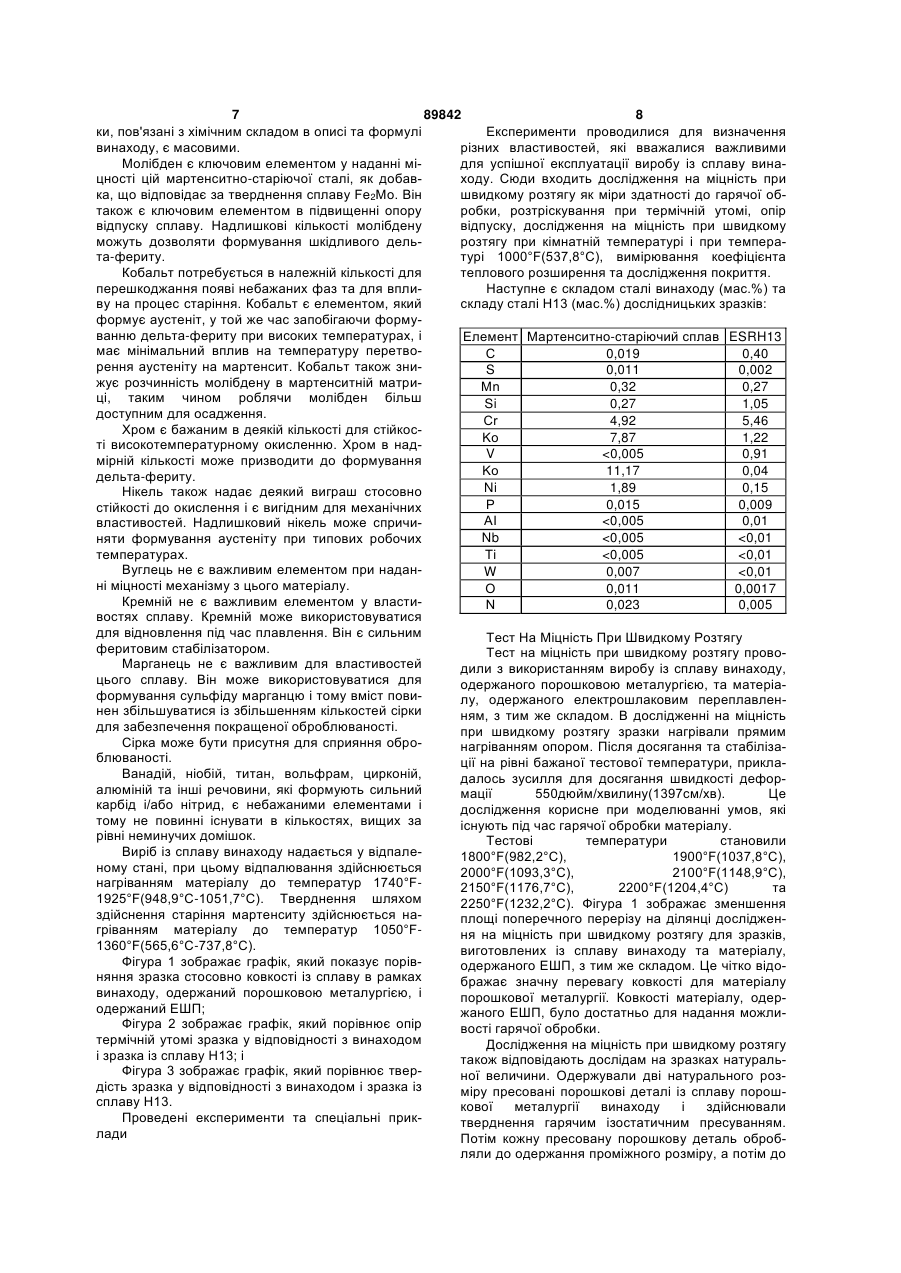
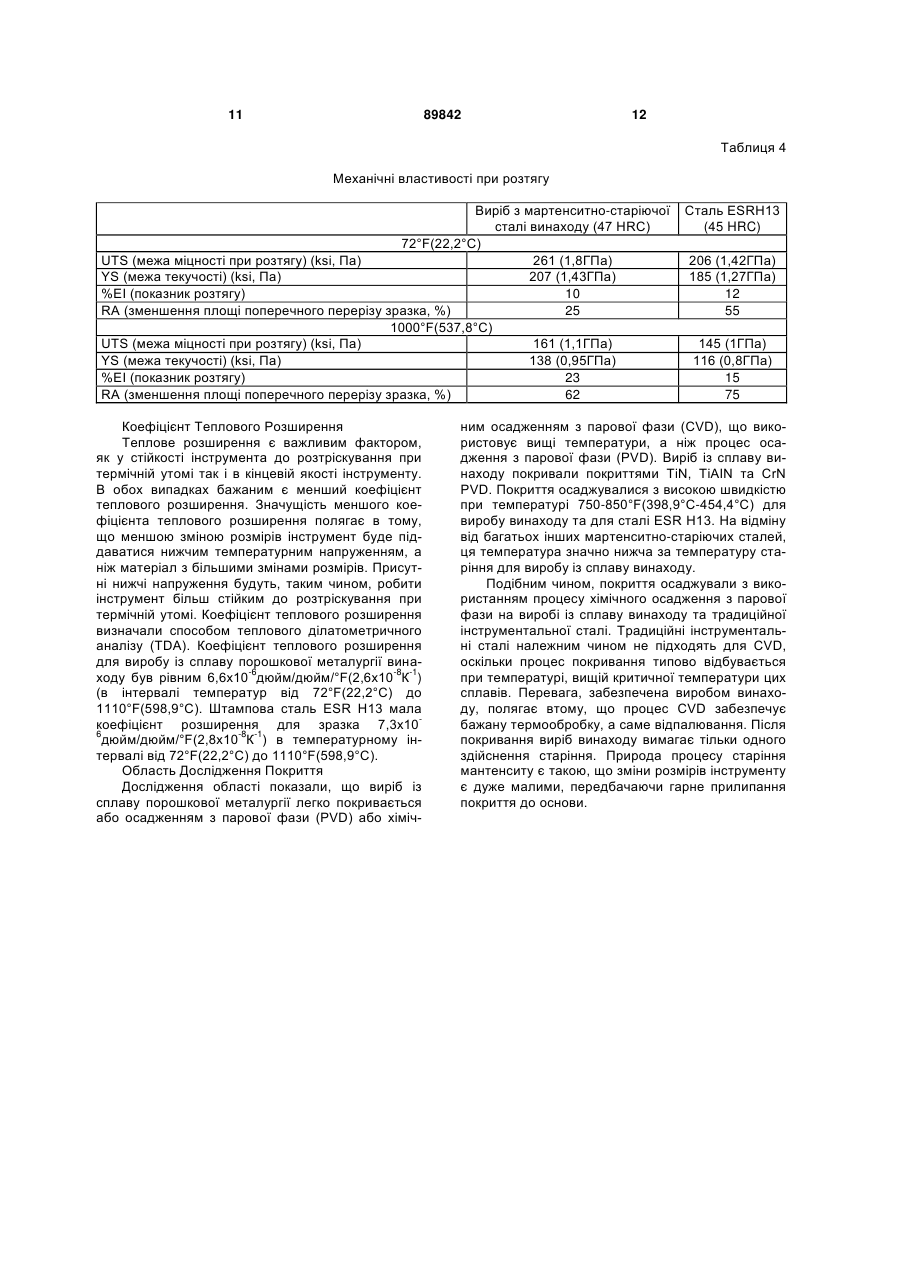
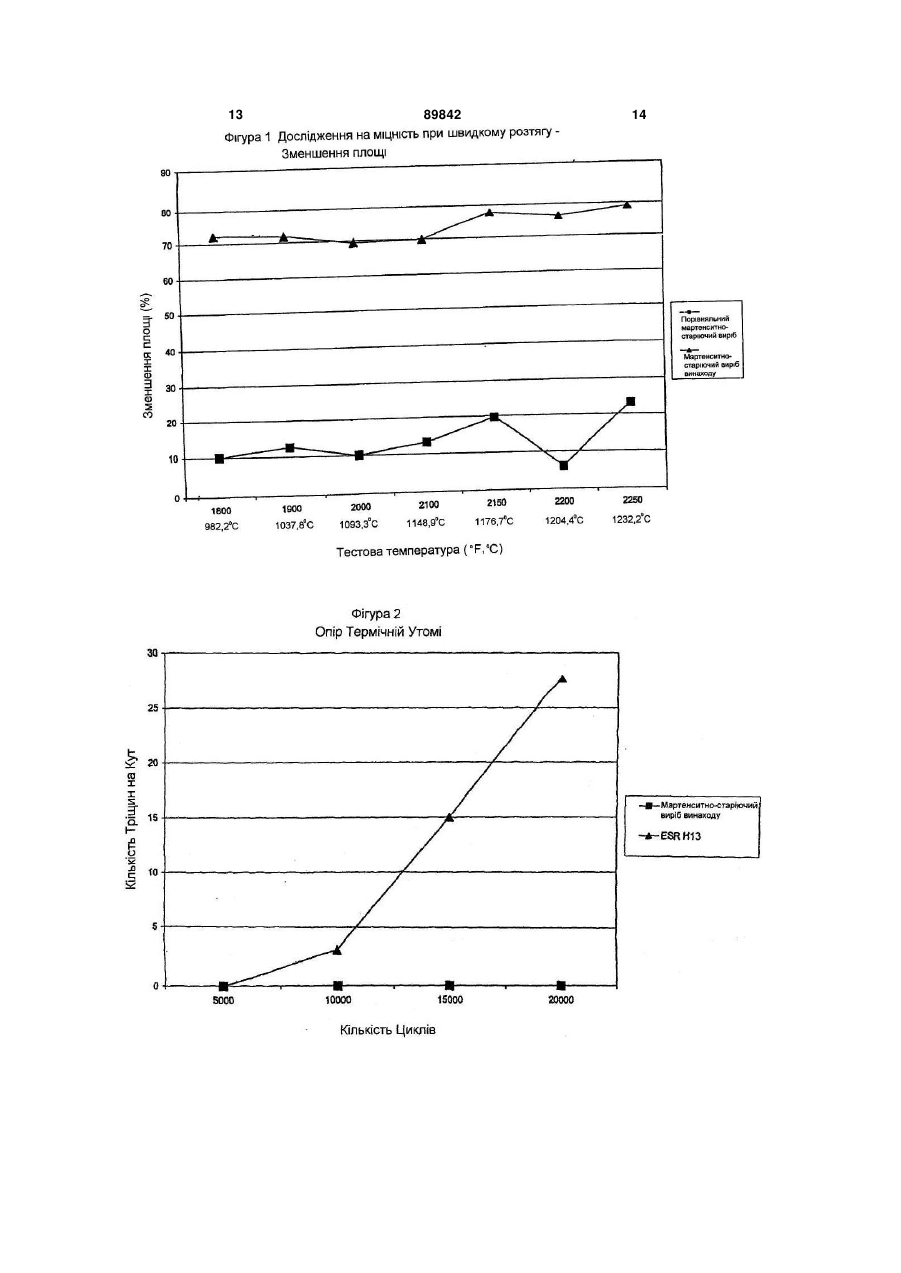
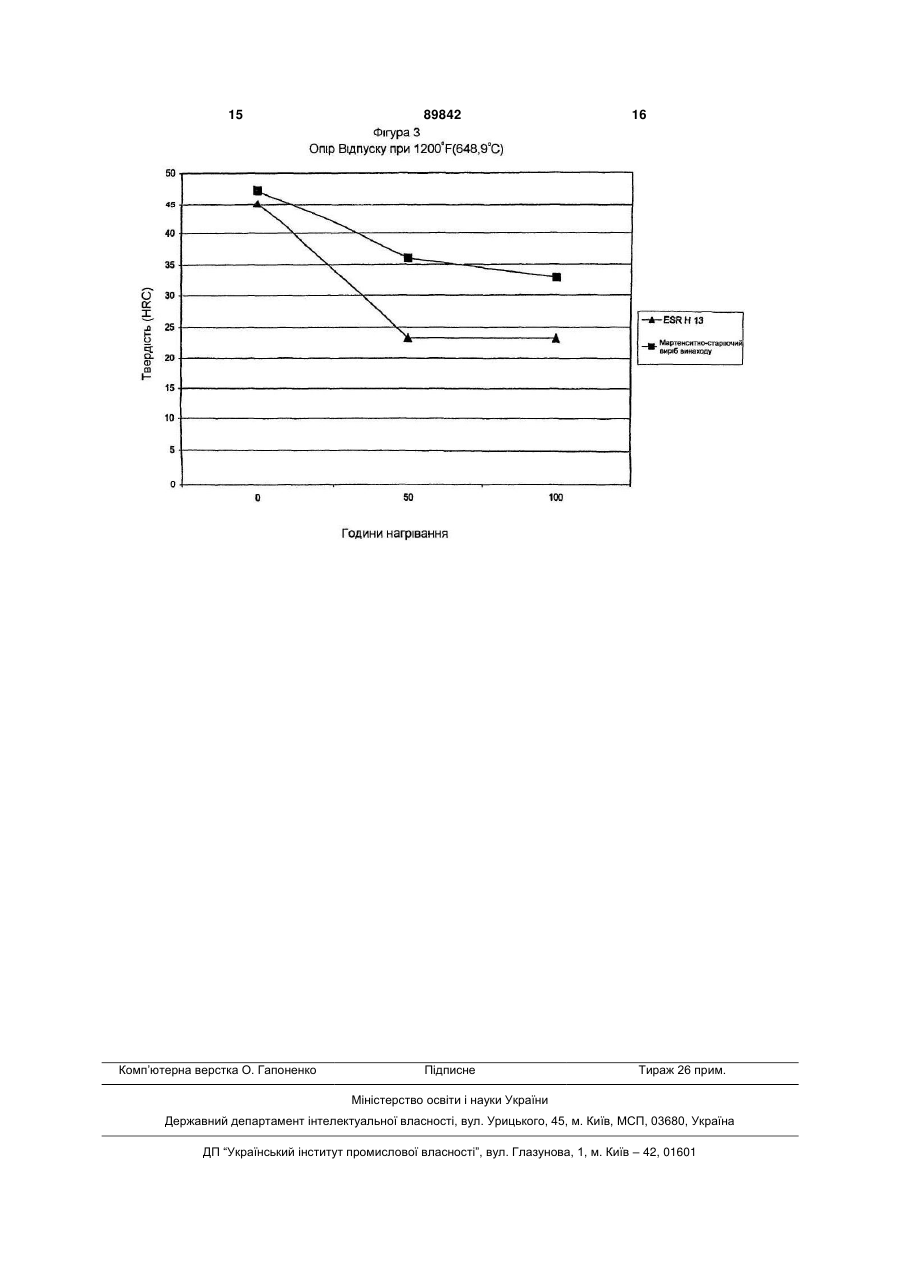
1. Виріб з безпористої мартенситно-старіючої сталі, одержаний методом порошкової металургії з попередньо легованого порошку, який містить: до 0,08 мас. % С, до 1,0 мас. % Мn, до 1,0 мас. % Si, 2,5-6,0 мас. % Сr, 6,0-10,0 мас. % Мо, 1,04,0мас. % Ni, 9,0-14,0 мас. % Со, до 0,3 мас. % сірки та решту, куди входить залізо та неминучі елементи і домішки, при цьому виріб має твердість менше ніж 40 HCR для забезпечення обробності, і після відпуску виріб має твердість більш ніж 45 HRC. 2. Виріб за п. 1, який відрізняється тим, що він містить до 0,05 мас. % С, 0,1-0,05 мас. % Мn, 0,010,5 мас. % Si, 4-5,75 мас. % Сr, 7-9 мас. % Мо, 1,53 мас. % Ni, 10-13 мас. % Co, 0,005-0,05 мас. % S та решту, куди входить залізо та неминучі елементи і домішки. 3. Виріб за п. 1, який відрізняється тим, що він містить 0,01-0,04 мас. % С, 0,2-0,4 мас. % Мn, 0,15-0,4 мас. % Si, 4,7-5,3 мас. % Сr, 7,5-8,5 мас. % Мо, 1,7-2,3 мас. % Ni, 10,75-12 мас. % Co, 0,010,03 мас. % S та решту, куди входять залізо та неминучі елементи і домішки. 2 (19) 1 3 Винахід відноситься до виготовлення виробу з безпористої мартенситно-старіючої сталі із спеціальної композиції з використанням способу обробки порошкової металургії. Сталь, одержана згідно з цим винаходом, або за умови як при гарячому ізостатичному пресуванні або за умови гарячого ізостатичного пресування та умови гарячої обробки, є придатною до застосувань, у яких присутні високі температури або циклічне нагрівання та охолодження. Сталевий виріб винаходу має твердість менше ніж 40 HRC (твердість по шкалі С Роквела) після виготовлення і після гарячої обробки, надаючи можливість його обробляти. Однак, після виготовлення виробу та наступного відпуску його твердість становить більше ніж 45 HRC. Застосування для сталевого виробу винаходу включають обробку пластиків або рідких або гарячих твердих металів, який включає, проте не обмежується, формами для лиття під тиском рідких металів, формами для лиття пластмас, формами для кування інших металів та формами для екструдування. Циклічне нагрівання та охолодження інструментів для цих застосувань характеризує їх. Це циклічне нагрівання та охолодження створює в інструменті достатні напруження для спричинення розтріскування при термічній утомі, також відомого як терморозтріскування. Різні застосування можуть допускати різні величини терморозтріскування. Для деяких продуктів, що вимагають косметичного зовнішнього вигляду високої якості, - форми для лиття можуть замінятися після появи незначних термотріщин. Для інших продуктів, що можуть не вимагати цього косметичного зовнішнього вигляду високої якості, форми для лиття можуть використовуватися навіть з сильним терморозтріскуванням. В усіх випадках, більшість форм для лиття з часом псується і заміняється внаслідок розтріскування при термічній утомі. Існуючі інструментальні сталі для гарячої обробки можуть бути придатними для продуктів з менш суворими вимогами до косметичного вигляду або коротшими циклами експлуатації. Однак, для продукту з високою вимогою до косметичного вигляду існує потреба в інструменті з більшим терміном експлуатації для задоволення вимог виробництва. Інструменти використовуються в декількох застосуваннях, які включають обробку гарячого металу. Цей метал може бути у рідкій формі, як при литті у форму, або у твердій формі, як при гарячій екструзії та гарячому штампуванні. Термін корисного використання усіх цих інструментальних матеріалів типово обмежений розтріскуванням при термічній утомі. Тобто, в ході процесу на поверхні інструмента з'являються більші термоутомні тріщини, а існуючі термоутомні тріщини збільшуються. Форма для лиття замінюється, коли ступінь розтріскування при термічній утомі робить одержану деталь неприйнятної якості. Вимоги до сталі, використовуваної для високотемпературних застосувань, включають: Матеріал повинен мати здатність до термообробки з набуттям твердості, більшої ніж 45 HRC, що є типовою мінімальною робочою твердістю для 89842 4 більшості інструментів попереднього рівня техніки для збереження форми. Матеріал повинен також мати гарну термостійкість. Втомлене розтріскування відноситься до міцності матеріалу. Тому, краща міцність є одним фактором, що може покращити стійкість до розтріскування при термічній утомі. Внаслідок експлуатації форми для лиття, яка піддається впливу високих температур, може відбуватися розм'якшення її матеріалу. Це розм'якшення матеріалу також зменшує міцність матеріалу, роблячи його більш чутливим до розтріскування при термічній утомі. Тому, матеріал інструменту повинен мати гарну стійкість до розм'якшення, також відому як опір відпуску. Багато з інструментів, використовуваних у вищезгаданих операціях, виходять з ладу внаслідок присутності термоутомних тріщин. Термоутомні тріщини мають характеристики, подібні з традиційним утомним розтріскуванням. Однак, у випадку розтріскування при термічній утомі, напруження вносяться в інструмент циклічним нагріванням та охолодженням. Тому, важливо, щоб матеріал для такого інструмента мав гарну стійкість до розтріскування при термічній утомі. Теплове розширення інструмента під час циклу нагрівання та охолодження створює в ньому напруження. Тому, матеріал повинен мати якомога менший коефіцієнт теплового розширення або як мінімум менший за коефіцієнт використовуваних в даний час матеріалів. Багато інструментів покривають для захисту від ерозії. Тому, матеріал форми для лиття повинен бути придатним до покривання шляхом PVD (осадженням з парової фази) або іншим відповідним способом покривання. Хоча деякі застосування можуть використовувати винахід при умові AS-HIP (як при гарячому ізостатичному пресуванні), більшість застосувань будуть вимагати гарячої обробки матеріалу на менших ділянках, прийнятних для споживача. Тому, матеріал повинен мати гарну здатність до гарячої обробки. На даний момент для гарячої обробки використовуються декілька матеріалів. Для цих застосувань були розроблені інструментальні сталі серії Н, серед яких найбільш вживаними є інструментальні сталі для гарячої обробки типу 5Сr. Сюди входять сталі, відомі в США як Н13 та Н11. Сталь класу Н13 номінально містить 0,38мас.% вуглецю, 5,25мас.% хрому, 1,25мас.% молібдену, 1,0мас.% кремнію та 1,0мас.% ванадію. Сталь класу Н11 є по суті сталлю класу Н13, проте з 0,5мас.% ванадію. Для більш інтенсивних застосувань, сталі класу Н11 або Н13 типово обробляються з використанням способів електрошлакового переплавлення (ЕШП) або вакуумного дугового переплавлення (ВДП). Також використовувались декілька варіантів цих інструментальних сталей типу 5Сr. Серед найбільш значущих є сталі класу Н11 з меншим вмістом кремнію для забезпечення більшої ударної в'язкості. Іншою є сталь Н11 з нижчим вмістом кремнію та доданим молібденом для покращення опору відпуску. Таблиця 1 показує номінальні хімі 5 89842 чні склади деяких стандартних та деяких нестансталей. дартних доступних на ринку інструментальних 6 Таблиця 1 Номінальний Хімічний Склад (мас.%) Вибраних Стандартних та Нестандартних Інструментальних Сталей для Гарячої Обробки Назва сплаву Н10 Н10А Н11 Н13 Н19 Com. 1 Com. 2 Com. 3 1.2367 Com. 4 С 0,32 0,32 0,40 0,40 0,45 0,36 0,36 0,36 0,38 0,38 Si 0,25 0,25 1,00 1,00 0,40 0,20 0,20 0,20 0,40 0,20 Mn 0,30 0,30 0,25 0,40 0,40 0,50 0,50 0,40 0,40 0,25 Cr 3,00 3,00 5,30 5,30 4,50 5,25 5,00 5,20 5,00 5,00 Серед інших матеріалів, які використовувались в минулому для гарячої обробки, є мартенситно-старіючі сталі. Більшість з них містить приблизно 18% нікелю і деяку кількість титану, і набувають твердості осадженням частинок Ni-Mo та Ni-Ti. Для багатьох з цих сталей старіння здійс Mo 2,80 2,80 1,60 1,40 3,00 1,65 2,35 1,95 3,00 3,00 V 0,50 0,50 0,40 1,00 2,00 0,50 0,60 0,60 0,60 0,60 Co 3,00 4,50 Fe Решта Решта Решта Решта Решта Решта Решта Решта Решта Решта нюють з використанням відносно низької температури, типово менше ніж 1000°F(537,8°C), яка може обмежувати придатність матеріалу при підданні дії високих температур. Таблиця 2 показує номінальні хімічні склади деяких доступних на ринку мартенситно-старіючих сталей. Таблиця 2 Номінальний Хімічний Склад (мас.%) Вибраних Мартенситно-Старіючих Сталей Сплав Соm.1 Com. 2 Com. 3 Com. 4 С 0,008 0,02 0,02 0,02 SI 0,15 0,04 0,05 Μn 0,05 0,03 0,03 Ni 17, 18, 18, 12, Cr 0,10 0,05 0,10 В минулому були розроблені деякі традиційні мартенситно-старіючі сталі з гарним опором термічній утомі та міцністю при термічній утомі, проте при одержанні традиційними способами проявляють слабку здатність до гарячої обробки під час обробки від стадії одержання болванки до набуття остаточної форми. Ця слабка здатність до гарячої обробки призводить або до остаточного продукту з дефектами або до недостатнього виходу (менше Mo 4,90 4,80 4,90 8,00 Co 11,00 7,50 9,00 8,00 Cu 0,20 ТІ 0,13 0,40 0,60 0,50 ΑΙ 0,1 0,1 0,0 B 0,003 0,003 0,003 ніж 50%) із стадії одержання болванки до кінцевої стадії для надання продукту комерційного виду. Винахід надає новий виріб із матенситностаріючої сталі, одержаний порошковою металургією, який використовується як інструмент для високотемпературних застосувань, що задовільняє вищезгадані вимоги. Виріб не має пор і виготовлений з попередньо легованого порошку. Таблиця 3 Інтервали Хімчіного Складу (мас.%) для Сплаву Винаходу С Μn Si Cr Mo Ni Широкий 0,00-0,08 0,00-1,00 0,00-1,00 2,50-6,00 6,00-10,00 1,00-4,00 інтервал Переважний 0,00-0,05 0,10-0,050 0,010-0,50 4,00-5,75 7,00-9,00 1,50-3,00 інтервал Більш переважний інтер- 0,01-0,04 0,20-0,40 0,15-0,40 4,70-5,307,50-8,50 1,70-2,30 вал Тверднення матеріалу здійснюється гартуванням у розчині та підданям старінню, тобто нагріванню при наперед визначеній температурі протягом наперед визначеного періоду часу. Це дозволяє формування малих частинок добавки, які Co S 9,00-14,00 0,00-0,30 10,00-13,00 0,005-0,05 10,75-12,00 0,01-0,03 у свою чергу здійснюють тверднення низьковуглецевої мартенситної структури матеріалу. Надалі буде пояснюватися важливість окремих легуючих елементів та їх взаємодії. Усі відсот 7 89842 8 ки, пов'язані з хімічним складом в описі та формулі Експерименти проводилися для визначення винаходу, є масовими. різних властивостей, які вважалися важливими Молібден є ключовим елементом у наданні мідля успішної експлуатації виробу із сплаву винацності цій мартенситно-старіючої сталі, як добавходу. Сюди входить дослідження на міцність при ка, що відповідає за тверднення сплаву Fe2Mo. Він швидкому розтягу як міри здатності до гарячої обтакож є ключовим елементом в підвищенні опору робки, розтріскування при термічній утомі, опір відпуску сплаву. Надлишкові кількості молібдену відпуску, дослідження на міцність при швидкому можуть дозволяти формування шкідливого дельрозтягу при кімнатній температурі і при температа-фериту. турі 1000°F(537,8°C), вимірювання коефіцієнта Кобальт потребується в належній кількості для теплового розширення та дослідження покриття. перешкоджання появі небажаних фаз та для вплиНаступне є складом сталі винаходу (мас.%) та ву на процес старіння. Кобальт є елементом, який складу сталі Н13 (мас.%) дослідницьких зразків: формує аустеніт, у той же час запобігаючи формуванню дельта-фериту при високих температурах, і Елемент Мартенситно-старіючий сплав ESRH13 має мінімальний вплив на температуру перетвоС 0,019 0,40 рення аустеніту на мартенсит. Кобальт також зниS 0,011 0,002 жує розчинність молібдену в мартенситній матриΜn 0,32 0,27 ці, таким чином роблячи молібден більш Si 0,27 1,05 доступним для осадження. Сr 4,92 5,46 Хром є бажаним в деякій кількості для стійкосKо 7,87 1,22 ті високотемпературному окисленню. Хром в надV
ДивитисяДодаткова інформація
Назва патенту англійськоюArticle from fully dense maraging steel and method for its production
Автори англійськоюMuha Joseph F., WOJCIESZYNSKI ANDRZEJ, McTiernan Brian J.
Назва патенту російськоюИзделие из безпористои мартенситно-стареющей стали и способ его изготовления
Автори російськоюМуха Джозеф Ф., Войцешинськи Анджей Л., МакТирнан Браян Дж.
МПК / Мітки
МПК: C22C 38/52, C22C 1/04, B22F 5/00, C22C 33/02, B22F 5/10, C22C 38/44
Мітки: виготовлення, безпористої, спосіб, сталі, виріб, мартенситно-старіючої
Код посилання
<a href="https://ua.patents.su/8-89842-virib-z-bezporisto-martensitno-stariyucho-stali-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Виріб з безпористої мартенситно-старіючої сталі та спосіб його виготовлення</a>
Спосіб виготовлення безшовних труб з мартенситно-феритної сталі

Номер патенту: 26279
Опубліковано: 10.09.2007
Автори: Самойленко Ігор Володимирович, Степаненко Віктор Іванович, Шперлін Павло Ілліч, Непопалов Володимир Миколайович, Ковбаса Ігор Георгійович, Львова Вікторія Юріївна, Куценко Михайло Олексійович, Чудний Євгеній Васильович, Балєв Андрій Євгенович, Чаплицький Володимир Павлович, Кулик Денис Анатолійович, Тенета Михайло Володимирович, Довгополюк Тетяна Петрівна, Волошин Євгеній Юрійович, Чекмарьов Олександр Ілліч, Тіпер Едуард Анатолійович, Шпак Олег Вікторович, Мещерякова Тетяна Петрівна, Дуплій Юлія Вікторівна, Кайда Іван Іванович, Гречаник Лілія Володимирівна, Головченко Олексій Павлович, Трегуб Анатолій Степанович, Курдіновський Євгеній Сергійович, Поночовний Володимир Володимирович, Заплюсвичка Руслан Володимирович, Русакова Валентина Іванівна, Кайда Валентина Іванівна, Балинський Віталій Миколайович, Головачук Олександр Павлович, Чекмарьов В'ячеслав Віталійович, Терещенко Андрій Анатолійович, Винокуров Микола Васильович, Білецький Юрій Борисович, Бєрлов Андрій Іванович, Янова Віта Анатоліївна, Красюк Дмитро Ігоревич
МПК: B21C 23/00
Мітки: виготовлення, мартенситно-феритної, труб, спосіб, безшовних, сталі
Формула / Реферат:
Спосіб виготовлення безшовних труб з мартенситно-феритної сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також наступну прокатку на готовий розмір теплим способом, який...
Спосіб одержання металевого захисного покриття на довгомірному виробі з вуглецевої сталі, пристрій для його здійснення та довгомірний виріб з вуглецевої сталі з алюмінієвим покриттям
Номер патенту: 76870
Опубліковано: 15.09.2006
Автори: Мещеряков Ілля Володимирович, Мещерякова Ася Олексіївна
МПК: C23C 2/36
Мітки: вироби, одержання, здійснення, металевого, виріб, покриття, алюмінієвим, вуглецевої, довгомірний, сталі, покриттям, довгомірному, пристрій, спосіб, захисного
Формула / Реферат:
1. Спосіб одержання металевого захисного покриття на рухомих довгомірних виробах з вуглецевої сталі, що включає попереднє активування поверхні виробу обробкою потоком твердих частинок, алюмінування в розплаві при температурі 700-740°С при рівномірному перемішуванні розплаву в усьому об’ємі ванни під дією біжучого електромагнітного поля, примусове охолодження довгомірного виробу з захисним покриттям та його прокатку, який відрізняється тим, що...
Панчоха, шкарпетка або подібний до них виріб та спосіб його виготовлення
Номер патенту: 70338
Опубліковано: 15.10.2004
Автор: Кальде Франц-Йозеф
МПК: A41B 11/00
Мітки: них, шкарпетка, подібний, панчоха, виріб, виготовлення, спосіб
Формула / Реферат:
1. Панчоха, шкарпетка або подібний до них виріб зі стопою (2), верхом (3), що з'єднаний зі стопою (2), суцільно з верхом (3) виконаною тасьмою (4), розташованою навпроти стопи (2), допоміжним утримувальним елементом (5), виконаним на внутрішній поверхні (6) тасьми (4), і кількома утримувальними структурами (7, 7а, 8, 12, 15, 19), які розташовані на певній відстані одна від одної і утворюють допоміжний утримувальний елемент (5), який...
Термостійкий керамічний виріб (варіанти) та спосіб його виготовлення
Номер патенту: 70317
Опубліковано: 15.10.2004
Автор: Ханзе Ерік
МПК: B22D 41/14, B32B 18/00, B22D 41/22
Мітки: виготовлення, виріб, варіанти, термостійкий, керамічний, спосіб
Формула / Реферат:
1. Багатошаровий керамічний виріб, який включає певну кількість шарів першої фази, включаючи сплавлену та/або зв’язану вуглецем гранульовану кераміку, та розташований між сусідніми шарами першої фази шар другої фази, яка механічно або хімічно відрізняється від першої.2. Виріб за п. 1, який відрізняється тим, що шари першої фази мають товщину від приблизно 0,05 мм до приблизно 20 мм, причому шар другої фази має товщину від приблизно...
Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати, спосіб його виготовлення і установка для його виготовлення
Номер патенту: 74198
Опубліковано: 15.11.2005
Автори: Калеро Клер, Ковентрі-Сейлор Кетлін Х., Бофіс Себастьєн
МПК: C03C 25/24, E04B 1/78
Мітки: виготовлення, мінеральної, основі, виріб, теплоізоляційний, вати, спосіб, установка, звукоізоляційний
Формула / Реферат:
1. Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати типу скловати або вати з азбесту або базальту, який відрізняється тим, що щонайменше частина зовнішньої поверхні цього виробу позбавлена зовнішнього покриття, причому ця частина поверхні оброблена складом, який має пом'якшувальні властивості і який містить щонайменше одну поверхнево-активну речовину.2. Ізоляційний виріб за п. 1, який відрізняється тим, що ця...
Попередній патент: Фунгіцидна суміш на основі азолопіримідиніламіну, засіб на її основі, спосіб боротьби з фітопатогенними грибами та посівний матеріал
Наступний патент: Спосіб одержання амінометильних похідних 3-алкілхінолін-4-онів
Випадковий патент: Клеючий олівець