Пристрій і спосіб для вимірювання і подання матеріалу в електричну дугову піч, спосіб і пристрій для рафінування сталі
Номер патенту: 90891
Опубліковано: 10.06.2010
Автори: Арджента Паоло, Лодаті Клаудіо, Б'янкі Феррі Мауро, Реалі Сілвіо
Формула / Реферат
1. Пристрій для вимірювання і регулювання подання завантажуваного матеріалу і металолому в електричну дугову піч, що має перекидну платформу, встановлену на опорній основі, і корпус печі, встановлений на опорах на перекидній платформі, причому цей пристрій має засіб автоматичного регулювання подання завантажуваного матеріалу або металолому у залежності від потужності, що подається до ванни, і вимірювальний засіб для вимірювання кількості доданого завантажуваного матеріалу, який корельований з засобом автоматичного регулювання і який має:
- засіб для зважування корпусу печі, її вмісту і будь-яких інших компонентів, які може нести корпус, причому цей засіб для зважування утворює для корпусу печі опорну структуру у формі опорних роликів, встановлених на перекидній платформі і розташованих під опорами корпусу печі, а щонайменше два з опорних роликів складаються з вимірювальних роликів, обладнаних датчиками для прямого або непрямого зчитування ваги, і
- систему збирання даних із зчитаних вимірювань про кількість доданого у ванну завантажуваного матеріалу або металолому, поданого засобом для зважування, диференційованих у часі, причому
засіб автоматичного регулювання виконаний з можливістю одержання зазначених зчитувальних вимірювань та оптимізування завантажуваного потоку згідно з відповідним алгоритмом регулюванням швидкості подання завантажуваного матеріалу або металолому в залежності від потужності, що подається до ванни.
2. Пристрій за п. 1, в якому є третій опорний ролик, який також є вимірювальним роликом, обладнаним датчиками для прямого або непрямого зчитування ваги.
3. Пристрій за п. 1, в якому засіб автоматичного регулювання подання завантажуваного матеріалу або металолому забезпечує системи зв'язку і регулювання для засобу завантаження або подання завантажуваного матеріалу або металолому.
4. Пристрій за будь-яким з попередніх пп., який виконаний з можливістю подання завантажуваного матеріалу у піч безперервно.
5. Спосіб вимірювання і регулювання подання завантажуваного матеріалу або металолому в електричну дугову піч, яка має перекидну платформу, встановлену на опорній основі, і корпус печі, встановлений на опорах на перекидній платформі, за яким:
- зважують доданий в ванну завантажуваний матеріал або металолом шляхом зважування корпусу печі, її вмісту та інших компонентів, які вона може нести, з використанням засобу для зважування, який утворює для корпусу печі опорну структуру у формі опорних роликів, які встановлені на перекидній платформі і розташовані під опорами корпусу печі, а щонайменше два з яких складаються з вимірювальних роликів, обладнаних датчиками для прямого або непрямого зчитування ваги,
- одержують із зчитаних вимірювань дані про кількість доданого завантажуваного матеріалу або металолому, надані пристроєм зважування, диференційовані у часі,
- оптимізують завантажуваний потік придатним для цього алгоритмом шляхом регулювання швидкості подання завантажуваного матеріалу або металолому в залежності від потужності, що подається до ванни.
6. Спосіб за п. 5, за яким зважування завантажуваного матеріалу здійснюють будь-яким відомим способом вимірювання ваги.
7. Спосіб рафінування сталі, за яким здійснюють:
- безперервне попереднє нагрівання завантажуваного матеріалу;
- подання зазначеного матеріалу, що містить залізо, залізо, одержане прямим відновленням, або їх суміш в електричну дугову піч для плавлення і рафінування, яка має перекидну платформу, встановлену на опорній основі, і корпус печі, встановлений на опорах на перекидній платформі;
- подання шлакоутворюючих елементів у ванну для виготовлення сталі;
- введення карбонізуючих елементів у піч для виготовлення сталі;
- електричне нагрівання завантаженого матеріалу електродами для плавлення цього матеріалу і утворення ванни розплавленого металу усередині печі з шаром розплавленого шлаку на зазначеній ванні розплавленого металу;
- підтримання зазначеного шлаку у піноподібному стані протягом процесу виготовлення сталі ;
- подання шлакоутворюючих металевих елементів і карбонізуючих елементів у зазначену піч;
- підтримання повної електричної потужності у печі протягом повного завантаження, плавлення і рафінування;
- переривчате випускання металу з печі з підтриманням усередині корпусу печі дзеркала розплавленого металу, вагова кількість якого складає приблизно від 10 % до 30 % відносно ваги до випускання;
який відрізняється тим, що подання завантажуваного матеріалу або металолому, заліза, одержаного прямим відновленням, або їх суміші в електричну дугову піч включає такі додаткові операції:
- зважування доданого у ванну завантажуваного матеріалу або металолому з використанням засобу для зважування, що утворює опорну структуру для корпусу печі у формі опорних роликів, які встановлені на перекидній платформі, розташовані під опорами корпусу печі і щонайменше два з яких складаються з вимірювальних роликів, обладнаних датчиками для прямого або непрямого зчитування ваги зважуванням корпусу печі, її вмісту і будь-яких інших компонентів, які може нести корпус;
- одержання із зчитаних вимірювань даних про кількість доданого у ванну завантажуваного матеріалу або металолому, що забезпечуються засобом для зважування, диференційованих у часі;
- оптимізування потоку подання придатними для цього алгоритмами шляхом регулювання швидкості подання завантажуваного матеріалу або металолому в залежності від потужності, що подають до ванни.
8. Спосіб за будь-яким з пп. 5-7, який відрізняється тим, що подання завантажуваного матеріалу у піч є безперервним.
9. Пристрій для рафінування сталі, який має:
- дугову піч для виготовлення сталі, що призначена для плавлення і рафінування металу, завантаженого у зазначену піч, причому зазначена піч має перекидну платформу, встановлену на опорній основі, і корпус печі, встановлений на опорах на перекидній платформі;
- електроди, які простягнені усередину зазначеної печі щонайменше до проміжного рівня між рівнем шлаку і рівнем розплавленого матеріалу у ванні;
- засіб для подання, з'єднаний з зазначеною піччю, для введення завантажуваних матеріалів усередину зазначеної печі без необхідності виймання електродів;
- допалювальний засіб, виконаний з можливістю взаємодії з засобом для подання і призначений для попереднього нагрівання завантажуваних матеріалів всередині цього засобу для подання;
- засіб для вимірювання і регулювання подання завантажуваного матеріалу або металолому, який має засіб автоматичного регулювання подання завантажуваного матеріалу або металолому і вимірювальний засіб для вимірювання кількості доданого завантажуваного матеріалу, який корельований з засобом автоматичного регулювання і який має засіб для зважування, призначений для зважування корпусу печі, її вмісту і будь-яких інших компонентів, які може нести корпус, причому цей засіб для зважування утворює для корпусу печі опорну структуру у формі опорних роликів, встановлених на перекидній платформі і розташованих під опорами корпусу печі, а щонайменше два з опорних роликів складаються з вимірювальних роликів, обладнаних датчиками для прямого або непрямого зчитування ваги, і має, крім того, систему збирання даних із зчитаних вимірювань про кількість доданого у ванну завантажуваного матеріалу або металолому, поданих засобом для зважування, диференційованих у часі, причому засіб автоматичного регулювання виконаний з можливістю одержання зазначених зчитувальних вимірювань та оптимізування завантажуваного потоку придатними для цього алгоритмами шляхом регулювання швидкості подання завантажуваного матеріалу або металолому в залежності від потужності, що подається до ванни;
- герметично закритий механічний засіб, розташований у вхідній секції засобу подання завантажуваного матеріалу;
- засіб інжекції газу, який контактує з зазначеною піччю вище і/або нижче звичайного рівня розплавленого металу у ванні; і
- засіб нахилення зазначеної печі для здійснення шлаковідділення та випускання металу, причому засіб випускання металу розташований таким чином, що нахил зазначеної печі може підтримувати дзеркало розплавленого металу всередині ванни з вагою, яка складає приблизно від 10 % до 30 % відносно ваги до операції випускання.
10. Пристрій за п. 9, який відрізняється тим, що виконаний з можливістю подання завантажуваного матеріалу у піч безперервно.
Текст
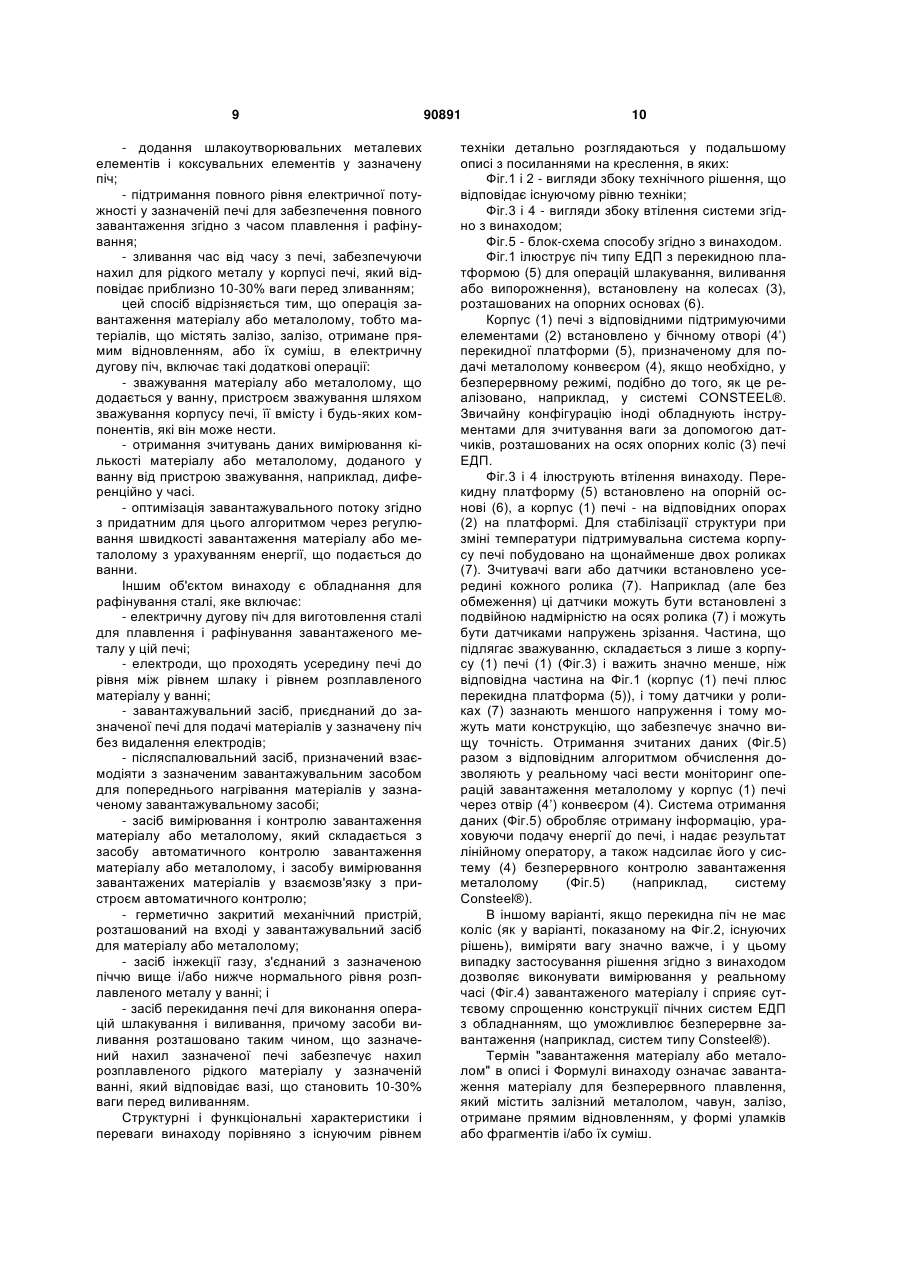
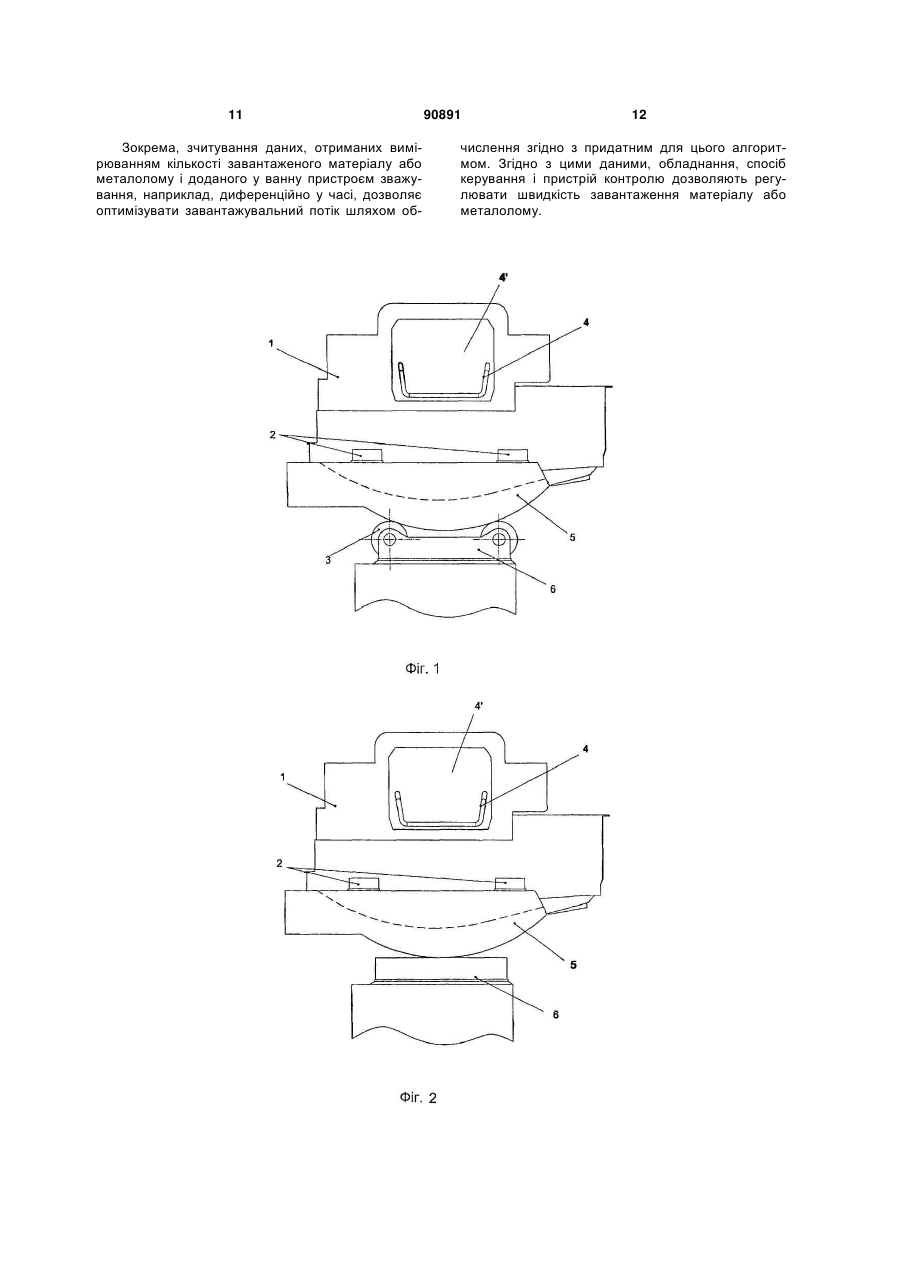
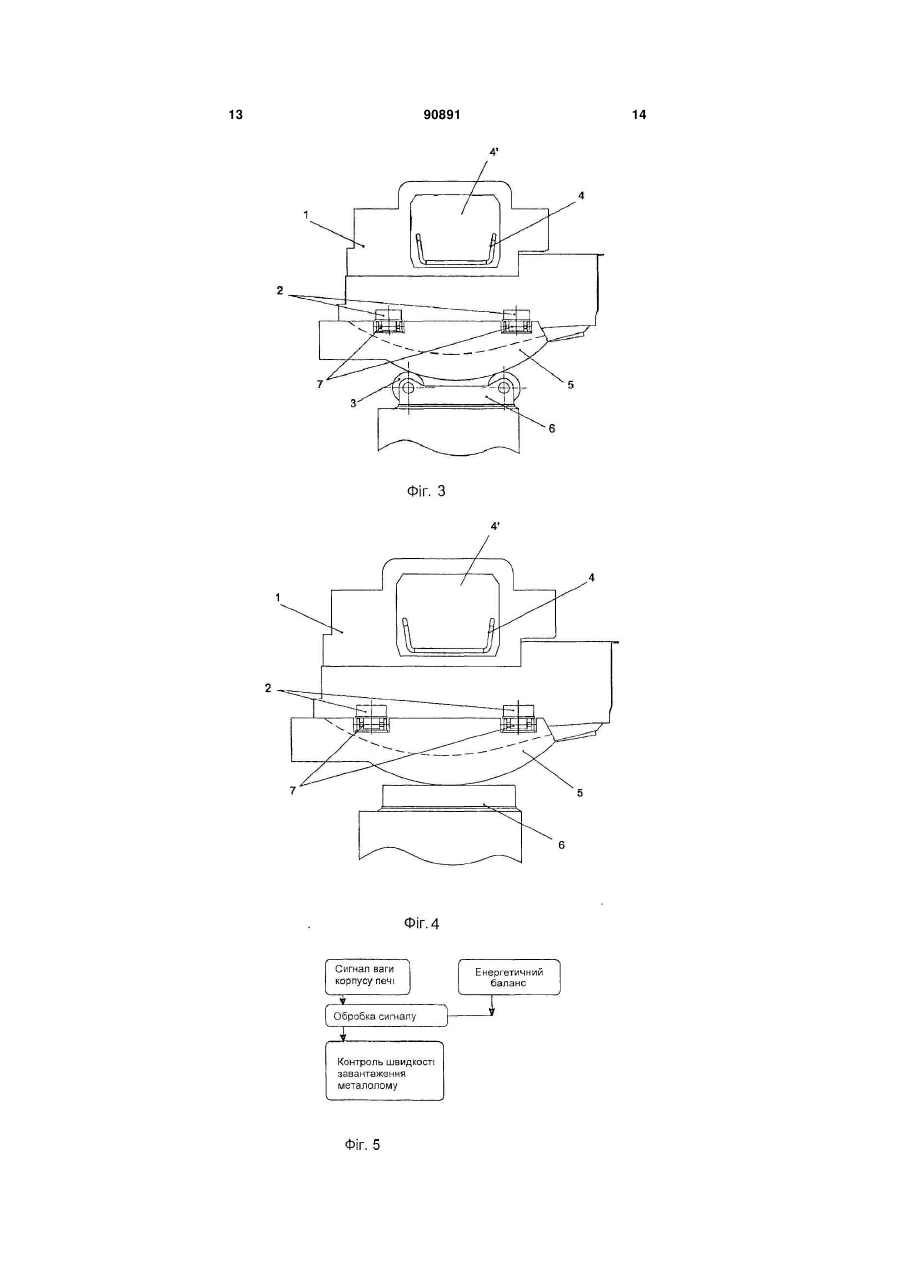
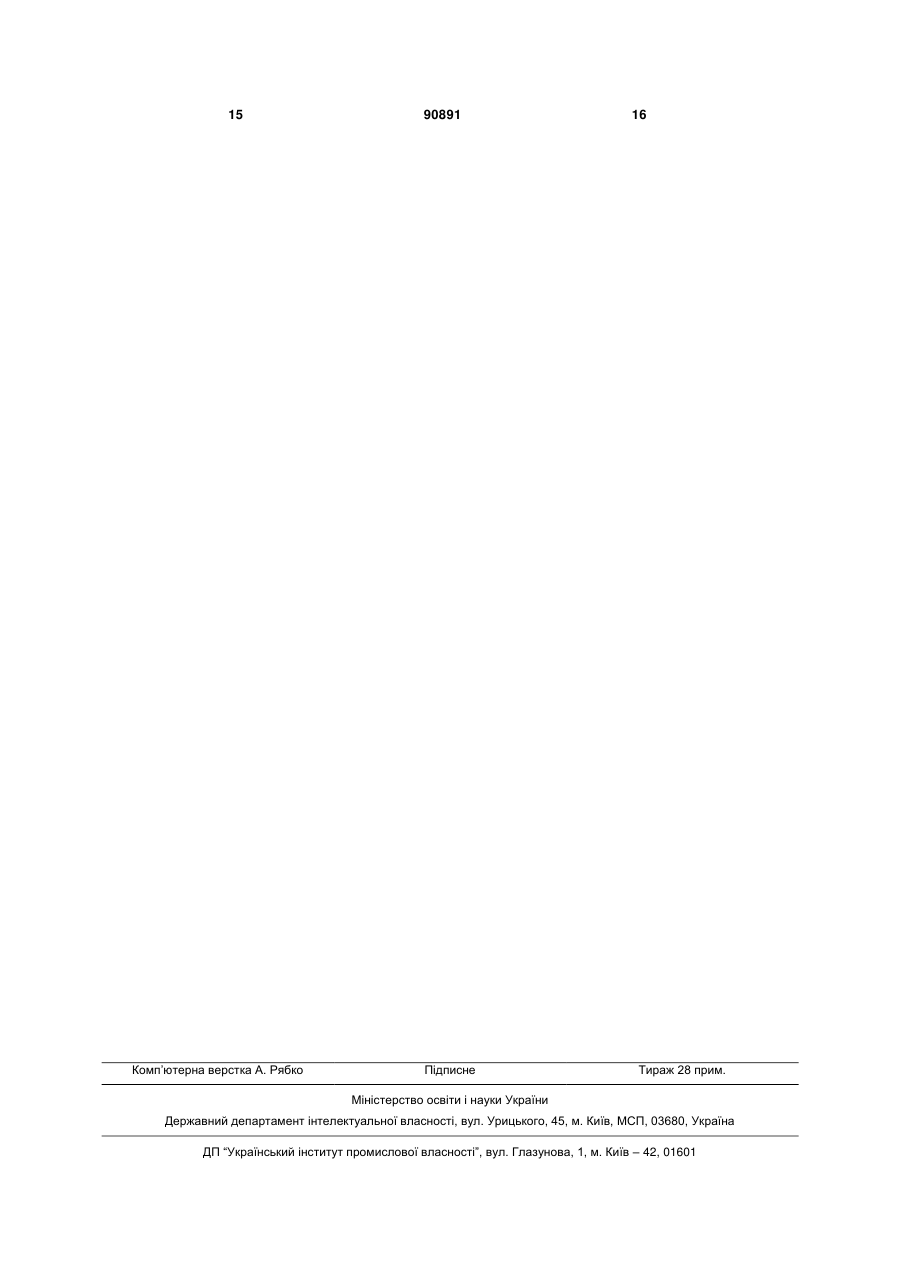
1. Пристрій для вимірювання і регулювання подання завантажуваного матеріалу і металолому в електричну дугову піч, що має перекидну платформу, встановлену на опорній основі, і корпус печі, встановлений на опорах на перекидній платформі, причому цей пристрій має засіб автоматичного регулювання подання завантажуваного матеріалу або металолому у залежності від потужності, що подається до ванни, і вимірювальний засіб для вимірювання кількості доданого завантажуваного матеріалу, який корельований з засобом автоматичного регулювання і який має: - засіб для зважування корпусу печі, її вмісту і будь-яких інших компонентів, які може нести корпус, причому цей засіб для зважування утворює для корпусу печі опорну структуру у формі опорних роликів, встановлених на перекидній платфо 2 (19) 1 3 - зважують доданий в ванну завантажуваний матеріал або металолом шляхом зважування корпусу печі, її вмісту та інших компонентів, які вона може нести, з використанням засобу для зважування, який утворює для корпусу печі опорну структуру у формі опорних роликів, які встановлені на перекидній платформі і розташовані під опорами корпусу печі, а щонайменше два з яких складаються з вимірювальних роликів, обладнаних датчиками для прямого або непрямого зчитування ваги, - одержують із зчитаних вимірювань дані про кількість доданого завантажуваного матеріалу або металолому, надані пристроєм зважування, диференційовані у часі, - оптимізують завантажуваний потік придатним для цього алгоритмом шляхом регулювання швидкості подання завантажуваного матеріалу або металолому в залежності від потужності, що подається до ванни. 6. Спосіб за п. 5, за яким зважування завантажуваного матеріалу здійснюють будь-яким відомим способом вимірювання ваги. 7. Спосіб рафінування сталі, за яким здійснюють: - безперервне попереднє нагрівання завантажуваного матеріалу; - подання зазначеного матеріалу, що містить залізо, залізо, одержане прямим відновленням, або їх суміш в електричну дугову піч для плавлення і рафінування, яка має перекидну платформу, встановлену на опорній основі, і корпус печі, встановлений на опорах на перекидній платформі; - подання шлакоутворюючих елементів у ванну для виготовлення сталі; - введення карбонізуючих елементів у піч для виготовлення сталі; - електричне нагрівання завантаженого матеріалу електродами для плавлення цього матеріалу і утворення ванни розплавленого металу усередині печі з шаром розплавленого шлаку на зазначеній ванні розплавленого металу; - підтримання зазначеного шлаку у піноподібному стані протягом процесу виготовлення сталі ; - подання шлакоутворюючих металевих елементів і карбонізуючих елементів у зазначену піч; - підтримання повної електричної потужності у печі протягом повного завантаження, плавлення і рафінування; - переривчате випускання металу з печі з підтриманням усередині корпусу печі дзеркала розплавленого металу, вагова кількість якого складає приблизно від 10 % до 30 % відносно ваги до випускання; який відрізняється тим, що подання завантажуваного матеріалу або металолому, заліза, одержаного прямим відновленням, або їх суміші в електричну дугову піч включає такі додаткові операції: - зважування доданого у ванну завантажуваного матеріалу або металолому з використанням засобу для зважування, що утворює опорну структуру для корпусу печі у формі опорних роликів, які встановлені на перекидній платформі, розташовані під опорами корпусу печі і щонайменше два з яких складаються з вимірювальних роликів, обладнаних датчиками для прямого або непрямого 90891 4 зчитування ваги зважуванням корпусу печі, її вмісту і будь-яких інших компонентів, які може нести корпус; - одержання із зчитаних вимірювань даних про кількість доданого у ванну завантажуваного матеріалу або металолому, що забезпечуються засобом для зважування, диференційованих у часі; - оптимізування потоку подання придатними для цього алгоритмами шляхом регулювання швидкості подання завантажуваного матеріалу або металолому в залежності від потужності, що подають до ванни. 8. Спосіб за будь-яким з пп. 5-7, який відрізняється тим, що подання завантажуваного матеріалу у піч є безперервним. 9. Пристрій для рафінування сталі, який має: - дугову піч для виготовлення сталі, що призначена для плавлення і рафінування металу, завантаженого у зазначену піч, причому зазначена піч має перекидну платформу, встановлену на опорній основі, і корпус печі, встановлений на опорах на перекидній платформі; - електроди, які простягнені усередину зазначеної печі щонайменше до проміжного рівня між рівнем шлаку і рівнем розплавленого матеріалу у ванні; - засіб для подання, з'єднаний з зазначеною піччю, для введення завантажуваних матеріалів усередину зазначеної печі без необхідності виймання електродів; - допалювальний засіб, виконаний з можливістю взаємодії з засобом для подання і призначений для попереднього нагрівання завантажуваних матеріалів всередині цього засобу для подання; - засіб для вимірювання і регулювання подання завантажуваного матеріалу або металолому, який має засіб автоматичного регулювання подання завантажуваного матеріалу або металолому і вимірювальний засіб для вимірювання кількості доданого завантажуваного матеріалу, який корельований з засобом автоматичного регулювання і який має засіб для зважування, призначений для зважування корпусу печі, її вмісту і будь-яких інших компонентів, які може нести корпус, причому цей засіб для зважування утворює для корпусу печі опорну структуру у формі опорних роликів, встановлених на перекидній платформі і розташованих під опорами корпусу печі, а щонайменше два з опорних роликів складаються з вимірювальних роликів, обладнаних датчиками для прямого або непрямого зчитування ваги, і має, крім того, систему збирання даних із зчитаних вимірювань про кількість доданого у ванну завантажуваного матеріалу або металолому, поданих засобом для зважування, диференційованих у часі, причому засіб автоматичного регулювання виконаний з можливістю одержання зазначених зчитувальних вимірювань та оптимізування завантажуваного потоку придатними для цього алгоритмами шляхом регулювання швидкості подання завантажуваного матеріалу або металолому в залежності від потужності, що подається до ванни; - герметично закритий механічний засіб, розташований у вхідній секції засобу подання завантажуваного матеріалу; 5 90891 6 - засіб інжекції газу, який контактує з зазначеною піччю вище і/або нижче звичайного рівня розплавленого металу у ванні; і - засіб нахилення зазначеної печі для здійснення шлаковідділення та випускання металу, причому засіб випускання металу розташований таким чином, що нахил зазначеної печі може підтримувати дзеркало розплавленого металу всередині ванни з вагою, яка складає приблизно від 10 % до 30 % відносно ваги до операції випускання. 10. Пристрій за п. 9, який відрізняється тим, що виконаний з можливістю подання завантажуваного матеріалу у піч безперервно. Винахід стосується обладнання для вимірювання і контролю завантаження матеріалу або подачі металолому у піч і способу реалізації цих функцій, зокрема, вимірювання і контролю безперервної подачі. Застосування систем безперервного завантаження металолому у піч, зокрема, в електричну дугову піч (ЕДП) для виготовлення сталі, наприклад, системи CONSTEEL®, і/або додання попередньо відновленого металу у ванну, потребує здійснення прямого контролю потоку завантаження матеріал у процесі його проходження у піч. Якщо безперервне завантаження твердого матеріалу не контролюється точно і безперервно, то це може створити проблеми, які знизять загальну ефективність виробничого циклу. Серед цих проблем найбільш неприємною є формування потовщеного твердого матеріалу у зоні розвантаження металолому у печі, що протягом певного часу накопичується і збільшує час плавлення у печі, і, отже, подовжує весь виробничий цикл. Важливо, що такий контроль гарантує максимально рівномірне постачання електроенергії до електродів, а також відвертає прямий контакт між твердим матеріалом і електродами, який може зруйнувати електроди. У звичайних умовах зазначений контроль здійснюється оператором, лінійним контролером, який вручну регулює швидкість завантаження металолому згідно з його особистим досвідом і його уявленням щодо кількості завантаженого матеріал або металолому у печі. Звичайно такий оператор має бути добре знайомими з процесом і обладнанням, але у будь-якому випадку на його рішення впливатимуть непевні і не дуже надійні зчитування даних. Одним з рішень цих проблем є застосування засобів безперервного контролю ваги корпусу печі. Для цього були розроблені два типи вимірювань: непрямий спосіб контролю ваги корпусу печі, базований на рівні рідкого металу, і більш прямий спосіб контролю, базований на датчиках, що виміряють вагу системи. Непрямий спосіб контролю базується на геометричних методах, а саме, спочатку на зчитуванні рівня рідини, перетворенню цих даних у дані об'єму (і, отже, ваги), яке, очевидно, залежить від припущень щодо профілю вогнестійкого резервуару усередині корпусу печі. Однак, профіль корпусу печі тісно пов'язаний з ерозійними явищами, які рідкий метал викликає у вогнестійкому матеріалі і які часто бувають бурх ливими і непрогнозованими. З часом це призводить до втрати точності тарування, яке використовується для співставлення значень рівня і обчисленого об'єму. Така втрата точності і висока питома вага заліза породжують значні помилки даних вимірювання і роблять такий спосіб не придатним для точного контролю. При застосування способу прямого контролю, який базується на безпосередньому зважуванні структури корпусу печі, системи зчитування ваги мають бути розташовані у певних місцях, наприклад, вертикальних підпорах і балках, які, однак, підтримують не лише вагу корпусу печі, але й всі підтримувальні структури, системи і підсистеми печі. Отже, завантажений матеріал або металолом становить лише частину виміряної ваги, і наслідком цього є втрата точності. Ця втрата точності може стати настільки великою, що будь-яке вимірювання можна розглядати надійним лише з точки зору якісної оцінки. У випадку використання перекидних печей на колесі (і з системою вимірювання на цьому колесі) система перекидання корпусу печі (і його ваги) має бути здатною витримувати значні механічні напруження, і це знижує точність зчитування при вимірюванні ваги. Загальною задачею винаходу є вирішення зазначених вище проблем економічними і, зокрема, функціональними засобами. Об'єктом винаходу є обладнання для вимірювання і контролю завантаження матеріалу або металолому в електричну дугову піч з використанням пристрою автоматичного контролю завантаження матеріалу або металолому згідно з енергією, що подається у ванну, а також пристрою вимірювання кількості додаткового завантаженого матеріалу, у взаємозв'язку з пристроєм автоматичного контролю, який включає пристрій зважування корпусу печі, її вмісту і будь-яких інших компонентів, які може нести корпус. Іншим об'єктом винаходу є спосіб вимірювання і контролю подачі матеріалу або металолому, що завантажується в електричну дугову піч, який включає операції: - зважування матеріалу або металолому, що додається у ванну, яке виконується пристроєм, що зважує корпус печі, її вміст і будь-яких інших компонентів, які може нести корпус; - отримання зчитаних даних вимірювання кількості завантаженого матеріалу або металолому, доданого у ванну, від пристрою зважування, причому зазначене зчитування є диференційним протягом певного часу; 7 - оптимізації завантажувального потоку згідно з придатним для цього алгоритмом, призначеним для коригування швидкості подачі матеріалу або металолому, що завантажується, згідно з енергією, поданою до ванни. Бажано, щоб завантаження матеріалу або металолому в електричну дугову піч було безперервним. Зокрема, пристрій зважування корпусу печі і будь-яких інших компонентів, які він може нести і які підтримують структуру корпусу, має підтримуючі ролики. Функцією таких роликів є корекція будь-якого відхилення форми, викликаного нагрівальним циклом. Крім того, пристрій зважування працює з подвійною надмірністю, щонайменше на двох підтримуючих роликах, які включають вимірювальні ролики Бажано, щоб щонайменше два підтримуючі ролики, встановлені на обладнанні згідно з винаходом, діяли як вимірювальні ролики. Вимірювальні ролики обладнано датчиками для прямого або непрямого зчитування ваги. Третій підтримуючий ролик також може діяти як вимірювальний ролик, обладнаний датчиками для прямого або непрямого зчитування ваги. Зокрема, автоматичний пристрій контролю завантаження матеріалу або металолому включає системи зв'язку і контролю для засобів подачі або завантаження матеріалу або металолому. Здебільшого автоматичні пристрій або система керування і контролю отримують зчитування точного вимірювання від пристрою зважування, які є диференційними на певному періоді часу, і безперервно вимірюють кількість завантаженого і доданого у ванну матеріалу або металолому через зважування корпусу печі, її вмісту і всіх компонентів, які він може підтримувати. Алгоритми оптимізації завантажувального потоку, автоматичного керування і контролю системи базується на швидкості подачі металолому і мають відвертати утворення будь-яких твердих агломератів, що надходять у ванну при будь-якому рівні енергії (електричної і/або хімічної). Головною перевагою обладнання і способу згідно з винаходом є те, що, контролюючи співвідношення між поданою енергією і вагою завантаженого матеріалу (металолому), вони забезпечують контроль температури рідкого металу, підтримуючи її на рівні, близькому до ідеального для циклу, і можуть функціонувати постійно в умовах подачі максимальної енергії до ванни, сприяючи цим підвищенню продуктивності і ефективності процесу. Крім того, це допомагає відвертати будь-які людські помилки, зумовлені втратою точності при виконання обчислень в робочих умовах. Ще однією перевагою є зниження вимог до технічної інформації від оператора на лінії, який через систему може аналізувати умови у реальному часі, і, таким чином, допомагає йому приймати належні рішення автоматично і у реальному часі. Стосовно пристрою зважування, рішення, застосоване у винаході, дає особливі переваги, оскільки базується на виборі загальної конфігурації печі з добре випробуваних конструкцій і конструк 90891 8 тивних схем з застосуванням до того ж нового способу отримання даних. Запропонована конструктивна схема печі базується на розділенні різних функцій: функція утримання розплавленого матеріалу потребує максимально легкої компактної структури, що включає лише корпус печі і будь-які інші компоненти, які він може підтримувати. Підтримка і перекидання корпусу печі (під час виливання і повного випорожнення корпусу печі для обслуговування або реконструкції) потребує застосування підтримувальної структури знизу. Було показано, що така конфігурація є найбільш придатною для застосування системи зважування, оскільки забезпечує найкраще співвідношення між матеріалом або металоломом, що обробляється, тобто завантажується у піч, і повною вагою, що діє на систем зважування. Згідно з рішенням, застосованим у винаході, корпус печі лежить на опорній структурі, а саме, на роликах, додатковою функцією яких є відновлення після будь-яких відхилень форми, викликаних нагрівальним циклом. Ці ролики опорної структури беруть мінімальну участь у плавленні і тому їх застосування є найкращим рішенням для забезпечення ефективного інструментарію, призначеного для моніторингу ваги металолому, що підлягає завантаженню. Геометрія з'єднання між корпусом печі і підтримувальною структурою, однак, припускає і інші втілення, наприклад, застосування прецизійної вимірювальної системи для обчислення відстані між корпусом печі і підтримувальною структурою або будь-якої системи зважування корпусу печі, придатної для контролю завантаження металолому або подачі матеріалу. Обладнання і спосіб згідно з винаходом можуть бути застосовані в усіх операціях цього способу, пов'язаних з завантаженням рідкого або твердого металу у більш-менш безперервному режимі протягом робочого циклу. Хоча описані обладнання і спосіб вимірювання і контролю завантаження матеріалу і металолому у печі для виготовлення сталі тісно пов'язані з конкретною конструктивною схемою корпусу печі, вони можуть бути застосовані і до інших методів. Ще одним об'єктом винаходу є спосіб рафінування сталі, який включає: - безперервне попереднє нагрівання матеріалу, що завантажується; - завантаження зазначеного матеріалу, що містить залізо, залізо, отримане прямим відновленням, або їх суміш в електричну дугову піч для виконання операцій розплавлення і рафінування; - завантаження елементів, потрібних для формування шлаку, у ванну для виготовлення сталі; - додання коксувальних елементів у піч для виготовлення сталі; - електричне нагрівання завантаженого матеріалу з використанням електродів для розплавлення цього матеріалу і формування ванни розплавленого металу печі з шаром розплавленого шлаку на зазначеній ванні розплавленого металу; - підтримання зазначеного шлаку стані спінювання у процесі виготовлення сталі; 9 - додання шлакоутворювальних металевих елементів і коксувальних елементів у зазначену піч; - підтримання повного рівня електричної потужності у зазначеній печі для забезпечення повного завантаження згідно з часом плавлення і рафінування; - зливання час від часу з печі, забезпечуючи нахил для рідкого металу у корпусі печі, який відповідає приблизно 10-30% ваги перед зливанням; цей спосіб відрізняється тим, що операція завантаження матеріалу або металолому, тобто матеріалів, що містять залізо, залізо, отримане прямим відновленням, або їх суміш, в електричну дугову піч, включає такі додаткові операції: - зважування матеріалу або металолому, що додається у ванну, пристроєм зважування шляхом зважування корпусу печі, її вмісту і будь-яких компонентів, які він може нести. - отримання зчитувань даних вимірювання кількості матеріалу або металолому, доданого у ванну від пристрою зважування, наприклад, диференційно у часі. - оптимізація завантажувального потоку згідно з придатним для цього алгоритмом через регулювання швидкості завантаження матеріалу або металолому з урахуванням енергії, що подається до ванни. Іншим об'єктом винаходу є обладнання для рафінування сталі, яке включає: - електричну дугову піч для виготовлення сталі для плавлення і рафінування завантаженого металу у цій печі; - електроди, що проходять усередину печі до рівня між рівнем шлаку і рівнем розплавленого матеріалу у ванні; - завантажувальний засіб, приєднаний до зазначеної печі для подачі матеріалів у зазначену піч без видалення електродів; - післяспалювальний засіб, призначений взаємодіяти з зазначеним завантажувальним засобом для попереднього нагрівання матеріалів у зазначеному завантажувальному засобі; - засіб вимірювання і контролю завантаження матеріалу або металолому, який складається з засобу автоматичного контролю завантаження матеріалу або металолому, і засобу вимірювання завантажених матеріалів у взаємозв'язку з пристроєм автоматичного контролю; - герметично закритий механічний пристрій, розташований на вході у завантажувальний засіб для матеріалу або металолому; - засіб інжекції газу, з'єднаний з зазначеною піччю вище і/або нижче нормального рівня розплавленого металу у ванні; і - засіб перекидання печі для виконання операцій шлакування і виливання, причому засоби виливання розташовано таким чином, що зазначений нахил зазначеної печі забезпечує нахил розплавленого рідкого матеріалу у зазначеній ванні, який відповідає вазі, що становить 10-30% ваги перед виливанням. Структурні і функціональні характеристики і переваги винаходу порівняно з існуючим рівнем 90891 10 техніки детально розглядаються у подальшому описі з посиланнями на креслення, в яких: Фіг.1 і 2 - вигляди збоку технічного рішення, що відповідає існуючому рівню техніки; Фіг.3 і 4 - вигляди збоку втілення системи згідно з винаходом; Фіг.5 - блок-схема способу згідно з винаходом. Фіг.1 ілюструє піч типу ЕДП з перекидною платформою (5) для операцій шлакування, виливання або випорожнення), встановлену на колесах (3), розташованих на опорних основах (6). Корпус (1) печі з відповідними підтримуючими елементами (2) встановлено у бічному отворі (4’) перекидної платформи (5), призначеному для подачі металолому конвеєром (4), якщо необхідно, у безперервному режимі, подібно до того, як це реалізовано, наприклад, у системі CONSTEEL®. Звичайну конфігурацію іноді обладнують інструментами для зчитування ваги за допомогою датчиків, розташованих на осях опорних коліс (3) печі ЕДП. Фіг.3 і 4 ілюструють втілення винаходу. Перекидну платформу (5) встановлено на опорній основі (6), а корпус (1) печі - на відповідних опорах (2) на платформі. Для стабілізації структури при зміні температури підтримувальна система корпусу печі побудовано на щонайменше двох роликах (7). Зчитувачі ваги або датчики встановлено усередині кожного ролика (7). Наприклад (але без обмеження) ці датчики можуть бути встановлені з подвійною надмірністю на осях ролика (7) і можуть бути датчиками напружень зрізання. Частина, що підлягає зважуванню, складається з лише з корпусу (1) печі (1) (Фіг.3) і важить значно менше, ніж відповідна частина на Фіг.1 (корпус (1) печі плюс перекидна платформа (5)), і тому датчики у роликах (7) зазнають меншого напруження і тому можуть мати конструкцію, що забезпечує значно вищу точність. Отримання зчитаних даних (Фіг.5) разом з відповідним алгоритмом обчислення дозволяють у реальному часі вести моніторинг операцій завантаження металолому у корпус (1) печі через отвір (4’) конвеєром (4). Система отримання даних (Фіг.5) обробляє отриману інформацію, ураховуючи подачу енергії до печі, і надає результат лінійному оператору, а також надсилає його у систему (4) безперервного контролю завантаження металолому (Фіг.5) (наприклад, систему Consteel®). В іншому варіанті, якщо перекидна піч не має коліс (як у варіанті, показаному на Фіг.2, існуючих рішень), виміряти вагу значно важче, і у цьому випадку застосування рішення згідно з винаходом дозволяє виконувати вимірювання у реальному часі (Фіг.4) завантаженого матеріалу і сприяє суттєвому спрощенню конструкції пічних систем ЕДП з обладнанням, що уможливлює безперервне завантаження (наприклад, систем типу Consteel®). Термін "завантаження матеріалу або металолом" в описі і Формулі винаходу означає завантаження матеріалу для безперервного плавлення, який містить залізний металолом, чавун, залізо, отримане прямим відновленням, у формі уламків або фрагментів і/або їх суміш. 11 Зокрема, зчитування даних, отриманих вимірюванням кількості завантаженого матеріалу або металолому і доданого у ванну пристроєм зважування, наприклад, диференційно у часі, дозволяє оптимізувати завантажувальний потік шляхом об 90891 12 числення згідно з придатним для цього алгоритмом. Згідно з цими даними, обладнання, спосіб керування і пристрій контролю дозволяють регулювати швидкість завантаження матеріалу або металолому. 13 90891 14 15 Комп’ютерна верстка А. Рябко 90891 Підписне 16 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for measurement and supply of material to electric arc furnace, method and device for steel refining
Автори англійськоюARGENTA PAOLO, REALI SILVIO, LODATI CLAUDIO, BIANCHI FERRI MAURO
Назва патенту російськоюУстройство и способ для измерения и подачи материала в электрическую дуговую печь, способ и устройство для рафинирования стали
Автори російськоюАрджента Паоло, Реале Сильвио, Лодати Клаудио, Бьянки Ферри Мауро
МПК / Мітки
МПК: F27B 3/18, C21C 5/52, B65G 47/51, G01N 27/00, F27B 3/28, C21C 5/56, F27D 3/00, F27D 3/12, G01N 25/00, F27D 19/00, C21B 13/12
Мітки: піч, рафінування, дугову, сталі, матеріалу, спосіб, пристрій, вимірювання, електричну, подання
Код посилання
<a href="https://ua.patents.su/8-90891-pristrijj-i-sposib-dlya-vimiryuvannya-i-podannya-materialu-v-elektrichnu-dugovu-pich-sposib-i-pristrijj-dlya-rafinuvannya-stali.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб для вимірювання і подання матеріалу в електричну дугову піч, спосіб і пристрій для рафінування сталі</a>
Пристрій для циклічного подання рулонного матеріалу до обробляючої секції
Номер патенту: 71918
Опубліковано: 17.01.2005
Автори: Литвиненко Володимир Олександрович, Глаголєв Сергій Євгенович, Литвиненко Олександр Васильович, Коваль Микола Іванович, Смирнова Валентина Семенівна, Свєчкін Юрій Федорович
МПК: B65B 41/00, B65H 20/00
Мітки: рулонного, матеріалу, подання, циклічного, обробляючої, секції, пристрій
Формула / Реферат:
1. Пристрій для циклічного подання рулонного матеріалу до обробляючої секції, що містить рулонотримач з механізмом його гальмування, що включає гальмо з приводом, механізм протягання матеріалу, який містить подавальний блок, приймальний ролик і розташований між ними петлеутворювальний валик, закріплений на важелі, і регулювальний вантаж, встановлений на важелі з можливістю переміщення вздовж останнього, який відрізняється тим, що він має два...
Установка та спосіб спалювання газу, що виходить з печі, для попереднього нагрівання брухту, який завантажують у цю піч, спосіб та установка для рафінування сталі
Номер патенту: 89825
Опубліковано: 10.03.2010
Автори: Б'янкі Феррі Мауро, Ардженто Паоло, Реалі Сілвіо, Лодаті Клаудіо
МПК: C21C 7/00, F27B 3/18, C22B 9/00, F27D 13/00, F27D 17/00
Мітки: попереднього, газу, виходить, рафінування, установка, нагрівання, сталі, брухту, спалювання, завантажують, спосіб, піч, печі
Формула / Реферат:
1. Установка для спалювання газу, що виходить з електричної дугової печі, для попереднього нагрівання металевого брухту, завантажуваного в цю піч, яка відрізняється тим, що має пристрій введення окиснювача у камеру попереднього нагрівання металевого брухту або завантажувальний тунель, який має частину для введення металевого брухту, ущільнюючу частину для запобігання неконтрольованому проникненню повітря в камеру або тунель, частину для...
Спосіб і пристрій для рафінування розплавленого матеріалу
Номер патенту: 86168
Опубліковано: 25.03.2009
Автор: Фр'єстад Кеннет
МПК: C30B 15/10, C30B 29/06, C30B 35/00
Мітки: спосіб, пристрій, рафінування, розплавленого, матеріалу
Формула / Реферат:
1. Спосіб рафінування матеріалу, який включає стадії: утворення розплаву матеріалу в ємності; приведення температурно-контрольованої контактної поверхні у контакт з поверхнею розплаву, при цьому вказана температурно-контрольована контактна поверхня не контактує зі стінками ємності і забезпечує кристалізацію розплавленого матеріалу та його утримування; і поступової кристалізації розплавленого матеріалу зверху вниз з утворенням твердого зливка...
Спосіб подання шихти на бункерній естакаді доменної печі
Номер патенту: 19520
Опубліковано: 15.12.2006
Автори: Чорний Олександр Микитович, Аріст Леонід Михайлович, Маковенко Анатолій Павлович, Крівченко Юрій Сергійович, Бичков Сергій Васильович, Волкова Любов Леонидовна
МПК: C21B 7/00
Мітки: спосіб, доменної, подання, печі, бункерний, естакаді, шихти
Формула / Реферат:
Спосіб подання шихти на бункерній естакаді доменної печі, що включає завантаження агломерату і коксу в центральні бункери, розташовані співвісно з доменною піччю над скіповою ямою, завантаження добавок в бункери, відсів дрібної фракції, зважування, вантаження і подачу на колошник, подачу відсіву агломерату і коксу у ваговимірювальні бункери, транспортування і заповнення стаціонарних бункерів з подальшим розвантаженням у вагони, який...
Пристрій для одержання заліза або сталі з залізооксидного матеріалу
Номер патенту: 83439
Опубліковано: 10.07.2008
Автори: Новінскій Вадім Владіславовіч, Неклеса Анатолій Тимофійович
МПК: F27B 1/06, C21B 13/00, C21C 5/56, C21B 13/14, C21B 13/02
Мітки: матеріалу, сталі, одержання, залізооксидного, пристрій, заліза
Формула / Реферат:
1. Пристрій для одержання заліза або сталі з залізооксидного матеріалу, що містить плавильну піч і з'єднаний з нею реактор попереднього відновлення залізооксидного матеріалу, підігрівник цього вихідного матеріалу, вузли введення й випуску підігрітого залізооксидного матеріалу й продуктів плавки, засіб введення кисневмісного газу й відводу газоподібних продуктів реакції відновлення заліза, який відрізняється тим, що плавильна піч і реактор...
Попередній патент: Пристрій і спосіб для видалення фарби та герметика
Наступний патент: Спосіб та система багатопотокового процесора із змінним чергуванням
Випадковий патент: Муфта