Стенд для фінішної правки колісних дисків легкових автомобілів і мотоциклів
Формула / Реферат
1. Стенд для фінішної правки колісних дисків легкових автомобілів і мотоциклів, що містить механізований агрегат на базі токарного верстата для установки в патроні шпинделя імітаторів маточин і колісних дисків, засоби для механічного впливу на деформовані ділянки дисків, що включають набір інструментів, що мають подовжене тіло з фігурним наконечником для кріплення в гніздах різцетримача токарного верстата, і засоби контролю відхилень розмірів дисків від нормативних, який відрізняється тим, що стенд включає блок керування приводами шпинделя, поздовжньої і поперечної подач різцетримача, перемикачі живлення приводів і датчики для реєстрації осьових і радіальних биттів елементів колісного диска і кутів його повороту, причому входи блока управління з'єднані через багатоканальний підсилювач з виходами датчиків, розміщених на плоскій основі, виконаній з можливістю охоплення колісного диска і закріпленій за допомогою поворотного кронштейна на корпусі токарного верстата, а виходи блока управління з'єднані з входами приводів через перемикачі живлення.
2. Стенд за п. 1, який відрізняється тим, що робочі частини інструментів забезпечені роликовими, клинчастими, вигнутими і овальними фігурними наконечниками, причому фігурні наконечники принаймні двох інструментів з набору розміщені на загальному подовженому тілі і виконані з можливістю повороту щодо його поздовжньої осі.
3. Стенд за п. 1, який відрізняється тим, що блок керування приводами включає переносний пульт оперативного управління приводами, а датчики для реєстрації осьових і радіальних биттів елементів колісного диска і кутів його повороту виконані на основі електромеханічних, електромагнітних або оптичних датчиків переміщень, причому електричні виходи датчиків з'єднані через багатоканальний підсилювач з входами переносного пульта для оперативного контролю та управління процесом правки диска.
Текст
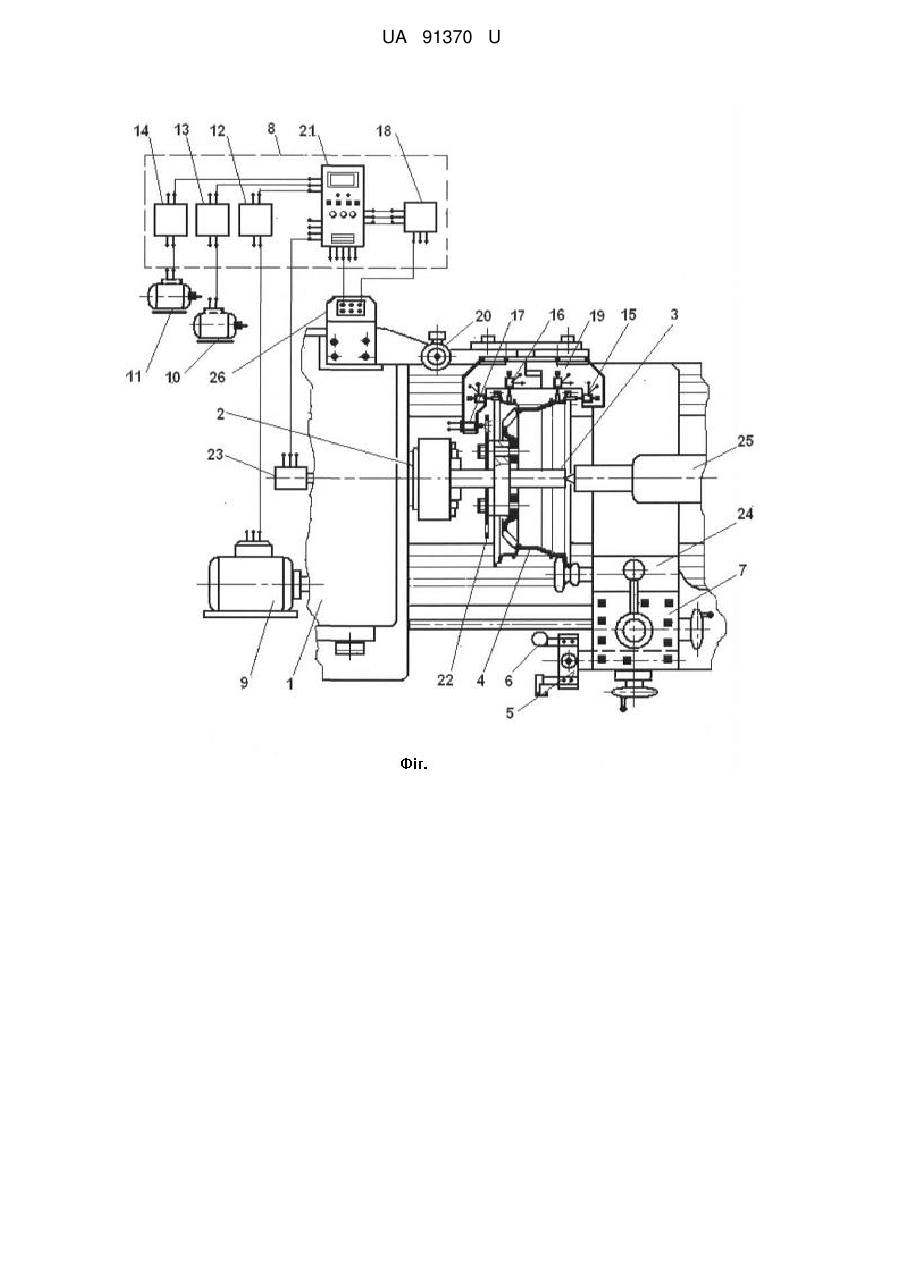
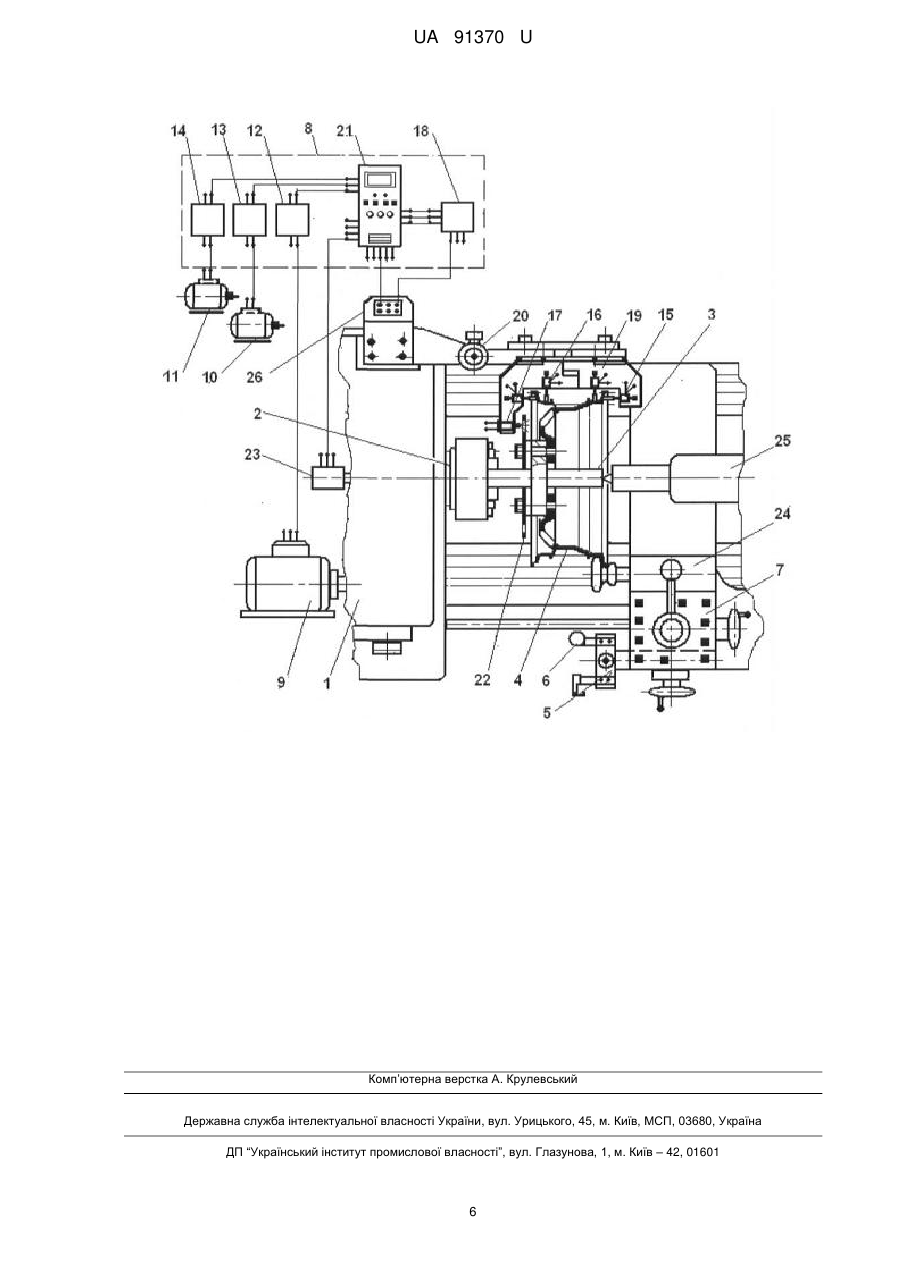
Реферат: Стенд для фінішної правки колісних дисків легкових автомобілів і мотоциклів містить механізований агрегат на базі токарного верстата для установки в патроні шпинделя імітаторів маточин і колісних дисків, засоби для механічного впливу на деформовані ділянки дисків, що включають набір інструментів, що мають подовжене тіло з фігурним наконечником для кріплення в гніздах різцетримача токарного верстата, і засоби контролю відхилень розмірів дисків від нормативних. Стенд додатково включає блок керування приводами шпинделя, поздовжньої і поперечної подач різцетримача, перемикачі живлення приводів і датчики для реєстрації осьових і радіальних биттів елементів колісного диска і кутів його повороту. UA 91370 U (12) UA 91370 U UA 91370 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, більш конкретно - до стендів для фінішної правки колісних дисків легкових автомобілів і мотоциклів, і може знайти застосування на підприємствах автосервісу при усуненні дефектів колісних дисків, що виникають в результаті порушення режимів їх експлуатації. Усунення дефектів вузлів і деталей машин, в тому числі осьового і радіального биття, форми і взаємного розташування робочих поверхонь (полиць, закраїн, кільцевих виступів) колісних дисків автомобілів здійснюють за допомогою різних механічних або гідравлічних пристосувань і пристроїв, що забезпечують витяжку, осадку, роздачу, обтиснення, розкочування або видавлювання металу в дефектній області. Ремонт таких відповідальних виробів як литі, штамповані або зварні колісні диски легкових автомобілів і мотоциклів пов'язаний з тим, що при цьому використовується значне число пристроїв та інструментів для виконання різних операцій правки. Як правило, зазначені засоби застосовують для усунення окремих видів дефектів вручну або з використанням найпростіших механізмів, що займає порівняно багато часу. Необхідним рішенням у цих умовах є створення спеціалізованих стендів для попереднього усунення дефектів і подальшої фінішної правки різних типів колісних дисків легкових автомобілів і мотоциклів. Відомо пристрій для відновлення колісних дисків, що містить деформуючий елемент, опорний ложемент з роликами, не менше двох колодок, контрольний і фіксуючий елементи. Колісний диск, який підлягає відновленню у відомому пристрої, встановлюється на ролики ложемента, фіксується оправкою і підтискається колодками. Усередині колісного диска встановлюється опора для домкрата, диск прокручують на роликах і виявляють області розташування дефектів на контрольованих поверхнях за допомогою індикаторів. Коли розташування дефектів виявлено, диск встановлюють у ремонтне положення на роликах ложемента, фіксують оправкою і підтискають колодками. Потім деформований елемент диска нагрівають газовим пальником і виправляють за допомогою домкрата, встановленого на опорі всередині обода диска. Таке виконання пристрою пов'язано з необхідністю нагрівання сильно деформованих ділянок колісних дисків і складністю засобів для їх установки в положення для механічної правки. Це викликає зниження ефективності пристрою, збільшує час ремонту дисків і може привести до неприпустимих змін структури металу виробу, що ремонтується. Відомий стенд для правки колісних дисків автомобілів, що включає засоби для механічного впливу на деформовані ділянки дисків та контролю відхилень їх розмірів від нормативних. Відомий стенд призначений для правки дефектних ділянок, переважно сталевих штампованих і зварних колісних дисків автомобілів, методом згинання профілю обода роликами. При цьому забезпечується ремонт колісних дисків з розмірами від 12 до 18" з формою бортової закраїни В, J, К, L за ОСТ 37.001.429-86. Засоби для механічного впливу на деформовані ділянки колісних дисків у відомому стенді містять механізми для фіксації колісного диска в горизонтальному положенні з можливістю обертання і радіальною подачею роликів при обкатці елементів обода диска. За допомогою відомого стенда можливо усунення або зниження радіального биття посадочних полиць колісних дисків зазначеного типу, дефектів типу вм'ятин на закраїнах і кільцевих виступах або осьового биття бортових закраїн до нормативних значень. До недоліків відомого стенда слід віднести складність або неможливість усунення на ньому дефектів типу радіальних биттів посадкових полиць, кільцевих виступів, а також вм'ятин на литих, штампованих або кованих колісних дисках з легких сплавів. Це пов'язано, зокрема, з тим, що при обкатці роликами елементів диска з легких сплавів порушується молекулярна структура металу, відбувається ослаблення конструктивних елементів дисків. Найбільш близьким технічним рішенням до запропонованого, є стенд для фінішної правки колісних дисків легкових автомобілів, що містить механізований агрегат на базі токарного верстата для установки в патроні шпинделя імітаторів маточин і колісних дисків, засоби для механічного впливу на деформовані ділянки дисків, що включають набір інструментів, що мають подовжене тіло з фігурним наконечником для кріплення в гніздах різцетримача токарного верстата, і засоби контролю відхилень розмірів дисків від нормативних. Особливістю відомого стенда є те, що засоби для установки дисків в патроні шпинделя включають набір імітаторів маточин автомобілів, виконаних у вигляді фланців, забезпечених з обох сторін хвостовиками. При цьому інструменти з набору можуть бути забезпечені клинчастими і зігнутими фігурними наконечниками для правки радіальних биттів бічних закраїн, роликовими наконечниками для правки осьових биттів і овальними наконечниками для правки радіальних биттів посадкових полиць, кільцевих виступів і дефектів типу вм'ятин. Набір імітаторів маточин може включати кріпильні елементи, кільцеві проставки і пристосування для з'єднання імітаторів маточин з відповідним колісним диском перед установкою в патроні шпинделя, причому вказаний набір інструментів може містити 8-15 видів інструментів, а набір 1 UA 91370 U 5 10 15 20 25 30 35 40 45 50 55 60 імітаторів маточин 18-25 їхніх модифікацій для установки в патроні шпинделя колісних дисків вітчизняного та іноземного виробництва. Відомий стенд може використовуватися для фінішної правки колісних дисків як легкових автомобілів, так і мотоциклів. До недоліків відомого стенда належать порівняно великі витрати часу на усунення дефектів колісних дисків легкових автомобілів і мотоциклів і низька точність вимірювань механічними індикаторами відхилень розмірів дисків від нормативних. Інструментальний або візуальний контроль відхилень розмірів колісних дисків від нормативних виконується послідовно для різних елементів дисків, так що сумарний час вимірювань може становити десятки хвилин. Дефектні ділянки диска відзначають, наприклад, крейдою і повертають за допомогою включення приводу шпинделя токарного верстата на заданий кут до суміщення з фігурним наконечником обраного інструменту, закріпленого в гніздах різцетримача. Потім оператор по черзі усуває виявлені дефекти пластичним деформуванням частин диска робочим кінцем фігурного наконечника інструменту при ручній або автоматичній подачі різцетримача уздовж або поперек осі диска. Контроль за переміщенням наконечника інструмента щодо дефектної поверхні колісного диска здійснюється оператором візуально, а потім за допомогою вимірювального індикатора або штангенциркуля. Головною задачею корисної моделі є створення зручного в експлуатації універсального напівавтоматичного стенда для фінішної правки литих, штампованих, кованих або зварних колісних дисків легкових автомобілів і мотоциклів в умовах підприємств автосервісу. Технічним результатом корисної моделі є усунення недоліків відомих технічних рішень, підвищення точності контролю відхилень розмірів дисків в процесі виправлення і зменшення кількості часу, необхідного для усунення дефектів різних модифікацій колісних дисків без обмежень за їх розмірним рядом, матеріалами і технічними характеристиками. Зазначений технічний результат досягається тим, що стенд для фінішної правки колісних дисків легкових автомобілів і мотоциклів, що містить механізований агрегат на базі токарного верстата для установки в патроні шпинделя імітаторів маточин і колісних дисків, засоби для механічного впливу на деформовані ділянки дисків, що включають набір інструментів, мають подовжене тіло з фігурним наконечником для кріплення в гніздах різцетримача токарного верстата, і засоби контролю відхилень розмірів дисків від нормативних, згідно з корисною моделлю, включає блок керування приводами шпинделя, поздовжньої і поперечної подач різцетримача, перемикачі живлення приводів і датчики для реєстрації осьового і радіального биття елементів колісного диска і кутів його повороту, причому входи блока управління з'єднані через багатоканальний підсилювач з виходами датчиків, розміщених на плоскій основі, виконаній з можливістю охоплення колісного диска і закріпленій за допомогою поворотного кронштейна на корпусі токарного верстата, а виходи блоку управління з'єднані з входами приводів через перемикачі живлення. Крім того, робочі частини інструментів можуть бути забезпечені роликовими, клинчастими, вигнутими і овальними фігурними наконечниками, причому фігурні наконечники принаймні двох інструментів з набору можуть бути розміщені на загальному подовженому тілі і виконані з можливістю повороту щодо його поздовжньої осі. Крім того, блок керування приводами може включати переносний пульт оперативного управління приводами, а датчики для реєстрації осьових і радіальних биттів елементів колісного диска і кутів його повороту можуть бути виконані на основі електромеханічних, електромагнітних або оптичних датчиків переміщень, причому електричні виходи датчиків можуть бути з'єднані через багатоканальний підсилювач з входами переносного пульта для оперативного контролю та управління процесом правки диска. Таке виконання стенда дозволяє усунути недоліки відомих технічних рішень, вирішити поставлену задачу створення зручного в експлуатації і високопродуктивного універсального стенда для фінішної правки колісних дисків легкових автомобілів і мотоциклів в умовах підприємств автосервісу, а також досягти зазначений технічний результат, пов'язаний з підвищенням точності контролю відхилень розмірів дисків в процесі правки і зменшенням кількості часу, необхідного для усунення дефектів різних модифікацій колісних дисків без обмежень за їх розмірним рядом, матеріалами і технічними характеристиками. При цьому стає можливим виконувати швидкісний напівавтоматичний ремонт різних типів литих, штампованих, кованих або зварних колісних дисків, виготовлених різними виробниками. Висока якість ремонту колісних дисків на запропонованому стенді зумовлено використанням блоку управління і механізованого агрегату на базі токарного верстата, а також суворим дотриманням технологічного процесу правки з урахуванням досвіду, набутого оператором стенда і відповідно до рекомендацій виробників колісних дисків. На кресленні представлена блок-схема запропонованого стенда. 2 UA 91370 U 5 10 15 20 25 30 35 40 45 50 55 60 Стенд для фінішної правки колісних дисків легкових автомобілів і мотоциклів містить механізований агрегат на базі токарного верстата 1 для установки в патроні шпинделя 2 імітаторів маточин 3 і колісних дисків 4. Засоби для механічного впливу недеформовані ділянки дисків 4 включають набір інструментів 5, мають подовжене тіло з фігурним наконечником 6 для кріплення в гніздах різцетримача 7 токарного верстата 1. Стенд включає блок 8 керування приводами 9, 10, 11 шпинделя 2, поздовжньої і поперечної подач різцетримача 7, перемикачі 12, 13, 14 живлення зазначених приводів і датчики 15, 16, 17 для реєстрації осьових і радіальних биттів елементів колісного диска 4 і кутів його повороту. При цьому входи блока 8 управління з'єднані через багатоканальний підсилювач 18 з виходами згаданих датчиків, а виходи блока 8 управління з'єднані з входами зазначених приводів через перемикачі 12, 13, 14. Датчики 15, 16, 17, що служать засобом контролю відхилень розмірів (биття і лінійних відхилень) дисків від нормативних, розміщені на плоскій основі 19, виконаній з можливістю охоплення колісних дисків різних серій. Для цього регульована за габаритами диска 4 основа 19 з датчиками закріплена за допомогою поворотного кронштейна 20 на корпусі токарного верстата 1 для швидкого перенастроювання стенда при заміні дефектних колісних дисків. Робочі частини інструментів 5 можуть бути обладнані роликовими, клинчастими, вигнутими і овальними фігурними наконечниками 6, причому фігурні наконечники принаймні двох інструментів з набору можуть бути розміщені на загальному подовженому тілі і виконані з можливістю повороту щодо його поздовжньої осі, як це показано на кресл. Блок 8 керування приводами 9, 10, 11 може включати переносний пульт 21 оперативного управління приводами через перемикачі 12, 13, 14. Датчики 15, 16, 17 для реєстрації осьових і радіальних биттів елементів колісного диска 4 і кутів його повороту можуть бути виконані на основі електромеханічних, електромагнітних або оптичних датчиків переміщень, причому електричні виходи цих датчиків можуть бути з'єднані через багатоканальний підсилювач 18 з входами переносного пульта 21 для оперативного контролю та управління оператором процесу правки диска 4. В якості компонентів оптичного датчика 17 кута повороту колісного диска 4 можуть служити світлодіодне джерело випромінювання, вмонтоване в датчик 17, і диск 22 з радіальними прорізами для контролю кутів його повороту за допомогою мікропроцесора (не показаний) в блоці 8 управління. Для визначення необхідної швидкості обертання шпинделя 2 служить тахометр 23. На кресл. поз. 24 позначена опора обертання для подовженого тіла інструменту з обертовим фігурним наконечником, поз. 25 позначена частина задньої бабки токарного верстата 1, а поз. 26 - розподільна колодка для виведення датчиків 15, 16, 17. Виконання інструментів набору з фігурними наконечниками клинчастої або зігнутої форми використовується переважно для правки радіальних биттів бічних закраїн дисків. Роликові наконечники інструментів призначені в основному для редагування осьових биттів бічних закраїн сталевих дисків, а інструменти з овальними наконечниками - для правки радіальних биттів посадкових полиць, кільцевих виступів і дефектів типу вм'ятин. Загальна кількість інструментів у наборі для усунення основних дефектів різних дисків містить не менше 8 видів інструментів, при цьому 15 модифікацій даних інструментів необхідні для виправлення всієї можливої гами дефектів колісних дисків легкових автомобілів і мотоциклів. Зазначене вище розміщення двох, трьох або чотирьох фігурних наконечників на загальному подовженому тілі комбінованого інструменту, відповідно, зменшує їх загальну кількість і час фінішної правки колісних дисків за рахунок скорочення числа підготовчих операцій при заміні інструментів з набору і кріпленні їх у різцетримачі токарного верстата. У свою чергу, виконання імітаторів маточин в наборі з 12-25 модифікацій забезпечує з'єднання з основними типами колісних дисків для їх правки за умови, якщо фланець кожного з імітаторів забезпечений додатковою кількістю отворів для кріплення до дисків того ж або іншого розмірного ряду. Максимальна кількість модифікацій імітаторів маточин забезпечує з'єднання з більшістю типів колісних дисків вітчизняних і зарубіжних виробників, кількість яких наближається до ста, при цьому загальне число модифікацій дисків різних фірм за формою, габаритами, матеріалом і дизайном дисків досягає багатьох сотень. Для з'єднання з дисками вказаний набір імітаторів маточин повинен також включати стандартні кріпильні елементи у вигляді болтів необхідного діаметра і довжини, а також численні кільцеві проставки для центрування дисків і імітаторів маточин, оскільки для окремих модифікацій дисків необхідно виготовляти до десяти проставок, що відрізняються посадковими розмірами в 0,1-0,2 мм. Товщина зазначених проставок в наборі може змінюватися від одиниць мм до 20 мм, а діаметр повинен укладатися в поле допусків посадочних отворів дисків і імітаторів маточин при їх центруванні. Для зручності складання імітаторів маточин і дефектних дисків перед їх установкою в патроні шпинделя токарного верстата доцільно використовувати також горизонтально розташоване складальне пристосування, виконане, наприклад, у вигляді 3 UA 91370 U 5 10 15 20 25 30 35 40 45 50 55 60 пересувної підставки з отвором під хвостовик імітатора маточини (не показано). Механізований агрегат запропонованого стенда може бути виконаний на базі широко використовуваних або новітніх токарних верстатів з можливістю обертання ремонтованих колісних дисків в процесі виправлення з регульованою швидкістю до 400 об/хв. При цьому токарний верстат має систему автоматичної поздовжньої і поперечної подачі різцетримача. Стенд для фінішної правки колісних дисків легкових автомобілів і мотоциклів функціонує наступним чином. Попередньо оператор стенда проводить вимірювання геометричних параметрів дефектного колісного диска 4 після усунення значних відхилень його фактичних розмірів від нормативних за допомогою відповідного устаткування і пристосувань (не показані) для грубої правки дисків. Оператор визначає рівень відхилень розмірів колісних дисків від нормативних значень відомими інструментальними методами або на спеціалізованому стенді для їх дефектації (не показані). Необхідність фінішної правки колісних дисків на запропонованому стенді виникає у разі наявності на них дефектів, пов'язаних з радіальними і осьовими відхиленнями частин диска від вихідних переважно в межах 0,3-3 мм. Залежно від типу конкретного ремонтованого колісного диска, оператор підбирає по каталогу, що включає характерні посадочні розміри, з наявного набору підходящий імітатор маточини 3, відповідні кріпильні болти і кільцеві проставки, що забезпечують необхідне центрування деталей. Збірку диска 4 і імітатора маточини 3 оператор здійснює на пристосуванні (не показано) перед установкою в патроні шпинделя 2 токарного верстата 1. Потім оператор затискає в патроні токарного верстата 1 один з хвостовиків імітатора маточини 3 із закріпленим на ньому диском 4. Другий хвостовик імітатора маточини 3 підтискається обертовим центром задньої бабки 25 для запобігання перекосу колісного диска 4 під час правки. Високе розміщення шпинделя над станиною токарного верстата 1 дозволяє виробляти фінішну правку колісних дисків діаметром 10-22" і вище. Після установки колісного диска 4 оператор закріплює поворотний кронштейн 20 на корпусі токарного верстата 1 так, щоб скоба плоскої основи 19 охоплювала колісний диск 4, після цього налаштовує положення датчиків 15, 16, 17 щодо елементів диска і здійснює контрольну прокрутку диска 4. За результатами, відображених на пульті 21 (за допомогою зазначених датчиків) замірів відхилень розмірів диска від нормативних оператор встановлює в різцетримачі 7 ті чи інші види інструментів з роликовими, клинчастими, вигнутими і овальними фігурними наконечниками 6. Зокрема, на кресл. показані два типи інструментів 5 на загальному подовженому тілі, які виконані з можливістю повороту щодо його поздовжньої осі з метою швидкої зміни при переналаштуванні на правку іншого виду дефекту. Наявність у складі стенда зазначених інструментів з фігурними наконечниками і керованих через пульт 21 приводів різцетримача 7 дозволяє, за зазначених умов, досягти необхідних постійних або короткочасних зусиль для досягнення пластичної деформації металу в зоні дефекту і відновлення вихідних розмірів диска. При радіальному битті диска 4 в області закраїн використовується інструмент з фігурним наконечником зігнутої форми у вигляді зачепу, який підводиться оператором зсередини до закраїни диска 4 з подальшим включенням з пульта управління 21 поперечної подачі в напрямку від осі диска для відновлення його вихідної форми. Для усунення незначних (0,5-1 мм) радіальних биттів диска в області посадкових полиць можна скористатися інструментом з фігурним наконечником клиноподібної форми, який оператор спочатку закріплює в різцетримачі 7, потім підводить з використанням автоматичної подачі з пульта оперативного управління 21 до внутрішньої точки обода нерухомого диска 4 в області виявленого дефекту. При цьому оператор використовує подачу різцетримача 7 із зазначеним інструментом у напрямку від осі диска 4. Для усунення осьового биття закраїн диска 4 оператор може використовувати подачу різцетримача 7 із зазначеним інструментом у напрямку до патрона уздовж осі диска 4. Інструменти з роликовими фігурними наконечниками використовуються при необхідності виправлення радіальних биттів посадкових полиць, в тому числі, сталевих дисків і при усуненні дефектів радіального і осьового биття закраїн дисків. Овальні або роликові фігурні наконечники виконані з можливістю обертання уздовж своєї осі в підшипниковій опорі обертання 24, обладнаною пластиною для кріплення в гніздах різцетримача 7. При цьому інструменти з фігурними наконечниками мають різну довжину для усунення радіальних биттів посадкових полиць, кільцевих виступів або дефектів у вигляді вм'ятин на всій ширині обода диска. Правка дисків здійснюється при обкатці як зовні обода диска, так і зсередини нього. В окремих випадках, по закінченні редагування колісних дисків зазначеним чином, може бути передбачена фінішна токарна обробка окремих елементів диска, в тому числі, для зняття задирок, які могли з'явитися після попередніх операцій виправлення дисків. 4 UA 91370 U 5 10 15 20 25 Для виконання операцій правки дисків, як було зазначено, стенд містить блок 8 керування приводами 9, 10, 11 шпинделя 2, поздовжньої і поперечної подач різцетримача 7, а також перемикачі 12, 13, 14 для оперативного управління оператором приводами. При цьому на переносному пульті 21 оперативного контролю та управління можуть відображатися результати вимірювань відхилень розмірів дефектного диска від згаданих датчиків. У всіх випадках виправлення дисків оператор може оцінювати силу тиску робочого наконечника інструменту на деформовану ділянку диска як при візуальному, так і при дистанційному спостереженні за рівнем деформації, перевищення якого легко запобігти відключенням відповідної подачі різцетримача та інструменту. Досвід роботи на стенді показує, що для деяких дисків, при значній величині відхилення розмірів від нормативних, оператор може повторювати операцію правки до досягнення вихідних геометричних параметрів колісного диска. Інтенсивність таких впливів визначається дослідним шляхом і залежить від багатьох факторів, зокрема від величини деформації диска, жорсткості деформованих ділянок, від матеріалу диска і способу його виготовлення. Фінішна правка колісних дисків легкових автомобілів і мотоциклів на запропонованому стенді забезпечує збереження вихідної структури металу диска при строгому дотриманні технологічного процесу холодної пластичної деформації елементів диска з урахуванням рекомендацій виробників. Оснащення стенда вказаними засобами та інструментами покращує ефективність ремонту та організацію робіт з фінішної правки колісних дисків більшості вітчизняних і зарубіжних виробників. При цьому підвищується точність контролю відхилень розмірів дисків в процесі виправлення і зменшується час, необхідний для усунення дефектів різних модифікацій колісних дисків. Запропонований стенд пройшов необхідні технічні випробування, які підтвердили його основні характеристики та якість ремонту колісних дисків з різними видами дефектів. Корисна модель може знайти застосування на підприємствах автосервісу при усуненні дефектів колісних дисків, що виникають в результаті порушення режимів експлуатації ходової частини легкових автомобілів і мотоциклів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 45 50 1. Стенд для фінішної правки колісних дисків легкових автомобілів і мотоциклів, що містить механізований агрегат на базі токарного верстата для установки в патроні шпинделя імітаторів маточин і колісних дисків, засоби для механічного впливу на деформовані ділянки дисків, що включають набір інструментів, що мають подовжене тіло з фігурним наконечником для кріплення в гніздах різцетримача токарного верстата, і засоби контролю відхилень розмірів дисків від нормативних, який відрізняється тим, що стенд включає блок керування приводами шпинделя, поздовжньої і поперечної подач різцетримача, перемикачі живлення приводів і датчики для реєстрації осьових і радіальних биттів елементів колісного диска і кутів його повороту, причому входи блока управління з'єднані через багатоканальний підсилювач з виходами датчиків, розміщених на плоскій основі, виконаній з можливістю охоплення колісного диска і закріпленій за допомогою поворотного кронштейна на корпусі токарного верстата, а виходи блока управління з'єднані з входами приводів через перемикачі живлення. 2. Стенд за п. 1, який відрізняється тим, що робочі частини інструментів забезпечені роликовими, клинчастими, вигнутими і овальними фігурними наконечниками, причому фігурні наконечники принаймні двох інструментів з набору розміщені на загальному подовженому тілі і виконані з можливістю повороту щодо його поздовжньої осі. 3. Стенд за п. 1, який відрізняється тим, що блок керування приводами включає переносний пульт оперативного управління приводами, а датчики для реєстрації осьових і радіальних биттів елементів колісного диска і кутів його повороту виконані на основі електромеханічних, електромагнітних або оптичних датчиків переміщень, причому електричні виходи датчиків з'єднані через багатоканальний підсилювач з входами переносного пульта для оперативного контролю та управління процесом правки диска. 5 UA 91370 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори російськоюКамынин Станислав Игоревич
МПК / Мітки
МПК: B21D 19/00, B21D 24/00, G01M 13/00, B21D 3/00, B60B 3/00, G01B 3/00, B60B 21/00, G01B 5/00, B60B 29/00
Мітки: легкових, мотоциклів, правки, фінішної, автомобілів, стенд, колісних, дисків
Код посилання
<a href="https://ua.patents.su/8-91370-stend-dlya-finishno-pravki-kolisnikh-diskiv-legkovikh-avtomobiliv-i-motocikliv.html" target="_blank" rel="follow" title="База патентів України">Стенд для фінішної правки колісних дисків легкових автомобілів і мотоциклів</a>
Стенд для правки колісних дисків автомобілів і мотоциклів
Номер патенту: 91369
Опубліковано: 25.06.2014
Автор: Каминін Станіслав Ігорєвіч
МПК: G01B 5/00, B21D 24/00, B60B 3/00, B21D 3/00, B60B 29/00, G01M 13/00, B21D 19/00, B60B 21/00
Мітки: автомобілів, колісних, дисків, стенд, правки, мотоциклів
Формула / Реферат:
1. Стенд для правки колісних дисків автомобілів і мотоциклів, що містить опорний стіл, в середній частині якого встановлений вертикальний гвинтовий прес з напрямними силовими стійками і робочим штоком, що сполучений з маховиком і утворює гвинтову пару з нерухомою поперечною балкою і пару обертання з рухомою поперечною балкою, що обладнана п'ятою для передачі зусилля на деформовану ділянку диска, засоби управління і контролю відхилень...
Лінія ремонту литих колісних дисків “рлд”
Номер патенту: 88112
Опубліковано: 25.02.2014
Автор: Каминін Станіслав Ігорєвіч
МПК: B60B 21/00, B60B 30/00, B21D 3/00, B21D 24/00, G01M 13/00, B60B 3/00, G01B 3/00, B60B 29/00, G01B 5/00
Мітки: литих, дисків, лінія, колісних, рлд, ремонту
Формула / Реферат:
1. Лінія ремонту литих колісних дисків, що містить розташоване на ділянці ремонту основне і допоміжне устаткування, яке включає перший стенд для дефектації колісних дисків, що містить опорний стіл і закріплений на ньому шпиндель для установки колісних дисків з можливістю обертання, другий стенд для їх попередньої правки, що містить вертикальний гвинтовий прес для передачі зусилля робочого штока на дефектні ділянки дисків, третій стенд для...
Пристрій для виправлення і/або рихтування колісних дисків
Номер патенту: 393
Опубліковано: 30.08.1999
Автори: Хандурін Віктор Миколайович, Немченко Валерій Іванович
Мітки: колісних, виправлення, пристрій, дисків, рихтування
Формула / Реферат:
1. Пристрій для виправлення і/або рихтування колісних дисків, що містить станину з привідним валом, який з одного боку пов'язаний з приводом обертання, а з іншого боку забезпечений кондуктором для фіксації положення колісного диска в площині, перпендикулярній осі привідного вала, і затискним вузлом з планшайбою, а також механізм виправлення з основним правильним роликом, вісь обертання якого розташована в площині осі привідного вала, і вузли...
Універсальний стенд для відновлення геометрії рам та кузовів легкових автомобілів

Номер патенту: 21192
Опубліковано: 15.03.2007
Автор: Усатюк Олександр Вікторович
МПК: B60S 5/00
Мітки: легкових, автомобілів, геометрії, кузовів, відновлення, рам, стенд, універсальний
Формула / Реферат:
1. Універсальній стенд для відновлення геометрії рам та кузовів легкових автомобілів, що складається з платформи, підйомника ножичного типу, опорної рами, висувних підйомних лап, бокових кронштейнів та витяжної стріли, який відрізняється тим, що конструкція платформи складається з одного рівня профільної труби, швелера та смуги, що є опорою приставним кронштейнам та витяжній стрілі, витяжна стріла виконана знімною та кріпиться в будь-якому...
Машина для правки дисків з листового матеріалу
Номер патенту: 96067
Опубліковано: 26.09.2011
Автори: Корчагін В'ячеслав Олександрович, Корчагіна Тетяна В'ячеславівна
МПК: B21D 1/10
Мітки: листового, матеріалу, правки, дисків, машина
Формула / Реферат:
1. Машина для правки дисків з листового матеріалу, що містить каретку з планшайбою для установки диска, механізм переміщення каретки, приводні ролики, закріплені на станині в шаховому порядку відносно холостих, холості ролики, корпуси яких встановлені в обоймі, змонтованій в напрямних станини, механізм індивідуального налаштування холостих роликів і механізм переміщення обойми, яка відрізняється тим, що обойма виконана у вигляді прямокутного...
Попередній патент: Стенд для правки колісних дисків автомобілів і мотоциклів
Наступний патент: Спосіб діагностики прогресування короткозорості
Випадковий патент: Масажер