Спосіб та пристрій для очищення слябів, тонких слябів, профілів і подібного
Номер патенту: 92755
Опубліковано: 10.12.2010
Автори: Шустер Інго, Копфштедт Уве, Арменат Юрген, Хеммерлє Юрген, Йонен Петер, Рункель Томас, Яннаш Отмар, Ельс Бернхард, Хоубен Андреас, Ліппольд Карстен, Ріттнер Карл
Формула / Реферат
1. Спосіб видалення окалини, що відшаровується, та інших сторонніх речовин з верхньої і нижньої сторони литого виробу (3), такого як сляб, тонкий сляб, профіль і подібне, текучими середовищами, що розбризкуються по литому виробу (3) за допомогою очищувального пристрою (5), що складається щонайменше з одного розбризкувального пристрою (8), розташованого над відлитим виробом (3), і щонайменше одного розбризкувального пристрою (9), розташованого під відлитим виробом (3), який відрізняється тим, що після очищувального пристрою (5) розташовані нагрівальний пристрій (7) і прокатний стан (6), при цьому для узгодження настройки очищувального пристрою з параметрами розливання, а також параметрами нагрівального пристрою (7) і прокатного стана, тиском середовища керують для кожного розбризкувального пристрою (8, 9) окремо і незалежно за часом, а також з можливістю повного припинення подачі середовища.
2. Спосіб за п. 1, який відрізняється тим, що очищувальний пристрій (5) експлуатують щонайменше з одним нерухомим розбризкувальним пристроєм (8, 9).
3. Спосіб за п. 1 або 2, який відрізняється тим, що очищувальний пристрій (5) експлуатують щонайменше з одним рухомим розбризкувальним пристроєм (8, 9).
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що очищувальний пристрій (5) експлуатують в діапазоні низьких тисків.
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що очищувальний пристрій (5) експлуатують в діапазоні високих тисків.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що розбризкувальні пристрої (8, 9) регулюють незалежно від швидкості розливання і/або матеріалу, що розливається.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що очищувальний пристрій (5) вміщений в корпус.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що очищувальний пристрій (5), при необхідності, повністю викочують вбік з розливної лінії (16).
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що частину очищувального пристрою (5), що знаходиться над відлитим виробом (3), при необхідності, знімають.
10. Спосіб за будь-яким з пп. 8 або 9, який відрізняється тим, що викочування або підйом очищувального пристрою (5) здійснюють за допомогою дистанційного керованого приводу.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що очищувальний пристрій (5) з'єднують за допомогою гнучких підводів для середовища з живильними трубопроводами (14, 15).
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що очищувальний пристрій (5) з'єднують з живильними трубопроводами (14, 15) за допомогою самозамикальних муфт для середовища.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що за допомогою додаткового оббризкування відлитого виробу (3) регульованим за кількістю і/або тиском середовищем перешкоджають його протіканню проти або в напрямку (16) розливання.
14. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що боковому стіканню середовища сприяють щонайменше додатковим повітряним обдуванням.
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що середовище видаляють з верхньої сторони відлитого виробу (3) за допомогою уловлюючих жолобів.
16. Спосіб за будь-яким з пп. 13-15, який відрізняється тим, що перед і/або після очищувального пристрою (5) використовують додаткові пристрої, зокрема оббризкуючі, повітрообдуваючі, уловлюючі пристрої.
17. Спосіб за будь-яким з пп. 1-16, який відрізняється тим, що пристрій керування очищувальним пристроєм (5) експлуатують при зв'язку з вищою системою керування.
18. Спосіб за п. 17, який відрізняється тим, що настройки очищувального пристрою (5), залежні від виробничого процесу, частково або повністю автоматизують.
19. Спосіб за п. 17, який відрізняється тим, що настройки очищувального пристрою (5), залежні від виробничого процесу, за допомогою вищої системи керування надають обслуговуючому персоналу як запропоновані значення.
20. Спосіб за п. 1, який відрізняється тим, що для кожного розбризкувального пристрою (8, 9) окремо і незалежно за часом додатково керують кількістю або ефективною шириною середовища.
21. Пристрій видалення окалини, що відшаровується, та інших сторонніх речовин з верхньої і нижньої сторони литого виробу (3) текучими середовищами, що розбризкуються по литому виробу (3), який містить очищувальний пристрій (5), що розташований в лінії, яка включає, зокрема, розливний пристрій (2), нагрівальний пристрій (7) і прокатний стан (6), при цьому очищувальний пристрій (5) складається щонайменше з одного розбризкувального пристрою (8), розташованого над відлитим виробом (3), і щонайменше одного розбризкувального пристрою (9), розташованого під відлитим виробом (3), який відрізняється тим, що пристрій забезпечений системою керування, яка забезпечує спрацьовування розбризкувальних пристроїв (8, 9) і/або розташованих на них форсунок (13) для здійснення способу за одним з пп.1-19, при цьому нагрівальний пристрій (7) і прокатний стан (6) розташовані після очищувального пристрою (5).
22. Пристрій за п. 21, який відрізняється тим, що очищувальний пристрій (5) виконаний з охоплюючим його корпусом.
23. Пристрій за п. 21, який відрізняється тим, що очищувальний пристрій (5) виконаний складеним.
24. Пристрій за п. 21, який відрізняється тим, що очищувальний пристрій (5) виконаний суцільним.
25. Пристрій за одним з пп. 21-23, який відрізняється тим, що очищувальний пристрій (5) за допомогою гнучких підводів і/або за допомогою самозамикальних муфт для середовища з'єднаний зживильними трубопроводами.
Текст
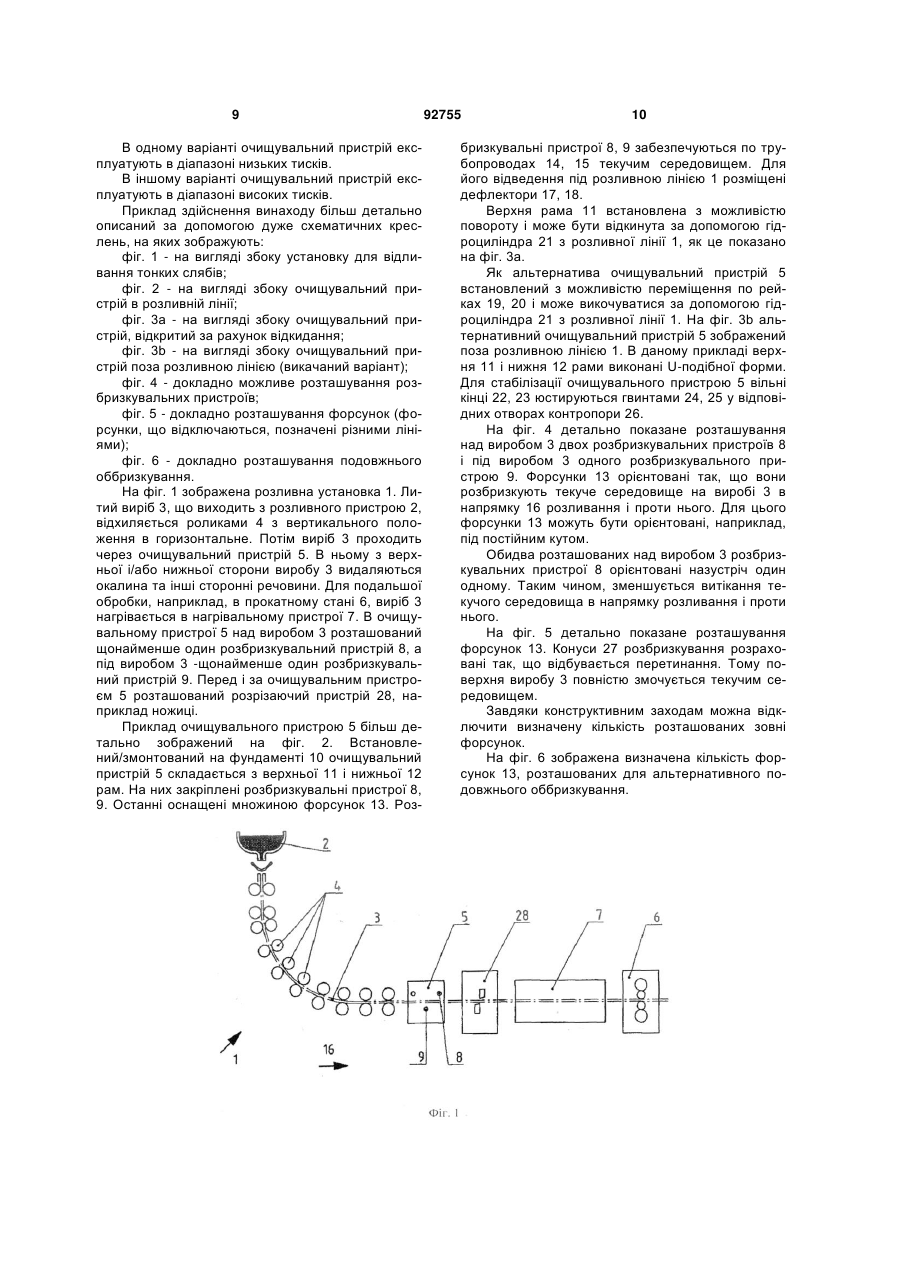
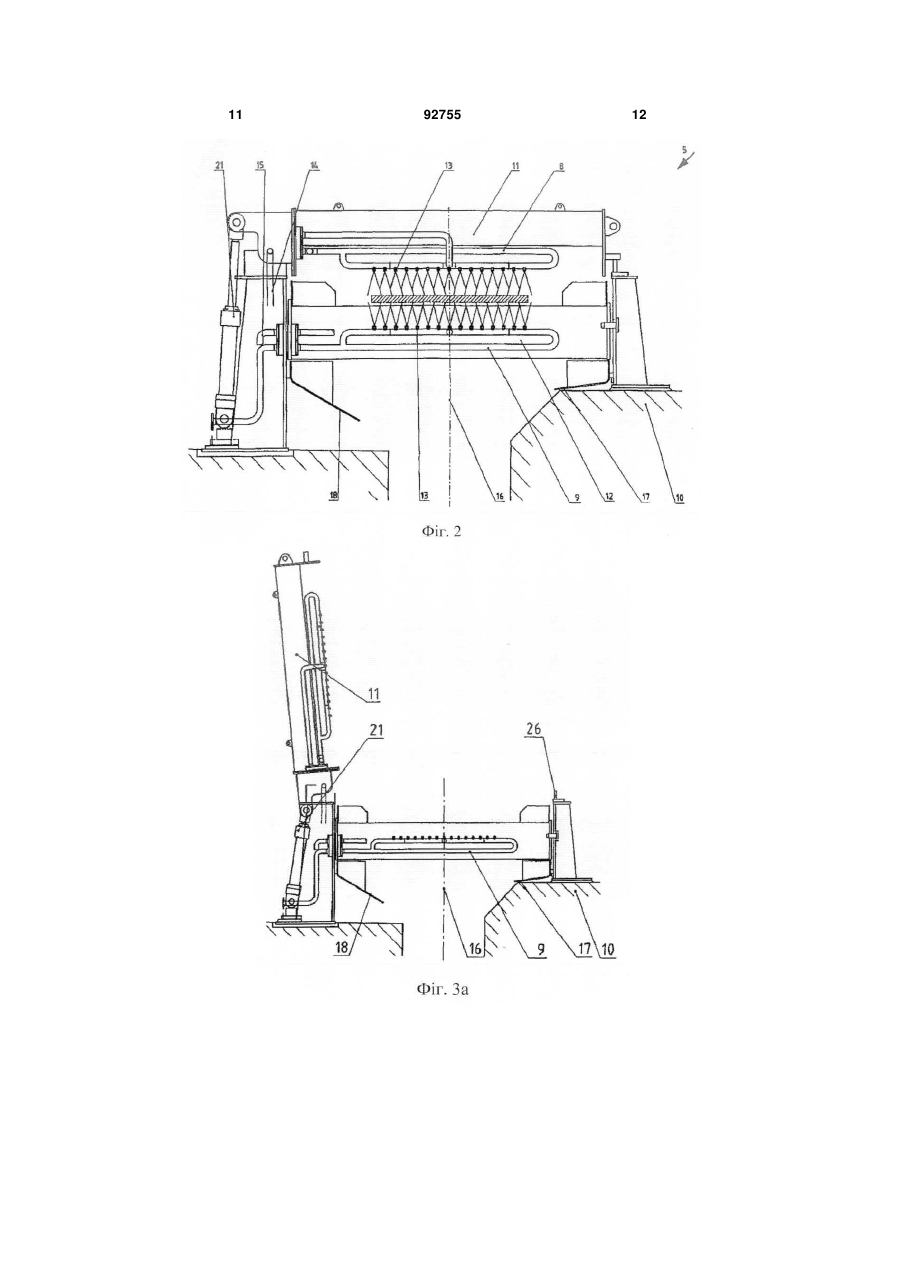
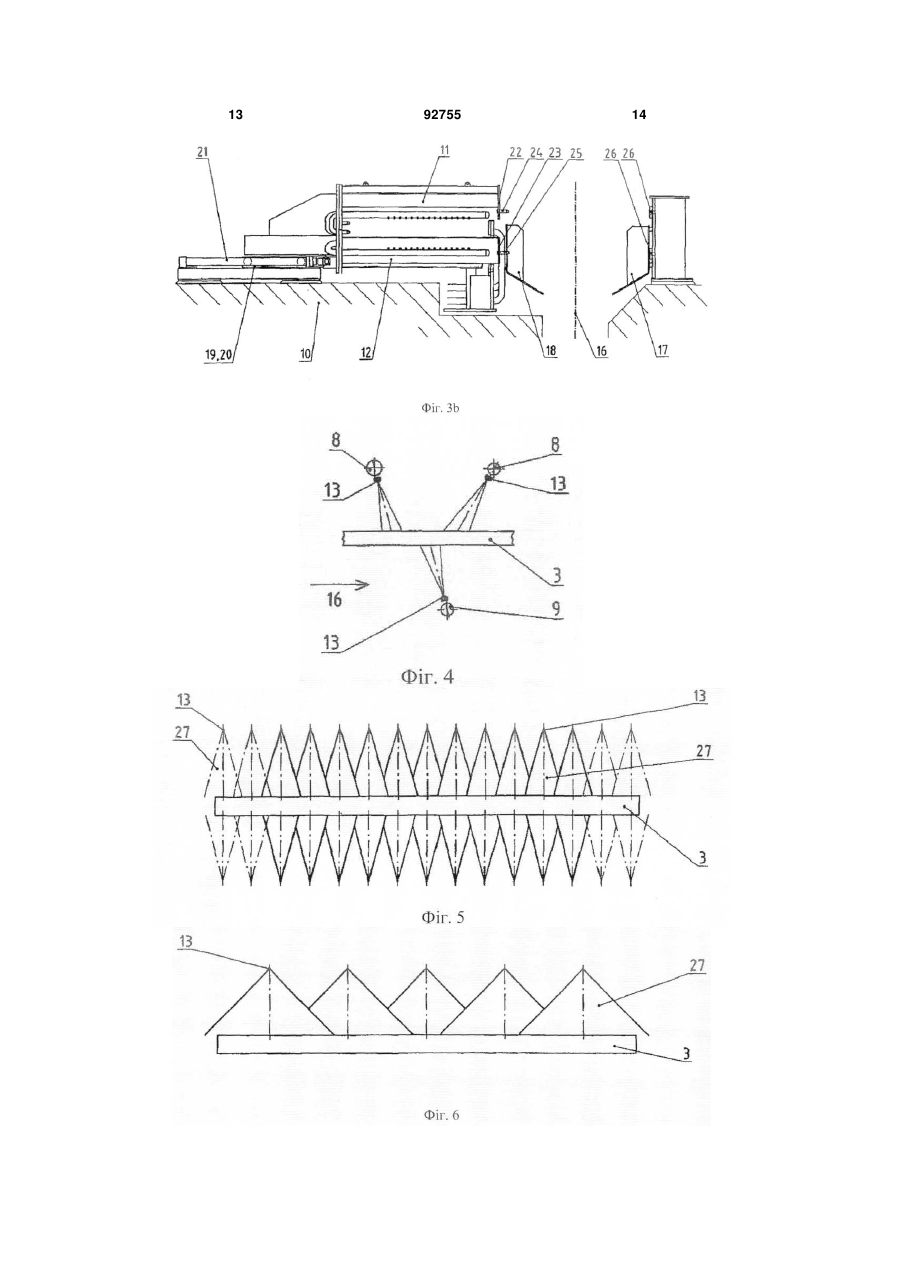
1. Спосіб видалення окалини, що відшаровується, та інших сторонніх речовин з верхньої і нижньої сторони литого виробу (3), такого як сляб, тонкий сляб, профіль і подібне, текучими середовищами, що розбризкуються по литому виробу (3) за допомогою очищувального пристрою (5), що складається щонайменше з одного розбризкувального пристрою (8), розташованого над відлитим виробом (3), і щонайменше одного розбризкувального пристрою (9), розташованого під відлитим виробом (3), який відрізняється тим, що після очищувального пристрою (5) розташовані нагрівальний пристрій (7) і прокатний стан (6), при цьому для узгодження настройки очищувального пристрою з параметрами розливання, а також параметрами нагрівального пристрою (7) і прокатного стана, тиском середовища керують для кожного розбризкувального пристрою (8, 9) окремо і незалежно за часом, а також з можливістю повного припинення подачі середовища. 2. Спосіб за п. 1, який відрізняється тим, що очищувальний пристрій (5) експлуатують щонайменше з одним нерухомим розбризкувальним пристроєм (8, 9). 3. Спосіб за п. 1 або 2, який відрізняється тим, що очищувальний пристрій (5) експлуатують щонайменше з одним рухомим розбризкувальним пристроєм (8, 9). 2 (19) 1 3 92755 4 16. Спосіб за будь-яким з пп. 13-15, який відрізняється тим, що перед і/або після очищувального пристрою (5) використовують додаткові пристрої, зокрема оббризкуючі, повітрообдуваючі, уловлюючі пристрої. 17. Спосіб за будь-яким з пп. 1-16, який відрізняється тим, що пристрій керування очищувальним пристроєм (5) експлуатують при зв'язку з вищою системою керування. 18. Спосіб за п. 17, який відрізняється тим, що настройки очищувального пристрою (5), залежні від виробничого процесу, частково або повністю автоматизують. 19. Спосіб за п. 17, який відрізняється тим, що настройки очищувального пристрою (5), залежні від виробничого процесу, за допомогою вищої системи керування надають обслуговуючому персоналу як запропоновані значення. 20. Спосіб за п. 1, який відрізняється тим, що для кожного розбризкувального пристрою (8, 9) окремо і незалежно за часом додатково керують кількістю або ефективною шириною середовища. 21. Пристрій видалення окалини, що відшаровується, та інших сторонніх речовин з верхньої і нижньої сторони литого виробу (3) текучими середовищами, що розбризкуються по литому виробу (3), який містить очищувальний пристрій (5), що роз ташований в лінії, яка включає, зокрема, розливний пристрій (2), нагрівальний пристрій (7) і прокатний стан (6), при цьому очищувальний пристрій (5) складається щонайменше з одного розбризкувального пристрою (8), розташованого над відлитим виробом (3), і щонайменше одного розбризкувального пристрою (9), розташованого під відлитим виробом (3), який відрізняється тим, що пристрій забезпечений системою керування, яка забезпечує спрацьовування розбризкувальних пристроїв (8, 9) і/або розташованих на них форсунок (13) для здійснення способу за одним з пп.119, при цьому нагрівальний пристрій (7) і прокатний стан (6) розташовані після очищувального пристрою (5). 22. Пристрій за п. 21, який відрізняється тим, що очищувальний пристрій (5) виконаний з охоплюючим його корпусом. 23. Пристрій за п. 21, який відрізняється тим, що очищувальний пристрій (5) виконаний складеним. 24. Пристрій за п. 21, який відрізняється тим, що очищувальний пристрій (5) виконаний суцільним. 25. Пристрій за одним з пп. 21-23, який відрізняється тим, що очищувальний пристрій (5) за допомогою гнучких підводів і/або за допомогою самозамикальних муфт для середовища з'єднаний з живильними трубопроводами. Винахід стосується способу видалення окалини, що відшаровується, та інших сторонніх речовин з верхньої і/або нижньої сторони литого виробу, такого як сляб, тонкий сляб, профіль і подібне, за допомогою текучих середовищ, що розбризкуються по відлитому виробу за допомогою очищувального пристрою, який складається щонайменше з одного розбризкувального пристрою, розташованого над відлитим виробом, і щонайменше одного розбризкувального пристрою, розташованого під відлитим виробом. Винахід стосується також відповідного очищувального пристрою. З WO 02/070157 А1 відомий спосіб видалення окалини із штаб в прокатному стані з пристроєм для її гідрозбивання і розташованої в напрямку руху штаби за пристроєм для гідрозбивання окалини чистовою лінією, при якому до верхньої і нижньої сторін штаби в пристрої для гідрозбивання окалини подається вода під тиском, при якому окалина відшаровується, і штаба всередині чистової лінії охолоджується. При цьому створюється симетричний розподіл температури на верхній і нижній сторонах штаби в пристрої для гідрозбивання окалини і таким же чином підтримується всередині чистової лінії. Винахід стосується видалення окалини в комбінації з прокатним станом. З ЕР 1083010 А2 відомий спосіб переміщення двох загороджувальних елементів, причому металева штаба з шириною, серединою і крайовими ділянками транспортується по рольгангу в транспортному пристрої. Металева штаба має по своїй ширині температурну характеристику. За допомогою загороджувальних елементів охолоджуюче середовище відгороджується від крайових ділянок металевої штаби. При цьому загороджувальні елементи переміщаються таким чином, що температурна характеристика в напрямку транспортування за загороджувальними елементами наближається до заданої температурної характеристики. Для цього загороджувальні елементи переміщують асиметрично середині рольганга. У цьому винаході описаний спосіб впливу на ширину розбризкування, що неминуче передбачає наявність загороджувальних елементів. Пристрій для охолоджування сталевого листа безпосередньо після гарячої прокатки описаний в DE 3230866 С2. Пристрій виконаний з горизонтальним рольгангом для листа, з множиною розташованих із заданими проміжками над і під листом в його подовжньому напрямку розбризкувальних труб, які проходять в напрямку ширини листа, кожна з яких має довжину, в основному, яка дорівнює ширині листа, і з декількома форсунками для розбризкування охолоджуючої води по листу в зоні його обох бокових країв, розташованими загороджувальними елементами для переривання струменів охолоджуючої води, низ яких нахилений від середини листа вниз. Загороджувальні елементи зближуються і розходяться за допомогою пристрою переміщення в напрямку ширини листа, що лежить на рольгангу. Пристрій переміщення містить при цьому дві нерухомі напрямні рами, розташовані, в основному, горизонтально над рольгангом так, що вони перетинають його вертикальну середню площину, дві опорні рами, які розташовані, в основному, горизонтально над обома сторонами рольганга паралельно його середній площині, і обидва кінці яких встановлені з можливістю 5 переміщення в напрямних рамах, причому один загороджувальний елемент, розташований в зоні одного бокового краю листа, що лежить на рольгангу, закріплений на одній з обох опорних рам, а інший загороджувальний елемент, розташований в зоні іншого бокового краю листа, закріплений на іншій опорній рамі, і привід для сходження і розходження обох опорних рам разом з обома загороджувальними елементами в напрямку ширини листа, що лежить на рольгангу, на однакові відстані. Цей винахід описує пристрій для охолоджування сталевого листа після гарячої прокатки, в якому використовуються загороджувальні елементи. Спосіб охолоджування гарячого сталевого листа після виходу із стану гарячої прокатки відомий з ЕР 0153688 В1. Лист направляється в подовжньому напрямку парами верхніх і нижніх валків, розташованих в напрямку його транспортування, причому з форсунок декількох розташованих в тому самому подовжньому напрямку охолоджуючих блоків до верхньої і нижньої сторін листа подається охолоджуюча вода. Кожний охолоджуючий блок розташований між сусідніми парами верхніх і нижніх валків. Спосіб включає в себе визначення розподілу температури в листі перед початком охолоджування, встановлення потрібної середньої швидкості охолоджування, визначення відстані від кромки листа, над якою потрібно перервати подачу охолоджуючої води, щонайменше до нижньої сторони листа внаслідок розподілу температури, так що температура внутрішньої кромкової ділянки листа підтримується вище температури середньої ділянки, щоб гарантувати Аr3перетворення на внутрішній кромковій ділянці одночасно з або після Аr3-перетворення на середній ділянці, і переривання безпосередньої подачі охолоджуючої води до крайової ділянки листа залежно від відстані, що визначається на попередньому етапі, за рахунок загородження придатної кількості форсунок. Цей винахід застосовний до гарячих сталевих листів після гарячої прокатки для створення спеціальних властивостей листів за допомогою визначеного охолоджування. Очищувальний пристрій відомий, наприклад, з DE 10143868 А1 та WO 03/022475 А1, в яких розкритий пристрій для видалення окалини, що відшаровується з поверхні сляба, зокрема тонкого сляба, в умовах компактного виробництва (mini-mill). Таке виробництво включає в себе щонайменше одну установку безперервного лиття слябів, пристрій різання слябів, піч для вирівнювання температури і одну або декілька прокатних клітей з моталкою. Пристрій вдосконалений за рахунок того, що пристрій для гідрозбивання окалини містить щонайменше одну нижню по відношенню до сляба розбризкувальну трубу і щонайменше одну верхню розбризкувальну трубу, причому кожна розбризкувальна труба оснащена визначеною кількістю форсунок. Пристрій для гідрозбивання розташований перед піччю для вирівнювання температури, зокрема перед піччю з роликовим подом. Пристрій для гідрозбивання приєднаний до трубопроводу подачі води з технологічно необхідним тиском і розрахованим відповідно до кількості форсунок об'ємним потоком. У пункті 6 говориться про те, 92755 6 що тиск подачі води до розбризкувальних труб становить 5-15 бар, переважно менше 10 бар. В існуючих рішеннях описані пристрої без можливостей регулювання. Якщо в очищувальному пристрої жорстко встановлені кількість середовища, ширина очищення і положення, то відсутність гнучкості призводить, в тому числі, до небажаного охолоджування тонкого сляба і до підвищення виробничого ризику. Крім того, верхня і нижня сторони охолоджуються по-різному. При однакових кількості і тиску середовища верхня сторона тонкого сляба за рахунок більш тривалого часу перебування середовища охолоджується сильніше, ніж нижня сторона. Тоді головка тонкого сляба намагається піднятися. Це утруднює проходження тонкого сляба через подальші пристрої. При затримці головки тонкого сляба в подальших пристроях може статися збій транспортування. У цьому випадку потрібно перервати процес розливання. Зовнішні кромки тонкого сляба охолоджуються сильніше, ніж середня частина. Цей ефект залежить також від актуальної ширини сляба. Причини полягають в наступному. Середовище, що наноситься в середину тонкого сляба, протікає назовні, внаслідок чого кількість середовища та охолоджуюча дія на кромках вище. Очищувальне середовище досягає тонкого сляба не тільки зверху, але і залежно від конструктивного виконання також із зовнішньої сторони. Існує небезпека переохолодження кромок сляба. Охолоджування тонкого сляба залежить від швидкості розливання. При малій швидкості розливання охолоджування при рівній подачі середовища сильніше, ніж при великій швидкості розливання. Звичайно швидкість розливання в установці варіюється відповідно до виробничих умов також в межах безупинного розливання декількох плавок. По закінченні безупинного розливання серії плавок звичайно останній шматок тонкого сляба відрізається і лежить на рольгангу. При використанні очищувального пристрою цей шматок охолоджується настільки сильно, що при подальших необхідних процесах розрізання для подрібнення останнього шматка тонкого сляба доводиться розрізати істотно більш холодний і, тим самим, більш міцний матеріал. Якщо в розливній установці виникає неполадка, при якій тонкий сляб не може бути більше видалений з неї, то доводиться розрізати його на шматки. У зоні очищувального пристрою вони ускладнюють обслуговуючому персоналу доступ до тонкого сляба. При цьому доступ повинен бути можливий в короткий час, щоб уникнути пошкоджень внаслідок перегріву частин установки тонким слябом. При запуску процесу розливання головка тонкого сляба може упертися в очищувальний пристрій, зокрема, якщо відстань між поверхнею тонкого сляба і очищувальним пристроєм дуже мала. Небажаним побічним ефектом очищувального пристрою є охолоджування тонкого сляба. Охоло 7 джування тим сильніше, чим довше середовище знаходиться в контакті з тонким слябом. Із збільшенням тиску середовища зростає небезпека його витікання з очищувального пристрою. При невідповідному керуванні очищувальним середовищем воно після процесу очищення мимовільно направляється знов на поверхню тонкого сляба. Можливим чином при цьому на цю поверхню знов направляються сторонні речовини, такі як окалина. В основі винаходу лежить задача удосконалення відомих очищувальних пристроїв таким чином, щоб поліпшити властивості литого виробу, такого як сляб, тонкий сляб, профіль і подібне, за рахунок можливостей гнучкого регулювання, особливо охолоджуючого середовища, і усунути названі недоліки. Ця задача вирішується, згідно з винаходом, за рахунок того, що в способі відповідно до обмежувальної частини пункту 1 формули кількістю і/або ефективною шириною і/або тиском текучих середовищ керують для кожного розбризкувального пристрою окремо і незалежно за часом. Інші варіанти способу охарактеризовані у відповідних залежних пунктах. Винахід стосується, крім того, пристрою для здійснення способу. При цьому розбризкувальні пристрої і/або розташовані на них форсунки виконані з можливістю спрацьовування за допомогою пристрою керування/системи керування. Інші варіанти пристрою охарактеризовані у відповідних залежних пунктах. Вирішальна перевага способу полягає в тому, що за допомогою керування з можливістю регулювання кількість і/або ефективну ширину, і/або тиск текучих середовищ встановлюють окремо для верхнього і нижнього підвідних трубопроводів в будь-який момент часу. За рахунок цього окалина, що відшаровується, та інші сторонні речовини заздалегідь видаляються з верхньої і/або нижньої сторони відлитого виробу. Завдяки декільком додатковим пристроям використання очищувального пристрою стає більш гнучким і надійним. При видаленні окалини заздалегідь, перед нагрівальним пристроєм і прокатним станом, суттєво підвищується ефективність нагрівання, а також зменшується забруднення в прокатному стані і підвищується стабільність процесу і якість одержуваної продукції. Можливість узгодження ефективної ширини очищувального пристрою з шириною відлитого виробу дозволяє уникнути дуже сильного охолоджування кромок. Залежно від виконання очищувальний пристрій може також іти за зміною ширини відлитого в даний момент виробу. Регулювання ширини може здійснюватися за допомогою вмикального пристрою і/або ручних пристроїв для перекривання визначеної кількості підводів середовища. Завдяки можливості регулювання кількості і/або ефективної ширини і/або тиску середовища, його кількість можна змінювати відповідно до швидкості розливання, щоб керувати охолоджуванням незалежно від швидкості розливання і матеріалу, що розливається. 92755 8 Завдяки можливості повного припинення подачі середовища до очищувального пристрою можна, наприклад, по закінченні розливання повністю відключити подачу середовища. Завдяки можливості часткового або повного витягання очищувального пристрою з розливної лінії значно поліпшується доступ до відлитого виробу. Очищувальний пристрій може бути витягнутий з розливної лінії, наприклад, збоку, або змонтовані над тонким слябом частини можуть бути підведені за допомогою піднімального пристрою. Вищезазначена можливість поліпшується, якщо витягання здійснюється за допомогою дистанційно керованого приводу. Ця можливість поліпшується також, якщо за рахунок гнучких приєднань для середовища або самозамикальних муфт не потрібне відділення живильних трубопроводів, що займає багато часу. Завдяки прийнятим окремо або спільно заходам можна скоротити час знаходження текучого середовища на поверхні відлитого виробу. Пристрої можуть використовуватися залежно від вимоги перед і/або за очищувальним пристроєм: - додаткове оббризкування відлитого виробу регульованим за кількістю і/або ефективною шириною і/або тиском текучим середовищем, наприклад, водою під низьким тиском, перешкоджає протіканню середовища проти або в напрямку розливання; - додаткове обдування повітрям відлитого виробу сприяє боковому стіканню середовища; - за допомогою уловлюючих жолобів можна видаляти середовище з верхньої сторони відлитого виробу. Очищувальний пристрій, якщо це конструктивно можливе, вміщується в корпус. Струмені середовища, при необхідності, вловлюються уловлюючими жолобами і визначеним чином відводяться в сторону. Щоб сприяти відведенню середовища, в цих уловлюючих жолобах може бути передбачений змив. Всіма описаними вище можливостями регулювання можна керувати по-різному. При цьому залежно від параметрів регулювання керування може здійснюватися з одного або декількох, можливо, закритих одне від одного місць: - вручну за допомогою відповідних постів керування розливного пристрою; - вручну за допомогою пульта керування на місці; - автоматично за допомогою системи керування, що використовується спеціально для очищення відлитого виробу; - при зв'язку з вищою системою керування настройки, залежні від виробничого процесу, можна автоматизувати частково або повністю або задавати обслуговуючому персоналу як запропоновані значення. Винахід забезпечує більш гнучке використання і надійну виробничу експлуатацію очищувального пристрою, а також поліпшену очищувальну дію і зменшення небажаних побічних ефектів. Додатково настройки очищувального пристрою можуть бути автоматично узгоджені з різними параметрами розливання та етапами виробництва. 9 В одному варіанті очищувальний пристрій експлуатують в діапазоні низьких тисків. В іншому варіанті очищувальний пристрій експлуатують в діапазоні високих тисків. Приклад здійснення винаходу більш детально описаний за допомогою дуже схематичних креслень, на яких зображують: фіг. 1 - на вигляді збоку установку для відливання тонких слябів; фіг. 2 - на вигляді збоку очищувальний пристрій в розливній лінії; фіг. 3а - на вигляді збоку очищувальний пристрій, відкритий за рахунок відкидання; фіг. 3b - на вигляді збоку очищувальний пристрій поза розливною лінією (викачаний варіант); фіг. 4 - докладно можливе розташування розбризкувальних пристроїв; фіг. 5 - докладно розташування форсунок (форсунки, що відключаються, позначені різними лініями); фіг. 6 - докладно розташування подовжнього оббризкування. На фіг. 1 зображена розливна установка 1. Литий виріб 3, що виходить з розливного пристрою 2, відхиляється роликами 4 з вертикального положення в горизонтальне. Потім виріб 3 проходить через очищувальний пристрій 5. В ньому з верхньої і/або нижньої сторони виробу 3 видаляються окалина та інші сторонні речовини. Для подальшої обробки, наприклад, в прокатному стані 6, виріб 3 нагрівається в нагрівальному пристрої 7. В очищувальному пристрої 5 над виробом 3 розташований щонайменше один розбризкувальний пристрій 8, а під виробом 3 -щонайменше один розбризкувальний пристрій 9. Перед і за очищувальним пристроєм 5 розташований розрізаючий пристрій 28, наприклад ножиці. Приклад очищувального пристрою 5 більш детально зображений на фіг. 2. Встановлений/змонтований на фундаменті 10 очищувальний пристрій 5 складається з верхньої 11 і нижньої 12 рам. На них закріплені розбризкувальні пристрої 8, 9. Останні оснащені множиною форсунок 13. Роз 92755 10 бризкувальні пристрої 8, 9 забезпечуються по трубопроводах 14, 15 текучим середовищем. Для його відведення під розливною лінією 1 розміщені дефлектори 17, 18. Верхня рама 11 встановлена з можливістю повороту і може бути відкинута за допомогою гідроциліндра 21 з розливної лінії 1, як це показано на фіг. 3а. Як альтернатива очищувальний пристрій 5 встановлений з можливістю переміщення по рейках 19, 20 і може викочуватися за допомогою гідроциліндра 21 з розливної лінії 1. На фіг. 3b альтернативний очищувальний пристрій 5 зображений поза розливною лінією 1. В даному прикладі верхня 11 і нижня 12 рами виконані U-подібної форми. Для стабілізації очищувального пристрою 5 вільні кінці 22, 23 юстируються гвинтами 24, 25 у відповідних отворах контропори 26. На фіг. 4 детально показане розташування над виробом 3 двох розбризкувальних пристроїв 8 і під виробом 3 одного розбризкувального пристрою 9. Форсунки 13 орієнтовані так, що вони розбризкують текуче середовище на виробі 3 в напрямку 16 розливання і проти нього. Для цього форсунки 13 можуть бути орієнтовані, наприклад, під постійним кутом. Обидва розташованих над виробом 3 розбризкувальних пристрої 8 орієнтовані назустріч один одному. Таким чином, зменшується витікання текучого середовища в напрямку розливання і проти нього. На фіг. 5 детально показане розташування форсунок 13. Конуси 27 розбризкування розраховані так, що відбувається перетинання. Тому поверхня виробу 3 повністю змочується текучим середовищем. Завдяки конструктивним заходам можна відключити визначену кількість розташованих зовні форсунок. На фіг. 6 зображена визначена кількість форсунок 13, розташованих для альтернативного подовжнього оббризкування. 11 92755 12 13 92755 14 15 Комп’ютерна верстка М. Мацело 92755 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for cleaning slabs, thin slabs, profiled elements, or similar
Автори англійськоюRunkel Thomas, Ehls Bernhard, Jannasch Otmar, Houben Andreas, Armenat Juergen, Hemmerle Juergen, Rittner Karl, Kopfstedt Uwe, Schuster Ingo, Jonen, Peter, Lippold Carsten
Назва патенту російськоюСпособ и устройство для очистки слябов, тонких слябов, профилей и др.
Автори російськоюРункель Томас, Эльс Бернхард, Яннаш Отмар, Хоубен Андреас, Арменат Юрген, Хеммерле Юрген, Риттнер Карл, Копфштедт Уве, Шустер Инго, Йонен Петер, Липпольд Карстен
МПК / Мітки
МПК: B21B 45/04
Мітки: пристрій, слябів, подібного, очищення, спосіб, профілів, тонких
Код посилання
<a href="https://ua.patents.su/8-92755-sposib-ta-pristrijj-dlya-ochishhennya-slyabiv-tonkikh-slyabiv-profiliv-i-podibnogo.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для очищення слябів, тонких слябів, профілів і подібного</a>
Пристрій для очищення слябів
Номер патенту: 52534
Опубліковано: 25.08.2010
Автор: Кашанський Дмитро Анатолійович
МПК: B08B 1/02, B21B 45/04
Мітки: очищення, пристрій, слябів
Формула / Реферат:
Пристрій для очищення слябів, що містить встановлений у корпусі з можливістю хитання очисний інструмент, зв'язаний із приводом його обертання, і механізм притиску очисного інструмента до сляба, що виконаний у вигляді двоплечого важеля, на одному кінці якого закріплений очисний інструмент, а другий кінець зазначеного важеля кінематично з'єднаний з гідроциліндром за допомогою тяги, який відрізняється тим, що він оснащений контрвантажем, що...
Спосіб виготовлення тонких слябів і пристрій для його здійснення
Номер патенту: 76732
Опубліковано: 15.09.2006
Автори: Сагасті Педро, Вергніорі Д. Фернандо, Вільяреаль Гутьєррес Армандо, Мюллер Юрген, Ріттнер Карл
МПК: B22D 11/12
Мітки: спосіб, виготовлення, здійснення, пристрій, слябів, тонких
Формула / Реферат:
1. Спосіб виготовлення тонких слябів, які обтискають по поперечному перерізу під час твердіння, в установці безперервного розливу, проводка якої, що примикає до кристалізатора, містить множину секцій з розташованими навпроти одна одної парами роликів, при цьому одна секція містить клиноподібно встановлювані роликові ділянки або групи напрямних для зміни товщини заготовки з рідкою серцевиною, який відрізняється тим, що здійснюють...
Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення
Номер патенту: 27565
Опубліковано: 15.09.2000
Автор: Шадковскі Станіслав
МПК: B22D 41/50
Мітки: спосіб, лиття, ливарний, подачі, установки, розливної, тонких, трубі, слябів, здійснення, безперервного, форми, пристрій, заміни
Текст:
...при 27565 этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной части корпуса каждой из разливочных труб, а ширина дополнительной плиты равна ширине связанной с разливочной трубой плиты. При этом погруженная в литейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки. Предлагается придать разливочной трубе, в частности, на нижнем конце ее трубчатого корпуса...
Спосіб прокатки тонких і товстих сталевих слябів в гарячекатану штабу
Номер патенту: 87103
Опубліковано: 25.06.2009
Автор: Томанек Ерік
МПК: B21B 1/46
Мітки: спосіб, тонких, гарячекатану, штабу, слябів, товстих, сталевих, прокатки
Формула / Реферат:
1. Спосіб прокатки тонких і товстих сталевих слябів (2; 3) в лінії прокатного стана для одержання гарячекатаної штаби (4а), при якому тонкі і товсті сляби (2; 3) відповідно заздалегідь відливають за допомогою безперервного лиття, нагрівають до температури прокатки і прокатують в лінії (4) прокатного стана, після чого одержану штабу охолоджують і намотують в рулони (18), який відрізняється тим, що тонкі і товсті сляби (2, 3) прокатують в...
Спосіб і пристрій для виготовлення слябів
Номер патенту: 51790
Опубліковано: 16.12.2002
Автори: Мюллер Петер, Бьохер Герхард, Шемайт Ганс, Урлау Ульріх
МПК: B22D 11/04, B22D 41/50
Мітки: виготовлення, слябів, пристрій, спосіб
Формула / Реферат:
1. Спосіб виготовлення слябів шириною D, більшою 100 мм, при швидкості розливання v, меншій 3 м/хв, в установці безперервного розливання, при якому розплав підводять у кристалізатор із збірника через заглибний ливарний стакан і з боку горловини витягають твердіючу оболонку, яка охоплює зумпф, у кліть з напрямними сляба, який відрізняється тим, що підведений розплав надходить у кристалізатор зі швидкістю (vk), що відноситься до швидкості...
Попередній патент: 8-заміщені бензоазепіни як модулятори toll-подібного рецептора
Наступний патент: Похідні піразоло[1,5-альфа]піримідинілу, корисні як антагоністи рецептора рилізинг-фактора кортикотропіну (crf)
Випадковий патент: Канал вимірювання радіальної швидкості літальних апаратів з додатковим скануванням та можливістю формування і обробки зображення ла