Спосіб прокатки тонких і товстих сталевих слябів в гарячекатану штабу


Формула / Реферат
1. Спосіб прокатки тонких і товстих сталевих слябів (2; 3) в лінії прокатного стана для одержання гарячекатаної штаби (4а), при якому тонкі і товсті сляби (2; 3) відповідно заздалегідь відливають за допомогою безперервного лиття, нагрівають до температури прокатки і прокатують в лінії (4) прокатного стана, після чого одержану штабу охолоджують і намотують в рулони (18), який відрізняється тим, що тонкі і товсті сляби (2, 3) прокатують в єдиній лінії (4) прокатного стана, яка містить чорнові прокатні кліті (4с) і чистову лінію (12) прокатного стана, і перед якою передбачена єдина установка (1) для безперервного розливання тонких слябів, при цьому відрізки (2b) тонких слябів (2), що надходять безперервно один за одним від єдиної установки (1) безперервного лиття тонких слябів, яка передбачена перед лінією (4) прокатного стана, проводять через тунельну піч (5), а через піч (6) з крокуючими балками, за необхідності, поперечно вводять в лінію (4) прокатного стана відрізки (3b) товстих слябів або відрізки тонких слябів (2b), причому згадані відрізки слябів вводять безпосередньо у чорнові, обтискаючі по товщині (9), прокатні кліті (4c) або подають крізь відкриті чорнові прокатні кліті (4c), або безпосередньо подають у лінію (4) прокатного стана перед першою прокатною кліттю чистової лінії (12) прокатного стана, після чого їх остаточно прокатують у чистовій лінії (12) прокатного стана, яка лежить, разом з чорновими клітями (4c), в лінії (4) прокатного стана, а потім охолоджують і намотують у рулони (18).
2. Спосіб за п. 1, який відрізняється тим, що в межах кампанії прокатки і залежно від заданого стандарту якості гарячекатаної штаби (4а), що виробляється, скорочення зносу валків і максимальної продуктивності задають відсоткову частину тонких слябів (2) і, відповідно, додаткову відсоткову частину товстих слябів (3), які підводять безперервно один за одним в лінію (4) прокатного стана і прокатують.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що тонкі сляби (2) після виходу з установки (1) безперервного лиття спрямовують через тунельну піч (5) і відкриті чорнові прокатні кліті (4с) безпосередньо в чистову лінію (4) прокатного стана і піддають прокатці.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що витягують товсті і/або тонкі сляби (2; 3) з розташованого перед піччю (6) з крокуючими балками проміжного сховища (7), термічно підготовляють і прокатують в чистовій лінії (12) лінії (4) прокатного стана.
5. Спосіб за п. 1, який відрізняється тим, що піч (6) з крокуючими балками завантажують залежно від виду товстих слябів (3), які відсортовані за шириною (8) та товщиною (9).
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що передбачене попереднє відливання товстих слябів (3) залежно від необхідної ширини (8) і/або товщини (9) та їх проміжне складування.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що до лінії (4) прокатного стана поза повною програмою прокатки спрямовують товсті сляби (3), які відливають до середніх габаритних розмірів для ринку гарячекатаної штаби і проміжно складують.
8. Спосіб за п. 7, який відрізняється тим, що товсті або тонкі сляби (3; 2) сортують в проміжному сховищі (7) за шириною (8), матеріалами (10) і/або групами (11) матеріалів.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що додатково у чистову лінію (12) прокатного стана вводять проміжний продукт (13), який відлитий по товщині (9) і ширині (8) приблизно як тонкий сляб (2) або приблизно як товстий сляб (3) і/або був попередньо прокатаний.
10. Спосіб за п. 9, який відрізняється тим, що в кристалізаторі (14) установки безперервного лиття встановлюють розміри перерізу (15) по ширині (8) і/або по товщині (9) для оптимального виконання проміжного продукту (13).
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що установку (1) безперервного лиття та лінію (4) прокатного стана експлуатують в режимі компактного виробництва штаби (CSP).
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що установку (1) безперервного лиття експлуатують в режимі обтиснення з рідкою серцевиною (Liquid-Core-Reduction).
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що тонкий сляб (2) подають між двома чорновими прокатними клітями (4с) лінії (4) прокатного стана, в які вводять більш товстий сляб (3) як перехідний сляб (16).
14. Спосіб за п. 13, який відрізняється тим, що як перехідний сляб (16) в лінію (4) прокатного стана вводять тонкий сляб (2) або товстий сляб (3) з товщиною (9) від 30 мм до 60 мм.
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що тонкий сляб (2) з підвищеною товщиною (9) вводять між двома чорновими прокатними клітями (4с) при зростаючому інтервалі до чистової лінії (12).
Текст
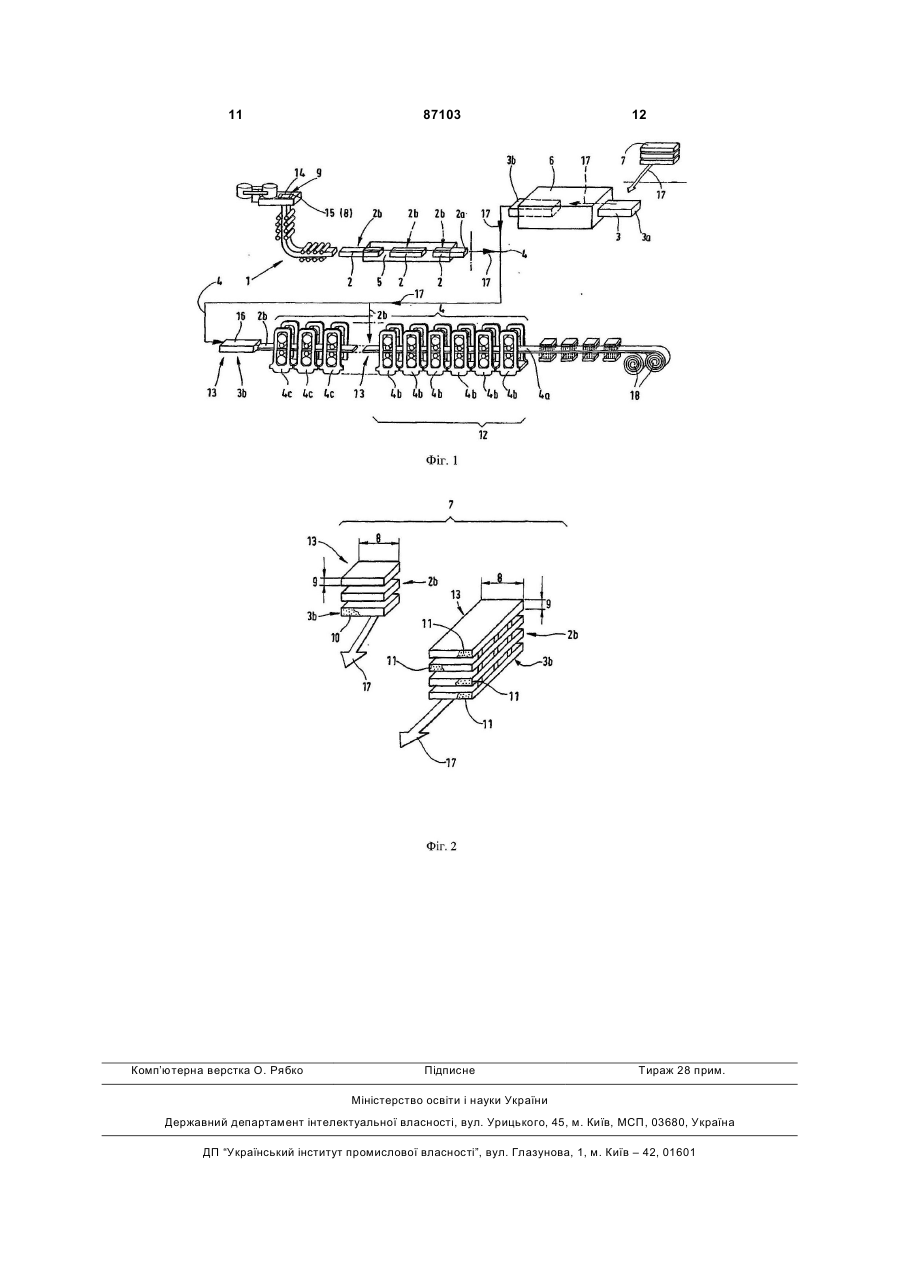
1. Спосіб прокатки тонких і товстих сталевих слябів (2; 3) в лінії прокатного стана для одержання гарячекатаної штаби (4а), при якому тонкі і товсті сляби (2; 3) відповідно заздалегідь відливають за допомогою безперервного лиття, нагрівають до температури прокатки і прокатують в лінії (4) прокатного стана, після чого одержану штабу охолоджують і намотують в рулони (18), який відрізняється тим, що тонкі і товсті сляби (2, 3) прокатують в єдиній лінії (4) прокатного стана, яка містить чорнові прокатні кліті (4с) і чистову лінію (12) прокатного стана, і перед якою передбачена єдина установка (1) для безперервного розливання тонких слябів, при цьому відрізки (2b) тонких слябів (2), що надходять безперервно один за одним від єдиної установки (1) безперервного лиття тонких слябів, яка передбачена перед лінією (4) прокатного стана, проводять через тунельну піч (5), а через піч (6) з крокуючими балками, за необхідності, поперечно вводять в лінію (4) прокатного стана відрізки (3b) товстих слябів або відрізки тонких слябів (2b), причому згадані відрізки слябів вводять безпосередньо у чорнові, обтискаючі по товщині (9), прокатні кліті (4c) або подають крізь відкриті чорнові прокатні кліті (4c), або безпосередньо подають у лінію (4) прокатного стана перед першою прокатною кліттю чистової лінії (12) прокатного стана, після чого їх остаточно прокатують у чистовій лінії (12) прокатного стана, яка лежить, разом з чорновими клітями (4c), в лінії (4) прокатного стана, а потім охолоджують і намотують у рулони (18). 2. Спосіб за п. 1, який відрізняється тим, що в межах кампанії прокатки і залежно від заданого 2 (19) 1 3 87103 4 11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що установку (1) безперервного лиття та лінію (4) прокатного стана експлуатують в режимі компактного виробництва штаби (CSP). 12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що установку (1) безперервного лиття експлуатують в режимі обтиснення з рідкою серцевиною (Liquid-Core-Reduction). 13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що тонкий сляб (2) подають між двома чорновими прокатними клітями (4с) лінії (4) прока тного стана, в які вводять більш товстий сляб (3) як перехідний сляб (16). 14. Спосіб за п. 13, який відрізняється тим, що як перехідний сляб (16) в лінію (4) прокатного стана вводять тонкий сляб (2) або товстий сляб (3) з товщиною (9) від 30 мм до 60 мм. 15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що тонкий сляб (2) з підвищеною товщиною (9) вводять між двома чорновими прокатними клітями (4с) при зростаючому інтервалі до чистової лінії (12). Винахід відноситься до способу прокатки в гарячекатану штабу тонких і/або товстих сталевих слябів, які відлиті заздалегідь як тонкі або товсті сляби на установці безперервного лиття і які нагріваються до температури прокатки в тунельній печі або в печі з крокуючими балками і прокатуються в лінії прокатного стану, потім охолоджуються і намотуються в рулони. Загалом, в лінії прокатного стану завжди виготовляється тільки один і той самий виріб з різними габаритними розмірами, у випадку гарячекатаної штаби - з різною шириною або товщиною. Спроби збільшення завантаження лінії прокатного стану здійснювалися з 2001р. за допомогою процесу «mixed rolling», тобто за допомогою змішаної прокатки заготовок, що значно розрізнюються за товщиною та шириною, внаслідок чого можуть зменшуватися капітальні витрати на агрегат і через це досягається зниження собівартості матеріалу, що прокатується. Відомий спосіб експлуатації ливарнопрокатного агрегату (WO 02/068137 А1), при якому під ливарно-прокатним агрегатом розуміється з'єднання двох роз'єднаних, в звичайному виробництві листової сталі, технологій: «відливання слябів» та «гарячої прокатки». Беззливкова прокатка основується на лінії виробництва слябів (установка безперервного лиття) та лінії прокатного стану, причому передбачений пристрій подачі слябів, який є незалежним від лінії виробництва слябів. Для досягнення повної виробничої потужності потрібно декілька машин безперервного лиття. Максимально можливе вироблення можливе тільки або за допомогою агрегату з двома ливарними машинами, або при одній дворівчаковій установці безперервного лиття. Незважаючи на це, лінія прокатного стану прокатує завжди швидше, ніж працювала б лінія розливу при повному завантаженні ливарних пристроїв. Невикористовувані паузи у виробництві продукції виникають через підготовчі періоди установки безперервного лиття (заміни проміжного ковша, кристалізатора або сегментів та технічного обслуговування). У перервах на лінії виробництва слябів, в лінію прокатного стану можуть підводитися запасені сляби, щоб заповнювати паузи. Запасені сляби можуть надходити тільки від другої установки безперервного лиття. При виробництві тонких слябів на лінії виготовлення тонких слябів і при виробництві тов стих слябів на лінії виготовлення товстих слябів кожний раз для тонких слябів і для товстих слябів потрібна окрема установка безперервного лиття, що знову підвищує капітальні витрати. Бажане з'єднання установки безперервного лиття з лінією (остаточною) прокатного стану не можуть досягатися, отже, також при наявності двох роздільних установок безперервного лиття для тонких слябів і товстих слябів або однієї дворівчакової машини безперервного лиття, оскільки більш високі капіталовкладення знову відбиваються на рентабельності кінцевого продукту. Особливо невигідною є при цьому прокатка товстих слябів в окремій чорновій лінії прокатного стану. Тут після прокатки штаба намотується в рулони, переноситься всередині рулонного боксу в піч для теплової витримки і підводиться звідти до чистової лінії прокатного стану. Через такі дії виникають більш високі виробничі витрати, втрати часу та енергії, а також зниження продуктивності. Тому, згідно з відомим рівнем техніки, для більш ефективного використання установок залишається тільки заповнення пауз в часових перервах, що з'являються при експлуатації установок безперервного лиття. При цьому для підвищення продуктивності лінії прокатного стану можуть використовуватися тільки лише специфічно укорочені часи прокатки по відношенню до специфічно подовжених часів лиття. В основі винаходу лежить задача ще краще узгоджувати один з одним спосіб безперервного лиття та спосіб прокатки за допомогою удосконалення безперервної прокатки (максимальне завантаження ліній прокатного стану) і при одночасному врахуванні планування виробництва при незначних інвестиціях, економії енергії та при подальшому введенні способу в існуючі пристрої прокатки для підвищення продуктивності. Поставлена задача вирішується, згідно з винаходом, за допомогою того, що від однієї єдиної установки безперервного лиття тонких слябів, яка буде розташована або розташована перед існуючою лінією прокатного стану, направляють безперервно один за одним - відрізки тонких слябів, які виходять з тунельної печі, або поперечно принесені на лінію прокатного стану відрізки товстих слябів, які виходять з печі з крокуючими балками, або відрізки тонких слябів безпосередньо в обтискну чорнову прокатну кліть або через ряд чорнових прокатних клітей або безпосередньо подають пе 5 ред першою прокатною кліттю чистової лінії прокатного стану, і остаточно прокатують в чистовій лінії прокатного стану, яка лежить на одній прокатній лінії з чорновою лінією прокатного стану, і потім штабу намотують в рулони. Внаслідок цього не виникає інших, крім зумовлених виробничими вимогами, робіт технічного обслуговування, по суті ніяких перерв, які зумовлені литтям і/або прокаткою і, передусім, може бути реалізоване оптимальне планування виробництва. Виходячи з планування виробництва, роботи з технічного обслуговування, що очікуються, також можуть бути заплановані ефективніше. Методи лиття та прокатки, а також техніка можуть настроюватися на бажаний кінцевий продукт з самого початку. Внаслідок цього досягають стабільних умов загалом при литті, прокатці і для робіт технічного обслуговування. Зустрічається менше погрішностей в геометрії гарячекатаної штаби. Загалом, скорочується знос валків. Крім того, за рахунок більш високої продуктивності продукції досягається економія у витратах. Результатом є безперервний, на відміну від існуючого досі, потік матеріалу в установці безперервного лиття і в лінії прокатного стану до виходу штаби, визначеної маси та якості, у вигляді рулону. Крім того, додатково побудованою установкою безперервного лиття тонких слябів заощаджуються значні обсяги капіталовкладень. Відрізки товстих слябів можуть доставлятися також за замовленнями ззовні або з вже існуючої, віддалено розташованої ливарної машини для товстих слябів. Переважно, якщо в плануванні виробництва передбачено, що в межах прокатної кампанії відсоткова частина тонких слябів і, відповідно, додаткова відсоткова частина товстих слябів підводяться безперервно один за одним до спільної лінії прокатного стану і прокатуються, причому відповідна кількість тонких або товстих слябів встановлюється залежно від заданого стандарту якості гарячекатаної штаби, що виробляється, скорочення зносу валків та максимальної продуктивності. Подальші удосконалення полягають в тому, що тонкі сляби, переважно, виходячи з установки безперервного лиття, безпосередньо через тунельну піч проводять при відкритих чорнових прокатних клітях в лінію прокатного стану і остаточно прокатуються. Відливання тонких слябів стоїть, відносно швидкості лиття, поблизу до швидкості прокатки. Інше удосконалення полягає в тому, що відрізки слябів вилучаються з підключеного перед піччю з крокуючими балками проміжного сховища для товстих і/або тонких слябів, термічно готуються і прокатуються в спільній лінії прокатки чистового прокатного стану. У випадку, коли сляби подають від віддаленої установки безперервного лиття для слябів, не можна також відмовлятися від пропорційного розігрівання. При цьому переважно, що піч з крокуючими балками завантажується залежно від товстих слябів, які відсортовані за шириною та товщиною. Внаслідок цього збільшується гнучкість способу і також підтримується планування виробництва. 87103 6 Планування виробництва може містити, згідно з іншими ознаками, також те, що товсті сляби відливаються залежно від необхідної ширини і/або товщини і проміжно складуються. Виникаючі при плануванні виробництва особливі випадки, а також непередбачувані у час виробництва стану можуть враховуватися, згідно з варіантом виконання, за допомогою того, що, поза повною програмою прокатки, направлені до прокатної лінії товсті сляби відливають із середніми для ринку гарячекатаної штаби габаритними розмірами і проміжно зберігають. Через це виникає для планування виробництва додатковий варіант вибору, який, фактично не потрібний, але представляє розріз ринку гарячекатаної штаби і легко може включатися у виробничий процес. Таким чином виникають, в основному, спочатку два типи складування: запланований резерв і резерв для виробничих умов, що не плануються. Далі переважно, що товсті або тонкі сляби в проміжному сховищі сортуються за шириною, матеріалом і/або групами матеріалів. Внаслідок цього заощаджується час подачі в тунельну піч або в піч з крокуючими балками, а також підтримується планування виробництва. Таким чином групи можуть утворюватися, наприклад, як зазначено нижче: - група для запланованого виробництва, щоб оптимально здійснювати виробництво тонких слябів відповідно до умов прокатки; - група для компенсації станів, що не плануються, щоб оптимально реалізувати умови прокатки в поєднанні з виробництвом тонких слябів. Щоб підтримувати узгодження товщини прокату з планом проходів при прокатці передбачено, щоб в підключену слідом чистову лінію прокатного стану вводився проміжний продукт, який був відлитий і/або прокатаний по товщині та ширині як, приблизно, тонкий сляб або, приблизно, товстий сляб. Незначні відмінності по товщині можуть враховуватися також при адаптації планів проходів при прокатці в чорнових прокатних клітях або в чистовій лінії прокатного стану, або в іншому випадку через товщину слябів. Подальше узгодження - товщина слябів/прохід прокатки - може відбуватися за допомогою того, що в кристалізаторі установки безперервного лиття встановлюється розмір по ширині і/або товщині профілю відливання для оптимального виконання проміжного продукту. Внаслідок цього проміжний продукт може підганятися перед чистовою лінією прокатного стану. Незалежна альтернатива полягає в тому, щоб установка безперервного лиття та лінія прокатного стану експлуатувалися в режимі компактного виробництва штаби CSP. Подібним чином наступна незалежна альтернатива полягає в тому, щоб установка безперервного лиття експлуатувалася в режимі LCR (обтиснення з рідкою серцевиною). Далі, наступне узгодження тонких слябів та товстих слябів і проходу прокатки може проводитися тим, що тонкий сляб підводять між двома чорновими прокатними клітями перед чистовою лінією прокатного стану, в які вводиться більш 7 товстий сляб як перехідний сляб. Цей випадок може зустрічатися, якщо з індивідуальних причин тонкий сляб не може підводитися в лінію прокатного стану на оптимальному місці. Подача тоді відбувається на віддаленні перед чистовою лінією прокатного стану. Товщина тонкого сляба може підвищуватися, при цьому регулюються плани проходів при прокатці в чорнових прокатних клітях. Таким чином, наприклад, дві чорнові прокатні кліті в тандемному розташуванні можуть настроюватися для товстого сляба в 70мм і/або чорнові прокатні кліті можуть відкриватися, як описано. Далі пропонується, щоб як перехідний сляб вводився тонкий сляб або товстий сляб з товщиною від 30мм до 60мм в чистову лінію прокатного стану. Для такого випадку передбачено, щоб тонкий сляб з підвищеною товщиною вводився при зростаючому інтервалі між двома чорновими прокатними клітями. На кресленнях представлені приклади здійснення винаходу, які детальніше роз'яснюються нижче. На кресленні представлено: Фіг.1 - вигляд ливарно-прокатного агрегату в перспективі. Фіг.2 - вигляд проміжного сховища для відсортованих слябів в перспективі. У першій стадії реалізації способу відбувається безперервний розлив на установці 1 тонких слябів 2 або товстих слябів 3 із сталі (вуглецеві сталі, леговані сталі тощо). Як тонкі сляби 2 передбачаються поперечні перерізи 2а слябів з товщиною від, приблизно, 30мм до 70мм. Товстий сляб 3 має поперечний переріз За з товщиною від, приблизно, 70мм до 300мм. Описаний також нижче перехідний сляб 16 перед декількома чорновими клітями 4с лінії 4 прокатного стану має товщину 9 тонкого сляба 2, приблизно 30мм, і тому може підводитися безпосередньо в чистову лінію 12 прокатного стану. Тонкий сляб 2 та товстий сляб 3 із сталі після розливу на установці 1 безперервного лиття прокатуються в лінії 4 прокатного стану в гарячекатану штабу 4а і намотуються в рулони 18. Для теплової підготовки процесу прокатки тонкий сляб 2 і товстий сляб 3 після безперервного розливу вирівнюються по температурі в тунельній печі 5 або печі 6 з крокуючими балками і нагріваються до температури проходу в першій прокатній кліті 4b або 4с і передаються після цього в лінію 4 прокатного стану. Процес протікає, по суті, як описано нижче: з єдиної установки 1 для безперервного лиття тонких слябів, яка при реконструкції буде розташована, або вже є в наявності перед існуючою лінією 4 прокатного стану, відрізки 2b тонких слябів, які виводяться з тунельної печі 5, або поперечно підведені в лінію 4 прокатного стану відрізки товстих слябів ЗЬ, які виходять з печі 6 з крокуючими балками, або відрізки 2b тонких слябів, безперервно один за одним вводяться безпосередньо в зазор 9 чорнових прокатних клітей 4с проводяться через відкриті чорнові прокатні кліті 4с, або подаються безпосередньо перед першою прокатною кліттю 87103 8 чистової лінії 12 прокатного стану, а потім остаточно прокатуються в чистовій лінії 12 прокатного стану, яка лежить, разом з чорновими клітями 4с, в прокатній лінії 4, і тільки потім, після охолоджування в пластинкових холодильниках, намотуються в рулони 18. Спосіб, згідно з винаходом, далі передбачає, щоб, в межах кампанії прокатки, відсоткова частина тонких слябів 2 і, відповідно, додаткова відсоткова частина товстих слябів 3 підводяться безперервно один за одним, практично без перерв, крім зумовлених технічним обслуговуванням, в лінію 4 прокатного стану і прокатуються. Відповідна кількість тонких слябів 2 і товстих слябів З встановлюється залежно від заданого стандарту-якості і матеріалу 10 гарячекатаної штаби 4а, що виробляється, скорочення зносу валків і максимальної продуктивності. Таким співвідношенням є, наприклад, 1/3 тонких слябів 2 до 2/3 товстих слябів 3. Така «змішана прокатка» у другій стадії реалізації способу, тобто при прокатці різних по товщині слябів, призводить, як правило, до перешкод в процесі прокатки. Ці перешкоди можуть ще посилюватися далі при зміні ширини і сортаменту сталі. Також посилено проявляються погрішності геометрії на гарячекатаній штабі 4а. Особливо треба підкреслити підвищений знос валків. Перешкоди можуть значно зменшуватися тільки правильним плануванням виробництва. Цьому сприяє, наприклад те, що прокатуються, головним чином, тонкі сляби 2, які після виходу з установки 1 безперервного лиття, прямують через тунельну піч 5 при відкритих чорнових прокатних клітях 4с безпосередньо в лінії 4 прокатного стану і прокатуються. Товсті сляби 3 відливаються або на машині безперервного лиття, що знаходиться віддалено, із зміненим ливарним профілем 15 кристалізатора 14, або, переважно, на основі довгострокового планування, в незалежній, в цьому випадку віддалено розташованій - установці безперервного лиття і будуть витягуватися з розташованого перед піччю 6 з крокуючими балками проміжного сховища 7 для товстих слябів 3 або тонких слябів 2, термічно підготовлюватися і транспортуватися в напрямку стрілки 17 (загальний напрямок транспортування) і прокатуватися в лінії 4 прокатного стану. Піч 6 з крокуючими балками завантажується залежно від виду товстих слябів 3, які відсортовані за шириною 8 та товщиною 9. При цьому враховано, що товсті сляби 3були відлиті залежно від необхідних для кінцевого продукту ширини 8 і/або товщини 9 і були вміщені в проміжне сховище 7. Також можливо, щоб, товсті сляби 3, які підходять до прокатної лінії 4 поза повною програмою прокатки, відливалися за середніми габаритними розмірами для ринку гарячекатаної штаби і проміжно складувалися. Частина товстих слябів 3 виробляється у відрізок часу на декілька днів раніше, ніж передбачено для розливу тонких слябів 2. Цей термін дозволяє виробляти усі необхідні формати по ширині 8 та товщині 9 без особливого зниження продуктивності на одній ливарній установці 1 для товстих слябів. Проміжне сховище 7 перед піччю 6 з крокуючими балками містить товсті сляби 3, які 9 призначені для запланованої програми прокатки і, крім того, перехідні сляби 16, якими, якоюсь мірою, як «запобіжниками», можуть компенсуватися перешкоди або короткострокові зміни програми прокатки. Товсті сляби 3 або тонкі сляби в проміжному сховищі 7 сортуються за шириною 8, товщиною 9, матеріалом 10 і/або групами 11 матеріалів способом штабелювання (Фіг.2). При відпрацюванні запланованої програми прокатки, ливарна машина 1 відливає тонкі сляби 2 із заданою шириною 8 та товщиною 9. Через безпосереднє завантаження тонких слябів 2, установка 1 безперервного лиття одержує пріоритет для тонких слябів 2. Піч 6 з крокуючими балками для товстих слябів 3 має другий пріоритет. Відносно стану чистової лінії 4 прокатного стану, в основному, визначають, в який час гарячі товсті сляби 3 подаються в прокатну лінію 4. Піч 6 з крокуючими балками переводиться, залежно від ширини 8, товщини 9 і матеріалу 10, - на тонкий сляб 2, внаслідок чого виходить оптимальна геометрія стрічки при мінімальному зносі валків. Використання проміжного сховища 7 забезпечує таку гнучкість процесу. У розташовану далі чистову лінію 12 прокатного стану в визначеному місці вводиться (Фіг.1) проміжний продукт 13, який був відлитий по товщині 9 та ширині 8 як тонкий сляб 2 або як товстий сляб 3, і був прокатаний. Для цього застосовуються відповідні регулювання для пристрою, наприклад, зміни перерізу 15 кристалізатора або вплив на план проходів при прокатці. Наприклад, можна настроїти переріз 15 кристалізатора кокілю 14 безперервного лиття по ширині 8 і/або товщині 9 для оптимального виготовлення перехідного сляба 16. Установка 1 безперервного лиття та лінія 4 прокатного стану можуть експлуатуватися в CSPрежимі. Також установка безперервного лиття може експлуатуватися в LCR-режимі (Liquid Core Reduction). Згідно з подальшими пропозиціями, тонкий сляб 2 може вводитися в чорнову прокатну кліть 4с лінії 4 прокатного стану, в яку може вводитися також товстий сляб 3, як перехідний сляб 16. Як перехідний сляб 16 безпосередньо перед чистовою лінією 12 прокатного стану, підводиться тонкий сляб 2 або товстий сляб 3 з товщиною 9 від 30мм до 60мм. Тонкий сляб 2 вводиться з рівною товщиною 9 перед останньою чорновою прокатною кліттю 4с. Перехідний сляб 16 може бути тонким слябом 2, що має або що не має відхилень по 87103 10 основній товщині, або обтисненим товстим слябом 3, які вводяться в чорнові прокатні кліті 4с. Він може також бути обтисненим тонким слябом 2 для чорнових прокатних клітей 4с. Для випадку, коли тонкий сляб 2 з особливих причин не може вводитися на оптимальних місцях в лінію 4 прокатного стану, передбачено, щоб тонкі сляби 2 з підвищеною товщиною 9 вводилися перед чорновою прокатною кліттю 4с із зростаючим інтервалом до чистової лінії 12 прокатного стану. Товщина 9 тонкого сляба 2 поступово збільшується і план проходів при прокатці в чорнових прокатних клітях 4с підганяються. Наприклад, дві обтиснені прокатні кліті 4с в тандемному розташуванні будуть прокатувати товстий сляб 3 з товщиною 9 в 70мм і/або чорнові прокатні кліті 4с будуть відкритими. Проміжне сховище 7 може складатися також, наприклад, з двох складів для товстих слябів 3, які відповідно відсортовані за групами 11 матеріалу і класами ширини. Одна група передбачена для планування виробництва і одна група - для ситуацій, що не плануються. Перелік основних позначень 1 Установка безперервного лиття (для тонких слябів) 2 Тонкий сляб 2а Поперечний переріз тонкого сляба 2b Відрізок тонкого сляба 3 Товстий сляб 3а Поперечний переріз товстого сляба Зb Відрізок товстого сляба 4 Лінія прокатного стану 4а Гарячекатана штаба 4b Чистова прокатна кліть 4с Чорнова прокатна кліть 5 Тунельна піч 6 Піч з крокуючими балками 7 Проміжне сховище товстих та тонких слябів 8 Ширина (товстого) сляба 9 Товщина (товстого) сляба 10 Матеріал 11 Група матеріалів 12 Чистова лінія прокатного стану 13 Проміжний продукт 14 Кристалізатор установки безперервного лиття 15 Переріз 16 Перехідний сляб 17 Напрямок транспортування (стрілка) 18 Рулон 11 Комп’ютерна верстка О. Рябко 87103 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for milling thin and thick steel slabs into hot-rolled strip
Автори англійськоюThomanek Erik
Назва патенту російськоюСпособ прокатки тонких и толстых стальных слябов в горячекатаную полосу
Автори російськоюТоманек Эрик
МПК / Мітки
МПК: B21B 1/46
Мітки: штабу, слябів, товстих, тонких, сталевих, прокатки, гарячекатану, спосіб
Код посилання
<a href="https://ua.patents.su/6-87103-sposib-prokatki-tonkikh-i-tovstikh-stalevikh-slyabiv-v-garyachekatanu-shtabu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки тонких і товстих сталевих слябів в гарячекатану штабу</a>
Спосіб керування процесом прокатки товстих листів
Номер патенту: 41713
Опубліковано: 10.06.2009
Автори: Лівшиц Дмітрій Арнольдовіч, Володарський Володимир Васильович, Ганошенко Ігор Володимирович, Зінченко Юрій Анатолійович, Ковура Олександр Борисович, Капланов Василь Ілліч, Курпе Олександр Геннадійович, Койфман Олександр Анатолійович
МПК: B21B 1/26
Мітки: процесом, товстих, прокатки, спосіб, листів, керування
Формула / Реферат:
1. Спосіб керування процесом прокатки товстих листів, що містить попереднє вимірювання температури, геометричних розмірів та маси заготовки, розрахунок технологічних параметрів прокатки та наступне керування обладнанням прокатного стана відповідно до розрахованих параметрів, який відрізняється тим, що для розрахунку технологічних параметрів прокатки використовують математичну модель, яку реалізують із застосуванням щонайменше одного...
Спосіб прокатки товстих листів
Номер патенту: 79692
Опубліковано: 10.07.2007
Автори: Юр'єв Олег Михайлович, Коновалов Юрій В'ячеславович, Руденко Євген Олексійович
МПК: B21B 1/38
Мітки: прокатки, спосіб, листів, товстих
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом його задання на кут до лінії прокатки і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по ходу прокатки бокової грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві...
Спосіб прокатки товстих листів
Номер патенту: 15118
Опубліковано: 15.06.2006
Автори: Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Юр'єв Олег Михайлович, Туляков Віктор Олександрович
МПК: B21B 1/38
Мітки: товстих, прокатки, листів, спосіб
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й наступну прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну...
Спосіб прокатки товстих листів
Номер патенту: 86476
Опубліковано: 27.04.2009
Автори: Юр'єв Олег Михайлович, Коновалов Юрій В'ячеславович, Остапенко Арнольд Леонтійович, Руденко Євген Олексійович
МПК: B21B 1/38
Мітки: прокатки, спосіб, листів, товстих
Формула / Реферат:
Спосіб прокатки товстих листів, що включає прокатку з поздовжніми і поперечними проходами в чорновій кліті і поздовжнє профілювання товщини розкату шляхом змінного по його довжині обтиску, який збільшується від кінців до середини довжини розкату, в поздовжньому проході перед кантуванням розкату на 90°, який відрізняється тим, що при прокатці листів їх ширину формують з довжини слябів, для чого спочатку здійснюють поперечну прокатку сляба до...
Спосіб прокатки слябів
Номер патенту: 75671
Опубліковано: 15.05.2006
Автори: Мангуш Валентин Георгійович, Дригін Олександр Іванович, Пасько Іван Олександрович, Зеленський Віктор Євгенович, Омельяненко Микола Іванович, Шамлі Георгій Іванович, Шебаніц Едуард Миколайович, Бойко Володимир Семенович, Карнаушенко Ніл Андрійович, Климанчук Владислав Владиславович, Рапін Аркадій Олександрович, Васекін Андрій Валерійович, Романенко Максим Володимирович
МПК: B21B 1/02
Мітки: слябів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки слябів на обтискних станах, який включає обтиск по товщині і ширині зливка у декількох проходах з гарантованим обтиском по ширині в останньому проході робочої кліті стана, який відрізняється тим, що в останньому проході зливок подають донною частиною в вертикальні валки робочої кліті слябінга.
Попередній патент: Композиція
Наступний патент: Спосіб і пристрій для розпалу газового потоку
Випадковий патент: Універсальна станція управління заглибними електронасосами