Спосіб та установка для введення прутка з осердям у ванну розплавленого металу
Формула / Реферат
1. Спосіб введення прутка (2) з осердям у ванну (3) розплавленого металу, який включає змотування прутка з осердям із бобіни (9), зокрема зсередини бобіни, та подавання до ванни (3) металу, причому переміщення прутка з осердям частково здійснюють у напрямній трубці (13), вихідний кінець (32) якої розташований на заздалегідь визначеній висоті (Н) над поверхнею (РР') ванни (3) металу, який відрізняється тим, що пруток (2) з осердям подають та піддають операції рихтування в умовах, які практично не змінюють його круглий переріз та уможливлюють введення прутка у ванну та його заглиблення у ванну (3) по вертикалі.
2. Спосіб за п. 1, який відрізняється тим, що напрямна трубка (13) розташована вертикально над ванною, операцію рихтування здійснюють шляхом просування прутка (2) з осердям перед його надходженням у напрямну трубку (13) через кілька пар (18) натискних роликів (19, 20), причому контакт між прутком з осердям та кожним натискним роликом здійснюється по поверхні контакту або по щонайменше двох лініях контакту.
3. Спосіб за п. 2, який відрізняється тим, що поверхні контакту (21, 22) натискних роликів зі згаданим прутком (2) є увігнутими.
4. Спосіб за п. 3, який відрізняється тим, що радіус кривизни ввігнутих поверхонь (21, 22) натискних роликів по суті дорівнює радіусу прутка (2) з осердям.
5. Спосіб за будь-яким з пп. 2-4, який відрізняється тим, що пруток з осердям фіксують в поперечному напрямі під час його проходження між парами (18) натискних роликів (19, 20) за допомогою проміжних напрямних трубок (30).
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що подавання прутка з осердям здійснюють одночасно з його рихтуванням.
7. Спосіб за будь-яким із пп. 2-6, який відрізняється тим, що подавання прутка з осердям здійснюють одночасно з його рихтуванням, зокрема, тим, що деякі натискні ролики (19) є приводними.
8. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що подавання прутка з осердям здійснюють перед його рихтуванням та незалежно від рихтування, та тим, що під час рихтування пруток (2) з осердям має вертикальний напрям.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що відношення внутрішнього діаметра напрямної трубки до діаметра прутка з осердям лежить у межах від 1,5/1 до 5/1.
10. Спосіб за будь-яким з пп. 5-9, який відрізняється тим, що відношення внутрішнього діаметра напрямної трубки та факультативно проміжних трубок до діаметра прутка з осердям лежить у межах від 1,5/1 до 5/1.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що він додатково включає захист вихідного кінця (32) напрямної трубки (13) та відповідно до варіанта, якому віддається перевага, прутка (2) з осердям при його проходженні після виходу зі згаданого кінця (32) поблизу ванни (3) за допомогою захисного наконечника (34).
12. Установка (1) для введення прутка (2) з осердям у ванну (3) розплавленого металу, яка включає в себе:
- засіб (12) для подавання згаданого прутка з осердям з бобіни (9), виконаний з можливістю витягання прутка зсередини бобіни;
- напрямну трубку (13) для прутка (2) з осердям, вихідний кінець (32) якої розташований на заздалегідь визначеній висоті (Н) над поверхнею ванни (3),
яка відрізняється тим, що напрямна трубка (13) розташована вертикально, та тим, що згадана установка включає в себе засіб (12) для рихтування прутка (2) з осердям, який розташований до місця входження прутка у напрямну трубку (13) та уможливлює надання прутку (2) з осердям прямолінійного напряму без зміни його круглого перерізу та в разі необхідності коригування наявноїдеформації згаданого перерізу.
13. Установка за п. 12, яка відрізняється тим, що рихтувальний засіб включає в себе множину пар натискних роликів, причому контакт кожного ролика з прутком з осердям має місце по поверхні контакту або по щонайменше двох лініях контакту.
14. Установка за п. 13, в якій контакт між прутком з осердям та кожним натискним роликом має місце по поверхні контакту, яка відрізняється тим, що рихтувальний засіб включає в себе обмежену кількість, наприклад від трьох до п'яти, пар (18) натискних роликів (19, 20), причому поверхні контакту (21, 22) з прутком (2) з осердям є ввігнутими.
15. Установка за п. 14, яка відрізняється тим, що кожна поверхня контакту (21, 22) кожного ролика з прутком з осердям має радіус кривизни, по суті однаковий з радіусом прутка (2) з осердям.
16. Установка за будь-яким з п. 14 або п. 15, яка відрізняється тим, що кожна поверхня контакту кожного ролика відповідає куту контакту в межах від 120° до 180°.
17. Установка за п. 13, в якій контакт між прутком з осердям та кожним натискним роликом має місце по двох лініях контакту, яка відрізняється тим, що рихтувальний засіб включає в себе значну кількість, наприклад від 12 до 20, пар натискних роликів, кожний з яких має периферійну виїмку трикутного перерізу, яка визначає дві скісні поверхні контакту з прутком з осердям.
18. Установка за будь-яким із пп. 13-17, яка відрізняється тим, що вона включає в себе проміжні напрямні трубки (30) для прутка (2) з осердям між кожними двома парами (18) натискних роликів (19, 20).
19. Установка за будь-яким з пп. 12-18, яка відрізняється тим, що відношення внутрішнього діаметра напрямної трубки (13) до діаметра прутка з осердям лежить у межах від 1,5/1 до 5/1.
20. Установка за будь-яким з пп. 18-19, яка відрізняється тим, що відношення внутрішнього діаметра напрямної трубки (13) та факультативно проміжних трубок (30) до діаметра прутка з осердям лежить у межах від 1,5/1 до 5/1.
21. Установка за будь-яким з пп. 12-20, яка відрізняється тим, що вихідний кінець (32) напрямної трубки (13) обладнаний захисним наконечником (14), який має підвищену жаростійкість у порівнянні зі згаданою напрямною трубкою (13).
22. Установка за п. 21, яка відрізняється тим, що захисний наконечник (14) простягнений за межу вихідного кінця (32) напрямної трубки (13) на певну відстань, наприклад, від 10 см до 30 см.
23. Установка за будь-яким з п. 21 або п. 22, яка відрізняється тим, що складається з двох частин - вхідної частини та вихідної частини (33), до якої прикріплений захисний наконечник (34), та тим, що дві згадані частини можуть бути нерухомо з'єднані між собою за допомогою рознімного засобу, наприклад різьби або байонетної системи (35), яка уможливлює заміну вузла, який складається з вихідної частини (33) трубки та захисного наконечника (34).
24. Установка за будь-яким з пп. 12-23, яка відрізняється тим, що засіб для рихтування виконує функцію подавального засобу.
25. Установка за п. 13 або п. 24, яка відрізняється тим, що кожна пара (18) натискних роликів (19, 20) включає в себе приводний ролик (19) та опорний ролик (20), та тим, що опорний ролик (20) змонтований на шарнірній опорі (23), що утворює балансир, виконаний з можливістю переміщення за допомогою силового циліндра (25).
26. Установка за будь-яким із пп. 12-25, яка відрізняється тим, що подавальний засіб розташований вище за ходом прутка від рихтувального засобу, та тим, що пруток з осердям у рихтувальному засобі простягнений у вертикальному напрямі.
Текст
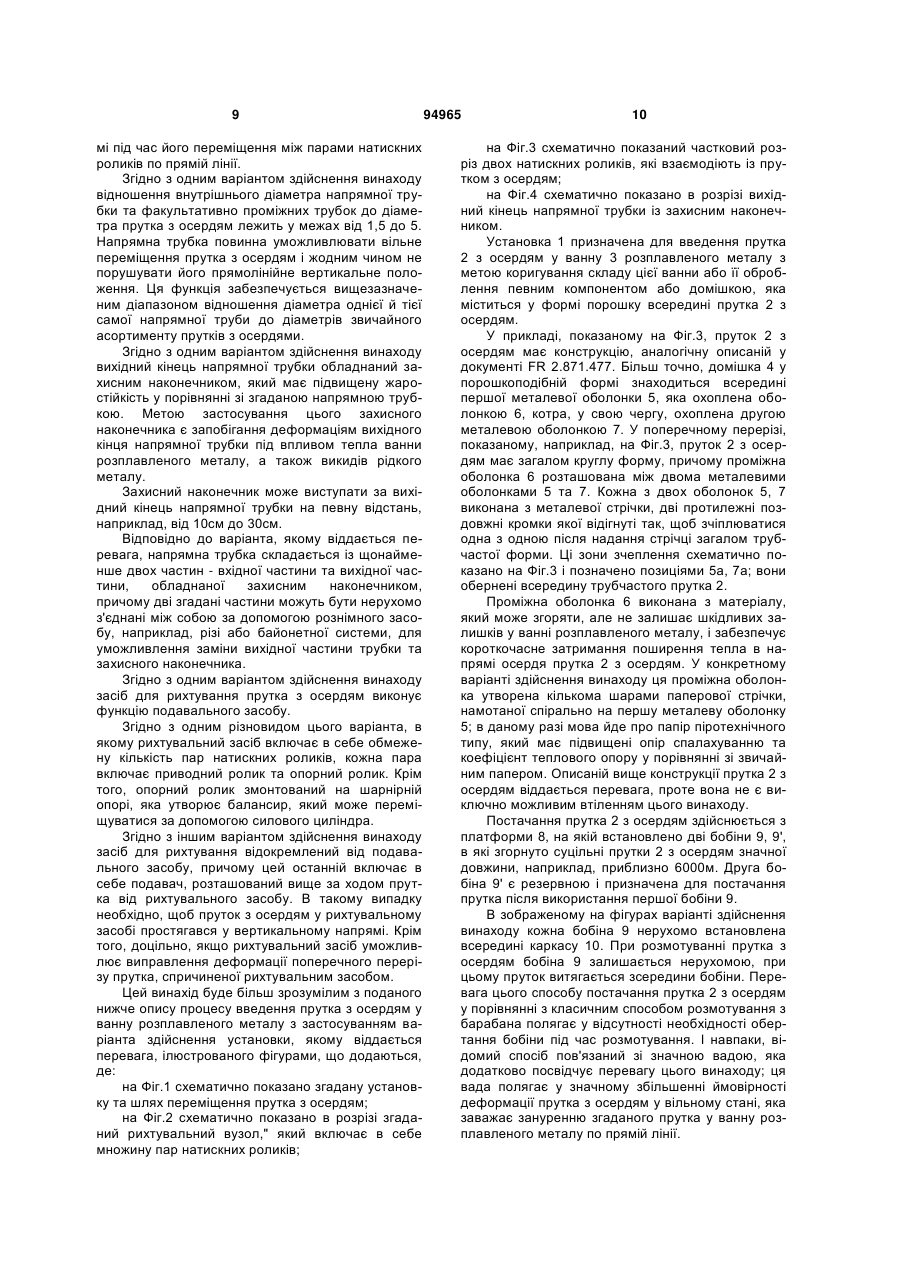
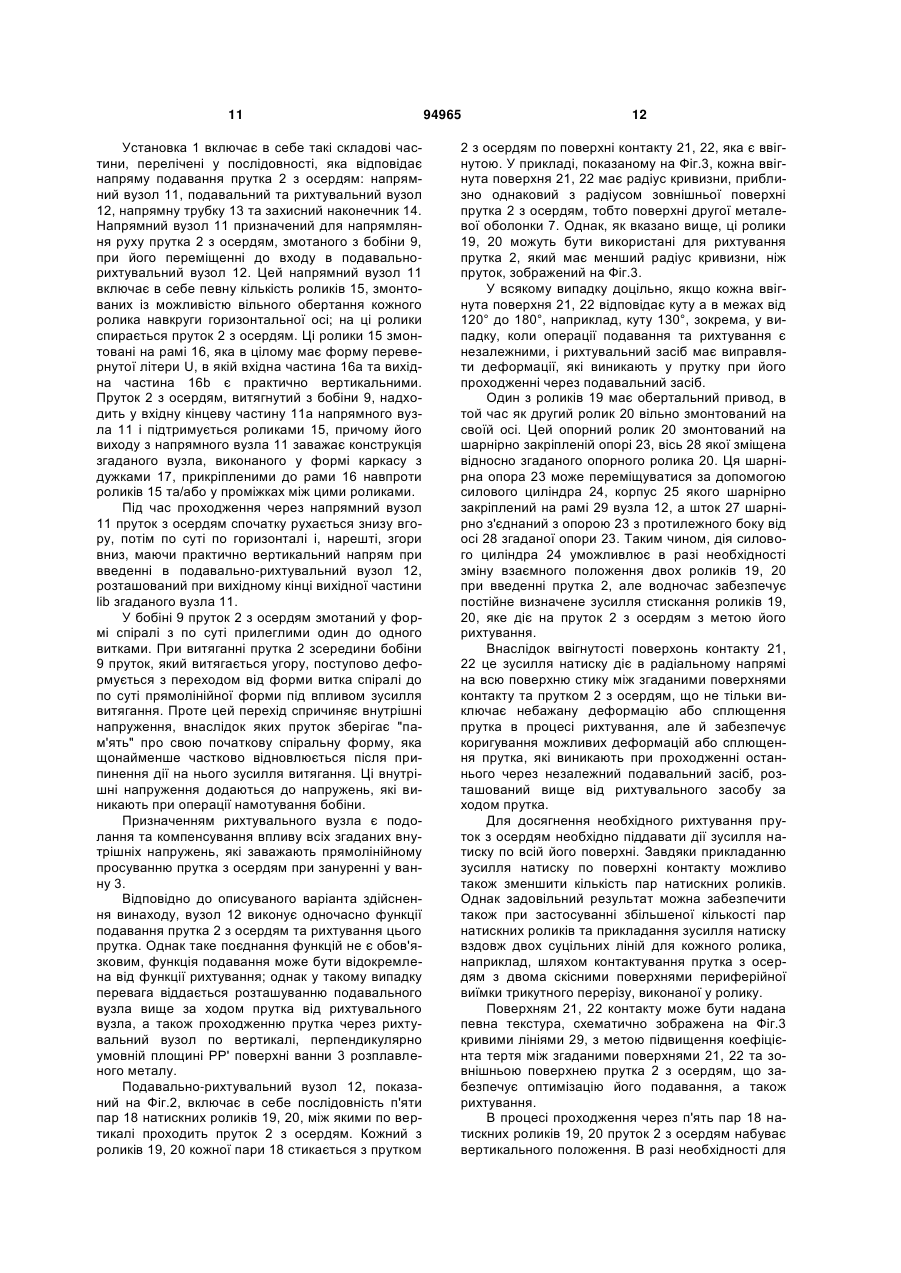
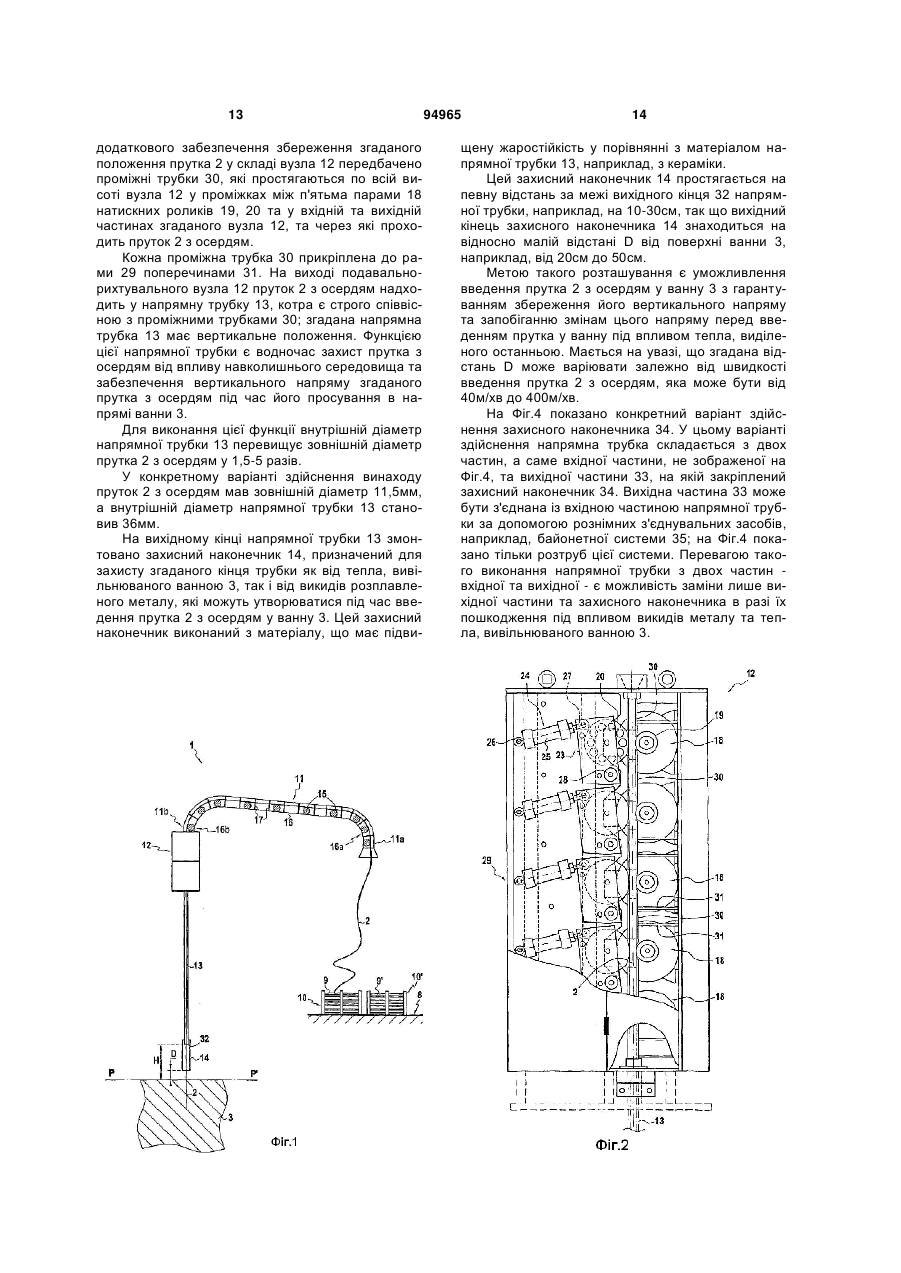
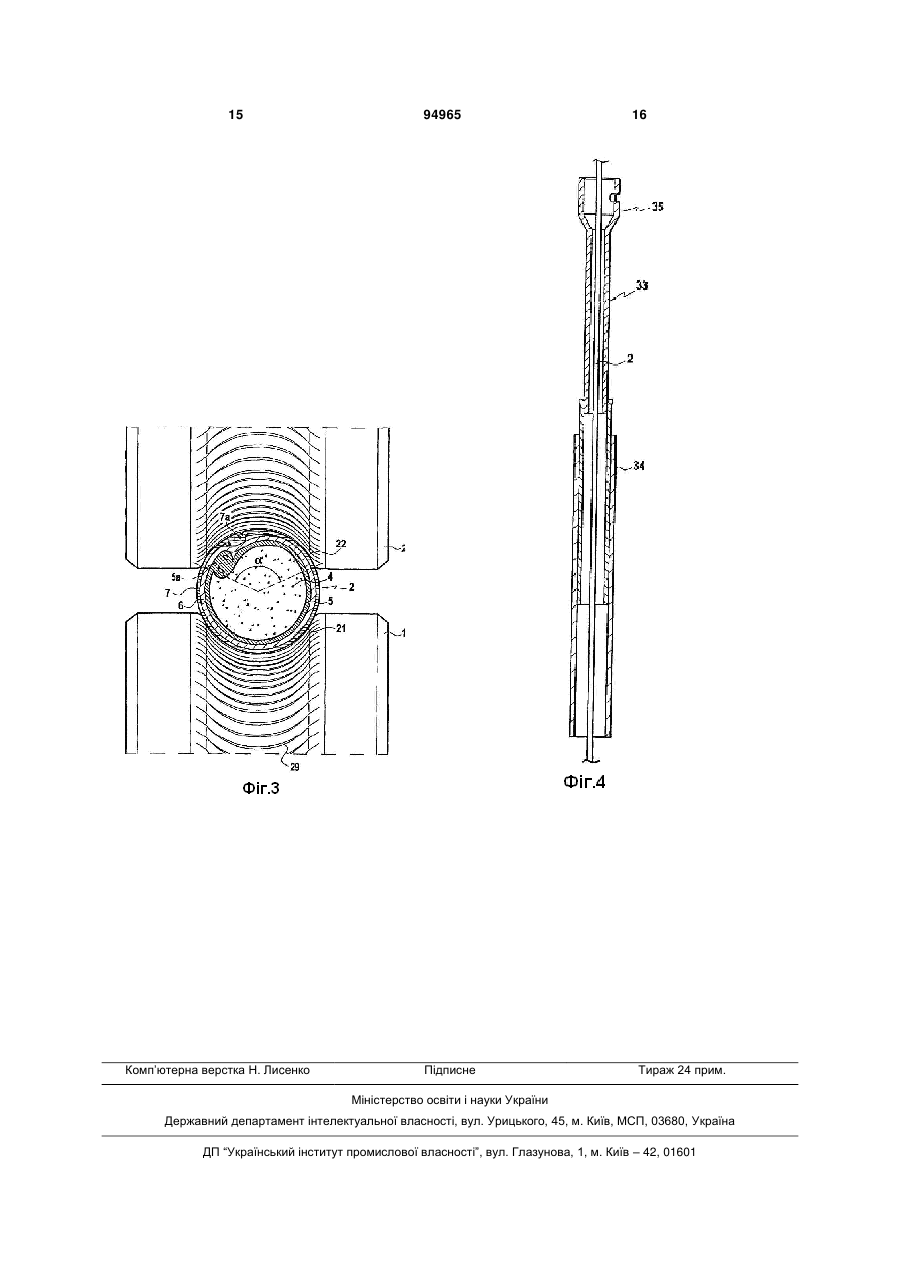
1. Спосіб введення прутка (2) з осердям у ванну (3) розплавленого металу, який включає змотування прутка з осердям із бобіни (9), зокрема зсередини бобіни, та подавання до ванни (3) металу, причому переміщення прутка з осердям частково здійснюють у напрямній трубці (13), вихідний кінець (32) якої розташований на заздалегідь визначеній висоті (Н) над поверхнею (РР') ванни (3) металу, який відрізняється тим, що пруток (2) з осердям подають та піддають операції рихтування в умовах, які практично не змінюють його круглий переріз та уможливлюють введення прутка у ванну та його заглиблення у ванну (3) по вертикалі. 2. Спосіб за п.1, який відрізняється тим, що напрямна трубка (13) розташована вертикально над ванною, операцію рихтування здійснюють шляхом просування прутка (2) з осердям перед його надходженням у напрямну трубку (13) через кілька пар (18) натискних роликів (19, 20), причому контакт між прутком з осердям та кожним натискним роликом здійснюється по поверхні контакту або по щонайменше двох лініях контакту. 3. Спосіб за п.2, який відрізняється тим, що поверхні контакту (21, 22) натискних роликів зі згаданим прутком (2) є увігнутими. 4. Спосіб за п.3, який відрізняється тим, що радіус кривизни ввігнутих поверхонь (21, 22) натискних 2 (19) 1 3 94965 4 яка відрізняється тим, що напрямна трубка (13) розташована вертикально, та тим, що згадана установка включає в себе засіб (12) для рихтування прутка (2) з осердям, який розташований до місця входження прутка у напрямну трубку (13) та уможливлює надання прутку (2) з осердям прямолінійного напряму без зміни його круглого перерізу та в разі необхідності коригування наявної деформації згаданого перерізу. 13. Установка за п.12, яка відрізняється тим, що рихтувальний засіб включає в себе множину пар натискних роликів, причому контакт кожного ролика з прутком з осердям має місце по поверхні контакту або по щонайменше двох лініях контакту. 14. Установка за п.13, в якій контакт між прутком з осердям та кожним натискним роликом має місце по поверхні контакту, яка відрізняється тим, що рихтувальний засіб включає в себе обмежену кількість, наприклад від трьох до п'яти, пар (18) натискних роликів (19, 20), причому поверхні контакту (21, 22) з прутком (2) з осердям є ввігнутими. 15. Установка за п.14, яка відрізняється тим, що кожна поверхня контакту (21, 22) кожного ролика з прутком з осердям має радіус кривизни, по суті однаковий з радіусом прутка (2) з осердям. 16. Установка за будь-яким з п.14 або п.15, яка відрізняється тим, що кожна поверхня контакту кожного ролика відповідає куту контакту в межах від 120° до 180°. 17. Установка за п.13, в якій контакт між прутком з осердям та кожним натискним роликом має місце по двох лініях контакту, яка відрізняється тим, що рихтувальний засіб включає в себе значну кількість, наприклад від 12 до 20, пар натискних роликів, кожний з яких має периферійну виїмку трикутного перерізу, яка визначає дві скісні поверхні контакту з прутком з осердям. 18. Установка за будь-яким із пп.13-17, яка відрізняється тим, що вона включає в себе проміжні напрямні трубки (30) для прутка (2) з осердям між кожними двома парами (18) натискних роликів (19, 20). 19. Установка за будь-яким з пп.12-18, яка відрізняється тим, що відношення внутрішнього діаметра напрямної трубки (13) до діаметра прутка з осердям лежить у межах від 1,5/1 до 5/1. 20. Установка за будь-яким з пп.18-19, яка відрізняється тим, що відношення внутрішнього діаметра напрямної трубки (13) та факультативно проміжних трубок (30) до діаметра прутка з осердям лежить у межах від 1,5/1 до 5/1. 21. Установка за будь-яким з пп.12-20, яка відрізняється тим, що вихідний кінець (32) напрямної трубки (13) обладнаний захисним наконечником (14), який має підвищену жаростійкість у порівнянні зі згаданою напрямною трубкою (13). 22. Установка за п.21, яка відрізняється тим, що захисний наконечник (14) простягнений за межу вихідного кінця (32) напрямної трубки (13) на певну відстань, наприклад, від 10 см до 30 см. 23. Установка за будь-яким з п.21 або п.22, яка відрізняється тим, що складається з двох частин - вхідної частини та вихідної частини (33), до якої прикріплений захисний наконечник (34), та тим, що дві згадані частини можуть бути нерухомо з'єднані між собою за допомогою рознімного засобу, наприклад різьби або байонетної системи (35), яка уможливлює заміну вузла, який складається з вихідної частини (33) трубки та захисного наконечника (34). 24. Установка за будь-яким з пп.12-23, яка відрізняється тим, що засіб для рихтування виконує функцію подавального засобу. 25. Установка за п.13 або п.24, яка відрізняється тим, що кожна пара (18) натискних роликів (19, 20) включає в себе приводний ролик (19) та опорний ролик (20), та тим, що опорний ролик (20) змонтований на шарнірній опорі (23), що утворює балансир, виконаний з можливістю переміщення за допомогою силового циліндра (25). 26. Установка за будь-яким із пп.12-25, яка відрізняється тим, що подавальний засіб розташований вище за ходом прутка від рихтувального засобу, та тим, що пруток з осердям у рихтувальному засобі простягнений у вертикальному напрямі. Цей винахід стосується галузі металургії, більш конкретно, коригування складу або легування ванни розплавленого металу шляхом введення добавки із застосуванням прутка з осердям, яке містить згадану домішку. Більш конкретно, винахід стосується способу та установки для введення прутка з осердям у ванну розплавленого металу з підвищеною ефективністю додавання домішок. Властивості металів та металевих сплавів, наприклад, сталей та чавунів, істотно залежать від їхнього складу. Виробництво металів та металевих сплавів звичайно розпочинають з певного базового складу, вміст певних компонентів в якому коригують залежно від бажаного кінцевого складу. Це коригування виконують різними способами, до яких належить введення у ванну розплавленого металу прутка з осердям, заздалегідь визначеної довжини, тобто видовженого елемента, який являє собою зовнішню оболонку, в якій міститься у порошкоподібній формі домішка, яку бажано ввести у метал або сплав. Оболонку прутка з осердям, як правило, виконують з металевого листа або стрічки малої товщини, дві протилежні поздовжні кромки якої відгинаються так, що зчіплюються одна з одною після надання згаданому листу трубчастої форми. За допомогою такого механічного зчеплення двох кромок досягається задовільна щільність з'єднання для утримання домішки. Такий пруток з осердям виготовляють значної довжини, наприклад, 6000м, та згортають у бобіни. Згідно з класичним способом, схематично ілюстрованим на Фіг.1 документа FR 2.871.477, пруток 5 змотується з бобіни, яка є або нерухомою, вміщеною всередину каркаса, або рухомою, що обертається на барабані, після чого пруток переміщується по горизонталі в подавальний пристрій, який подає його у зігнуту напрямну трубку. Пруток з осердям виходить із вихідного кінця напрямної трубки на певній висоті над поверхнею ванни, порядку від їм до 1,4м. Подавальний пристрій, зображений на Фіг.1 документа FR 2.871.477, являє собою класичного типу подавач, який включає в себе три пари циліндричних обертових роликів, між якими проходить пруток з осердям. Натиск, який створюється роликами, має бути достатнім для забезпечення змотування прутка з бобіни та подавання прутка в напрямі ванни через напрямну трубку. Цей натиск, як правило, спричиняє деформацію поперечного перерізу прутка. Відомо, що при реалізації способу коригування складу ванни розплавленого металу із застосуванням прутка з осердям можуть виникати утруднення при введенні певних домішок, зокрема, кальцію, магнію, селену та сірки. При введенні певних домішок тепло ванни розплавленого металу спричиняє розрив прутка з осердям (вибух домішки) у зоні, найближчій до поверхні ванни. В інших випадках домішки під час введення дуже швидко випаровуються поблизу поверхні. У всіх таких випадках виникає значна хімічна активність, яка викликає певні небажані явища: окиснення та/або азотування ванни, викиди рідкого металу, сильне димоутворення. Для цих типів домішок встановлено, що для забезпечення у складі ванни потрібного вмісту відповідної домішки необхідно застосовувати значно більшу довжину прутка з осердям (і, отже, кількість домішки, яка вноситься з прутком) у порівнянні з теоретичною довжиною, яка була б потрібна в разі повного використання внесеної домішки для коригування складу ванни. Ця операція введення, як правило, потребує дуже великої витрати домішок, перевитрата яких може мати порядок від 10% до 15%. Відомі спроби зменшення витрати домішок шляхом введення прутка з осердям у ванну з переміщенням його всередині захисної труби або піки, виконаної з вогнетривкого матеріалу, заздалегідь введеної у ванну. Однак наявність такої вогнетривкої труби або піки, зануреної у ванну, поряд з підвищеною вартістю, спричиняє ще й інші ускладнення, пов'язані, зокрема, з ризиком забивання труби або піки та забруднення ванни внаслідок ерозії труби або піки під впливом самої ванни. З метою зменшення витрати домішок запропоновано також покриття металевої оболонки, в якій знаходиться домішка, другою оболонкою, яка може згоряти, але не залишає шкідливих залишків, і забезпечує короткочасне затримання поширення тепла в напрямі осердя прутка з осердям. Зокрема, мова може йти про одну або кілька паперових стрічок, спірально намотаних на першу металеву оболонку. Вибирають папір, який має підвищені опір спалахуванню та коефіцієнт теплового опору у порівнянні зі звичайним листовим папером. 94965 6 Наявність цієї другої оболонки дозволяє здійснювати введення прутка з осердям на більшу глибину і звести до мінімуму вплив вибухів та/або випаровування домішки. Для уникнення можливого пошкодження згаданої другої оболонки під час намотування на бобіну і передусім під час розмотування прутка з бобіни доцільно застосовувати третю металеву оболонку, аналогічну першій оболонці. Це вдосконалення, застосоване до прутка з осердям, описаного в документі FR 2.871.477, вже дозволило досягти значного підвищення ефективності операції введення прутка з осердям, зокрема, при застосуванні таких домішок, як кальцій, магній, селен та сірка. Метою заявника цього винаходу є запропонувати додаткове вдосконалення, яке не пов'язане з модифікуванням структури прутка з осердям, але стосується способу та установки для введення прутка. Мова йде про спосіб, який, відповідно до сучасного стану техніки, включає змотування прутка з осердям з бобіни та подавання його до ванни металу, причому переміщення прутка з осердям частково здійснюється у напрямній трубці, вихідний кінець якої знаходиться на заздалегідь визначеній висоті над поверхнею ванни металу. Згідно з однією з відмінностей цього винаходу пруток з осердям подається та піддається операції рихтування в умовах, які практично не змінюють його круглий переріз та уможливлюють введення прутка у ванну та його заглиблення у ванну по вертикалі. Дійсно, заявником виявлено, що можливо усунути вплив на витрату домішки під час операції введення прутка з осердям, як деформації поперечного перерізу прутка, яку спричиняють приводні системи сучасних установок, так і природної тенденції прутка при заглибленні у ванну до відновлення криволінійної форми, яку він мав на бобіні. Практичним наслідком обох цих фактів є те, що пруток з осердям при зануренні його у ванну розплавленого металу має не прямолінійну форму, а вигинається до поверхні ванни, що обмежує глибину введення прутка у ванну. До цього слід додати той факт, що у сучасних установках для введення прутка напрямні трубки розташовані скісно до поверхні ванни, що посилює тенденцію до піднімання прутка до поверхні ванни. Таким чином, згідно з концепцією цього винаходу мова йде про реалізацію умов, які уможливлюють занурення прутка з осердям углиб ванни у напрямі, якнайближчому до вертикального, на всьому шляху пересування прутка до його руйнування. Операція рихтування здійснюється шляхом просування прутка з осердям перед його надходженням у напрямну трубку через кілька пар натискних роликів. Зусилля натиску, кількість пар натискних роликів, відстань між ними, форма поверхонь контакту з прутком з осердям визначаються з міркувань забезпечення бажаного ступеня випрямлення з урахуванням умови збереження прямолінійної форми прутка з осердям у вільному стані та відсутності тенденції до відновлення кри 7 волінійної форми, яку пруток мав при його зберіганні на бобіні, а також умови збереження практично круглого перерізу випрямленого прутка з осердям. Для цього необхідно забезпечити в процесі операції рихтування прикладання до поверхні прутка рівномірно розподілених зусиль, достатніх для подолання та компенсування впливу внутрішніх напружень, які виникли в процесі намотування та розмотування прутка. Відповідно до одного варіанта здійснення винаходу поверхні контакту роликів із прутком з осердям є ввігнутими. Відповідно до варіанта, якому віддається перевага, радіус кривизни ввігнутих поверхонь натискних роликів по суті дорівнює радіусу прутка з осердям. Також доцільно, якщо зусилля натиску роликів на пруток діють по суті в радіальному напрямі так, щоб не спричиняти ні сплющення, ні невиправних деформацій прутка навіть при значних згаданих зусиллях. Це дозволяє обмежити кількість пар натискних роликів, наприклад, застосовувати від двох до п'яти пар роликів. Зрозуміло, що в оптимальному випадку кривизна ввігнутих поверхонь натискних роликів мала б точно дорівнювати кривизні поверхні прутка з осердям, що дозволяло б досягти повної однорідності розподілу радіально спрямованих зусиль натиску на пруток по всій поверхні його контакту з роликами, однак вимагало б заміни роликів залежно від діаметра прутка. Однак виявлено, що радіус кривизни ввігнутих поверхонь може незначно відрізнятися від радіуса прутка з осердям, і при цьому не виникає сплющення або небажана деформація прутка при забезпеченні його якісного рихтування. В той самий час ця умова не є обов'язковою. Задовільне рихтування без невиправної деформації перерізу прутка з осердям досягається при застосуванні збільшеної кількості пар натискних роликів, наприклад, приблизно п'ятнадцяти пар, за умови обмеження зусилля натиску для кожної пари. В такому разі поверхні контакту можуть бути утворені, наприклад, двома скісними стінками периферичної виїмки трикутного перерізу. При цьому зусилля натиску, створюване кожним роликом, прикладається до прутка з осердям вздовж двох суцільних ліній контакту, а не по поверхні контакту, як у попередньому варіанті. В той самий час, внаслідок зменшеного зусилля натиску, створюваного кожною парою роликів, та збільшеної кількості пар роликів, небажана деформація круглого перерізу прутка з осердям не виникає. Згідно з одним варіантом здійснення винаходу пруток з осердям фіксується в поперечному напрямі під час його проходження між парами натискних роликів за допомогою проміжних напрямних трубок. Метою цього конкретного варіанта здійснення є фіксація прутка з осердям для збереження його прямолінійності під час проходження через сукупність пар натискних роликів. Згідно з одним варіантом здійснення винаходу подавання прутка з осердям здійснюється одночасно з його рихтуванням, зокрема, якщо рихтування досягається шляхом пропускання прутка між дво 94965 8 ма послідовними парами роликів, в такому разі деякі із цих роликів приводяться в обертовий рух. Ця умова не є обов'язковою, подавання прутка з осердям можна здійснювати, наприклад, перед його рихтуванням та незалежно від процесу рихтування. В такому випадку операція рихтування здійснюється в умовах, які забезпечують виправлення деформації поперечного перерізу прутка, спричиненої системою подавання. Відповідно до варіанта, якому віддається перевага, це досягається застосуванням рихтування з використанням роликів, які мають ввігнуті поверхні з радіусом кривизни, по суті однаковим з радіусом недеформованого прутка з осердям. Ще однією метою цього винаходу є запропонувати установку для введення прутка з осердям у ванну розплавленого металу, яка включає в себе засіб для подавання згаданого прутка з осердям з бобіни через напрямну трубку для прутка, вихідний кінець якої розташований на висоті Н над поверхнею ванни. Згідно з однією з відмінностей цього винаходу напрямна трубка розташована вертикально. Крім того, установка включає в себе засіб для рихтування прутка з осердям, який розташований до місця входження прутка у напрямну трубку та уможливлює надання прутку прямолінійного вертикального напряму без помітної зміни його по суті круглого перерізу. Відповідно до варіанта, якому віддається перевага, рихтувальний засіб включає в себе множину пар натискних роликів, причому контакт кожного ролика з прутком з осердям відбувається по поверхні контакту або по двох суцільних лініях контакту. Згідно з одним варіантом здійснення винаходу рихтувальний засіб включає в себе обмежену кількість, наприклад, від трьох до п'яти, пар натискних роликів, які мають ввігнуті поверхні контакту з прутком з осердям; відповідно до варіанта, якому віддається перевага, ввігнута поверхня контакту кожного натискного ролика має радіус кривизни, практично однаковий з радіусом прутка з осердям. В такому разі доцільно, якщо кожна поверхня контакту кожного ролика відповідає куту контакту в межах від 120° до 180°. Зрозуміло, що теоретично кут контакту, який дорівнює 180°, дозволяє досягти розподілу зусиль натиску по всьому зовнішньому обводу еталонного прутка, радіус якого точно відповідає радіусу кривизни натискних роликів. В той самий час кут контакту в межах від 120° до 180° уможливлює рихтування прутків, діаметр яких перевищує діаметр еталонного прутка, без сплющення або небажаної деформації. Згідно з іншим варіантом здійснення винаходу рихтувальний засіб включає в себе значну кількість, наприклад, від 12 до 20, пар натискних роликів, кожний з яких має периферійну виїмку трикутного перерізу, яка визначає дві скісні поверхні контакту з прутком з осердям. Відповідно до варіанта, якому віддається перевага, установка має між кожними двома парами натискних роликів проміжну напрямну трубку, яка забезпечує фіксацію прутка в поперечному напря 9 мі під час його переміщення між парами натискних роликівпо прямій лінії. Згідно з одним варіантом здійснення винаходу відношення внутрішнього діаметра напрямної трубки та факультативно проміжних трубок до діаметра прутка з осердям лежить у межах від 1,5 до 5. Напрямна трубка повинна уможливлювати вільне переміщення прутка з осердям і жодним чином не порушувати його прямолінійне вертикальне положення. Ця функція забезпечується вищезазначеним діапазоном відношення діаметра однієї й тієї самої напрямної труби до діаметрів звичайного асортименту прутків з осердями. Згідно з одним варіантом здійснення винаходу вихідний кінець напрямної трубки обладнаний захисним наконечником, який має підвищену жаростійкість у порівнянні зі згаданою напрямною трубкою. Метою застосування цього захисного наконечника є запобігання деформаціям вихідного кінця напрямної трубки під впливом тепла ванни розплавленого металу, а також викидів рідкого металу. Захисний наконечник може виступати за вихідний кінець напрямної трубки на певну відстань, наприклад, від 10см до 30см. Відповідно до варіанта, якому віддається перевага, напрямна трубка складається із щонайменше двох частин - вхідної частини та вихідної частини, обладнаної захисним наконечником, причому дві згадані частини можуть бути нерухомо з'єднані між собою за допомогою рознімного засобу, наприклад, різі або байонетної системи, для уможливлення заміни вихідної частини трубки та захисного наконечника. Згідно з одним варіантом здійснення винаходу засіб для рихтування прутка з осердям виконує функцію подавального засобу. Згідно з одним різновидом цього варіанта, в якому рихтувальний засіб включає в себе обмежену кількість пар натискних роликів, кожна пара включає приводний ролик та опорний ролик. Крім того, опорний ролик змонтований на шарнірній опорі, яка утворює балансир, який може переміщуватися за допомогою силового циліндра. Згідно з іншим варіантом здійснення винаходу засіб для рихтування відокремлений від подавального засобу, причому цей останній включає в себе подавач, розташований вище за ходом прутка від рихтувального засобу. В такому випадку необхідно, щоб пруток з осердям у рихтувальному засобі простягався у вертикальному напрямі. Крім того, доцільно, якщо рихтувальний засіб уможливлює виправлення деформації поперечного перерізу прутка, спричиненої рихтувальним засобом. Цей винахід буде більш зрозумілим з поданого нижче опису процесу введення прутка з осердям у ванну розплавленого металу з застосуванням варіанта здійснення установки, якому віддається перевага, ілюстрованого фігурами, що додаються, де: на Фіг.1 схематично показано згадану установку та шлях переміщення прутка з осердям; на Фіг.2 схематично показано в розрізі згаданий рихтувальний вузол," який включає в себе множину пар натискних роликів; 94965 10 на Фіг.3 схематично показаний частковий розріз двох натискних роликів, які взаємодіють із прутком з осердям; на Фіг.4 схематично показано в розрізі вихідний кінець напрямної трубки із захисним наконечником. Установка 1 призначена для введення прутка 2 з осердям у ванну 3 розплавленого металу з метою коригування складу цієї ванни або її оброблення певним компонентом або домішкою, яка міститься у формі порошку всередині прутка 2 з осердям. У прикладі, показаному на Фіг.3, пруток 2 з осердям має конструкцію, аналогічну описаній у документі FR 2.871.477. Більш точно, домішка 4 у порошкоподібній формі знаходиться всередині першої металевої оболонки 5, яка охоплена оболонкою 6, котра, у свою чергу, охоплена другою металевою оболонкою 7. У поперечному перерізі, показаному, наприклад, на Фіг.3, пруток 2 з осердям має загалом круглу форму, причому проміжна оболонка 6 розташована між двома металевими оболонками 5 та 7. Кожна з двох оболонок 5, 7 виконана з металевої стрічки, дві протилежні поздовжні кромки якої відігнуті так, щоб зчіплюватися одна з одною після надання стрічці загалом трубчастої форми. Ці зони зчеплення схематично показано на Фіг.3 і позначено позиціями 5а, 7а; вони обернені всередину трубчастого прутка 2. Проміжна оболонка 6 виконана з матеріалу, який може згоряти, але не залишає шкідливих залишків у ванні розплавленого металу, і забезпечує короткочасне затримання поширення тепла в напрямі осердя прутка 2 з осердям. У конкретному варіанті здійснення винаходу ця проміжна оболонка утворена кількома шарами паперової стрічки, намотаної спірально на першу металеву оболонку 5; в даному разі мова йде про папір піротехнічного типу, який має підвищені опір спалахуванню та коефіцієнт теплового опору у порівнянні зі звичайним папером. Описаній вище конструкції прутка 2 з осердям віддається перевага, проте вона не є виключно можливим втіленням цього винаходу. Постачання прутка 2 з осердям здійснюється з платформи 8, на якій встановлено дві бобіни 9, 9', в які згорнуто суцільні прутки 2 з осердям значної довжини, наприклад, приблизно 6000м. Друга бобіна 9' є резервною і призначена для постачання прутка після використання першої бобіни 9. В зображеному на фігурах варіанті здійснення винаходу кожна бобіна 9 нерухомо встановлена всередині каркасу 10. При розмотуванні прутка з осердям бобіна 9 залишається нерухомою, при цьому пруток витягається зсередини бобіни. Перевага цього способу постачання прутка 2 з осердям у порівнянні з класичним способом розмотування з барабана полягає у відсутності необхідності обертання бобіни під час розмотування. І навпаки, відомий спосіб пов'язаний зі значною вадою, яка додатково посвідчує перевагу цього винаходу; ця вада полягає у значному збільшенні ймовірності деформації прутка з осердям у вільному стані, яка заважає зануренню згаданого прутка у ванну розплавленого металу по прямій лінії. 11 Установка 1 включає в себе такі складові частини, перелічені у послідовності, яка відповідає напряму подавання прутка 2 з осердям: напрямний вузол 11, подавальний та рихтувальний вузол 12, напрямну трубку 13 та захисний наконечник 14. Напрямний вузол 11 призначений для напрямляння руху прутка 2 з осердям, змотаного з бобіни 9, при його переміщенні до входу в подавальнорихтувальний вузол 12. Цей напрямний вузол 11 включає в себе певну кількість роликів 15, змонтованих із можливістю вільного обертання кожного ролика навкруги горизонтальної осі; на ці ролики спирається пруток 2 з осердям. Ці ролики 15 змонтовані на рамі 16, яка в цілому має форму перевернутої літери U, в якій вхідна частина 16а та вихідна частина 16b є практично вертикальними. Пруток 2 з осердям, витягнутий з бобіни 9, надходить у вхідну кінцеву частину 11а напрямного вузла 11 і підтримується роликами 15, причому його виходу з напрямного вузла 11 заважає конструкція згаданого вузла, виконаного у формі каркасу з дужками 17, прикріпленими до рами 16 навпроти роликів 15 та/або у проміжках між цими роликами. Під час проходження через напрямний вузол 11 пруток з осердям спочатку рухається знизу вгору, потім по суті по горизонталі і, нарешті, згори вниз, маючи практично вертикальний напрям при введенні в подавально-рихтувальний вузол 12, розташований при вихідному кінці вихідної частини lib згаданого вузла 11. У бобіні 9 пруток 2 з осердям змотаний у формі спіралі з по суті прилеглими один до одного витками. При витяганні прутка 2 зсередини бобіни 9 пруток, який витягається угору, поступово деформується з переходом від форми витка спіралі до по суті прямолінійної форми під впливом зусилля витягання. Проте цей перехід спричиняє внутрішні напруження, внаслідок яких пруток зберігає "пам'ять" про свою початкову спіральну форму, яка щонайменше частково відновлюється після припинення дії на нього зусилля витягання. Ці внутрішні напруження додаються до напружень, які виникають при операції намотування бобіни. Призначенням рихтувального вузла є подолання та компенсування впливу всіх згаданих внутрішніх напружень, які заважають прямолінійному просуванню прутка з осердям при зануренні у ванну 3. Відповідно до описуваного варіанта здійснення винаходу, вузол 12 виконує одночасно функції подавання прутка 2 з осердям та рихтування цього прутка. Однак таке поєднання функцій не є обов'язковим, функція подавання може бути відокремлена від функції рихтування; однак у такому випадку перевага віддається розташуванню подавального вузла вище за ходом прутка від рихтувального вузла, а також проходженню прутка через рихтувальний вузол по вертикалі, перпендикулярно умовній площині РР' поверхні ванни 3 розплавленого металу. Подавально-рихтувальний вузол 12, показаний на Фіг.2, включає в себе послідовність п'яти пар 18 натискних роликів 19, 20, між якими по вертикалі проходить пруток 2 з осердям. Кожний з роликів 19, 20 кожної пари 18 стикається з прутком 94965 12 2 з осердям по поверхні контакту 21, 22, яка є ввігнутою. У прикладі, показаному на Фіг.3, кожна ввігнута поверхня 21, 22 має радіус кривизни, приблизно однаковий з радіусом зовнішньої поверхні прутка 2 з осердям, тобто поверхні другої металевої оболонки 7. Однак, як вказано вище, ці ролики 19, 20 можуть бути використані для рихтування прутка 2, який має менший радіус кривизни, ніж пруток, зображений на Фіг.3. У всякому випадку доцільно, якщо кожна ввігнута поверхня 21, 22 відповідає куту а в межах від 120° до 180°, наприклад, куту 130°, зокрема, у випадку, коли операції подавання та рихтування є незалежними, і рихтувальний засіб має виправляти деформації, які виникають у прутку при його проходженні через подавальний засіб. Один з роликів 19 має обертальний привод, в той час як другий ролик 20 вільно змонтований на своїй осі. Цей опорний ролик 20 змонтований на шарнірно закріпленій опорі 23, вісь 28 якої зміщена відносно згаданого опорного ролика 20. Ця шарнірна опора 23 може переміщуватися за допомогою силового циліндра 24, корпус 25 якого шарнірно закріплений на рамі 29 вузла 12, а шток 27 шарнірно з'єднаний з опорою 23 з протилежного боку від осі 28 згаданої опори 23. Таким чином, дія силового циліндра 24 уможливлює в разі необхідності зміну взаємного положення двох роликів 19, 20 при введенні прутка 2, але водночас забезпечує постійне визначене зусилля стискання роликів 19, 20, яке діє на пруток 2 з осердям з метою його рихтування. Внаслідок ввігнутості поверхонь контакту 21, 22 це зусилля натиску діє в радіальному напрямі на всю поверхню стику між згаданими поверхнями контакту та прутком 2 з осердям, що не тільки виключає небажану деформацію або сплющення прутка в процесі рихтування, але й забезпечує коригування можливих деформацій або сплющення прутка, які виникають при проходженні останнього через незалежний подавальний засіб, розташований вище від рихтувального засобу за ходом прутка. Для досягнення необхідного рихтування пруток з осердям необхідно піддавати дії зусилля натиску по всій його поверхні. Завдяки прикладанню зусилля натиску по поверхні контакту можливо також зменшити кількість пар натискних роликів. Однак задовільний результат можна забезпечити також при застосуванні збільшеної кількості пар натискних роликів та прикладання зусилля натиску вздовж двох суцільних ліній для кожного ролика, наприклад, шляхом контактування прутка з осердям з двома скісними поверхнями периферійної виїмки трикутного перерізу, виконаної у ролику. Поверхням 21, 22 контакту може бути надана певна текстура, схематично зображена на Фіг.3 кривими лініями 29, з метою підвищення коефіцієнта тертя між згаданими поверхнями 21, 22 та зовнішньою поверхнею прутка 2 з осердям, що забезпечує оптимізацію його подавання, а також рихтування. В процесі проходження через п'ять пар 18 натискних роликів 19, 20 пруток 2 з осердям набуває вертикального положення. В разі необхідності для 13 додаткового забезпечення збереження згаданого положення прутка 2 у складі вузла 12 передбачено проміжні трубки 30, які простягаються по всій висоті вузла 12 у проміжках між п'ятьма парами 18 натискних роликів 19, 20 та у вхідній та вихідній частинах згаданого вузла 12, та через які проходить пруток 2 з осердям. Кожна проміжна трубка 30 прикріплена до рами 29 поперечинами 31. На виході подавальнорихтувального вузла 12 пруток 2 з осердям надходить у напрямну трубку 13, котра є строго співвісною з проміжними трубками 30; згадана напрямна трубка 13 має вертикальне положення. Функцією цієї напрямної трубки є водночас захист прутка з осердям від впливу навколишнього середовища та забезпечення вертикального напряму згаданого прутка з осердям під час його просування в напрямі ванни 3. Для виконання цієї функції внутрішній діаметр напрямної трубки 13 перевищує зовнішній діаметр прутка 2 з осердям у 1,5-5 разів. У конкретному варіанті здійснення винаходу пруток 2 з осердям мав зовнішній діаметр 11,5мм, а внутрішній діаметр напрямної трубки 13 становив 36мм. На вихідному кінці напрямної трубки 13 змонтовано захисний наконечник 14, призначений для захисту згаданого кінця трубки як від тепла, вивільнюваного ванною 3, так і від викидів розплавленого металу, які можуть утворюватися під час введення прутка 2 з осердям у ванну 3. Цей захисний наконечник виконаний з матеріалу, що має підви 94965 14 щену жаростійкість у порівнянні з матеріалом напрямної трубки 13, наприклад, з кераміки. Цей захисний наконечник 14 простягається на певну відстань за межі вихідного кінця 32 напрямної трубки, наприклад, на 10-30см, так що вихідний кінець захисного наконечника 14 знаходиться на відносно малій відстані D від поверхні ванни 3, наприклад, від 20см до 50см. Метою такого розташування є уможливлення введення прутка 2 з осердям у ванну 3 з гарантуванням збереження його вертикального напряму та запобіганню змінам цього напряму перед введенням прутка у ванну під впливом тепла, виділеного останньою. Мається на увазі, що згадана відстань D може варіювати залежно від швидкості введення прутка 2 з осердям, яка може бути від 40м/хв до 400м/хв. На Фіг.4 показано конкретний варіант здійснення захисного наконечника 34. У цьому варіанті здійснення напрямна трубка складається з двох частин, а саме вхідної частини, не зображеної на Фiг.4, та вихідної частини 33, на якій закріплений захисний наконечник 34. Вихідна частина 33 може бути з'єднана із вхідною частиною напрямної трубки за допомогою рознімних з'єднувальних засобів, наприклад, байонетної системи 35; на Фіг.4 показано тільки розтруб цієї системи. Перевагою такого виконання напрямної трубки з двох частин вхідної та вихідної - є можливість заміни лише вихідної частини та захисного наконечника в разі їх пошкодження під впливом викидів металу та тепла, вивільнюваного ванною 3. 15 Комп’ютерна верстка Н. Лиcенко 94965 Підписне 16 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and plant for introducing a cored wire into a bath of molten metal
Автори англійськоюPoulalion Andre
Назва патенту російськоюСпособ и установка для введения прутка с сердечником в ванну расплавленного металла
Автори російськоюПулялен Анре
МПК / Мітки
Мітки: установка, прутка, осердям, спосіб, введення, металу, розплавленого, ванну
Код посилання
<a href="https://ua.patents.su/8-94965-sposib-ta-ustanovka-dlya-vvedennya-prutka-z-oserdyam-u-vannu-rozplavlenogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб та установка для введення прутка з осердям у ванну розплавленого металу</a>
Присадковий дріт для введення присадків у ванну розплаву металу
Номер патенту: 74795
Опубліковано: 15.02.2006
Автори: Бекар Жан-Клод, Ріш Домінік
МПК: C21C 7/04, C21C 1/02, B22D 1/00, C21C 7/00, C21C 7/06, C22C 9/10, C21C 7/064
Мітки: присадків, дріт, ванну, введення, металу, розплаву, присадковий
Формула / Реферат:
1. Присадковий дріт для введення присадків у ванну розплаву металу, який містить металеву трубку (5), яка містить присадок (6), який відрізняється тим, що він містить горючу обмотку, яка утворена принаймні одним шаром паперу, намотаним на металеву трубку (5).2. Присадковий дріт за п. 1, який відрізняється тим, що папір (7А) є папером, відомим для піротехнічного застосування.3. Присадковий дріт за п. 1, який відрізняється тим, що...
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 11/06, B22D 27/02
Мітки: стрічки, безперервного, варіанти, пристрій, допомогою, витіканню, розплавленого, металу, спосіб, запобігання, електромагнітний, установка, відливання, розплаву, магніту
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Установка для віброімпульсної обробки розплавленого металу
Номер патенту: 4844
Опубліковано: 28.12.1994
Автор: Коритов Володимир Олексійович
МПК: B22D 27/08
Мітки: установка, розплавленого, обробки, віброімпульсної, металу
Формула / Реферат:
Установка для виброимпульсной обработки расплавленного металла в емкости, содержащая источник упругих колебаний в виде установленной с помощью демпферов на уравновешенной, поворотной в вертикальной плоскости стреле разрядной камеры, заполненной рабочей жидкостью, с встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсных токов, с мембраной и излучателем, рабочий конец которого опущен и 'мкость для...
Установка для віброімпульсівної обробки розплавленого металу
Номер патенту: 4845
Опубліковано: 28.12.1994
Автори: Коритов Володимир Олексійович, Моісеєнко Аркадій Павлович, Трофимов Глеб Андріанович
МПК: B22D 1/00, B22D 27/02, B22D 27/08
Мітки: віброімпульсівної, металу, обробки, установка, розплавленого
Формула / Реферат:
1. Установка для виброимпульсной обработки расплавленного металла, содержащая источник упругих колебаний в виде прокачиваемой рабочей жидкостью разрядной камеры, установленной на упругих опорах планшайбы поворотной стрелы механизма се перемещения, со встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсов тока, и мембраной, закрепленной против положительного электрода, с центральным выступом, на...
Спосіб і установка для мінімізації місцевого зносу завантажувального конуса під час обробки розплавленого металу у ковші
Номер патенту: 61095
Опубліковано: 17.11.2003
Автори: Штомп Хуберт, Файтлер Алберт, Рот Жан-Люк
МПК: C22B 9/10, C21C 7/00, F27D 23/00
Мітки: завантажувального, спосіб, розплавленого, зносу, установка, обробки, металу, місцевого, мінімізації, конуса, ковші
Формула / Реферат:
1. Спосіб мінімізації місцевого зносу завантажувального конуса під час обробки розплавленого металу у ковші, який відрізняється тим, що завантажувальний конус обертається навколо осі, що розташована по суті перпендикулярно поверхні розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що швидкість обертання завантажувального конуса складає від 0,5 до 2 обертів за хвилину.3. Установка для здійснення способу за будь-яким...
Попередній патент: Похідні 5-заміщеного хіназолінону, композиція, що їх містить, і їх застосування
Наступний патент: Фенольна смола, спосіб її одержання, апретуючий склад для мінеральних волокон, його застосування та ізоляційний матеріал
Випадковий патент: Спосіб отримання тонкоплівкових гетероперехідних (гп) структур n-sns2/p-sns методом лазерного опромінення вихідного матеріалу sns2