Високотемпературне мастило для гарячої обробки високоякісних і вуглецевих сталей тиском та його застосування
Номер патенту: 96774
Опубліковано: 12.12.2011
Автори: Бугнер Штефен, Шнайдер Бернд, Гісков Ральф, Футтерер Томас

Формула / Реферат
1. Високотемпературне мастило для застосування при гарячій обробці високоякісних і вуглецевих сталей тиском, яке містить щонайменше такі компоненти, кількість яких вказана у мас. % у перерахунку на вміст твердих речовин:
(а) графіт - від 40 до 90,
(б) органічний газоутворювач - від 2 до 50,
(в) неорганічний розділювальний засіб - від 5 до 50,
при цьому графіт (а) є кристалічним або макрокристалічним графітом, що має чистоту більше 90 % у перерахунку на вміст вуглецю у графіті, і середній розмір його частинок (d50) становить від 5 до 40 мкм, органічний газоутворювач (б) вибраний з групи: меламін, мелам, мелем, мелон, фосфати і поліфосфати вказаних сполук з довжиною n фосфатного ланцюга в межах від 1 до 1000, продукти взаємодії і аддукти вказаних сполук з ціануровою кислотою або ізоціануровою кислотою, і суміші вказаних газоутворювачів, а неорганічний розділювальний засіб (в) є шаруватим силікатом або сумішшю шаруватих силікатів.
2. Високотемпературне мастило за п. 1, яке відрізняється тим, що додатково містить (г) органічний адгезив в кількості від 1 до 20 мас. %, вибраний з гомо- і співполімерів алкіленів.
3. Високотемпературне мастило за п. 1 або 2, яке відрізняється тим, що додатково містить (д) неорганічний або органічний стабілізатор в кількості від 2 до 15 мас. %, вибраний з полісахаридів, алкілцелюлоз, гідроксицелюлоз і глинистих мінералів.
4. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що містить графіт (а) в кількості від 50 до 80 мас. %.
5. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що графіт (а) є кристалічним або макрокристалічним природним графітом.
6. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що чистота графіту (а) складає більше 95 %, в перерахунку на вміст в ньому вуглецю.
7. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що d50 графіту (а) складає від 10 до 25 мкм.
8. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що графіт (а) містить кремній як забруднення або домішку в кількості не більше 2,0 мас. %, переважно не більше 1,5 мас. %, краще не більше 0,2 мас. %.
9. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що містить органічний газоутворювач (б) в кількості від 3 до 10 мас. %, переважно від 4 до 6 мас. %.
10. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що органічний газоутворювач (б) містить ізоціанурат меламіну в кількості більше 70 мас. %, переважно більше 80 мас. %, краще більше 90 мас. %, а найкраще на 100 мас. % складається з ізоціанурату меламіну.
11. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що воно містить неорганічний розділювальний засіб (в) в кількості від 10 до 40 мас. %, переважно від 15 до 30 мас. %.
12. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що неорганічний розділювальний засіб (в) вибраний з безлужних шаруватих силікатів, що містять воду.
13. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що неорганічний розділювальний засіб (в) вибраний з каолініту, антигориту, енделіту, серпентину, гриналіту, пірофіліту, тальку, маргариту, вермикуліту, судоїту і хлориту, переважно каолініту і/або антигориту.
14. Високотемпературне мастило за будь-яким з пп. 1-12, яке відрізняється тим, що неорганічний розділювальний засіб (в) вибраний з групи безлужних шаруватих силікатів, що містять воду, з шарами, утвореними рядом ланцюжків, що сполучені один з одним і мають період в два тетраедри.
15. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що d50 неорганічного розділювального засобу (в) складає від 0,5 до 15 мкм, переважно від 1 до 10 мкм, краще від 1 до 7 мкм.
16. Високотемпературне мастило за будь-яким з пп. 2-13, яке відрізняється тим, що містить адгезив (г) в кількості від 2 до 10 мас. %, переважно від 2 до 5 мас. %.
17. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що додатковий органічний адгезив (г) вибраний з гомо- і співполімерів арилалкенів, α,β-ненасичених кислот і їх ефірів, β,γ-ненасичених кислот і їх ефірів, алкенів, складних вінілових ефірів, вінілових спиртів, ненасичених двохосновних кислот і їх ефірів, складних алкілових ефірів, а також ациклічних кислот і їх ефірів.
18. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що додатковий органічний адгезив (г) вибраний з поліетилену, поліметилметакрилату, полістиролу, полібутадієну, полівінілацетату, полівінілпропіонату, співполімеру метилметакрилату із стиролом, співполімеру метиленметакрилату з α-метилстиролом, полідіаллілфталату, поліпропілену, співполімеру стиролу з бутадієном, співполімеру вінілацетату з дибутилмалеїнатом, співполімеру вінілацетату з етиленом і поліізобутилену.
19. Високотемпературне мастило за будь-яким з пп. 3-17, яке відрізняється тим, що містить стабілізатор (д) в кількості від 3 до 10 мас. %, переважно від 4 до 6 мас. %.
20. Високотемпературне мастило за п. 3, яке відрізняється тим, що стабілізатор (д) вибраний з глинистих мінералів на силікатній основі або їх сумішей, переважно з бентонітів і органічно модифікованих бентонітів.
21. Високотемпературне мастило за п. 3, яке відрізняється тим, що стабілізатор (д) вибраний з глинистих мінералів класу смектитів, переважно з групи монтморилоніту.
22. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що має вигляд порошкоподібної сухої твердої речовини.
23. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що має вигляд суспензії або дисперсії в рідині, переважно у воді, з вмістом твердої фази від 5 до 50 мас. %, переважно від 15 до 40 мас. %, краще від 25 до 30 мас. %.
24. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що середній розмір частинок його твердих компонентів складає менше 200 мкм, переважно менше 150 мкм, краще менше 100 мкм.
25. Застосування композиції, яка містить принаймні такі компоненти, кількість яких вказана у мас. % у перерахунку на вміст твердих речовин:
(а) графіт - від 40 до 90,
(б) органічний газоутворювач - від 2 до 50,
(в) неорганічний розділювальний засіб - від 5 до 50,
при цьому графіт (а) є кристалічним або макрокристалічним графітом, що має чистоту більше 90 % у перерахунку на вміст вуглецю у графіті, і d50 його становить від 5 до 40 мкм, органічний газоутворювач (б) вибраний з групи: меламін, мелам, мелем, мелон, фосфати і поліфосфати вказаних сполук з довжиною n фосфатного ланцюга в межах від 1 до 1000, продукти взаємодії і аддукти вказаних вище сполук з ціануровою кислотою або ізоціануровою кислотою, і суміші вказаних газоутворювачів, а неорганічний розділювальний засіб (в) є шаруватим силікатом або сумішшю шаруватих силікатів,
як високотемпературного мастила при гарячій обробці високоякісних і/або вуглецевих сталей тиском, переважно при виготовленні безшовних труб.
Текст
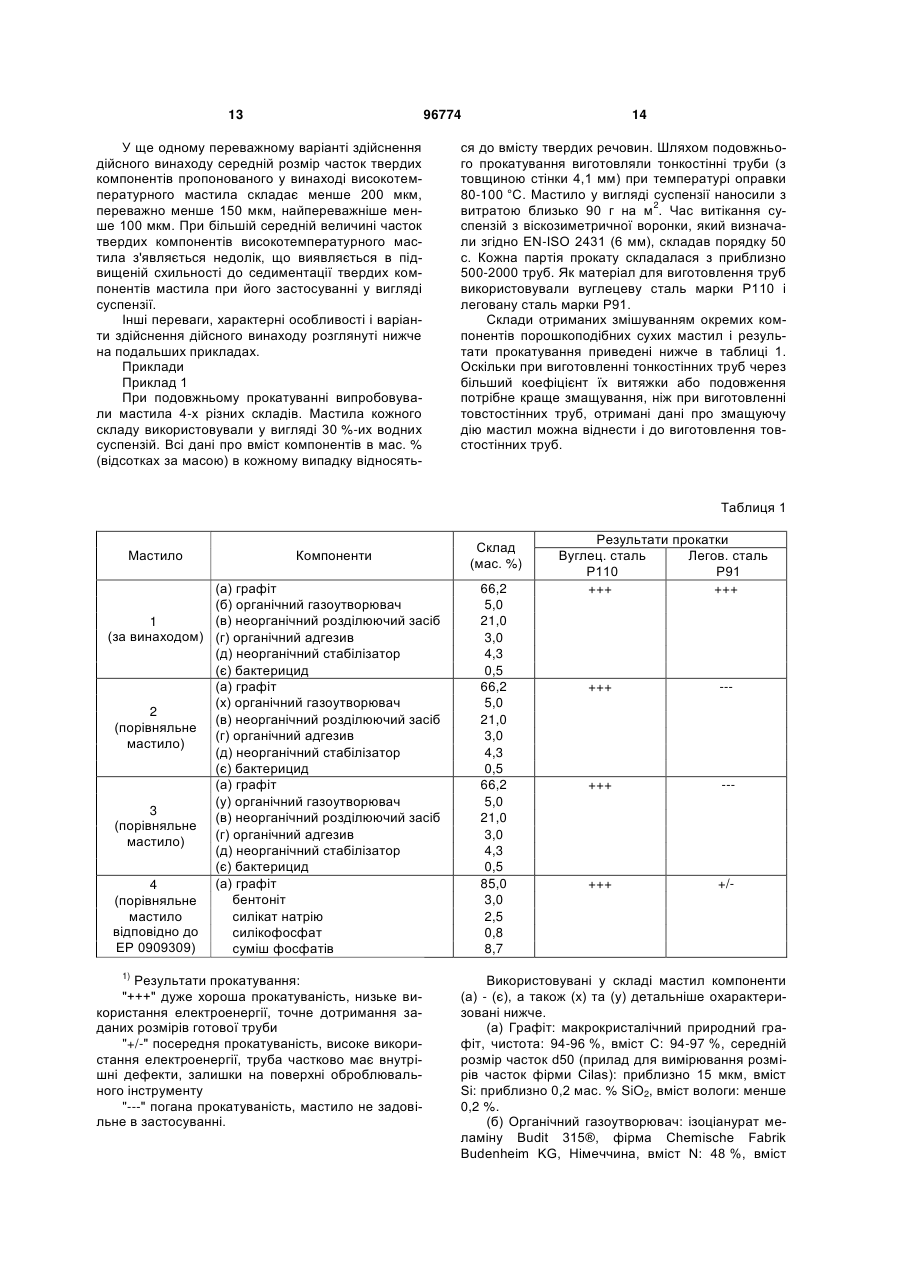
1. Високотемпературне мастило для застосування при гарячій обробці високоякісних і вуглецевих сталей тиском, яке містить щонайменше такі компоненти, кількість яких вказана у мас. % у перерахунку на вміст твердих речовин: (а) графіт - від 40 до 90, (б) органічний газоутворювач - від 2 до 50, (в) неорганічний розділювальний засіб - від 5 до 50, при цьому графіт (а) є кристалічним або макрокристалічним графітом, що має чистоту більше 90 % у перерахунку на вміст вуглецю у графіті, і середній розмір його частинок (d50) становить від 5 до 40 мкм, органічний газоутворювач (б) вибраний з групи: меламін, мелам, мелем, мелон, фосфати і поліфосфати вказаних сполук з довжиною n фосфатного ланцюга в межах від 1 до 1000, продукти взаємодії і аддукти вказаних сполук з ціануровою кислотою або ізоціануровою кислотою, і суміші вказаних газоутворювачів, а неорганічний розділювальний засіб (в) є шаруватим силікатом або сумішшю шаруватих силікатів. 2 (19) 1 3 96774 4 11. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що воно містить неорганічний розділювальний засіб (в) в кількості від 10 до 40 мас. %, переважно від 15 до 30 мас. %. 12. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що неорганічний розділювальний засіб (в) вибраний з безлужних шаруватих силікатів, що містять воду. 13. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що неорганічний розділювальний засіб (в) вибраний з каолініту, антигориту, енделіту, серпентину, гриналіту, пірофіліту, тальку, маргариту, вермикуліту, судоїту і хлориту, переважно каолініту і/або антигориту. 14. Високотемпературне мастило за будь-яким з пп. 1-12, яке відрізняється тим, що неорганічний розділювальний засіб (в) вибраний з групи безлужних шаруватих силікатів, що містять воду, з шарами, утвореними рядом ланцюжків, що сполучені один з одним і мають період в два тетраедри. 15. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що d50 неорганічного розділювального засобу (в) складає від 0,5 до 15 мкм, переважно від 1 до 10 мкм, краще від 1 до 7 мкм. 16. Високотемпературне мастило за будь-яким з пп. 2-13, яке відрізняється тим, що містить адгезив (г) в кількості від 2 до 10 мас. %, переважно від 2 до 5 мас. %. 17. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що додатковий органічний адгезив (г) вибраний з гомо- і співполімерів арилалкенів, α,β-ненасичених кислот і їх ефірів, β,γ-ненасичених кислот і їх ефірів, алкенів, складних вінілових ефірів, вінілових спиртів, ненасичених двохосновних кислот і їх ефірів, складних алкілових ефірів, а також ациклічних кислот і їх ефірів. 18. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що додатковий органічний адгезив (г) вибраний з поліетилену, поліметилметакрилату, полістиролу, полібутадієну, полівінілацетату, полівінілпропіонату, співполімеру метилметакрилату із стиролом, співполімеру метиленметакрилату з αметилстиролом, полідіаллілфталату, поліпропілену, співполімеру стиролу з бутадієном, співполімеру вінілацетату з дибутилмалеїнатом, співполімеру вінілацетату з етиленом і поліізобутилену. 19. Високотемпературне мастило за будь-яким з пп. 3-17, яке відрізняється тим, що містить стабілізатор (д) в кількості від 3 до 10 мас. %, переважно від 4 до 6 мас. %. 20. Високотемпературне мастило за п. 3, яке відрізняється тим, що стабілізатор (д) вибраний з глинистих мінералів на силікатній основі або їх сумішей, переважно з бентонітів і органічно модифікованих бентонітів. 21. Високотемпературне мастило за п. 3, яке відрізняється тим, що стабілізатор (д) вибраний з глинистих мінералів класу смектитів, переважно з групи монтморилоніту. 22. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що має вигляд порошкоподібної сухої твердої речовини. 23. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що має вигляд суспензії або дисперсії в рідині, переважно у воді, з вмістом твердої фази від 5 до 50 мас. %, переважно від 15 до 40 мас. %, краще від 25 до 30 мас. %. 24. Високотемпературне мастило за будь-яким з попередніх пунктів, яке відрізняється тим, що середній розмір частинок його твердих компонентів складає менше 200 мкм, переважно менше 150 мкм, краще менше 100 мкм. 25. Застосування композиції, яка містить принаймні такі компоненти, кількість яких вказана у мас. % у перерахунку на вміст твердих речовин: (а) графіт - від 40 до 90, (б) органічний газоутворювач - від 2 до 50, (в) неорганічний розділювальний засіб - від 5 до 50, при цьому графіт (а) є кристалічним або макрокристалічним графітом, що має чистоту більше 90 % у перерахунку на вміст вуглецю у графіті, і d50 його становить від 5 до 40 мкм, органічний газоутворювач (б) вибраний з групи: меламін, мелам, мелем, мелон, фосфати і поліфосфати вказаних сполук з довжиною n фосфатного ланцюга в межах від 1 до 1000, продукти взаємодії і аддукти вказаних вище сполук з ціануровою кислотою або ізоціануровою кислотою, і суміші вказаних газоутворювачів, а неорганічний розділювальний засіб (в) є шаруватим силікатом або сумішшю шаруватих силікатів, як високотемпературного мастила при гарячій обробці високоякісних і/або вуглецевих сталей тиском, переважно при виготовленні безшовних труб. Дійсний винахід відноситься до високотемпературного мастила, призначеного для застосування при гарячій обробці високоякісних і вуглецевих сталей тиском і містить графіт, органічний газоутворювач і неорганічний розділюючий засіб. Винахід відноситься також до застосування пропонованого в ньому високотемпературного мастила. Галузь техніки, до якої відноситься винахід При виробництві безшовних труб спочатку суцільний сталевий злиток або суцільну сталеву заготівку нагрівають до певної температури, при якій проводять обробку тиском, а потім піддають прошивці з одержанням товстостінної труби, так званої гільзи. Далі цю гільзу надягають на спеціальний інструмент, оправку, і без додаткового підведення тепла розкочують, відповідно подовжують шляхом простягання по оправці розташованими зовні валками. При цьому поверхня оброблюваного металу і поверхня оброблювального інструменту, що контактує з ним, частково піддаються дії значних по своїй величині тиску і сили тертя, які роблять вирішальний вплив на термін 5 служби оброблювальних інструментів. Окрім цього умовами тертя зрештою визначається якість поверхні вироблюваних виробів. Для виготовлення безшовних труб за описаною вище у загальних рисах технологією шляхом гарячої обробки тиском використовують сталі різної якості і різних марок, наприклад, леговані і високолеговані сталі і вуглецеві сталі. Тому до мастил для оправок і розділюючих середовищ, використовуваних при прокатуванні подібних сталей різних марок і при виготовленні з них безшовних труб з різною товщиною стінок і з різними коефіцієнтами витяжки або подовження, пред'являються різні вимоги. Оскільки властивості сталей, матеріалів, що відносяться до різних груп, істотно розрізняються між собою в процесі їх обробки тиском в нагрітому стані, при обробці вуглецевих сталей тиском мастило переважно повинно володіти максимально високою змащуючою дією, а при обробці легованих і високолегованих сталей додатково повинно володіти також максимально високою розділюючою здатністю. Окрім цього до високотемпературного мастила пред'являються високі вимоги відносно його температуростійкості і здатності забезпечувати одержання прокату стабільної якості при переході до виготовлення безшовних труб з іншою товщиною стінки і/або при зміні марки сталі. В процесі прокатування необхідно запобігати прилипанню прокатуваного металу до поверхні оброблювальних інструментів, оскільки інакше істотно знижується якість внутрішніх поверхонь готових продуктів. Після нанесення мастила на оброблювальні інструменти важливе значення при подальшій обробці тиском має також максимально висока сила зчеплення мастила з інструментом, швидке підсихання мастила і утворення нанесеним на інструмент мастилом рівномірного шару на ньому. При використанні вуглецьвмісних мастил, наприклад, графітвмісних мастил, в результаті контакту з ними прокатуваного металу при температурах, характерних для гарячої обробки металів тиском і що становлять порядку 1100-1300 °C, на кордонах між зернами прокатуваного металу може відбуватися його так зване вуглецювання, при якому вуглець дифундує в приповерхневу зону металу, через що можливе часткове окрихчування металу і утворення на його поверхні пор, глибина проникнення яких в метал може досягати приблизно 300 мкм. Окрихчування металу приводить при подальшій обробці виготовленого з нього напівфабрикату до розтріскування окрихченого матеріалу і до неможливості подальшого використання напівфабрикату. Пори ж, що утворилися на поверхні металу, в процесі подальшого розкочування гільзи витягуються в подовжні ризики. Подібні риски істотно знижують якість готового прокату до неприйнятного рівня, чого необхідно уникати. Раніше вже були розроблені різні склади мастил, спеціально погоджені з тією або іншою маркою сталі і тим або іншим методом прокатування. В результаті при змінах у виробництві, наприклад, при переході з прокатування легованих і високоле 96774 6 гованих марок сталі до прокатування вуглецевих сталей, операторові прокатного стану окрім зміни технологічних налаштувань і параметрів прокатування необхідно також замінювати мастило. Все це пов'язано з високими витратами, обумовленими, наприклад, необхідністю на довгий час переривати виробничий процес, підвищеними витратами праці на переналаштування устаткування, необхідністю зберігати на складі мастила різних типів, погоджені з особливостями конкретного оброблюваного матеріалу і конкретного процесу прокатування, необхідністю мати на виробництві додаткові ємкості змішувачів і витратних і необхідністю передбачати ще один окремий пристрій для нанесення іншого мастила, погодженого із спеціальними вимогами, що пред'являються до неї. Мастила, спеціально розроблені для застосування в процесах обробки високоякісних сталей тиском, описані, наприклад, в ЕР 0357508. Проте відомі з цієї публікації мастила оптимізовані для їх застосування лише за цим призначенням і тому не оптимальні для використання в процесах обробки вуглецевих сталей тиском, оскільки не забезпечують необхідну стійкість інструментів і не дозволяють добитися помітного зниження використання електроенергії, що витрачається на привід валків. Мастила, спеціально розроблені для застосування в процесах обробки вуглецевих сталей тиском, описані, наприклад, в ЕР 0164637, ЕР 0554822 і ЕР 0909309. Такі мастила можна за порівнянних умов використовувати в процесах пластичної формозміни матеріалів з вищим вмістом легуючих елементів лише у присутності додаткового порошкового розкислювача, що підсилює змащуючу дію. У ЕР 0745661 описане графітвмісне мастило, до складу якого входить один або декілька глинистих мінералів з класу смектитів. Такі мастила додатково містять золь кремнієвої кислоти або алюмосилікат калію. Згідно вказаної публікації ЕР 0745661 подібні мастила дозволяють практично повністю вирішити проблему вуглецювання металів графітвмісними мастилами при порівняно високих робочих температурах. Хоча такі мастила, що містять графіт і шаруватий силікат, і володіють пониженою здатністю вуглецювати метали при їх обробці, проте їх властивості відносно створюваних ними умов тертя між металевими поверхнями часто вимагають поліпшення, що необхідне для підвищення терміну служби оброблювальних інструментів, наприклад, оправок. Завдання винаходу Виходячи з вищевикладеного, в основу дійсного винаходу було покладено завдання розробити високотемпературне мастило, яке можна було б використовувати при прокатуванні широкого спектру сталей найбільш різних марок і виготовленні з них прокату з різною товщиною стінок і з різними коефіцієнтами витяжки або подовження і яке окрім цього володіло б високою температуростійкістю, забезпечувала б одержання прокату стабільної якості при переході до виготовлення прокату з іншою товщиною стінки і/або при зміні марки сталі і не приводила б до небажаного вуглецювання 7 прокатуваного металу. Високотемпературне мастило подібного типу до теперішнього часу не описане в рівні техніки. Вказане завдання вирішується за допомогою високотемпературного мастила, яке призначене для застосування при гарячій обробці високоякісних і вуглецевих сталей тиском і яке містить щонайменше наступні компоненти, кількість яких вказана в мас. % у перерахунку на вміст твердих речовин: (а) графіт в кількості від 40 до 90 мас. %, (б) органічний газоутворювач в кількості від 2 до 50 мас. %, (в) неорганічний розділюючий засіб в кількості від 5 до 50 мас. %, при цьому органічний газоутворювач (б) вибраний з групи, що включає меламін, крейди, мелем, мелон, фосфати і поліфосфати вказаних сполук з довжиною п фосфатного ланцюга в межах від 1 до 1000, продукти взаємодії і аддукти вказаних вище сполук з ціануровою кислотою або ізоціануровою кислотою і суміші таких газоутворювачів між собою, а неорганічний розділюючий засіб (в) є шаруватим силікатом або сумішшю шаруватих силікатів. Високотемпературне мастило пропонованого у винаході складу при його застосуванні при гарячій обробці тиском, перш за все в процесах виготовлення безшовних труб прокатуванням, несподівано проявляє чудові змащуючі і розділюючі властивості в порівнянні з мастилом універсального застосування, використовуваним при обробці сталей найрізноманітніших марок. Пропоноване у винаході мастило проявляє стійкість при високих температурах, забезпечує одержання прокату стабільної якості при прокатуванні сталей найбільш різних марок і при змінній товщині стінки прокату і не дивлячись на високий вміст вуглецю, відповідно графіту не приводить до підвищеного вуглецювання прокату, що погіршує його якість. Істотна перевага пропонованого у винаході високотемпературного мастила перед відомими в даний час мастилами, що використовуються при гарячій обробці металів тиском, полягає в тому, що для прокатування сталей найрізноманітніших марок в прокатному стані досить використовувати мастило одного єдиного складу. Тим самим при зміні однієї марки оброблюваної сталі на іншу вдається уникнути тривалих перерв виробничого процесу, підвищених витрат праці на заміну одного мастила на інше і необхідності зберігати на складі мастила різних типів. Окрім цього завдяки універсальності пропонованого в дійсному винаході мастила відсутня необхідність обладнувати прокатний стан роздільними пристроями для приготування, створення запасу і нанесення інших мастил. В результаті вдається добитися значної економії витрат. Пропоноване у винаході високотемпературне мастило містить як один з його компонентів графіт, який має виняткові змащувальні властивосі, в кількості від 40 до 90 мас. % у перерахунку на вміст твердих речовин. При вмісті графіту менше 40 мас. % пропоноване у винаході високотемпературне мастило має незадовільні змамащувальні 96774 8 властивості, зростають зусилля, які доводиться витрачати на привід зовнішніх інструментів, а матеріал, що піддається обробці тиском, володіє дуже малою пластичною течією. При вмісті ж графіту більше 90 мас. % неможливо забезпечити створення достатньої розділюючої дії між прокатуваним металом і оправкою. Сказане відноситься перш за все до високоякісних сталей, які проявляють схильність прилипати до оброблювальних інструментів. У одному з переважних варіантів здійснення дійсного винаходу вміст графіту у високотемпературному мастилі складає від 50 до 80 мас. % у перерахунку на вміст в ньому твердих речовин. У ще одному переважному варіанті здійснення винаходу в пропонованому в ньому високотемпературному мастилі використовують кристалічний або макрокристалічний графіт, переважно кристалічний або макрокристалічний природний графіт. Аморфний графіт не придатний для застосування в пропонованому у винаході високотемпературному мастилі, оскільки його змащуючі властивості при використанні аморфного графіту в його складі стають гірші, що безпосередньо негативно позначається на терміні служби оброблювального інструменту. Кулевидний же графіт зарекомендував себе як абсолютно не придатний для застосування в пропонованому у винаході високотемпературному мастилі. У наступному варіанті здійснення винаходу чистота графіту, що міститься в пропонованому у винаході високотемпературному мастилі, складає більше 90 %, переважно більше 95 %, в перерахунку на вміст в ньому вуглецю. Графіт зі ступенем чистоти менше 90 % не придатний для застосування в пропонованому у винаході високотемпературному мастилі, оскільки присутні в такому графіті домішки і забруднення сприяють вуглецюванню металу при одночасному погіршенні змащуючої дії мастила через понижений вміст графіту в його складі. Чистота кристалічного природного графіту, який згідно винаходу придатний для застосування в пропонованому у винаході високотемпературному мастилі, зазвичай складає близько 96 %. У наступному варіанті здійснення винаходу середній розмір часток (d50) графіту, що міститься в пропонованому у винаході високотемпературному мастилі, складає від 5 до 40 мкм, переважно від 10 до 25 мкм. Графіт з середнім розміром часток менше 5 мкм не придатний для застосування в пропонованому у винаході високотемпературному мастилі через відсутність достатньої пластинчастої або лускатої структури, що у зв'язку з чим змащуюча дія мастила погіршується. Графіт же з середнім розміром часток більше 40 мкм не придатний для застосування в пропонованому у винаході високотемпературному мастилі з тієї причини, що в цьому випадку лусочки мають настільки великі розміри, при яких через їх високу схильність до седиментації виникають проблеми при користуванні мастилом. Природний графіт з вказаним вище ступенем чистоти окрім власне вуглецю містить також різні інші компоненти як забруднення або домішки, зок 9 рема кремній у вигляді його карбіду (SiC) або оксиду (SiO2). Оскільки карбід кремнію і оксид кремнію володіють високою абразивною дією, дуже високий вміст кремнію у вживаному в пропонованому у винаході високотемпературному мастилі графіті приводитиме до небажано високого абразивного зносу оброблювального інструменту і/або оброблюваного напівфабрикату. Тому в ще одному переважному варіанті вміст кремнію як забруднення або домішки у використовуваному в пропонованому у винаході високотемпературному мастилі графіті не повинен перевищувати 2,0 мас. %, переважно 1,5 мас. %, найпереважніше 0,2 мас. %. Пропоноване у винаході високотемпературне мастило містить також органічний газоутворювач в кількості від 2 до 50 мас. %. Подібний органічний газоутворювач вибирають серед перерахованих вище азотовмісних сполук. У одному з переважних варіантів здійснення винаходу органічний газоутворювач містить ізоціанурат меламіну в кількості більше 70 мас. %, переважно більше 80 мас. %, особливо переважно більше 90 мас. %. У найбільш переважному варіанті органічний газоутворювач на 100 мас. % складається з ізоціанурату меламіну. Використовуваний в пропонованому у винаході високотемпературному мастилі органічний газоутворювач при підвищених температурах, переважно при температурах понад 350 °C, виділяє газ, який в процесі обробки напівфабрикату тиском при звичайних при такій обробці температурах утворює газову подушку між оброблювальним інструментом і оброблюваним напівфабрикатом. Газоутворення відбувається при цьому в результаті розкладання органічного газоутворювача, в результаті його сублімації або в результаті того й іншого. При вмісті органічного газоутворювача в пропонованому у винаході високотемпературному мастилі менше 2 мас. % відбувається недостатнє газоутворення, відповідно газовиділення, і тому між оброблювальним інструментом і оброблюваним напівфабрикатом неможливе утворення достатньої газової подушки. Використання ж органічного газоутворювача в кількості більше 50 мас. % недоцільне через можливість неконтрольовано інтенсивного газоутворення і пов'язаного з цим порушення процесу прокатування в результаті розширення газу. Для застосування як органічного газоутворювача найбільш придатний ізоціанурат меламіну. У одному з переважних варіантів здійснення дійсного винаходу вміст органічного газоутворювача в пропонованому у винаході високотемпературному мастилі складає від 3 від 10 мас. %, переважніше від 4 до 6 мас. %. Найпереважніше ж використовувати органічний газоутворювач у кількості приблизно 5 мас. %. Пропоноване у винаході високотемпературне мастило містить далі шаруватий силікат або суміш шаруватих силікатів як неорганічний розділюючий засіб в кількості від 5 до 50 мас. %. При вмісті неорганічного розділюючого засобу в пропонованому у винаході високотемпературному мастилі менше 5 мас. % не досягається достатня розділююча дія. Використання ж неорганічного розділюючого засо 96774 10 бу в кількості більше 50 мас. % призводить до зниження змащуючої дії. У одному з особливо переважних варіантів здійснення дійсного винаходу вміст неорганічного розділюючого засобу в пропонованому у винаході високотемпературному мастилі складає від 10 до 40 мас. %, переважніше від 15 до 30 мас. %. У ще одному переважному варіанті неорганічний розділюючий засіб, що міститься в пропонованому у винаході високотемпературному мастилі, вибраний з каолініту, антигориту, енделліту, серпентину, гриналіту, пірофілліту, тальку, маргариту, вермикуліту, судоїту і хлориту. Найпереважніше використовувати каолініт і антигорит індивідуально або у вигляді їх суміші. У ще одному особливо переважному варіанті неорганічний розділюючий засіб, що міститься в пропонованому у винаході високотемпературному мастилі, вибраний з групи безлужних шаруватих силікатів, що містять воду, з шарами, утвореними рядом ланцюжків, сполучених один з одним і що мають період в два тетраедри, таких, наприклад, як каолініт, антигорит і галуазит. Найбільш переважним серед шаруватих силікатів є глинистий мінерал каолініт, що є алюмогідросилікатом загальної формули Al2[Si2O5(OH)4]. Каолініт або отримують шляхом відмучування глинистої породи -каоліну, або синтезують з полікремнієвої кислоти і гідроксиду алюмінію. Оскільки каоліни переважно складаються з мінералу - каолініту (приблизно на 88 %), в особливих варіантах здійснення дійсного винаходу замість чистого каолініту можна також використовувати каолін. Перевага, пов'язана із застосуванням каоліну, що є глинистою породою, полягає в меншій вартості подібного сировинного матеріалу в порівнянні з чистим або, наприклад, отриманим шляхом синтезу каолінітом. Тому згідно винаходу і переважно використовувати каолін. В той же час для одержання виробів однакової якості з вищою мірою відтворюваності може також виявитися доцільним використовувати мінеральний каолініт, що володіє вищим ступенем чистоти, відповідно синтетичний каолініт, що володіє максимально можливим ступенем чистоти. У ще одному переважному варіанті середній розмір часток (d50) неорганічного розділюючого засобу, що міститься в пропонованому у винаході високотемпературному мастилі, складає від 0,5 до 15 мкм, переважніше від 1 до 10 мкм, особливо переважно від 1 до 7 мкм. Недолік часток розміром менше 0,5 мкм полягає в агломерації сировини і в неможливості забезпечити їх досить гомогенний розподіл в об'ємі порошкової суміші. Недолік же часток розміром більше 15 мкм полягає в тому, що при таких розмірах часток розділюючого засобу на його розділюючу дію частково накладається небажана абразивна дія і що окрім цього при значних відмінностях в розмірах часток неможливе одержання однорідної суміші. У одному з особливо переважних варіантів здійснення дійсного винаходу пропоноване в ньому високотемпературне мастило містить також органічний адгезив в кількості від 1 до 20 мас. %, вибраний з гомо- і співполімерів алкіленів. Подіб 11 ний адгезив суспендує у воді і утворює на змащуваній поверхні (поверхні оброблювального інструменту і/або оброблюваного напівфабрикату) плівку, яка сприяє утриманню останніх компонентів мастила на змащуваній поверхні. Використовувати органічний адгезив в кількості менше 1 мас. % недостатньо, оскільки в цьому випадку вживане мастило утворює на змащуваній поверхні шар дуже малої товщини. Недолік же, пов'язаний з використанням органічного адгезиву в кількості більше 20 мас. %, полягає в пропорційному зменшенні долі графіту в мастилі і, як наслідок, в погіршенні його змащуючої дії, а тим самим і в скороченні терміну служби оброблювального інструменту. У одному з переважних варіантів здійснення винаходу вміст органічного адгезиву в пропонованому у винаході високотемпературному мастилі складає від 2 до 10 мас. %, переважніше від 2 до 5 мас. %. У ще одному переважному варіанті органічний адгезив, що включається до складу пропонованого у винаході високотемпературного мастила, вибирають з гомо- і співполімерів арилалкенів а, рненасичених кислот і їх ефірів (3,у-ненасичених кислот і їх ефірів, алкенів, складних вінілових ефірів, вінілових спиртів, ненасичених двоосновних кислот і їх ефірів, складних алкілових ефірів, а також ациклічних кислот і їх ефірів. Найпереважніше ж вибирати органічний адгезив з поліетилену, поліметилметакрилату, полістиролу, полібутадієну, полівінілацетату, полівінілпропіонату, співполімеру метилметакрилату із стиролом, співполімеру метиленметакрилату з а-метилстиролом, полідіаллілфталату, поліпропілену, співполімеру стиролу з бутадієном, співполімеру вінілацетату з дибутилмалеїнатом, співполімеру вінілацетату з етиленом і поліізобутилену. У ще одному з особливо переважних варіантів здійснення дійсного винаходу пропоноване в ньому високотемпературне мастило містить також неорганічний або органічний стабілізатор в кількості від 2 до 15 мас. %, вибраний з полісахаридів, алкілцелюлоз, гідроксицелюлоз і глинистих мінералів. На практиці пропоноване у винаході високотемпературне мастило часто, відповідно зазвичай застосовують у вигляді суспензії або дисперсії в рідині, переважно у воді. У такій суспензії або дисперсії присутній в ній неорганічний стабілізатор підвищує її в'язкість і служить тим самим загусником, що запобігає, відповідно зменшує седиментацію останніх компонентів високотемпературного мастила, а тим самим і його розшарування. Включати стабілізатор до складу високотемпературного мастила в кількості менше 2 мас. % небажано, оскільки в цьому випадку в'язкість високотемпературного мастила підвищуватиметься до рівня, недостатнього для запобігання седиментації його компонентів в необхідній мірі і для забезпечення однорідності мастила. При вмісті ж стабілізатора в кількості більше 15 мас. % в'язкість суспензії або дисперсії підвищуватиметься до рівня, при якому його нанесення на оброблювальний інструмент розпиленням можливе лише з утрудненнями. Окрім цього дуже висока в'язкість може перешко 96774 12 джати утворенню на змащуваній поверхні суцільної плівки мастила рівномірної товщини. У одному з переважних варіантів здійснення дійсного винаходу вміст стабілізатора в пропонованому у винаході високотемпературному мастилі складає від 3 до 10 мас. %, переважніше від 4 до 6 мас. %. Як стабілізатор особливо переважно використовувати неорганічний матеріал, вибираний з глинистих мінералів на силікатній основі або їх сумішей, переважно з бентонітів і органічно модифікованих бентонітів. Найпереважніше ж вибирати стабілізатор серед глинистих мінералів з класу смектитів, переважно з групи монтморіллоніту. Смектити складаються в основному з шаруватих силікатів і з врахуванням своїх структурних особливостей відрізняються високою катіонообмінною здатністю і високою здатністю до набрякання у воді. З класу смектитів найпереважніше використовувати монтморіллоніти, ступінь набрякання яких (1г монтморіллоніту у дистильованій воді) складає від 3 до 50. Завдяки своїй вищезгаданій катіонообмінній здатності смектити, відповідно монтморіллоніти можна "модифікувати" неорганічними або органічними катіонами. Глинисті мінерали, які переважно використовувати в пропонованому у винаході високотемпературному мастилі, відрізняються винятковими зв'язуючими властивостями, а також володіють тією перевагою, що вони на відміну від органічних стабілізаторів не схильні до піролізу. Окрім цього при створенні винаходу несподівано було встановлено, що при застосуванні вказаних глинистих мінералів висихання плівки мастила на поверхні оброблюваного напівфабрикату і/або оброблювального інструменту відбувається дуже швидко протягом декількох секунд. Пропоноване у винаході мастило завдяки присутності в його складі подібних стабілізаторів здатне протягом найкоротшого часу утворювати на поверхні оброблювального інструменту і/або оброблюваного напівфабрикату рівномірну і суху плівку ще до зіткнення інструменту з напівфабрикатом. Пропоноване у винаході високотемпературне мастило доцільно випускати і поставляти у продаж у вигляді порошкоподібної сухої твердої речовини. В принципі його можна і безпосередньо використовувати у такому вигляді, проте переважніше використовувати його на практиці у вигляді суспензії або дисперсії в рідині, переважно у воді, з вмістом твердої фази від 5 до 50 мас. %, переважно від 15 до 40 мас. %, найпереважніше від 25 до 30 мас. %. У такому вигляді високотемпературне мастило можна рівномірно наносити розпиленням на поверхню оброблювального інструменту і/або оброблюваного напівфабрикату. В цьому випадку через підвищену температуру оброблювального інструменту і/або оброблюваного напівфабрикату рідина досить швидко випаровується, після чого на поверхні оброблювального інструменту і/або оброблюваного напівфабрикату залишається рівномірне міцне покриття з власне мастила. Очевидно, що пропоноване у винаході високотемпературне мастило можна поставляти у продаж і вигляді подібної суспензії або дисперсії. 13 96774 У ще одному переважному варіанті здійснення дійсного винаходу середній розмір часток твердих компонентів пропонованого у винаході високотемпературного мастила складає менше 200 мкм, переважно менше 150 мкм, найпереважніше менше 100 мкм. При більшій середній величині часток твердих компонентів високотемпературного мастила з'являється недолік, що виявляється в підвищеній схильності до седиментації твердих компонентів мастила при його застосуванні у вигляді суспензії. Інші переваги, характерні особливості і варіанти здійснення дійсного винаходу розглянуті нижче на подальших прикладах. Приклади Приклад 1 При подовжньому прокатуванні випробовували мастила 4-х різних складів. Мастила кожного складу використовували у вигляді 30 %-их водних суспензій. Всі дані про вміст компонентів в мас. % (відсотках за масою) в кожному випадку відносять 14 ся до вмісту твердих речовин. Шляхом подовжнього прокатування виготовляли тонкостінні труби (з товщиною стінки 4,1 мм) при температурі оправки 80-100 °C. Мастило у вигляді суспензії наносили з 2 витратою близько 90 г на м . Час витікання суспензій з віскозиметричної воронки, який визначали згідно EN-ISO 2431 (6 мм), складав порядку 50 с. Кожна партія прокату складалася з приблизно 500-2000 труб. Як матеріал для виготовлення труб використовували вуглецеву сталь марки Р110 і леговану сталь марки Р91. Склади отриманих змішуванням окремих компонентів порошкоподібних сухих мастил і результати прокатування приведені нижче в таблиці 1. Оскільки при виготовленні тонкостінних труб через більший коефіцієнт їх витяжки або подовження потрібне краще змащування, ніж при виготовленні товстостінних труб, отримані дані про змащуючу дію мастил можна віднести і до виготовлення товстостінних труб. Таблиця 1 Мастило Компоненти (а) графіт (б) органічний газоутворювач (в) неорганічний розділюючий засіб 1 (за винаходом) (г) органічний адгезив (д) неорганічний стабілізатор (є) бактерицид (а) графіт (х) органічний газоутворювач 2 (в) неорганічний розділюючий засіб (порівняльне (г) органічний адгезив мастило) (д) неорганічний стабілізатор (є) бактерицид (а) графіт (у) органічний газоутворювач 3 (в) неорганічний розділюючий засіб (порівняльне (г) органічний адгезив мастило) (д) неорганічний стабілізатор (є) бактерицид (а) графіт 4 бентоніт (порівняльне мастило силікат натрію відповідно до силікофосфат ЕР 0909309) суміш фосфатів 1) Результати прокатування: "+++" дуже хороша прокатуваність, низьке використання електроенергії, точне дотримання заданих розмірів готової труби "+/-" посередня прокатуваність, високе використання електроенергії, труба частково має внутрішні дефекти, залишки на поверхні оброблювального інструменту "---" погана прокатуваність, мастило не задовільне в застосуванні. Склад (мас. %) 66,2 5,0 21,0 3,0 4,3 0,5 66,2 5,0 21,0 3,0 4,3 0,5 66,2 5,0 21,0 3,0 4,3 0,5 85,0 3,0 2,5 0,8 8,7 Результати прокатки Вуглец. сталь Легов. сталь Р110 Р91 +++ +++ +++ -- +++ -- +++ +/ Використовувані у складі мастил компоненти (а) - (є), а також (х) та (у) детальніше охарактеризовані нижче. (а) Графіт: макрокристалічний природний графіт, чистота: 94-96 %, вміст С: 94-97 %, середній розмір часток d50 (прилад для вимірювання розмірів часток фірми Cilas): приблизно 15 мкм, вміст Si: приблизно 0,2 мас. % SiO2, вміст вологи: менше 0,2 %. (б) Органічний газоутворювач: ізоціанурат меламіну Budit 315®, фірма Chemische Fabrik Budenheim KG, Німеччина, вміст N: 48 %, вміст 15 вільного меламіну: менше 0,5 %, вміст вільної ізоціанурової кислоти: менше 0,2 %. (в) Неорганічний розділюючий засіб: каолін, середній розмір часток d50 (прилад для вимірювання розмірів часток фірми Cilas): 2-10 мкм, вміст Si: більше 50 мас. % SiO2, вміст А1: приблизно 30 мас. % А12О3. (г) Органічний адгезив: співполімер стиролу з акрилатом в порошкоподібній формі, насипна щільність: 400-600 г/л, розмір часток (ситовий аналіз з просіюванням через сито з розміром отворів 315 мкм згідно DIN 66165): менше 3 мкм, температура склування (Тс згідно DIN 53765-A-10): 15 °C. (д) Неорганічний стабілізатор: органічно модифікований смектит в порошкоподібній формі, в'язкість (3 %-ий розчин, віскозиметр Haake): 40000-50000 мПа»с, розмір часток (ситовий аналіз з просіюванням через сито з розміром отворів 90 мкм): макс. 25 %. (є) Бактерицид: препарат на основі ізотіазолінону Acticide MBP® фірми Thor-Chemie GMBH, Німеччина. (х) Газоутворювач: асфальт Zeco ПА, фірма Ziegler Chemicals & Minerals Corp, США. (у) Газоутворювач: лігнінсульфонат Borresphere NA220, фірма Borregaad Ligno-Tech, Німеччина. Приклад 2: Виготовлення безшовних труб з високоякісної сталі На технологічній лінії з виробництва безшовних труб, на якій отримані після прошивки заготовок на стані косого прокатування гільзи піддають Комп’ютерна верстка Г. Паяльніков 96774 16 розкочуванню в безперервно працюючих прокатних клітях, кожна з яких забезпечена індивідуальним приводом, на вільно рухомому інструменті (оправці), оправки при температурі біля 110-130 °C перед розкочуванням гільз покривали змащувальною суспензією, яку готували з мастила 1 вказаного в прикладі 1 складу і яку наносили шляхом безповітряного розпилення за допомогою відповідної установки (сопла 4 × 0,7/0,9 мм, тиск 40-80 бар). Матеріалом для виготовлення труб служила феритна сталь з 9 %-им, відповідно 13 %-им вмістом Сг, отримані з якої гільзи мали масу від 250 до 270 кг і довжину від 6 до 8 м. Температура при обробці тиском складала 1150-1200 °C. Готові труби мали товщину стінки від 2,7 до 7,3 мм, переважно, проте, 4,1 мм, і зовнішній діаметр максимум 152 мм. Приклад 3: Виготовлення безшовних труб з вуглецевої сталі На тій же технологічній лінії, що і в прикладі 2, при збереженні відрегульованих налаштувань технологічного прокатного устаткування виготовляли безшовні труби з вуглецевої сталі. Оправки покривали мастилом 1 вказаного в прикладі 1 складу, яке наносили на них описаним в прикладі 2 способом. Матеріалом для виготовлення труб служила сталь марки Р110, відповідно Р91, отримані з якої гільзи мали масу від 250 до 300 кг і довжину від 6,5 до 8 м. Температура при обробці тиском складала 1250-1280 °C. Виготовлені таким шляхом безшовні труби мали товщину стінки від 2,7 до 4,1 мм і зовнішній діаметр максимум 152 мм. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh-temperature lubricant and its use in hot-forming of high-grade steels and carbon steels under pressure
Автори англійськоюBugner, Steffen, Schneider Berndt, Giskow, Ralf, Futterer, Thomas
Назва патенту російськоюВысокотемпературная смазка для горячей обработки высококачественных и углеродных сталей под давлением и ее применение
Автори російськоюБугнер Штефен, Шнайдер Бернд, Гисков Ральф, Футтерер Томас
МПК / Мітки
МПК: C10N 40/24, C10M 169/04, C10N 20/06, C10N 30/08, C10M 111/00, C10M 173/02, C10N 50/02
Мітки: застосування, високотемпературне, обробки, сталей, вуглецевих, тиском, високоякісних, мастило, гарячої
Код посилання
<a href="https://ua.patents.su/8-96774-visokotemperaturne-mastilo-dlya-garyacho-obrobki-visokoyakisnikh-i-vuglecevikh-stalejj-tiskom-ta-jjogo-zastosuvannya.html" target="_blank" rel="follow" title="База патентів України">Високотемпературне мастило для гарячої обробки високоякісних і вуглецевих сталей тиском та його застосування</a>
Мастило для гарячої обробки металів тиском
Номер патенту: 46175
Опубліковано: 10.12.2009
Автори: Риженіна Ганна Сергіївна, Каргін Борис Сергійович, Ткачов Ростислав Олегович, Мошкін Семен Андрійович
МПК: C10M 173/02
Мітки: металів, тиском, мастило, обробки, гарячої
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить воду, триполіфосфат натрію, триетаналомін і лігносульфанат амонію, яке відрізняється тим, що мастило додатково містить фторамоній, Етнас і NaCl, при наступному співвідношенні компонентів, мас. %: триполіфосфат натрію 9-11 триетаналомін 0,4-0,6 лігносульфанат амонію 4-6 ...
Мастило для гарячої обробки металів тиском та спосіб його одержання
Номер патенту: 83779
Опубліковано: 11.08.2008
Автори: Польський Георгій Миколайович, Стеба Володимир Костянтинович, Мінін Василь Анатольович, Панасенко Станіслав Панасович, Іванов Костянтин Олександрович, Залеський Олександр Іванович, Корольков Сергій Ігорович, Єсаулов Геннадій Олександрович, Чуєв Анатолій Васильович
МПК: C10M 103/00, C10M 125/26
Мітки: спосіб, тиском, мастило, обробки, металів, одержання, гарячої
Формула / Реферат:
1. Мастило для гарячої обробки металів тиском на основі фосфатів металів, яке відрізняється тим, що додатково містить тетраборат натрію при такому співвідношенні компонентів, % мас.:фосфати металів 90-98,тетраборат натрію 2-10,причому фосфати металів мають склад, % мас.:Р2О5 46-62,Na2O 20-27,К2О 18-24,ZnO 1-2.2. Спосіб одержання мастила для гарячої обробки...
Мастило для гарячої обробки металів тиском
Номер патенту: 86730
Опубліковано: 12.05.2009
Автори: Стеба Володимир Костянтинович, Турбар Валерій Павлович, Панасенко Станіслав Панасович, Польський Георгій Миколайович, Корольков Сергій Ігорович, Чуєв Анатолій Васильович, Закопко Олександр Вікторович, Іванов Костянтин Олександрович
МПК: C10M 169/04, C10N 40/20, C10M 103/00, C10M 173/00
Мітки: мастило, гарячої, тиском, металів, обробки
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить графіт, полімерні фосфати металів, поверхнево-активну речовину та воду, яке відрізняється тим, що додатково містить рідке скло, кремнійорганічну рідину ГКЖ-11К та дигідроксостеарат алюмінію при такому співвідношенні компонентів, % мас: графіт 20,0-30,0 полімерні фосфати металів 5,0-20,0 рідке скло ...
Високотемпературне пластичне мастило (варіанти)
Номер патенту: 85628
Опубліковано: 10.02.2009
Автори: Шапошник Олександр Васильович, Македонський Олег Олександрович, Борисова Вера Володимирівна, Полукова Євгенія Олексіївна, Стахурський Олександр Дмитрович, Шестопалова Валентина Яківна, Сергієв Сергій Леонідович
МПК: C10M 133/00, C10M 169/00, C10M 101/02, C10M 113/00
Мітки: варіанти, мастило, високотемпературне, пластичне
Формула / Реферат:
1. Високотемпературне пластичне мастило, що містить нафтову оливу, загусник та функціональні присадки, яке відрізняється тим, що містить нафтову оливу або суміш нафтових олив з кінематичною в'язкістю при 100 °С у межах 16-22 мм2/с, як загусник - асил-метилкремнезем АМ-1, функціональні присадки: антикорозійну - триетаноламін технічний, антиокислювальну - феніл-бета-нафтиламін, при такому співвідношенні компонентів, мас. %: ...
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей
Номер патенту: 56057
Опубліковано: 15.04.2003
Автори: Журавель Вадим Петрович, Карасик Тетяна Леонідівна
МПК: C10M 125/28
Мітки: труб, мастильна, гарячої, сталей, композиція, вуглецевих, прокатки
Формула / Реферат:
Мастильна композиція для гарячої прокатки труб із вуглецевих сталей, яка містить оксиди алюмінію, кальцію, натрію, бору і кремнію, яка відрізняється тим, що вона додатково містить оксид магнію при наступному співвідношенні компонентів, мас. %: оксид алюмінію 1,3-3,3 оксид кальцію 5-9 оксид натрію 17-20 оксид бору ...
Попередній патент: Високоструктурований, легований оксидом калію пірогенний діоксид кремнію, що має модифіковану поверхню, спосіб його одержання та застосування
Наступний патент: Спосіб одержання плевромутилінів
Випадковий патент: Спосіб прогнозування захворюваності корів субклінічним маститом в стаді з використанням комп'ютерної програми на основі штучних нейронних мереж