Пристрій для управління або регулювання температури заготовки
Номер патенту: 97568
Опубліковано: 27.02.2012
Автори: Хайманн Томас, Гертнер Хорст, Оудехінкен Хайнц-Юрген, ЗАУЕР Вольфганг

Формула / Реферат
1. Спосіб керування або регулювання температури заготовки, що відливається, в установці (1) безперервного розливання за допомогою блока (3) керування або регулювання для керування, або регулювання температури заготовки, що відливається, на ділянці вторинного охолоджування установки (1) безперервного розливання за допомогою щонайменше одного засобу (6) охолоджування заготовки (2), що відливається, який відрізняється тим, що динамічно підстроюють щонайменше одну задану температуру заготовки (2), що відливається, на основі даних і/або сигналів, прийнятих і/або визначених блоком (3) керування або регулювання, причому динамічне підстроювання заданої температури заготовки (2), що відливається, щонайменше в одній позиції здійснюють залежно від температури при випусканні заготовки (2), що відливається, з кристалізатора, а блоком (3) керування або регулювання на основі визначених і/або прийнятих даних або сигналів здійснюють визначення вигину і подовження заготовки (2), що відливається, і/або затверділої кірочки заготовки між щонайменше окремими роликами, здійснюють визначення в'язкості заготовки (2), що відливається, і здійснюють визначення довжини тверднення заготовки (2), що відливається.
2. Спосіб за п. 1, який відрізняється тим, що величину визначеного вигину і/або подовження порівнюють з еталонною величиною і при перевищенні граничної величини здійснюють попередження.
3. Спосіб за п. 1 або 2, який відрізняється тим, що величину визначеного вигину і/або подовження порівнюють з еталонною величиною і при перевищенні граничної величини проводять пониження заданої температури заготовки (2), що відливається, щонайменше на ділянці заготовки (2), що відливається, на якій визначене перевищення.
4. Спосіб за п. 3, який відрізняється тим, що підстроювання заданих температур здійснюють таким чином, що вигин і/або подовження по суті у всій ділянці вторинного охолоджування не перевищують допустимих граничних величин.
5. Спосіб за п. 1, який відрізняється тим, що визначену в'язкість заготовки (2), що відливається, порівнюють з граничною величиною в'язкості, що задається, і при її знаходженні нижче граничної величини здійснюють попередження.
6. Спосіб за п. 1 або 5, який відрізняється тим, що визначену в'язкість заготовки (2), що відливається, порівнюють з граничною величиною в'язкості, що задається, і при її знаходженні нижче граничної величини ініціюють пониження заданої температури заготовки (2), що відливається.
7. Спосіб за п. 1, який відрізняється тим, що визначення в'язкості заготовки (2), що відливається, переважно, проводять на ділянці перед згинальним і/або правильним блоком установки безперервного розливання.
8. Спосіб за п. 1, який відрізняється тим, що визначену довжину тверднення заготовки (2), що відливається, порівнюють з граничною величиною, що задається, і при її перевищенні ініціюють пониження заданої температури заготовки, що відливається.
9. Спосіб за п. 1, який відрізняється тим, що блок керування або регулювання виконаний з можливістю вибирати задану температуру заготовки (2), що відливається, таким чином, що по суті досягають граничних величин.
10. Пристрій для керування або регулювання температури заготовки (2), що відливається, в установці (1) безперервного розливання з блоком (3) керування або регулювання для керування або регулювання температури на ділянці вторинного охолоджування установки (1) безперервного розливання, із засобом для реєстрації температури заготовки і, щонайменше з одним засобом (6) охолоджування заготовки (2), що відливається, для здійснення способу за будь-яким з пп. 1-9.
Текст
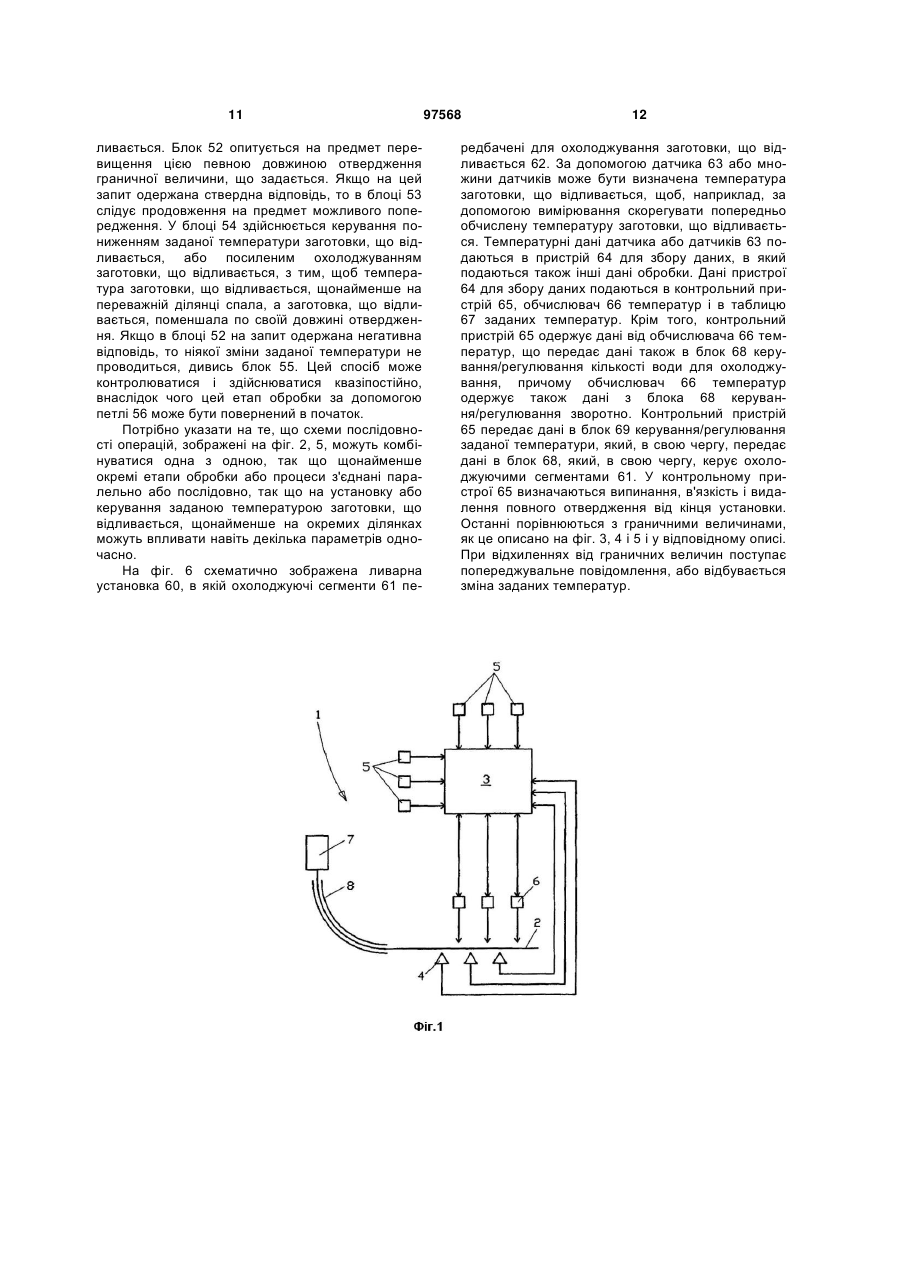
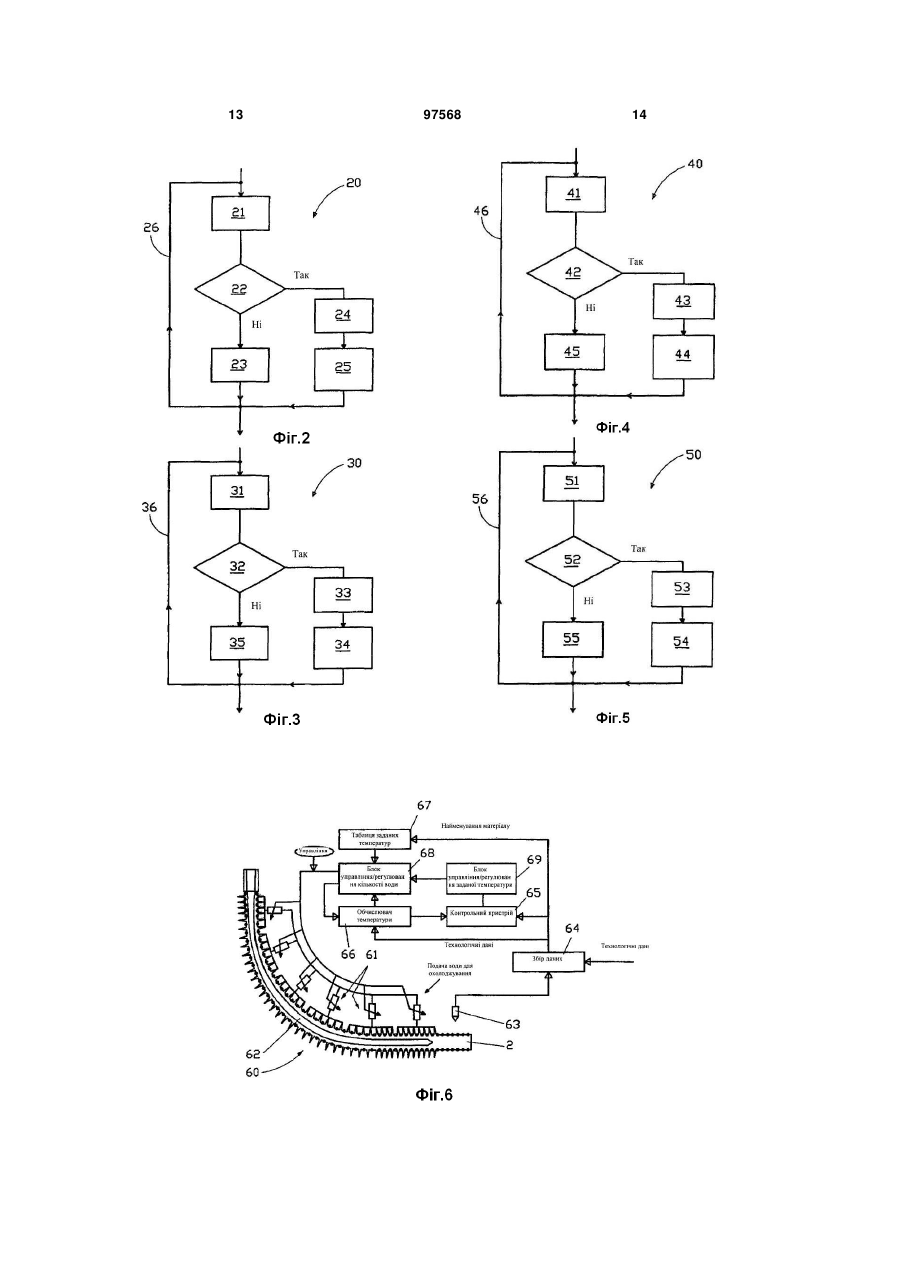
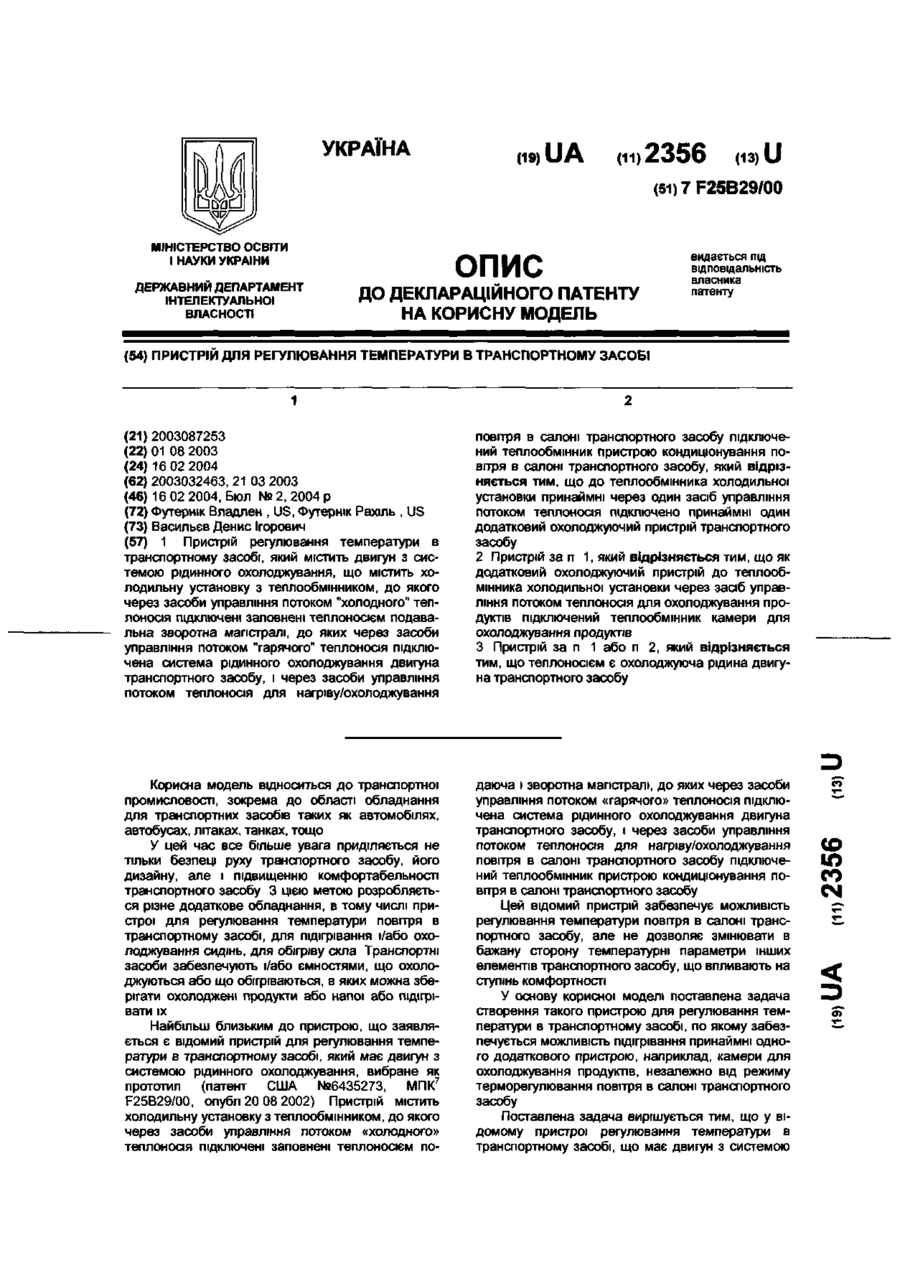
1. Спосіб керування або регулювання температури заготовки, що відливається, в установці (1) безперервного розливання за допомогою блока (3) керування або регулювання для керування, або регулювання температури заготовки, що відливається, на ділянці вторинного охолоджування установки (1) безперервного розливання за допомогою щонайменше одного засобу (6) охолоджування заготовки (2), що відливається, який відрізняється тим, що динамічно підстроюють щонайменше одну задану температуру заготовки (2), що відливається, на основі даних і/або сигналів, прийнятих і/або визначених блоком (3) керування або регулювання, причому динамічне підстроювання заданої температури заготовки (2), що відливається, щонайменше в одній позиції здійснюють залежно від температури при випусканні заготовки (2), що відливається, з кристалізатора, а блоком (3) керування або регулювання на основі визначених і/або прийнятих даних або сигналів здійснюють визначення вигину і подовження заготовки (2), що відливається, і/або затверділої кірочки заготовки між щонайменше окремими роликами, здійснюють визначення в'язкості заготовки (2), що відливається, і здійснюють визначення довжини тверднення заготовки (2), що відливається. 2. Спосіб за п. 1, який відрізняється тим, що величину визначеного вигину і/або подовження порі 2 (19) 1 3 97568 4 ливання, із засобом для реєстрації температури заготовки і, щонайменше з одним засобом (6) охо лоджування заготовки (2), що відливається, для здійснення способу за будь-яким з пп. 1-9. Винахід належить до способу керування або регулювання температури, як, наприклад, при вторинному охолоджуванні в установках безперервного лиття. В установках безперервного лиття заготовка металу, що розливається після кристалізатора охолоджується до повного отвердження в так званому вторинному охолоджувачі. Цей процес охолоджування грає вирішальну роль як матеріал заготовки, що відливається. Таким чином, повне отвердження повинне було б відбуватися в межах роликових сегментів установки безперервного розливання, підтримуючих заготовку, що відливається, з рідкою незакристалізованою серцевиною. При цьому мета полягає в тому, щоб швидкість охолоджування заготовки, що відливається, і зона температур для оболонки заготовки були розраховані таким чином, щоб відлита заготовка застигала без дефектів. В установках безперервного лиття згідно з рівнем техніки охолоджування реалізовується шляхом охолоджування розбрискуваною водою, причому кількість розбрискуваної води одержується відповідно до розпоряджень таблиць для розбрискуваної води. Ці таблиці для розбрискуваної води згідно з рівнем техніки містять кількість розбрискуваної води для охолоджування, що встановлюється для кожної зони охолоджування. Тому для різних швидкостей лиття задаються певні кількості води. Потім в залежності від матеріалу заготовки, що відливається оператор установки вибирає відповідну таблицю, що використовується для установки кількості води при вторинному охолоджуванні. Поводження з множиною різних таблиць для різних виробничих умов повсякденного лиття є трудомістким і обтяжливим. Задача даного винаходу полягає в створенні пристрою і способу керування або регулювання температур, при яких недоліки рівня техніки згладжуються або усуваються зовсім. Згідно з винаходом задача відносно способу вирішується за допомогою способу керування або регулювання температури заготовки, що відливається, в установці безперервного розливання за допомогою блока керування або регулювання, зокрема, для керування або регулювання температури при вторинному охолоджуванні в установці безперервного розливання за допомогою щонайменше одного засобу охолоджування заготовки, що відливається, причому проводиться динамічна зміна щонайменше однієї заданої температури заготовки, що відливається, на основі даних і/або сигналів, прийнятих і/або визначених блоком керування або регулювання. У результаті досягається те, що задані температури для регулювання вторинного охолоджування автоматично і динамічно узгоджуються з поточними даними умовами. Таким чином, опера тор щонайменше частково звільняється від ще необхідного згідно з рівнем техніки трудомісткого поводження з численними таблицями. Задані температури, як правило, попередньо встановлюються таким чином, щоб забезпечувався нормальний режим роботи установки з очікуваними параметрами лиття (наприклад, температурою при розливанні, швидкістю лиття). Однак оскільки на практиці ці параметри все ж можуть порушуватися у бік перевищення або заниження або ж оскільки від зміни швидкості може постраждати також якість матеріалу, що обробляється, винахід передбачає, щоб задані температури динамічно підстроювалися під поточні дані умови, тобто, під можливу зміну параметрів лиття. Якщо ж потім параметри лиття знов виявляються в очікуваній області, то задані температури знов повертаються до своїх початкових значень. Це керування/регулювання заданої температури здійснюються у власному/окремому першому модулі всередині загального блока керування і регулювання. У разі даних і/або сигналів, що приймаються блоком керування або регулювання, мова йде, зокрема, про величину температури заготовки, що відливається щонайменше в одній позиції, причому величина температури або обчислюється, або вимірюється. У разі обчислення величини температури заготовки, що відливається, переважно, щоб в доповнення до обчислення було проведене вимірювання температур заготовки, що відливається, щоб скорегувати розрахунок температури за допомогою вимірювання. Блок керування або регулювання на основі прийнятих або певних даних і/або сигналів визначає стан заготовки, що відливається, щонайменше в одній позиції і керує або регулює у другому модулі з урахуванням підстроєної заданої температури і вимог процесу лиття температуру заготовки, що відливається, щонайменше в одній позиції шляхом відповідного охолоджування. Доцільно також, щоб відповідна винаходу динамічне підлаштування заданої температури заготовки, що відливається, щонайменше в одній позиції здійснювалася в залежності від температури при випуску заготовки, що відливається, з кристалізатора. Крім того, відповідно до іншої ідеї згідно з винаходом може бути також переважно, щоб блок керування або регулювання на основі певних і/або прийнятих даних або сигналів визначав вигин (прогин) заготовки, що відливається, і/або затверділої скоринки заготовки щонайменше між окремими роликами. При цьому переважно, щоб блок керування або регулювання на основі певних або прийнятих даних або сигналів визначав подовження заготовки, що відливається, і/або скоринки заготовки щонайменше між окремими роликами. Переважно також, щоб величина певного вигину 5 і/або подовження порівнювалася з еталонною величиною і при перевищенні граничної величини слідувало б попередження. Крім того, переважно, щоб величина певного вигину і/або подовження порівнювалася з еталонною величиною і при перевищенні граничної величини проводилося б пониження заданої температури заготовки, що відливається щонайменше в тій зоні заготовки, що відливається, в якій визначене перевищення. Крім того, при цьому доцільно, щоб підлаштування заданої температури або заданих температур здійснювалося таким чином, щоб по суті у всій зоні вторинного охолоджування вигин і/або подовження не перевищували допустимих граничних величин. Крім того, відповідно до додаткової ідеї згідно з винаходом переважно, щоб блок керування або регулювання на основі певних і/або прийнятих даних і/або сигналів визначав в'язкість заготовки, що відливається. При цьому доцільно, щоб визначена в'язкість заготовки, що відливається, порівнювалася з граничною величиною в'язкості, що задається і при "не досягненні" граничної величини слідувало б попередження. Доцільно також, щоб визначена в'язкість заготовки, що відливається, порівнювалася з граничною величиною в'язкості, що задається і при не досягненні граничної величини ініціювалося б підвищення заданої температури заготовки, що відливається. Крім того, переважно, щоб визначення в'язкості заготовки, що відливається, переважно, проводилося в зоні перед згинальним і/або правильним блоком установки безперервного розливання. Крім того, відповідно до додаткової ідеї згідно з винаходом переважно, щоб блок керування або регулювання на основі певних і/або прийнятих даних і/або сигналів визначав довжину ствердження заготовки, що відливається. Крім того, переважно, щоб визначена довжина отвердження заготовки, що відливається, порівнювалася з граничною величиною, що задається і при перевищенні граничної величини ініціювалося б підвищення заданої температури заготовки, що відливається. Переважно також, щоб блок керування або регулювання вибирав задану температуру заготовки, що відливається, таким чином, щоб граничні величини по суті досягалися. Згідно з винаходом задача відносно пристрою вирішується за допомогою пристрою для керування або регулювання температури заготовки, що відливається, в пристрої безперервного розливання з блоком керування або регулювання, зокрема, для керування або регулювання температури у вторинному охолоджуванні пристрою безперервного розливання, щонайменше з одним засобом охолоджування заготовки, що відливається, причому на основі даних і/або сигналів, що одержуються або що визначаються блоком керування або регулювання, може проводитися динамічна зміна щонайменше заданої температури заготовки, що відливається. При цьому за допомогою пристрою може успішно здійснюватися вищезгаданий спосіб. При цьому вимоги до вторинного охолоджування вельми різноманітні. Параметром керування можливе, наприклад, повне використання виробничої потужності, що є, як, наприклад, використати 97568 6 по суті до кінця опору заготовки, що є в установці безперервного розливання відносно довжини отвердження. Тому при регулюванні температури заготовки, що відливається, при керуванні або регулюванні температури, або охолоджуванні можливо, відповідно, врахована розрахункова довжина отвердження. Іншим переважним параметром керування охолоджуванням може бути досягнення і додержання щонайменше окремих параметрів якості заготовки, що відливається, причому нові сорти стали чутливі до несприятливих процесів охолоджування так, що швидкість охолоджування є параметром керування, щоб надавати сприятливий вплив на якість стрічки. При зміні швидкості лиття змінюється, наприклад, також температура заготовки, що відливається на випуску кристалізатора. Подальше охолоджування повинне було б це враховувати, щоб не виникло проблем з якістю, наприклад, в формі занадто високих термічних напруг, які у деяких чутливих сортів сталі могли б спричинити розтріскування. Тому при використанні регулювання або керування температурою переважно, щоб задана температура задавалася для заготовки, що відливається, в різних позиціях і щоб вона все ж могла підстроюватися під змінені умови на основі змінених параметрів. Крім того, заготовка, що відливається, в установці безперервного розливання має властивість випинатися між опорними роликами. При дуже сильних випинаннях виникають частково високі згинаючі напруження і внутрішнє розтягнення. Вони, в свою чергу, могли б викликати пошкодження заготовки, що відливається. Максимальне допустиме випинання, переважно, задається в залежності від параметрів лиття, як, наприклад, швидкості лиття і/або температури лиття. У тому випадку, коли заготовка, що відливається, згинається або правиться, вона випробовує додаткове розтягнення і напруження. У цьому випадку матеріал заготовки, що відливається, повинен протистояти цьому додатковому розтягненню і напруженням без істотних пошкоджень від розтріскування. Якщо заготовка, що відливається, є крихкою, у неї могло б статися розтріскування поверхні. Для того, щоб в значній мірі запобігти такому розтріскуванню, переважно, щоб заготовка, що відливається згиналася і правилася в тій зоні температур, в якій заготовка, що відливається, має відповідну в'язкість. Переважні удосконалення описані в залежних пунктах формули винаходу. Нижче винахід більш детально описується на основі прикладу виконання з посиланням на креслення, на яких: фіг. 1 - схематичне уявлення, що пояснює пристрій згідно з винаходом, фіг. 2 - діаграма, що пояснює спосіб згідно з винаходом, фіг. 3 - діаграма, що пояснює спосіб згідно з винаходом, фіг. 4 - діаграма, що пояснює спосіб згідно з винаходом, 7 фіг. 5 - діаграма, що пояснює спосіб згідно з винаходом, і фіг. 6 - діаграма, що пояснює винахід. Винахід стосується способу керування або способу регулювання, зокрема, для вторинного охолоджування в установці безперервного розливання. Для цього на фіг. 1 схематично зображена установка 1 безперервного розливання з кристалізатором 7 і роликовою проводкою 8, а також із заготовкою, що відливається 2. Здійснюване керування або регулювання температури проводяться автоматично без втручання оператора або напівавтоматично, причому в цьому випадку блок 3 керування або регулювання на основі даних вимірювань, які є в розпорядженні, аналізує стан установки 1 безперервного розливання і представляє оператору пропозиції для встановлення різних керуючих впливів. При цьому установка 1 безперервного розливання нарівні з блоком 3 керування або регулювання містить також засоби 4, 5 для збору даних або сигналів, як, наприклад, датчики. Наприклад, температурні датчики 4 встановлені вздовж заготовки, що відливається 2. Засоби 4, 5 реєструють, тобто, виявляють або обчислюють, параметри стану заготовки, що відливається, або установки безперервного розливання і передають ці дані в блок 3 керування або регулювання, який на основі сигналів і/або даних динамічно визначає задану температуру або задані температури заготовки, що відливається 2, і на їх основі керує засобами 6 охолоджування для досягнення заданої температури у відповідних зонах заготовки, що відливається 2. Відповідно до винаходу зміна заданої температури проводиться таким чином, щоб динамічне підлаштування заданих температур здійснювалося в залежності від даних умов для заготовки, що відливається. При цьому для досягнення заданої температури шляхом регулювання, переважно, проводяться обчислення температури заготовки, що відливається, і регулювання охолоджування, тобто, кількості розбрискуваної води. Крім того, при цьому переважно скористатися каталогом заданих температурних кривих. Згідно з винаходом переважно, щоб контрольний модуль був пов'язаний з обчисленням температури так, щоб в цьому контрольному модулі визначалися випинання, в'язкість і видалення повного твердіння від кінця установки. Ці певні величини порівнюються з граничними величинами, і або слідує попередження, і/або проводиться динамічне підлаштування заданої температури або заданих температур. Для цього робиться посилання на фіг. 6. При цьому переважно, щоб термічні напруження в скоринці заготовки, що відливається знижувалися на випуску кристалізатора. Крім того, переважно, щоб керування або регулювання скорочувало або запобігало робочим режимам, при яких випинання заготовки, що відливається між роликами стає занадто великим. Переважно також, щоб керування або регулювання запобігало або скорочувало робочі режими, при яких заготовка, що відливається, згинається або правиться в температурній зоні, в якій матеріал заготовки, що 97568 8 відливається, є крихким. Крім того, доцільно, щоб внаслідок керування або регулювання контролювалася довжина отвердження заготовки, що відливається, і, переважно, запобігалося або по можливості не допускалося збільшення довжини отвердження заготовки, що відливається більш, ніж на відстань до кінця опори заготовки так, щоб заготовка, що відливається по закінченні опори заготовки по суті була вже затверділою. Спосіб керування згідно з винаходом для керування або регулювання температури при вторинному охолоджуванні заготовки, що відливається засновується на регулюванні температури, причому щонайменше один, однак, переважно, декілька розподілів заданої температури по поверхні заготовки, що відливається, зафіксовані в пам'яті блока керування або регулювання як вибрані задані значення. Крім того, блок 3 керування або регулювання має в своєму розпорядженні записаний набір даних, наприклад, таблицею, в якій кожному використовуваному або оброблюваному матеріалу або кожній використовуваній або оброблюваній групі, визначений відповідний розподіл температур, що задаються. Блок 3 керування або регулювання на основі записаних і вибраних даних керує кількістю розбрискуваної води при вторинному охолоджуванні таким чином, що температури заготовки, що відливається, щонайменше по суті відповідають заданим температурам. Згідно з винаходом керування або регулювання оптимізуються настільки, що розподіл заданої температури заготовки, що відливається, заданий не жорстко і, отже, не є обов'язковим для всіх робочих режимів, а динамічно підстроюється відповідно до критеріїв, що задаються. Пристрій керування або регулювання нарівні з обчисленням температур заготовки, що відливається і поряд з власне модулем регулювання для встановлення кількості води, переважно, містить також інші модулі для виконання додаткових задач. Таким чином, переважно, обчислюється температура при випуску заготовки, що відливається, з кристалізатора або на охолоджуючому сегменті, наступному за кристалізатором. На фіг. 2 показана діаграма 20 способу згідно з винаходом, по якому блок 21 опитується відносно температури заготовки, що відливається, при випуску з кристалізатора або на охолоджуючому сегменті, наступному за кристалізатором. У блоці 22 міститься запит відносно того, чи не перевищує ця визначена температура або визначена швидкість охолоджування граничну величину, що задається або швидкість охолоджування, що є між кристалізатором і охолоджуючим сегментом. Якщо на цей запит одержана ствердна відповідь, то в блоці 24 слідує продовження на предмет можливого попередження. У блоці 25 здійснюється керування підвищенням або пониженням заданої температури і, відповідно, підвищеним або зниженим охолоджуванням заготовки, що відливається, при випуску з тим, щоб температура або швидкість охолоджування заготовки, що відливається, встановлювалися в рам 9 ках допустимих граничних значень. Якщо в блоці 22 на запит слідує негативна відповідь, то ніякої зміни заданої температури в блоці 23 не відбувається. Цей спосіб може контролюватися і здійснюватися квазіпостійно, внаслідок чого цей етап обробки за допомогою петлі 26 може бути повернений в початок. Потім задані температури заготовки, що відливається, для охолоджуючих сегментів підстроюються під певну випускну температуру. У результаті для заготовки, що відливається, при зниженні термічних напружень виходить рівномірна характеристика охолоджування. Крім того, випинання заготовки, що відливається, може бути обчислене, причому додатково може бути визначене також допустиме випинання заготовки, що відливається. При цьому допустиме випинання може залежати, наприклад, від миттєвих значень параметрів процесів в установці безперервного розливання. На фіг. 3 зображена діаграма 30 способу згідно з винаходом, по якому в блоці 31 запитується величина випинання заготовки, що відливається, між опорами сегмента. У блоці 32 міститься запит відносно того, чи не перевищує це певне випинання граничну величину, що задається, причому гранична величина від ділянки до ділянки цілком могла б бути записана порізному. Якщо на цей запит одержана ствердна відповідь, то в блоці 33 слідує продовження на предмет можливого попередження. У блоці 34 здійснюється керування пониженням заданої температури заготовки, що відливається, і посиленим охолоджуванням заготовки, що відливається, на ділянці підвищеного випинання або попереду нього з тим, щоб температура заготовки, що відливається, спала щонайменше там. Якщо в блоці 32 на запит одержана негативна відповідь, то ніякої зміни заданої температури не проводиться, дивись блок 35. Цей спосіб може контролюватися і здійснюватися квазіпостійно, внаслідок чого цей етап обробки за допомогою петлі 26 може бути повернений в початок. Блок 3 керування або регулювання згідно з винаходом під час лиття, переважно, безперервно або з інтервалами порівнює виявлене або розраховане випинання заготовки, що відливається з максимально допустимою величиною. При перевищенні цієї величини задана температура знижується. При цьому задана температура, переважно, знижується в тій зоні заготовки, що відливається, де розпізнається перевищення, причому при необхідності зниження заданої температури може бути ініційоване або здійснене на попередній ділянці. Згідно з ідеєю винаходу інший обчислювальний модуль в блоці 3 керування або регулювання може визначати в'язкість заготовки, що відливається. При цьому може бути проведене порівняння певної величини в'язкості з допустимою мінімальною величиною. При опусканні в'язкості в вигинальному і правильному блоці нижче за цю граничну величину (тобто недосягненні цієї величини) температура, що задається за допомогою блока керування або регулювання підвищується, причому це відбувається щонайменше в охолоджуючому сег 97568 10 менті перед зоною вигину або виправлення. У зв'язку з цим потрібно послатися на фіг. 4, на якій зображена діаграма 40 способу згідно з винаходом, згідно з яким блок 41 опитується відносно величини в'язкості заготовки, що відпивається, переважно, в вигинальному або правильному блоці. Блок 42 опитується відносно того, чи не менше ця визначена в'язкість, ніж гранична величина, що задається, причому гранична величина від ділянки до ділянки могла б бути записана по-різному. Якщо на цей запит одержана ствердна відповідь, то в блоці 43 слідує продовження на предмет можливого попередження. У блоці 44 здійснюється керування пониженням заданої температури заготовки, що відливається, або посиленим охолоджуванням заготовки, що відливається, на ділянці зниженої в'язкості з тим, щоб температура заготовки, що відливається, спала щонайменше там або щонайменше на попереду розташованій ділянці. Якщо в блоці 42 на запит одержана негативна відповідь, то ніякої зміни заданої температури не проводиться, дивись блок 45. Цей спосіб може контролюватися і здійснюватися квазіпостійно, внаслідок чого цей етап обробки за допомогою петлі 46 може бути повернений в початок. Крім того, в прикладі виконання винаходу згідно з винаходом блок 3 керування або регулювання може обчислювати або визначати довжину отвердження заготовки, що відливається 2, і контролювати її на основі сигналів датчиків. Оскільки заготовка, що відливається, знаходиться на підтримуючих сегментах, доцільно, щоб довжина отвердження в напрямі транспортування була не більша максимального видалення останнього підтримуючого сегмента. У результаті, переважно, домагаються того, щоб заготовка, що відливається, стверджувалась, перш ніж вона покине останній підтримуючий сегмент. Довжина отвердження для заготовки, що відливається, відповідно до певної порогової величини закінчується перед останнім сегментом. Порогова величина може контролюватися за допомогою датчика, так що при перевищенні довжиною отвердження цієї порогової величини блок 3 керування або регулювання здійснює реверсивне керування. На основі даних динамічних характеристик оцінюється очікувана довжина отвердження. Якщо довжина отвердження заготовки, що відливається, перевищує цю порогову величину, блок керування або регулювання ініціює зниження заданої температури заготовки, що відливається, щонайменше на ділянці перед пороговою довжиною отвердження, так що в загальній складності довжина ствердження заготовки, що відливається, скорочується. Це приводить до більшого охолоджування заготовки, що відливається, і в результаті довжина отвердження стає коротшою. Поріг, переважно, вибирається таким чином, щоб в процесі керування або регулювання довжина отвердження залишалася в межах порогової величини або виходила за них неістотно і не виходила за підтримуючі сегменти. У зв'язку з цим потрібно послатися на фіг. 5, на якій зображена діаграма 50 способу згідно з винаходом, за яким опитується блок 51 і дається динамічна оцінка величини довжини отвердження заготовки, що від 11 ливається. Блок 52 опитується на предмет перевищення цією певною довжиною отвердження граничної величини, що задається. Якщо на цей запит одержана ствердна відповідь, то в блоці 53 слідує продовження на предмет можливого попередження. У блоці 54 здійснюється керування пониженням заданої температури заготовки, що відливається, або посиленим охолоджуванням заготовки, що відливається, з тим, щоб температура заготовки, що відливається, щонайменше на переважній ділянці спала, а заготовка, що відливається, поменшала по своїй довжині отвердження. Якщо в блоці 52 на запит одержана негативна відповідь, то ніякої зміни заданої температури не проводиться, дивись блок 55. Цей спосіб може контролюватися і здійснюватися квазіпостійно, внаслідок чого цей етап обробки за допомогою петлі 56 може бути повернений в початок. Потрібно указати на те, що схеми послідовності операцій, зображені на фіг. 2, 5, можуть комбінуватися одна з одною, так що щонайменше окремі етапи обробки або процеси з'єднані паралельно або послідовно, так що на установку або керування заданою температурою заготовки, що відливається, щонайменше на окремих ділянках можуть впливати навіть декілька параметрів одночасно. На фіг. 6 схематично зображена ливарна установка 60, в якій охолоджуючі сегменти 61 пе 97568 12 редбачені для охолоджування заготовки, що відливається 62. За допомогою датчика 63 або множини датчиків може бути визначена температура заготовки, що відливається, щоб, наприклад, за допомогою вимірювання скорегувати попередньо обчислену температуру заготовки, що відливається. Температурні дані датчика або датчиків 63 подаються в пристрій 64 для збору даних, в який подаються також інші дані обробки. Дані пристрої 64 для збору даних подаються в контрольний пристрій 65, обчислювач 66 температур і в таблицю 67 заданих температур. Крім того, контрольний пристрій 65 одержує дані від обчислювача 66 температур, що передає дані також в блок 68 керування/регулювання кількості води для охолоджування, причому обчислювач 66 температур одержує також дані з блока 68 керування/регулювання зворотно. Контрольний пристрій 65 передає дані в блок 69 керування/регулювання заданої температури, який, в свою чергу, передає дані в блок 68, який, в свою чергу, керує охолоджуючими сегментами 61. У контрольному пристрої 65 визначаються випинання, в'язкість і видалення повного отвердження від кінця установки. Останні порівнюються з граничними величинами, як це описано на фіг. 3, 4 і 5 і у відповідному описі. При відхиленнях від граничних величин поступає попереджувальне повідомлення, або відбувається зміна заданих температур. 13 97568 14 15 97568 16 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for controlling or regulating temperature of cast strand
Автори англійськоюGartner, Horst, Gartner, Horst, Sauer, Wolfgang, Heimann, Thomas
Назва патенту російськоюУстройство для управления или регулирования температуры заготовки
Автори російськоюГертнер Хорст, Оудехинкен Хайнц-Юрген, Зауэр Вольфганг, Хайманн Томас
МПК / Мітки
МПК: B22D 11/22, B22D 11/12
Мітки: регулювання, температури, пристрій, заготовки, управління
Код посилання
<a href="https://ua.patents.su/8-97568-pristrijj-dlya-upravlinnya-abo-regulyuvannya-temperaturi-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для управління або регулювання температури заготовки</a>
Пристрій для регулювання температури в транспортному засобі
Номер патенту: 2356
Опубліковано: 16.02.2004
Автори: Футернік Рахіль, Футернік Владлен
МПК: F25B 29/00
Мітки: засоби, регулювання, пристрій, температури, транспортному
Формула / Реферат:
1. Пристрій регулювання температури в транспортному засобі, який містить двигун з системою рідинного охолоджування, що містить холодильну установку з теплообмінником, до якого через засоби управління потоком "холодного" теплоносія підключені заповнені теплоносієм подавальна зворотна магістралі, до яких через засоби управління потоком "гарячого" теплоносія підключена система рідинного охолоджування двигуна транспортного...
Пристрій регулювання температури в транспортному засобі
Номер патенту: 2357
Опубліковано: 16.02.2004
Автори: Футернік Рахіль, Футернік Владлен
МПК: F25B 29/00
Мітки: транспортному, засоби, регулювання, температури, пристрій
Формула / Реферат:
1. Пристрій регулювання температури в транспортному засобі, який містить двигун з системою рідинного охолоджування, що містить холодильну установку з теплообмінником, до якого через засоби управління потоком "холодного" теплоносія підключені заповнені теплоносієм подавальна і зворотна магістралі, до яких через засоби управління потоком "гарячого" теплоносія підключена система рідинного охолоджування двигуна транспортного...
Пристрій регулювання температури в транспортному засобі
Номер патенту: 2150
Опубліковано: 17.11.2003
Автори: Футернік Владлен, Футернік Рахіль
МПК: G05D 23/00
Мітки: засоби, регулювання, пристрій, температури, транспортному
Формула / Реферат:
1. Пристрій регулювання температури в транспортному засобі, який містить двигун з системою рідинного охолоджування, що містить холодильну установку з теплообмінником, до якого через засоби управління потоком «холодного» теплоносія підключені заповнені теплоносієм подавальна і зворотна магістралі, до яких через засоби управління потоком «гарячого» теплоносія підключена система рідинного охолоджування двигуна транспортного засобу, і через...
Пристрій для регулювання температури системи опалення
Номер патенту: 18454
Опубліковано: 15.11.2006
Автори: Бандура Іван Миколайович, Маліна Валентина Юріївна, Кальченко Олександр Володимирович, Нарожний Віталій Васильович
МПК: G05D 23/19
Мітки: температури, опалення, регулювання, пристрій, системі
Формула / Реферат:
Пристрій для регулювання температури системи опалення, що містить послідовно з'єднані датчик температури навколишнього середовища, датчик температури теплоносія, мікроконтролерну систему, виконавчий елемент, перший нагрівач, датчик споживаної потужності нагрівача, який відрізняється тим, що в нього введений другий нагрівач, вхід якого з'єднаний з мікроконтролерною системою, а вихід - з датчиком температури навколишнього середовища.
Спосіб та пристрій для встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, виготовленої методом безперервного розливання
Номер патенту: 88241
Опубліковано: 25.09.2009
Автори: Вейєр Аксель, Штольп Крістіан, Классен Ханс Езау
МПК: B22D 11/20, B21B 37/00, B22D 11/12
Мітки: безперервного, пристрій, щонайменше, розливання, заготовки, сегмента, встановлення, пристрою, роликового, спосіб, напрямного, одного, відносної, методом, виготовленої
Формула / Реферат:
1. Спосіб встановлення відносно заготовки щонайменше одного роликового сегмента (110) напрямного пристрою (100) для слябової заготовки, яка відливається, причому роликовий сегмент має верхню і нижню роликоопори (114, 112), які підтримують відповідно щонайменше один ролик (116, 118) для направлення заготовки (200) між роликами, і, причому, правій і лівій стороні роликового сегмента (110), при розгляді в напрямку переміщення матеріалу, наданий...
Попередній патент: Ізотермічний або псевдоізотермічний хімічний реактор та спосіб введення кільцевого пластинчастого теплообмінника в нього
Наступний патент: Система автоматичного контролю юза і буксування шахтного локомотива
Випадковий патент: Конструкція нуклеїнової кислоти для зниження реплікації вірусу грипу а в клітині тварини