Спосіб з’єднання свинцево-кислотних акумуляторів у батарею
Номер патенту: 97643
Опубліковано: 12.03.2012
Автори: Скосар Вячеслав Юрійович, Бурилов Сергій Володимирович, Дзензерський Деніс Вікторович, Незнанов Михайло Андрійович, Дзензерський Віктор Олександрович
Формула / Реферат
Спосіб з'єднання свинцево-кислотних акумуляторів у батарею, відповідно до якого встановлюють в комірки моноблока блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблока, прикладаючи до них осьове зусилля за допомогою пуансонів з виступами, до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки, проводять зварювання з одночасним охолодженням зварного з'єднання, який відрізняється тим, що виступи пуансонів, що мають форму зрізаного конуса, вузькою частиною спрямовують до отвору перегородки, менший переріз зрізаного конуса має діаметр 0,35-0,70 від діаметра отвору в перегородці, більший переріз зрізаного конуса має діаметр 0,82-0,95 від діаметра отвору в перегородці, висота зрізаного конуса становить 0,70-1,30 від товщини перегородки, при цьому зварювання ведуть струмом густиною 45-80 А/мм2, віднесеною до перерізу місця зварювання протягом 2,2-3,9 с.
Текст
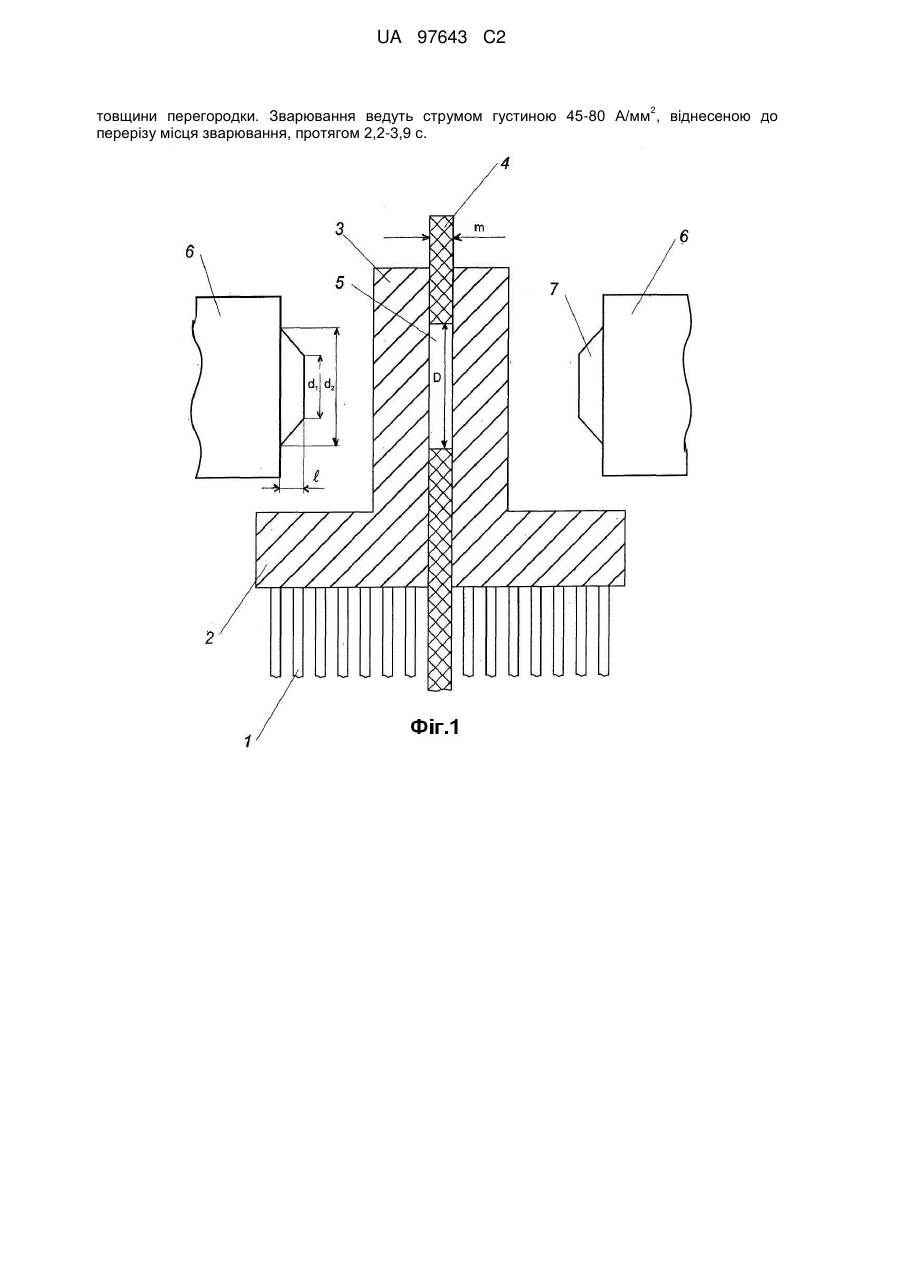
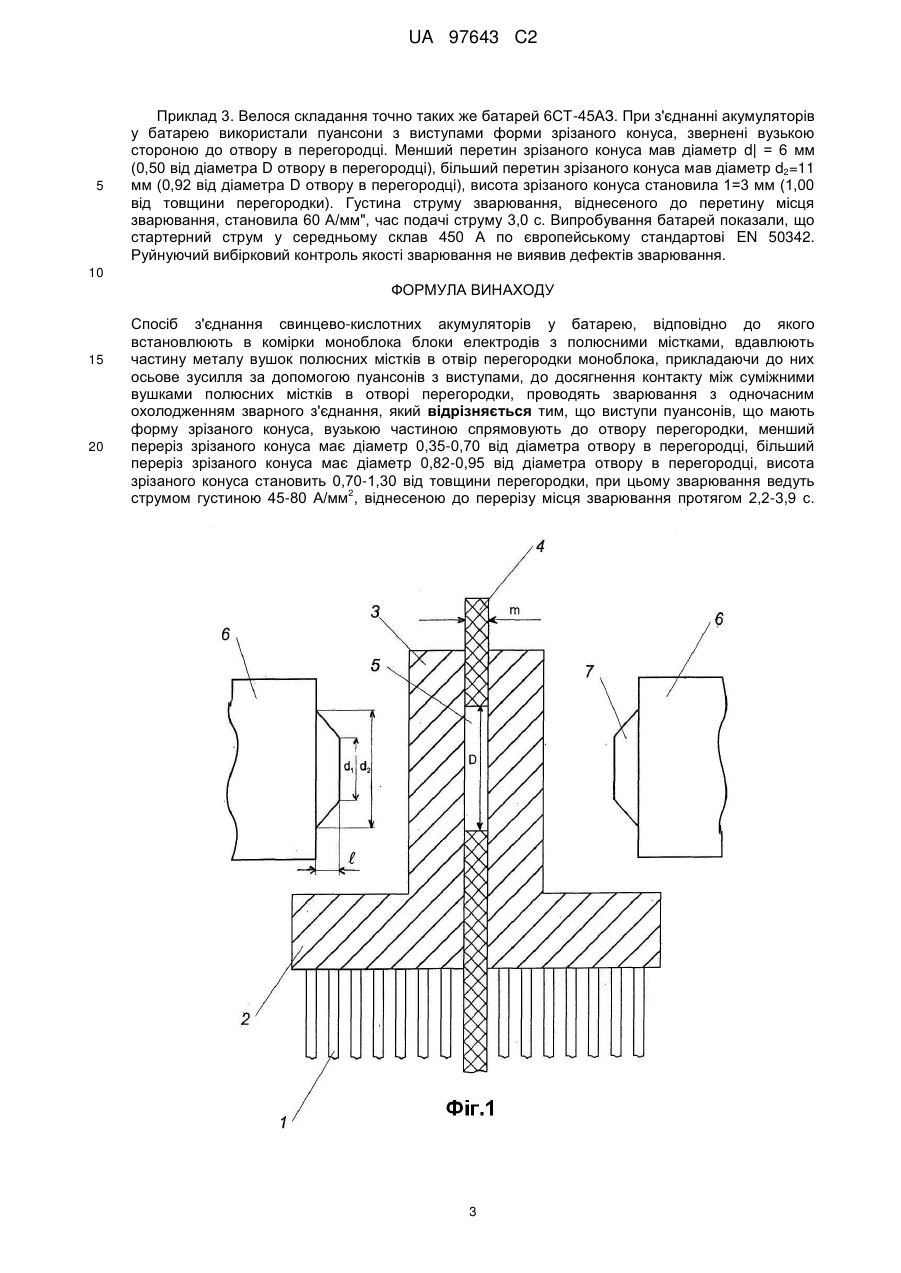
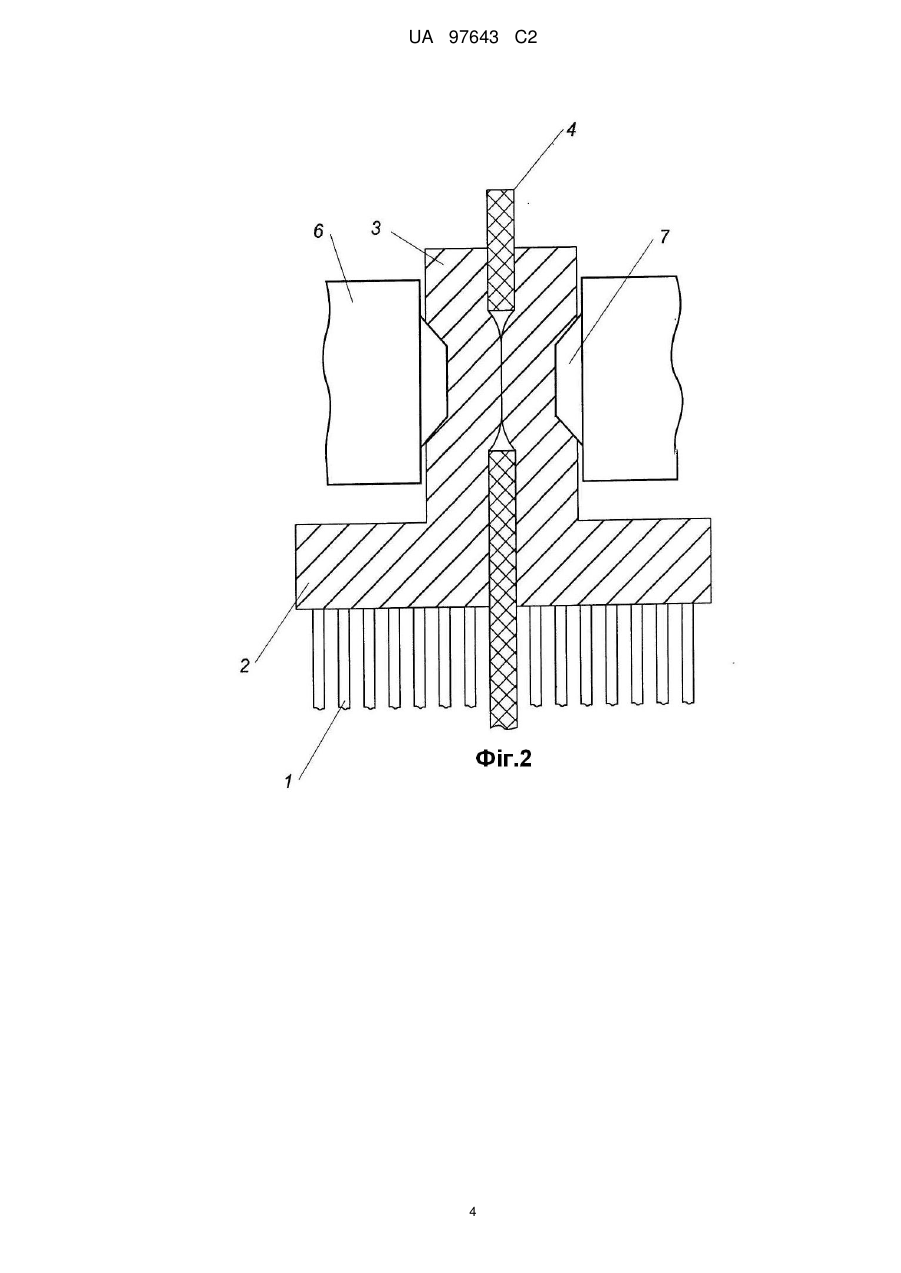
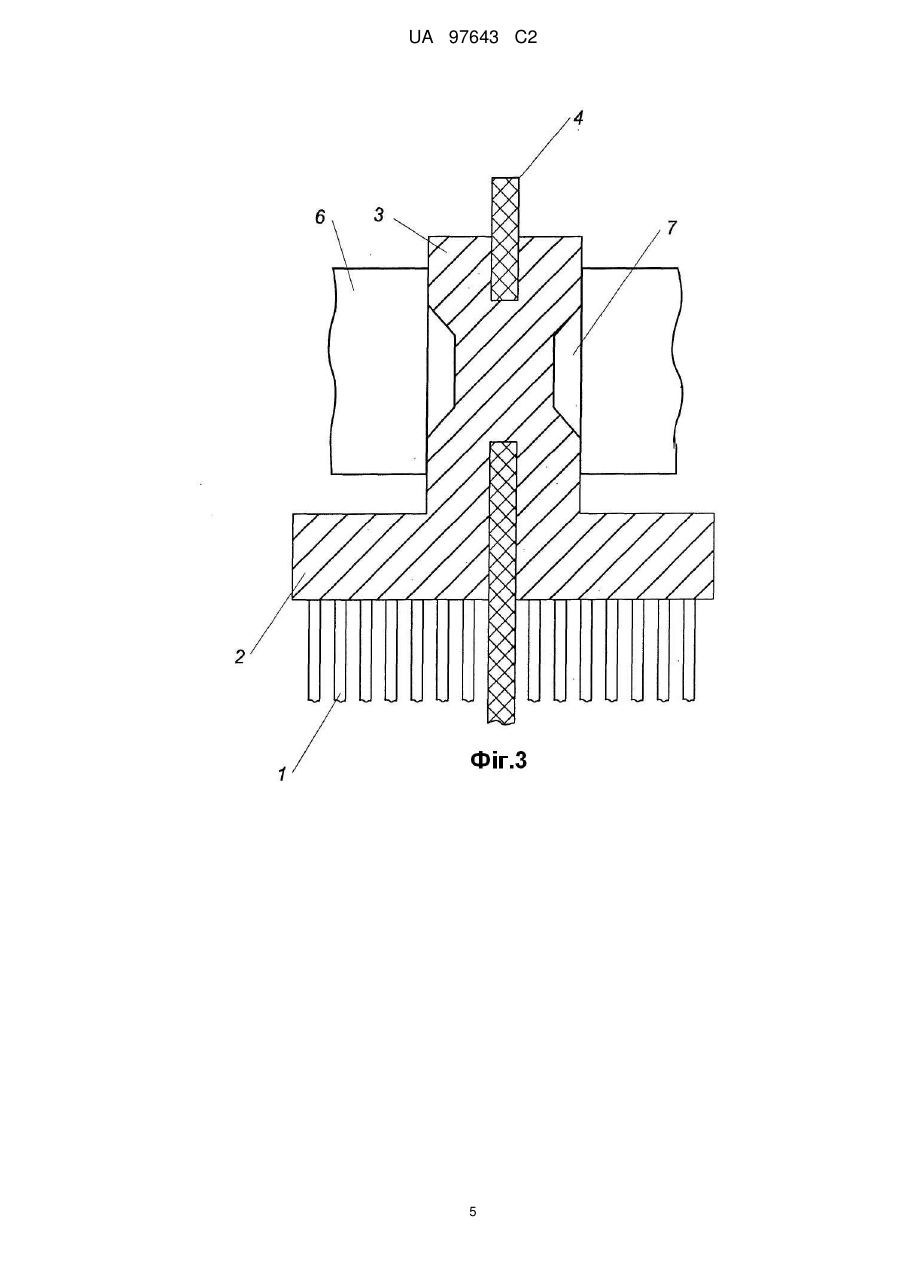
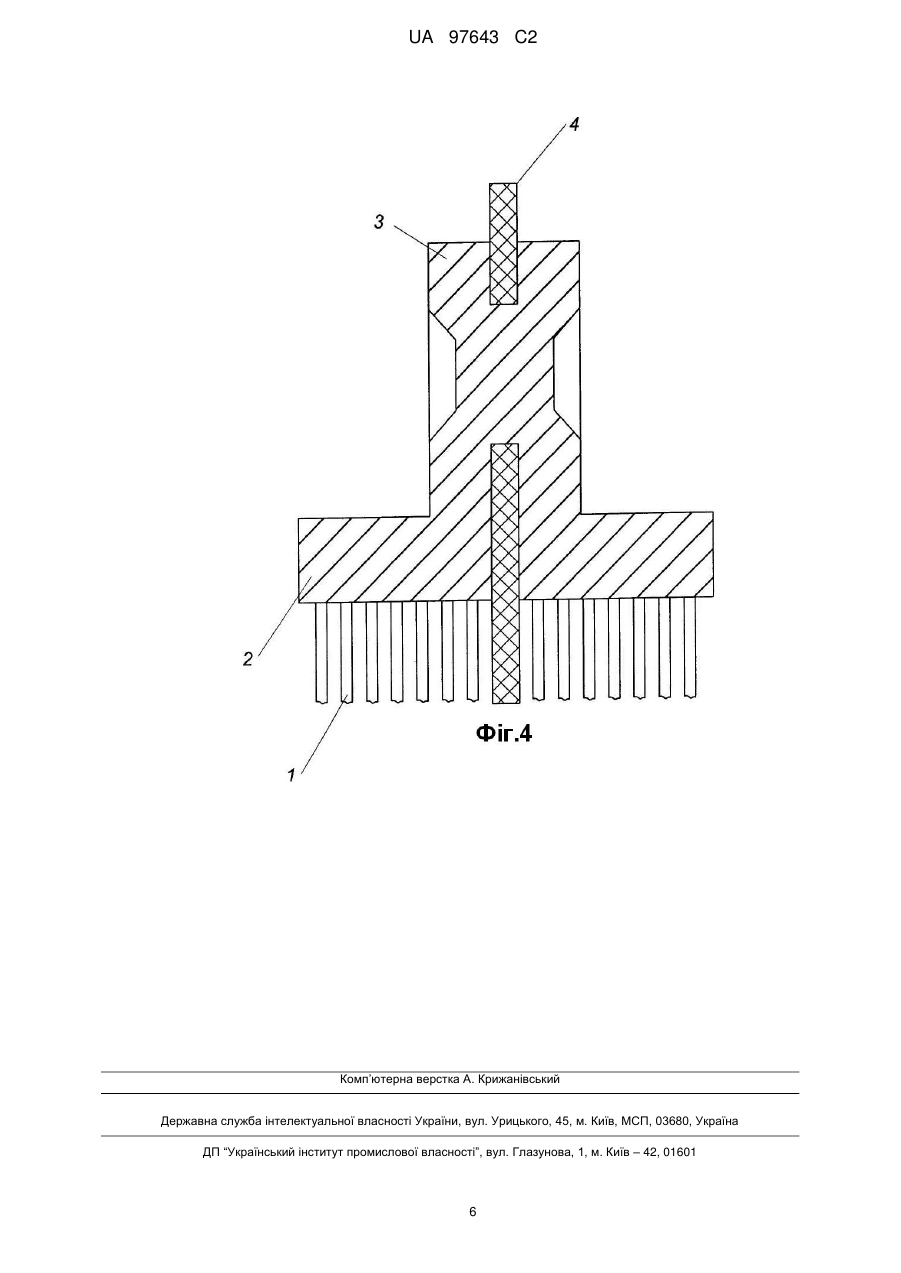
Реферат: Спосіб з'єднання свинцево-кислотних акумуляторів у батарею, відповідно до якого встановлюють в комірки моноблока блоки електродів з полюсними містками, вдавлюючи частину металу вушок полюсних містків в отвір перегородки моноблока, прикладаючи до них осьове зусилля за допомогою пуансонів з виступами до досягнення контакту між вушками полюсних містків в отворі перегородки. Проводять зварювання з одночасним охолодженням зварного з'єднання. Виступи пуансонів, що мають форму зрізаного конуса, вузькою частиною спрямовують до отвору перегородки. При цьому менший переріз зрізаного конуса має діаметр 0,35-0,70 від діаметра отвору в перегородці, а більший переріз зрізаного конуса має діаметр 0,82-0,95 від діаметра отвору в перегородці, висота зрізаного конуса становить 0,70-1,30 від UA 97643 C2 (12) UA 97643 C2 2 товщини перегородки. Зварювання ведуть струмом густиною 45-80 А/мм , віднесеною до перерізу місця зварювання, протягом 2,2-3,9 с. UA 97643 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід відноситься до електротехнічної промисловості, а саме, до виробництва свинцевокислотних акумуляторних батарей. У технології акумуляторобудівництва однією з найважливіших операцій є з'єднання акумуляторів у батарею. Від результату цієї операції істотно залежить якість акумуляторних батарей. Як прототип нами взято спосіб з'єднання свинцево-кислотних акумуляторів у батарею, відповідно до якого встановлюють в ячейки моноблоку блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблоку прикладанням до них осьового зусилля за допомогою пуансонів з виступами до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки, ведуть зварювання з одночасним охолодженням звареного з'єднання [А.с. СССР 599686, МПК Н01М 2/24, 10/12. Способ соединения свинцовьіх аккумуляторов в батарею./ Бирюк К.И. и др. - № 2387701/24-07; заявл. 03.08.76; опубл. 25.10.1978, Бюл. № 39.-5 с: ил.]. У цьому способі під час зварювання первісне осьове зусилля зменшують; виступи пуансонів виконані у вигляді сфер, розміри яких прив'язані до діаметра отвору в перегородці й товщині перегородки. Потрібно сказати, що у формулі й описі прототипу допущена неточність: вушка полюсних містків помилково названі борнами. Вкажемо на недоліки способу-прототипу. Першим недоліком є зменшення осьового зусилля в процесі зварювання. Наш досвід показав, що при цьому частішають випадки утворення раковин і порожнеч у місці зварювання вушок полюсних містків. Другим недоліком є сферична форма виступів пуансонів. Якщо центральна частина виступів приводить метал двох вушок полюсних містків у зіткнення при осьовому зусиллі, то периферична частина виступів прослизає уздовж шарів металу вушок полюсних містків, практично не вдавлюючи метал, у результаті чого поблизу країв отвору перегородки після зварювання часто залишаються порожнечі в металі або утворюються зони з відсутністю ефекту зварювання. Третім недоліком є нерегламентованість параметрів струму зварювання. Якість зварювання значною мірою залежить від цих параметрів. Всі три перерахованих недоліки призводять до зниження якості акумуляторних батарей, збільшення внутрішнього опору батарей, що зменшує стартерний струм, або до повного руйнування міжелементних з'єднань у батареї, що призводить до неможливості протікання струму. В основу винаходу покладене завдання вдосконалення способу з'єднання свинцевокислотних акумуляторів у батарею, що дало б підвищення якості батарей, збільшення стартерного струму. Поставлене завдання вирішується тим, що в способі з'єднання свинцево-кислотних акумуляторів у батарею, відповідно до якого встановлюють в ячейки моноблоку блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблока прикладанням до них осьового зусилля за допомогою пуансонів з виступами до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки, ведуть зварювання з одночасним охолодженням звареного з'єднання, відповідно до винаходу, виступи пуансонів мають форму зрізаного конуса, які вузькою частиною спрямовані до отвору перегородки, менший перетин зрізаного конуса має діаметр 0,35-0,70 від діаметра отвору в перегородці, більший перетин зрізаного конуса має діаметр 0,82-0,95 від діаметра отвору в перегородці, висота зрізаного конуса становить 0,70-1,30 від товщини перегородки, зварювання ведуть струмом густиною 45-80 А/мм", віднесеної до перетину місця зварювання, протягом 2,2-3,9 с. Розкриємо сутність заявленого технічного рішення. Те, що виступи пуансонів мають форму зрізаного конуса, вузькою частиною спрямовані до отвору перегородки, покращує умови вдавлення металу вушок полюсних містків й їхнього контакту: плоскою частиною зрізаний конус вдавлює метал вушок полюсних містків до їхнього контакту в центральній частині отвору в перегородці, а бічною поверхнею зрізаний конус притискає метал до країв отвору в перегородці, збільшуючи площу контакту металу. Якщо менший перетин зрізаного конуса буде мати діаметр менш 0,35 від діаметра отвору в перегородці, то зменшиться площа контакту металу вушок полюсних містків в отворі в перегородці, що погіршить якість зварювання. Якщо менший перетин зрізаного конуса буде мати діаметр більше 0,70 від діаметра отвору в перегородці, то виникнуть розриви й інші дефекти металу на периферії отвору в перегородці. Якщо більший перетин зрізаного конуса буде мати діаметр менш 0,82 від діаметра отвору в перегородці, то погіршаться умови контакту металу вушок полюсних містків у країв отвору в перегородці, що погіршить якість зварювання. Збільшення діаметра більшого перетину зрізаного конуса понад 0,95 від діаметра отвору в перегородці призводить до виникнення тріщин у матеріалі моноблока в країв отвору, тому що в результаті пластичної деформації витиснутий метал розриває контур 1 UA 97643 C2 5 10 15 20 25 30 35 40 45 50 55 отвору до моменту контакту вушок полюсних містків і початку процесу зварювання, що погіршить якість зварювання. Якщо висота зрізаного конуса буде менш 0,70 від товщини перегородки, то не виникне щільного контакту між металом вушок полюсних містків по всій площі отвору перегородки, що погіршить якість зварювання. Якщо висота зрізаного конуса буде більше 1,30 від товщини перегородки, то в процесі зварювання пуансони будуть не повністю прилягати до поверхні вушок полюсних містків, що призведе до виплеску розплавленого свинцю із зони зварювання. Якщо зварювання вести струмом густиною менш 45 А/мм" (віднесеної до перетину місця зварювання), протягом часу менш 2,2 с, то процес зварювання виявиться незавершеним, частина металу вушок полюсних містків буде не зварена. Якщо ж зварювання вести струмом густиною більше 80 А/мм (віднесеної до перетину місця зварювання), протягом часу більше 3,9 с, то відбудеться плавлення зайвої частини металу вушок полюсних містків, виникнуть дефекти, пов'язані з виплеском металу із зони зварювання. Всі параметри виступів пуансонів і параметри зварювального струму встановлені емпірично за результатами багаторазових випробувань. Запропоноване технічне рішення може бути використане у виробництві свинцево-кислотних акумуляторних батарей. На фіг. 1 зображено пристрій з'єднання акумуляторів у батарею й місце зварювання (із вказівкою необхідних параметрів) до початку вдавлення металу вушок полюсних містків в отвір перегородки моноблоку. На фіг. 2 зображено пристрій з'єднання акумуляторів у батарею і місце зварювання в момент вдавлення металу до досягнення контакту між вушками полюсних містків в отворі перегородки. На фіг. З зображено те ж саме у момент закінчення зварювання, коли зроблене підпресування звареного з'єднання. На фіг. 4 зображено місце зварювання після закінчення операції з'єднання акумуляторів у батарею. Блоки електродів складаються з електродів 1, з'єднаних полюсними містками 2 з вушками 3. Перегородки 4 моноблоку мають товщину m й отвори 5 діаметром D. Пуансони 6 мають виступи 7 форми зрізаного конусу, звернені вузькою стороною до отвору 5 перегородки. Менший перетин зрізаного конуса виступів 7 має діаметр db більший перетин зрізаного конуса має діаметр d2, висота зрізаного конуса становить 1. Всередині пуансонів 6 розташовані канали для охолодної води (на фіг. не зображені). Заявлений спосіб реалізується таким чином. У складальному цеху на лінії складання акумуляторних батарей працівники встановлюють в ячейки моноблоку батареї блоки електродів 1 з полюсними містками 2 і вушками З полюсних містків так що, вушка 3, які підлягають з'єднанню, зміщені убік отворів 5 у перегородках 4 і розташовані один проти одного й проти отвору 5. Далі батареї конвеєром надходять на автоматичний зварювальний пристрій, де спеціальними пуансонами 6 з виступами 7 до вушок 3 полюсних містків 2 прикладається осьове зусилля, що вдавлює частину металу вушок З в отвір 5 перегородки 4 моноблоку до досягнення контакту між суміжними вушками 3. Після цього пропускають зварювальний струм з одночасною подачею охолодної води, що циркулює по спеціальних каналах у пуансонах 6, і одночасним підпресуванням місця зварювання. По завершенні зварювання пуансони 6 ще якийсь час до остигання місця зварювання зберігають стискаюче осьове зусилля. Після остигання місця зварювання пуансони 6 розводять у сторони, і акумуляторна батарея надходить на наступні технологічні операції складання, переміщаючись по конвеєрі. Приклад 1. Велося складання свинцево-кислотних акумуляторних батарей 6СТ-45АЗ, у яких перегородка в моноблоці мала товщину m=3 мм, а діаметр отвору в перегородці становив D=12 мм. При з'єднанні акумуляторів у батарею використали пуансони з виступами сферичної форми радіусом 4,8 мм (0,8 від радіуса отвору в перегородці) і висотою 3,6 мм (1,2 від товщини перегородки). Густина струму зварювання, віднесеного до перетину місця зварювання, становила 35 А/мм", час подачі струму 3,0 с. Випробування батарей показали, що стартерний струм у середньому склав 421 А по європейському стандартові EN 50342. Руйнуючий вибірковий контроль якості зварювання показав, що в 0,5 % батарей є дефекти зварювання у вигляді раковин і порожнеч у металі, розташованих по всій площі отвору в перегородці. Приклад 2. Велося складання таких же батарей 6СТ-45АЗ. При з'єднанні акумуляторів у батарею використали пуансони з виступами точно такої ж сферичної форми. Густина струму 2 зварювання, віднесеного до перетину місця зварювання, становила 60 А/мм , час подачі струму 3,0 с. Випробування батарей показали, що стартерний струм у середньому склав 438 А по європейському стандартові EN 50342. Руйнуючий вибірковий контроль якості зварювання показав, що в 0,2 % батарей є дефекти зварювання у вигляді раковин і порожнеч у металі, розташованих по краях отвору в перегородці. 2 UA 97643 C2 5 Приклад 3. Велося складання точно таких же батарей 6СТ-45АЗ. При з'єднанні акумуляторів у батарею використали пуансони з виступами форми зрізаного конуса, звернені вузькою стороною до отвору в перегородці. Менший перетин зрізаного конуса мав діаметр d| = 6 мм (0,50 від діаметра D отвору в перегородці), більший перетин зрізаного конуса мав діаметр d2=11 мм (0,92 від діаметра D отвору в перегородці), висота зрізаного конуса становила 1=3 мм (1,00 від товщини перегородки). Густина струму зварювання, віднесеного до перетину місця зварювання, становила 60 А/мм", час подачі струму 3,0 с. Випробування батарей показали, що стартерний струм у середньому склав 450 А по європейському стандартові EN 50342. Руйнуючий вибірковий контроль якості зварювання не виявив дефектів зварювання. 10 ФОРМУЛА ВИНАХОДУ 15 20 Спосіб з'єднання свинцево-кислотних акумуляторів у батарею, відповідно до якого встановлюють в комірки моноблока блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблока, прикладаючи до них осьове зусилля за допомогою пуансонів з виступами, до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки, проводять зварювання з одночасним охолодженням зварного з'єднання, який відрізняється тим, що виступи пуансонів, що мають форму зрізаного конуса, вузькою частиною спрямовують до отвору перегородки, менший переріз зрізаного конуса має діаметр 0,35-0,70 від діаметра отвору в перегородці, більший переріз зрізаного конуса має діаметр 0,82-0,95 від діаметра отвору в перегородці, висота зрізаного конуса становить 0,70-1,30 від товщини перегородки, при цьому зварювання ведуть 2 струмом густиною 45-80 А/мм , віднесеною до перерізу місця зварювання протягом 2,2-3,9 с. 3 UA 97643 C2 4 UA 97643 C2 5 UA 97643 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for joining lead-acid accumulators in battery
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Dzenzerskyi Denis Viktorovych, Neznanov Mykhailo Andriiovych, Burylov Serhii Volodymyrovych, Skosar Viacheslav Yuriiovych
Назва патенту російськоюСпособ соединения свинцово-кислотных аккумуляторов в батарею
Автори російськоюДзензерский Виктор Александрович, Дзензерский Денис Викторович, Незнанов Михаил Андреевич, Бурилов Сергей Владимирович, Скосар Вячеслав Юриевич
МПК / Мітки
МПК: H01M 10/06, H01M 2/22
Мітки: з'єднання, спосіб, свинцево-кислотних, батарею, акумуляторів
Код посилання
<a href="https://ua.patents.su/8-97643-sposib-zehdnannya-svincevo-kislotnikh-akumulyatoriv-u-batareyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання свинцево-кислотних акумуляторів у батарею</a>
Спосіб з’єднання свинцево-кислотних акумуляторів в батарею
Номер патенту: 93729
Опубліковано: 10.03.2011
Автори: Дзензерський Віктор Олександрович, Скосар Вячеслав Юрійович, Бурилов Сергій Володимирович, Дзензерський Деніс Вікторович, Незнанов Михайло Андрійович
МПК: H01L 21/3115, H01M 2/28, H01M 10/00
Мітки: з'єднання, батарею, спосіб, свинцево-кислотних, акумуляторів
Формула / Реферат:
Спосіб з'єднання свинцево-кислотних акумуляторів в батарею, згідно з яким встановлюють в комірки моноблока блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблока прикладанням до них осьового зусилля за допомогою пуансонів з виступами до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки, ведуть зварювання, який відрізняється тим, що використовують...
Спосіб з’єднання свинцевих акумуляторів в батарею
Номер патенту: 91918
Опубліковано: 10.09.2010
Автори: Дзензерський Деніс Вікторович, Скосар Вячеслав Юрійович, Дзензерський Віктор Олександрович, Незнанов Михайло Андрійович, Бурилов Сергій Володимирович
МПК: C22C 11/00, H01M 10/06, H01M 2/20
Мітки: акумуляторів, батарею, з'єднання, свинцевих, спосіб
Формула / Реферат:
Спосіб з'єднання свинцевих акумуляторів в батарею, згідно з яким встановлюють в комірки моноблока блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблока, прикладаючи до них осьове зусилля за допомогою пуансонів з виступами, до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки та зварюють, який відрізняється тим, що склад свинцевого сплаву вушок...
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів
Номер патенту: 47000
Опубліковано: 15.10.2004
Автори: Васильєв Сергій Володимирович, Підлубний Василь Іванович, Привалов Володимир Миколайович, Дзензерський Віктор Олександрович, Касян Сергій Григорович
МПК: C22F 1/12, C22C 11/00, C22C 1/02
Мітки: акумуляторів, одержання, спосіб, свинцево-кислотних, струмовідводів, сплаву, свинцево-кальцієвого
Формула / Реферат:
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів шляхом нагрівання в тиглі розплавленого свинцю, введення заздалегідь приготовленої наважки, що містить свинець і кальцій, перемішування і лиття сплаву в виливницю, який відрізняється тим, що наважку, що містить свинець, кальцій і додатково алюміній та олово, вводять у розплав при температурі 560-565ºС, наважку вводять під шар свинцю,...
Спосіб виготовлення струмовідводів для свинцево-кислотних акумуляторів
Номер патенту: 63735
Опубліковано: 10.07.2007
Автори: Незнанов Михайло Андрійович, Бурилов Сергій Володимирович, Буряк Олександр Панасович, Скосар Вячеслав Юрійович, Скосар Юрій Іванович, Дзензерський Віктор Олександрович
МПК: B22D 25/00, H01M 4/64, H01M 4/72
Мітки: спосіб, акумуляторів, струмовідводів, виготовлення, свинцево-кислотних
Формула / Реферат:
Спосіб виготовлення струмовідводів для електродів намазного типу для свинцево-кислотних акумуляторів, при якому свинцевий розплав кристалізують на барабані у вигляді суцільної ґратчастої стрічки, одержану стрічку охолоджують і проводять механічну обробку, який відрізняється тим, що після виливання стрічку охолоджують до температури 60-75 °С і обтискують на калібрувальних валках, які перетворюють форму перерізу жилок і рамок струмовідводів у...
Спосіб безперервного виготовлення струмознімачів для свинцево-кислотних акумуляторів
Номер патенту: 76605
Опубліковано: 15.08.2006
Автори: Дзензерський Віктор Олександрович, Скосар Вячеслав Юрійович, Незнанов Михайло Андрійович, Казача Юрій Іванович, Скосар Юрій Іванович, Дзензерський Деніс Вікторович, Бурилов Сергій Володимирович
Мітки: виготовлення, свинцево-кислотних, спосіб, безперервного, акумуляторів, струмознімачів
Формула / Реферат:
Спосіб безперервного виготовлення струмознімачів, при якому виконують лиття смуги на обертовому барабані, до якого підведене примусове охолодження, здійснюють прокатку смуги для одержання стрічки, а потім - механічне штампування комірок, який відрізняється тим, що лиття смуги виконують між двома однаковими обертовими барабанами, до яких підведене примусове охолодження з однаковою інтенсивністю тепловідведення, прокатку смуги здійснюють при...
Попередній патент: Генетичні маркери високого вмісту олеїнової кислоти у рослин
Випадковий патент: Комбінація бічної частини шламонасоса і робочого колеса шламонасоса