Спосіб шліфування
Номер патенту: 97680
Опубліковано: 12.03.2012
Автори: Габітов Валерій Валерійович, Матюха Петро Григорович, Полтавець Валерій Васильович, Бурдін Олександр Валентинович, Стрєлков Вадим Борисович

Формула / Реферат
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, що визначаються при обробці зразкової деталі, коли спочатку знаходять закономірність зменшення різальної спроможності робочої поверхні круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга, який відрізняється тим, що потім визначають час періодичних електроерозійних дій на робочу поверхню круга на максимальних для даного джерела струму електричних режимах одночасно з обробкою деталі до відновлення початкової величини різальної спроможності та закономірність збільшення різальної спроможності за рахунок електроерозійних дій, знаходять оптимальний час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування, а величину середнього струму безперервних електроерозійних дій на робочу поверхню круга одночасно зі шліфуванням деталі задають відповідно співвідношенню
![]() ,
,
де ![]() - середня величина струму безперервних електроерозійних дій на робочу поверхню круга;
- середня величина струму безперервних електроерозійних дій на робочу поверхню круга;
![]() - середня величина струму періодичних електроерозійних дій на робочу поверхню круга;
- середня величина струму періодичних електроерозійних дій на робочу поверхню круга;
![]() - час періодичних електроерозійних дій на робочу поверхню круга до відновлення початкової величини різальної спроможності робочої поверхні круга;
- час періодичних електроерозійних дій на робочу поверхню круга до відновлення початкової величини різальної спроможності робочої поверхні круга;
![]() - оптимальний час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування.
- оптимальний час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування.
Текст
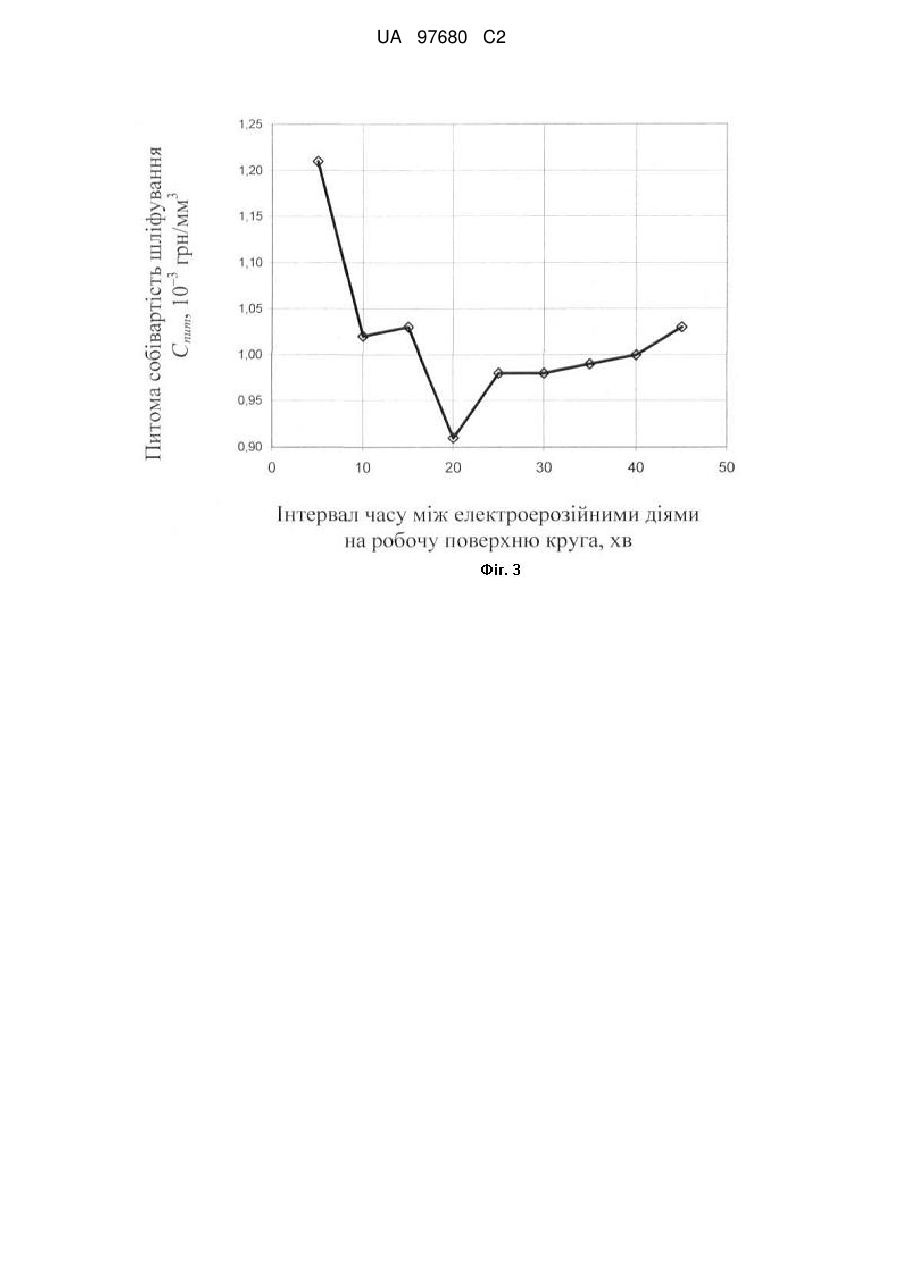
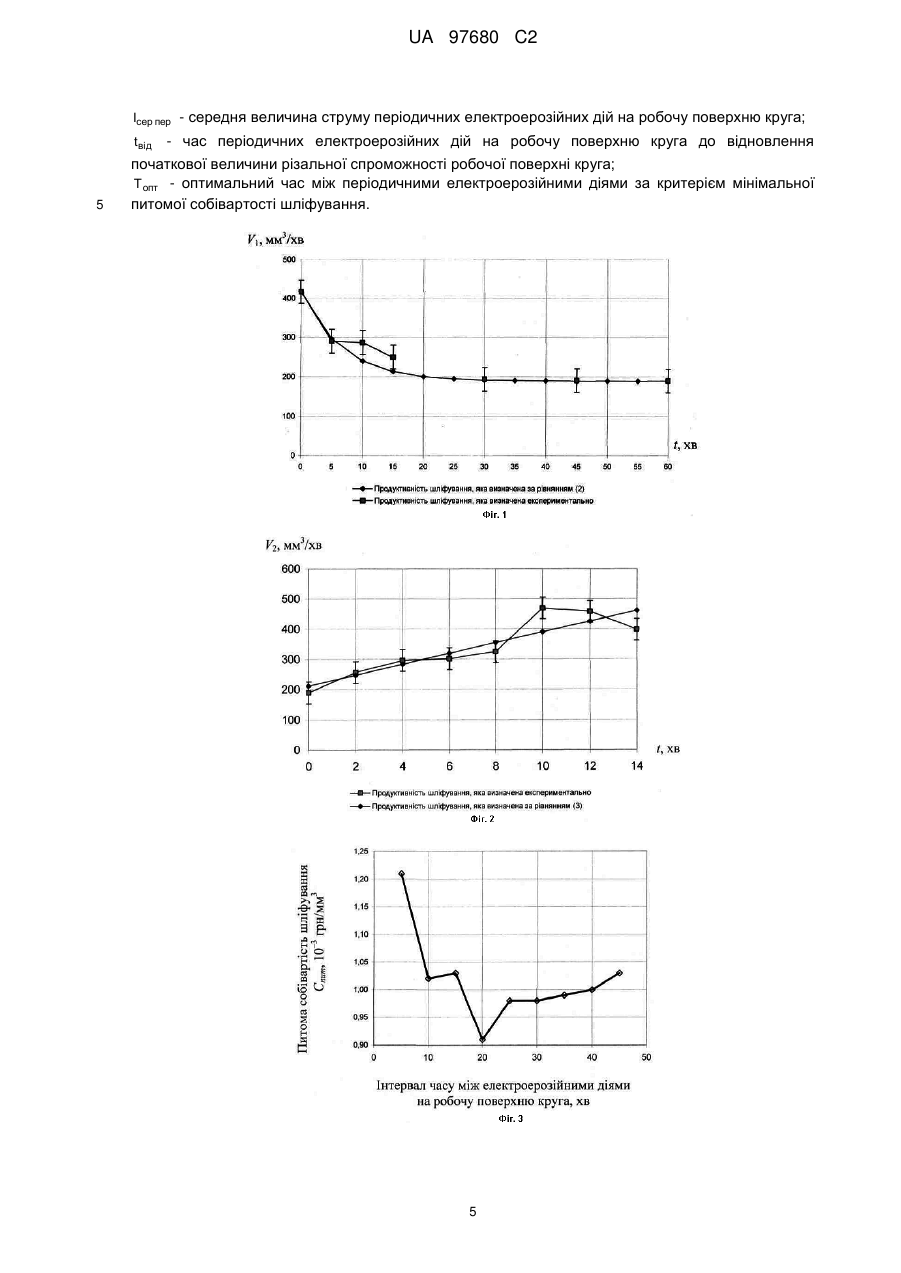
Реферат: Винахід належить до абразивної обробки, а саме до способів шліфування матеріалів, наприклад твердих сплавів. Спосіб шліфування включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, що визначаються при обробці зразкової деталі, коли спочатку знаходять закономірність зменшення різальної спроможності робочої поверхні круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга. Згідно з винаходом, потім визначають час періодичних електроерозійних дій на робочу поверхню круга на максимальних для даного джерела струму електричних режимах одночасно з обробкою деталі до відновлення початкової величини різальної спроможності та закономірність збільшення різальної спроможності за рахунок електроерозійних дій. Знаходять оптимальний час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування. Величину середнього струму безперервних електроерозійних дій на робочу поверхню круга одночасно зі шліфуванням деталі задають в залежності від середньої величини струму безперервних електроерозійних дій на робочу поверхню круга, часу періодичних електроерозійних дій на робочу поверхню круга до відновлення початкової величини різальної спроможності робочої поверхні круга та оптимального часу між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування. Технічний результат - мінімальна питома собівартість шліфування, максимальна продуктивності оброблення за умови забезпечення необхідної якості обробленої поверхні. UA 97680 C2 (12) UA 97680 C2 UA 97680 C2 5 10 15 20 25 30 35 40 Винахід, що пропонується, належить до абразивної обробки, а саме до шліфування з безперервними електроерозійними діями на робочу поверхню круга (РПК) важкооброблюваних матеріалів, наприклад твердих сплавів. Відомий спосіб визначення оптимальних режимів шліфування [Абразивная и алмазная обработка материалов. Справочник / Под ред. А.Н. Резникова. - М.: Машиностроение, 1977. 391 с. - С. 170-173] (аналог), що включає механічну обробку зразків відповідно з матрицею планування експериментів, складання систем рівнянь, що описують технічні обмеження, які накладаються на режим різання вимогами до деталі, верстату, Інструменту (знаходяться експериментально з використанням статистичних методів планування експериментів); математичне описання функції мети, тобто функції, що виражає мету оптимізації; сумісне рішення методом лінійного програмування систем рівнянь технічних обмежень і функції мети з метою визначення оптимального режиму. Недоліком способу є його висока трудомісткість, що пов'язана з великим обсягом експериментів для знаходження рівнянь, які описують технічні обмеження. Крім того, в зв'язку із погіршенням різальної спроможності (РПК) під час обробки, а разом з цим і в зв'язку із зміною технологічних показників в процесі шліфування за жорсткою схемою, визначені режими шліфування не забезпечують максимальної продуктивності обробки, тому що вони орієнтовані на найменшу різальну спроможність круга (щоб запобігти зміни фазово-структурного складу поверхневого шару заготовки). Відомий спосіб шліфування по пружній схемі з електроерозійним впливом на РПК [Узунян М.Д., Малыхин В.В., Ходыкин А.В. Оптимизация процесса алмазно-искрового шлифования композиции «безвольфрамовый твердый сплав - сталь» // Резание и инструмент. - Харьков: Вища школа. - 1982 - С. 33-36.] (аналог), який виконується на оптимальних режимах, знайдених під час обробки зразкової деталі за допомогою пошуку оптимуму функції відклику, і якості якої приймаються продуктивність та питома собівартість обробки, з використанням статистичних методів планування експериментів, наприклад, D - оптимальних планів. Перевагою способу є те, що при використанні пружної схеми шліфування для пошуку оптимальних режимів повною мірою проявляється різальна спроможність шліфувального круга, при цьому при її зміні під час обробки вона не впливає на показники якості оброблюваного шару заготовки. Недоліком способу є його досить висока трудомісткість, що призводить до підвищення собівартості обробки за рахунок збільшення витрат часу на пошук оптимальних режимів. Відомий спосіб шліфування [Патент на винахід (UA) № 52776 М. кл, В24В 1/00, В24В 53/00, В23Н 5/04. Опубл. 15.01.2003] (прототип), що включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, що визначаються при обробці зразкової деталі, коли спочатку знаходять закономірність зменшення поточної лімітованої різальної спроможності робочої поверхні круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга за рахунок зношування зерен та засалювання міжзеренного простору, потім величину середнього струму електроерозійних керуючих дій задають відповідно співвідношенню Icep 45 50 55 1 K P 103 x0 ln0,05m DкВк 1 2 100 зсUsm , де х0, m - параметри закону Вейбула, який описує розподіл зерен по висоті в умовах стабілізації рельєфу круга; Dк - діаметр шліфувального круга; Вк - висота шліфувального круга; P - об'ємна частка алмазів в алмазовмісному шарі при 100 %-вій відносній концентрації алмазів; К - відносна концентрація алмазів; з - час, за який круг втратив різальну спроможність внаслідок зношування зерен та засалювання міжзеренного простору; с - коефіцієнт, який враховує вплив енергії імпульсу на інтенсивність вилучення продуктів засалювання; Usm - розрахункова величина напруги на ерозійному проміжку, В. Недоліком способу є його технічна обмеженість шліфуванням матеріалів, які сприяють засалюванню міжзеренного простору, тому що в прототипі середня величина електроерозійних дій залежить від часу засалювання, що не дозволяє знайти величину безперервних електроерозійних дій за співвідношенням, наведеним в прототипі, коли засалювання відсутнє, як це має місце при обробленні твердих сплавів. 1 UA 97680 C2 5 10 15 В основу винаходу поставлена задача вдосконалення способу шліфування, в якому пошук оптимальних режимів виконується під час обробки зразкової деталі незалежно від фізичних явищ, що обумовлюють погіршення різальної спроможності робочої поверхні круга під час оброблення, тим самим забезпечуючи розширення технологічних можливостей пошуку оптимальних режимів оброблення при трудомісткості пошуку, продуктивності та якості оброблення такому ж, як і у прототипі. Поставлена задача вирішується за рахунок того, що в відомому способі шліфування, який включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, що визначаються при обробці зразкової деталі, коли спочатку знаходять закономірність зменшення різальної спроможності робочої поверхні круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга, потім, згідно з винаходом, визначають час періодичних електроерозійних дій на робочу поверхню круга на максимальних для даного джерела струму електричних режимах одночасно з обробкою деталі до відновлення початкової величини різальної спроможності та закономірність збільшення різальної спроможності за рахунок електроерозійних дій, знаходять оптимальний час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування, а величину середнього струму безперервних електроерозійних дій на робочу поверхню круга одночасно зі шліфуванням деталі задають відповідно співвідношенню Iсер безп Ісер пер 20 25 30 35 40 45 50 55 tвід tвід Tопт , (1) де Ісер безп - середня величина струму безперервних електроерозійних дій на робочу поверхню круга; Ісep пер - середня величина струму періодичних електроерозійних дій на робочу поверхню круга; teвiд - час періодичних електроерозійних дій на робочу поверхню круга до відновлення початкової величини різальної спроможності робочої поверхні круга; Топт - оптимальний час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування Ознаками, які відрізняють заявлений винахід, є наявність: - визначення часу періодичних електроерозійних дій на робочу поверхню круга на максимальних для даного джерела струму електричних режимах одночасно з обробкою деталі до відновлення початкової величини різальної спроможності та закономірності збільшення різальної спроможності за рахунок електроерозійних дій; - знаходження оптимального часу між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування; - визначення величини середнього струму безперервних електроерозійних дій на РІЖ одночасно зі шліфуванням деталі задають відповідно співвідношенню (1). Дійсно, визначення часу періодичних електроерозійних дій на робочу поверхню круга на максимальних для даного джерела струму електричних режимах одночасно з обробкою деталі до відновлення початкової величини різальної спроможності забезпечує відновлення різальної спроможності РІЖ незалежно від фізичних явищ, які обумовлюють погіршення різальної спроможності робочої поверхні. Знання закономірностей зменшення різальної спроможності робочої поверхні круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга та часу періодичних електроерозійних дій на робочу поверхню круга на максимальних для даного джерела струму електричних режимах одночасно з обробкою деталі до відновлення початкової величини різальної спроможності, а також закономірності збільшення різальної спроможності за рахунок електроерозійних дій, дозволяє за допомогою розрахунків оптимізувати час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування. Визначення величини середнього струму безперервних електроерозійних дій на РІЖ одночасно зі шліфуванням деталі за співвідношенням (1) забезпечує пошук оптимального значення середнього струму при незначних витратах часу на пошук оптимальних режимів незалежно від фізичних явищ, які обумовлюють погіршення різальної спроможності РПК. Реалізація способу під час плоского врізного шліфування твердого сплаву ВК6 виконується таким чином. Обладнання: плоскошліфувальний верстат моделі ЗД711АФ11, модернізований для здійснення електроерозійної правки та оброблення зразка з одночасними електроерозійними діями на РПК в автономній зоні, блок електроживлення моделі ІТТ-35. 2 UA 97680 C2 5 10 15 20 25 30 35 40 45 50 55 Пристрої: пристрій для виконання плоского пружного шліфування з постійним притиском зразка до РПК по схемі, кінематика якої аналогічна жорсткій схемі; пристрій для визначення кількості видаленого шліфуванням оброблюваного матеріалу, пристрій для визначення витраченого алмазовмісного шару. Інструмент - алмазний круг 270-0128 ГОСТ16167-82 АС6-100/80-4-М2-01. Робоче середовище - 0,3 %-вий водний розчин кальцинованої соди. Підготовку робочої поверхні круга до експерименту виконували за допомогою електроерозійної правки (круг - анод, електрод-інструмент - катод) в два етапи. На першому етапі з використанням електроду із міді М1 видаляли алмазовмісний шар, який був сформований попереднім експериментом. Швидкість круга дорівнювала 35 м/с, поперечну подачу та подачу на врізання виконували вручну, підтримуючи середню силу струму в межах Іправки=5-8 А. На другому етапі електроерозійну правку вели за схемою плоского шліфування з використанням електрода-інструмента із чавуна СЧ 18-23. Режими правки: механічні - швидкість круга Vкр=35 м/с, подовжня швидкість столу Vcm=6 м/хв; поперечна подача Snon=2,5 мм/хід, глибина різання t=0,005÷0,010 мм; електричні - напруга холостого ходу Uxx=50 В, середня сила струму під час правки Iправки=5-8 А. В результаті на другому етапі правки забезпечувалося радіальне биття РПК в межах 10-15 мкм, оголення алмазних зерен на величину 1/3 від діаметра їх моделі в формі кулі. Спочатку для знаходження закономірності зменшення різальної спроможності робочої поверхні круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга, алмазне врізне шліфування зразка із ВК6 за пружною схемою виконували на наступних механічних режимах: швидкість круга Vк=35 м/с, поздовжня швидкість столу Vcm=6 м/хв. Сила підтискання зразка до РПК дорівнювала 86,3 Н; це значення було визначено розрахунком з умов відсутності окислення алмазних зерен. Різальну спроможність РІЖ оцінювали об'ємом матеріалу, видаленого за хвилину. Об'єм матеріалу, видаленого шліфуванням, розраховували як добуток площі оброблюваної поверхні зразка на висоту видаленого шару через певні відрізки часу оброблення. Вимірювання висоти видаленого шару виконували після 1, 3, 5, 15, 30, 45, 60 хвилин шліфування. На фіг. 1 представлений вплив часу обробки на різальну спроможність круга АС6-100/80-4М2-01 при шліфуванні без електроерозійних дій твердого сплаву ВК6. За даними експерименту методом найменших квадратів, знаходили рівняння, яке описує зміну різальної спроможності РПК при шліфуванні твердого сплаву ВК6 під час оброблення, що має вигляд: (2) V1=190+248·ехр(-0,17086·). Потім, з метою визначення часу періодичних електроерозійних дій на робочу поверхню круга, необхідного для відновлення початкової величини різальної спроможності РПК, електроерозійні дії на неї здійснювали в автономній зоні одночасно з шліфуванням твердого сплаву ВК6 затупленою в процесі попереднього експерименту робочою поверхнею. Режими періодичних електроерозійних дій: Uxx=50 В, середня сила струму під час періодичних дій I сер пер=10 А (максимальне значення для джерела струму ІТТ-35), механічні режими були аналогічними алмазному шліфуванню без електроерозійних дій на РПК. Об'єм видаленого матеріалу під час шліфування з одночасними електроерозійними діями на робочу поверхню круга визначали, як і в попередньому випадку, описаному раніше. При досягненні продуктивності шліфування, яка дорівнювала продуктивності шліфування заправленим кругом, РПК вважали обновленою. Вплив часу електроерозійних дій на підвищення різальної спроможності РПК при шліфуванні сплаву ВК6 представлено на фіг. 2, а залежність, яка описує це підвищення, має вигляд прямої: (3) V2=17,8+212,2. При цьому час, що необхідний для повного відновлення різальної спроможності РПК, дорівнює tвід=14 хв. Питому собівартість розраховували шляхом ділення собівартості верстато-години на видалений за годину об'єм матеріалу. Видалений шліфуванням об'єм матеріалу за годину для різного часу між оновленням РПК виконували представивши процес шліфування з періодичними діями на РПК як чергування періодів, що утворюють цикли «шліфування -шліфування з одночасним електроерозійним впливом на РПК» [Матюха П.Г., Стрелков В.Б. Расчет объема сошлифованного материала в процессе алмазного шлифования твердого сплава ВК8 с периодическими электроэрозионными воздействиями на рабочую поверхность круга // Сверхтвердые материалы. - 2005. - № 1. с. 5157]. 3 UA 97680 C2 5 10 15 20 Для часу між періодичними електроерозійними діями на РПК 5, 10, 15, 20, 25, 30, 35, 40, 45 хвилин розраховували об'єм видаленого шліфуванням матеріалу для періодів шліфування по формулі (2) та шліфування з одночасними електроерозійними діями на РПК за формулою (3), а також собівартість верста-то-години, яка була в цих випадках. Собівартість верстато-години з урахуванням періодів шліфування та шліфування з одночасним електроерозійним впливом на РПК виконували для вище наведених проміжків часу оновлення РПК за методикою, викладеною в роботі [Стрелков В.Б. Определение себестоимости алмазного шлифования твердых сплавов при периодических электроэрозионных воздействиях на РПК. // Наукові праці Донецького національного технічного університету. Серія: Машинобудування та машинознавство. Донецьк: ДонНТУ, 2005. - Вип. 92. С. 134-143]. Розрахунки виконували на ПЕОМ з використанням розроблених програм. На фіг. 3 представлені результати розрахунків питомої собівартості шліфування твердого сплаву марки ВК6 кругом 1А1 250×76×16×5 АС6 100/80-4-М2-01 при різному часі між періодичними електроерозійними діями на РПК, які виконані за методиками, описаними в вище наведених роботах. З фіг. 3 видно, що при tвід=14 хв оптимальний інтервал часу між періодичними електроерозійними впливами на робочу поверхню круга дорівнює Топт=20 хв. Величину середнього струму безперервних електроерозійних дій на РПК одночасно зі шліфуванням деталі розрахуємо за співвідношенням (1), яке знайдене з умов, коли енергія періодичних та безперервних електроерозійних дій на РПК дорівнюють одна одній Iсер безп Ісер пер 25 30 35 tвід 14 tвід Tопт 10 14 20 4,1 А. Щоб перевірити, чи залишилась при шліфуванні з безперервними електроерозійними діями на РПК собівартість шліфування такою ж, як і при шліфуванні з періодичними електроерозійними діями, були проведені експерименти з плоского врізного шліфування за пружною схемою сплаву ВК6 кругом АС6-100/80-4-М2-01 з механічними режимами, аналогічними наведеним раніше, але з безперервною електроерозійною дією на РПК струмом величиною Ісер безп=4±0,5 А. Було встановлено, що питома собівартість шліфування з безперервними електроерозійними -3 3 -3 3 діями на РПК дорівнює 0,83·10 грн/мм проти 0,91·10 грн/мм при шліфуванні з періодичними електроерозійними діями на РПК, тобто менше на 10 %. Середня продуктивність шліфування з 3 безперервними електроерозійними діями на РПК дорівнює 524 мм /хв, з періодичними діями на 3 РПК - 313 мм /хв, тобто продуктивність шліфування з безперервними електроерозійними діями є вищою на 67 %. Запропонований спосіб шліфування може застосовуватись при алмазному шліфуванні важкооброблюваних матеріалів на підприємствах машинобудівного комплексу, забезпечуючи розширення технічних можливостей пошуку режимів обробки на шліфування таких матеріалів, коли погіршення різальної спроможності РПК обумовлене не тільки засалюванням, але і іншими фізичними явищами. При цьому трудомісткість пошуку режимів, собівартість, продуктивність та якість оброблення будуть такими ж, як і у прототипі. 40 ФОРМУЛА ВИНАХОДУ 45 50 55 Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, що визначаються при обробці зразкової деталі, коли спочатку знаходять закономірність зменшення різальної спроможності робочої поверхні круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга, який відрізняється тим, що потім визначають час періодичних електроерозійних дій на робочу поверхню круга на максимальних для даного джерела струму електричних режимах одночасно з обробкою деталі до відновлення початкової величини різальної спроможності та закономірність збільшення різальної спроможності за рахунок електроерозійних дій, знаходять оптимальний час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування, а величину середнього струму безперервних електроерозійних дій на робочу поверхню круга одночасно зі шліфуванням деталі задають відповідно співвідношенню Iсер безп Ісер пер tвід tвід Tопт , де Iсер безп - середня величина струму безперервних електроерозійних дій на робочу поверхню круга; 4 UA 97680 C2 Ісер пер - середня величина струму періодичних електроерозійних дій на робочу поверхню круга; tвід 5 - час періодичних електроерозійних дій на робочу поверхню круга до відновлення початкової величини різальної спроможності робочої поверхні круга; Т опт - оптимальний час між періодичними електроерозійними діями за критерієм мінімальної питомої собівартості шліфування. 5 UA 97680 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding
Автори англійськоюMatiukha Petro Hryhorovych, Poltavets Valerii Vasyliovych, Strielkov Vadym Borysovych, Habitov Valerii Valeriiovych, Burdin Oleksandr Valentynovych
Назва патенту російськоюСпособ шлифования
Автори російськоюМатюха Петр Григорьевич, Полтавец Валерий Васильевич, Стрелков Вадим Борисович, Габитов Валерий Валерьевич, Бурдин Александр Валентинович
МПК / Мітки
МПК: B24B 1/00, B23H 5/00, B24B 53/00
Мітки: спосіб, шліфування
Код посилання
<a href="https://ua.patents.su/8-97680-sposib-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування</a>
Спосіб шліфування
Номер патенту: 52776
Опубліковано: 15.01.2003
Автори: Полтавець Валерій Васильович, Матюха Петро Григорович, Стрілков Вадим Борисович, Гриньов Артем Олександрович
МПК: B24B 1/00, B24B 53/00, B23H 5/00
Мітки: шліфування, спосіб
Формула / Реферат:
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діяннями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, який відрізняється тим, що спочатку знаходять час втрати різальної спроможності круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга за рахунок зношування зерен та засалювання міжзернового простору,...
Спосіб шліфування
Номер патенту: 61437
Опубліковано: 17.11.2003
Автори: Матюха Петро Григорович, Полтавець Валерій Васильович, Гриньов Артем Олександрович
МПК: B24B 1/00
Мітки: спосіб, шліфування
Формула / Реферат:
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, який відрізняється тим, що спочатку знаходять квазіпостійну швидкість занурення поверхні зразка в різальну поверхню круга, потім глибину шліфування t по жорсткій схемі задають відповідно співвідношенню:
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Євтухов Віталій Геннадійович, Спащанський Денис Вікторович, Євтухов Артем Віталійович
МПК: B24B 1/00
Мітки: деталей, круглого, шліфування, врізного, спосіб
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: шліфування, криволінійних, поверхонь, спосіб, випуклих, обертання
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування

Номер патенту: 51396
Опубліковано: 15.11.2002
Автори: Стрілков Вадим Борисович, Матюха Петро Григорович, Полтавець Валерій Васильович
МПК: B24B 1/00
Мітки: спосіб, шліфування
Формула / Реферат:
Спосіб шліфування, що включає відповідну обробку деталі на оптимальних режимах, що визначаються при обробці зразкової деталі, який відрізняється тим, що подачу на врізання задають перемінною на кожний прохід, а її величину знаходять відповідно співвідношенню,де tвс - глибина шліфування, яка встановилася при попередній обробці зразкової деталі за гнучкою...
Попередній патент: Упаковка зі з’єднувачем, який дозволяє скріпленим частинам повертатися одна відносно одної навколо двох ліній повертання
Наступний патент: Шахи виноградова
Випадковий патент: Спосіб діагностики розвитку атеросклерозу