Спосіб шліфування
Номер патенту: 61437
Опубліковано: 17.11.2003
Автори: Гриньов Артем Олександрович, Матюха Петро Григорович, Полтавець Валерій Васильович
Формула / Реферат
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, який відрізняється тим, що спочатку знаходять квазіпостійну швидкість занурення поверхні зразка в різальну поверхню круга, потім глибину шліфування t по жорсткій схемі задають відповідно співвідношенню:
![]()
а швидкість столу Vcm - відповідно співвідношенню:
![]()
де W - квазіпостійна швидкість занурення поверхні зразка в різальну поверхню круга при шліфуванні по пружній схемі, мм/хв,
τ - час безперервного шліфування по пружній схемі, с,
B - розмір деталі в напрямку вектора швидкості різання, мм,
Bк - ширина алмазовмісного шару на шліфувальному крузі, мм.
Текст
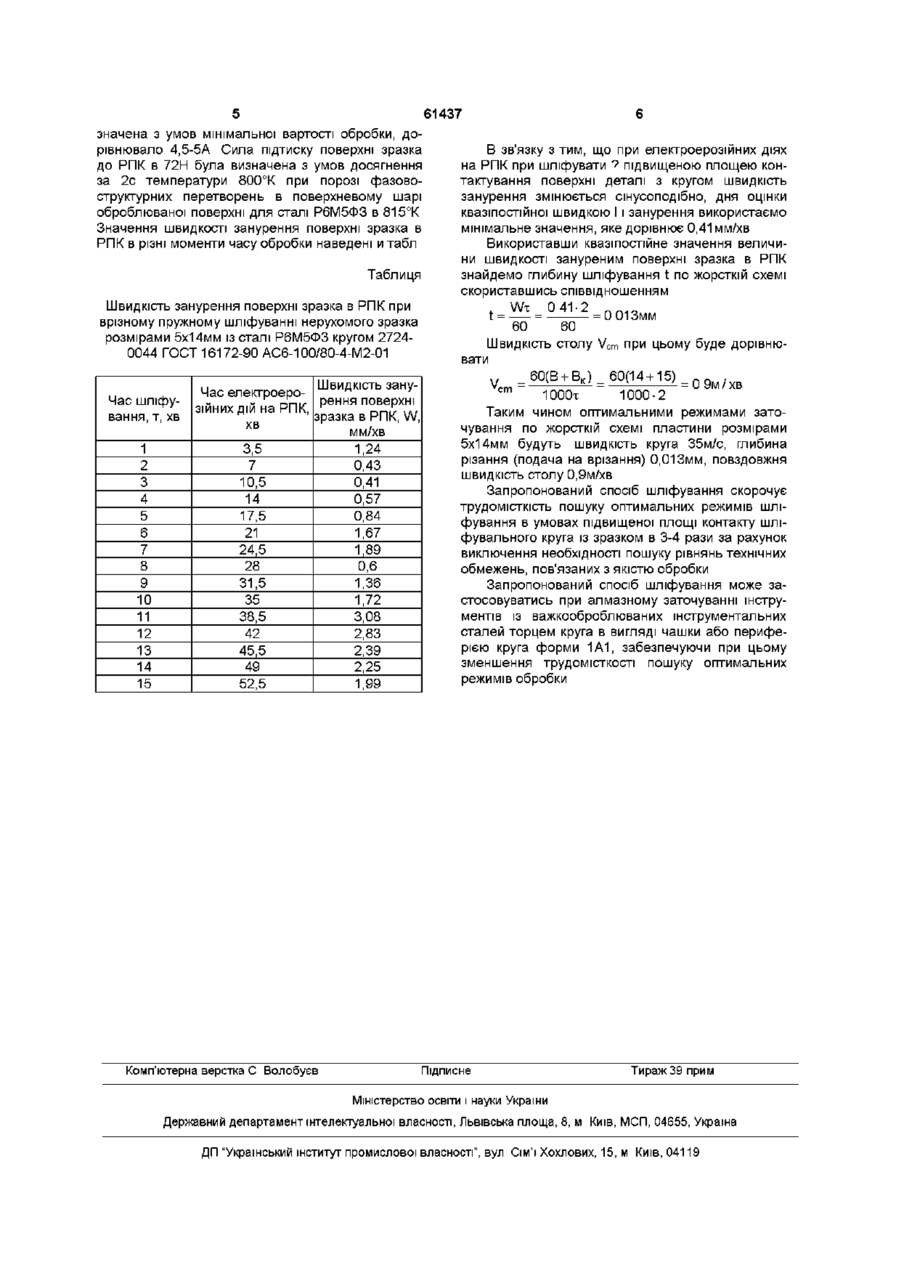
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, який відрізняється тим, що спочатку знаходять квазіпостійну швидкість занурення поверхні зразка в різальну поверхню круга, потім глибину шліфування t по жорсткій схемі задають ВІДПОВІДНО співвідношенню Винахід, що пропонується, відноситься до обробки шліфуванням по жорсткій схемі в умовах підвищеної площі контакту робочої поверхні круга з деталлю, коли подача круга на врізання в оброблювану поверхню круга виконується за допомогою врізної подачі Відомий спосіб визначення оптимальних режимів шліфування [Абразивная и алмазная обработка материалов Справочник / Под ред А Н Резникова -М Машиностроение, 1977, - 391с стр 170-173], що включає механічну обробку зразків згідно з матрицею планування експериментів, складання систем рівнянь, що описують технічні обмеження, які накладаються на режим різання вимогами до деталі, верстату, інструменту ( знаходяться експериментальне з використанням статистичних методів планування експерименту), математичний опис функції мети, тобто функції, що виражає мету оптимізаци, сумісне вирішення методом ЛІНІЙНОГО програмування систем рівнянь технічних обмежень і функції мети для визначення оптимальних режимів обробки Недоліком способу є його висока трудомісткість, що пов'язана з великим обсягом експериментів для знаходження рівнянь, що описують технічні обмеження Крім того, в зв'язку із погіршенням t WT t = , MM, 60 ВІДПОВІДНО СПІВВІДНОа швидкість столу Vcm шенню 60(B + BK) , V cm = — У-, м/хв, cm 1000т де W - квазіпостійна швидкість занурення поверхні зразка в різальну поверхню круга при шліфуванні по пружній схемі, мм/хв, т - час безперервного шліфування по пружній схемі, с, В - розмір деталі в напрямку вектора швидкості різання, мм, Вк - ширина алмазовмісного шару на шліфувальному крузі, мм ріжучої здатності робочої поверхні круга (РПК) під час обробки, а разом з цим і зміною технологічних показників в процесі обробки за жорсткою схемою шліфування, визначені режими шліфування не забезпечують максимальної продуктивності обробки, тому що вони орієнтовані на найменшу ріжучу здатність круга, щоб запобігти зміни фазовоструктурного складу поверхневого шару Відомий спосіб шліфування [АС № 1763148 А1 В24В 1/00 Способ шлифования Авторы П Г Матюха и В П Цокур Опубл 23 09 1992 Бюл № 35] прототип), що включає відповідну обробку деталі на оптимальних режимах, які визначаються при обробці зразкової деталі, в якому поперечну подачу (подачу на врізання) задають виходячи із співвідношення W,оу TMSny1000Vfly де Woy - об'єм матеріалу, видаленого шліфуванням із зразкової деталі при попередній обробці за пружною схемою шліфування на оптимальних режимах, Т н - час обробки зразкової деталі, S n y - оптимальне значення поздовжньої подачі при шліфуванні за пружною схемою, 1 CO (О 61437 сті різання, мм, Вк - ширина алмазовмісного шару на шліфувальнім крузі, мм В запропонованому способі шліфування зменшення трудомісткості пошуку оптимальних режимів розповсюджується на шліфування з великими площами контакту поверхні деталі з РПК ознаками, що відрізняють заявлений спосіб шліфування Дійсно, знаходження квазіпостійної швидкості занурення поверхні зразка в ріжучу поверхню круга при шліфуванні нерухомого зразка за пружною схемою з електроерозійним впливом на РПК, дозволяє визначити глибину шліфування / по жорсткій схемі скориставшись співвідношенням Wx t t= ,мм 60 і забезпечити при цьому навантаження на робочу поверхню круга, що є аналогічною шліфуванню по пружній схемі і виключає будь-які фазовоструктурні перетворення в поверхневому шарі обробленої поверхні Визначення швидкості столу Vcm за співвідношенням 60(В + В к ) , V™ = — ^-,м/хв СГТ1 1000т забезпечує умову, при якій температура на обробленій поверхні при шліфуванні з переміщенням деталі не буде перевищувати температуру, що виникає за час безперервного шліфування г по пружній схемі і обмежена температурою фазовоструктурних перетворень в поверхневому шарі обробленої поверхні Реалізація способу під час заточування пласcm шенню тин із інструментальної сталі Р6М5ФЗ площею 5х 60(B + BK) , 14 мм виконується таким чином V™ = — ^-,м/хв Обладнання заточувальний верстат ЗВ642, СГТ1 1000т модернізований для електроерозійної правки в де W - квазіпостійна швидкість занурення позоні різання і керуючих електроерозійних впливів верхні зразка в ріжучу поверхню круга при шліфуна РПК в автономній зоні, блок технологічного ванні по пружній схемі, мм/хв, струму ІТТ-35 х - час безперервного шліфування по пружній Пристрої пристрій для виконання пружного схемі, с, шліфування нерухомого зразка з постійною силою В - розмір деталі в напрямку вектора швидкопритиску поверхні зразка до поверхні РПК з задасті різання, мм, ним часом обробки Вк - ширина алмазовмісного шару на шліфуваІнструмент - алмазний круг 12А2-45° льнім крузі, мм 150x32x42x20x6 (2724-0044 ГОСТ 16172 - 90) АС6Ознаками, що відрізняють заявлений спосіб 100/80-4-М2-01 шліфування, є наступне, Робоче середовище - 0,3% - ний водний розспочатку знаходять квазіпостійну швидкість чин кальцинованої соди занурення поверхні зразка в ріжучу поверхню круПеред початком обробки круг правили електга, роерозійним способом з підведенням електричноглибину шліфування / по жорсткій схемі задаго струму в зону різання від джерела технологічноють ВІДПОВІДНО співвідношенню го струму ІТТ-35 на наступних режимахб електриWx чних - напруга холостого ходу Uxx=60B, середня t t= ,мм сила струму Іср=8-10А, механічних швидкість круга 60 VK=35M/C, ШВИДКІСТЬ електрода Уе=6м/хв, глибина ШВИДКІСТЬ СТОЛу V задають ВІДПОВІДНО СПІВрізання 0,002-0,005мм відношенню Для знаходження залежності, яка описує 60(В + В к ) , вплив часу обробки на швидкість занурення повеV™ = — ^-,м/хв рхні зразка в РПК, обробку нерухомого зразка із СГТ1 1000т сталі Р6М5ФЗ вели врізним шліфуванням за пруде W - квазіпостійна швидкість занурення пожною схемою на режимах швидкість круга верхні зразка в ріжучу поверхню круга при шліфуVK=35M/C, сила підтиску поверхні зразка до РПК ванні по пружній схемі, мм/хв, 72Н, час безперервного шліфування 2с Оптимах - час безперервного шліфування по пружній льне значення сили струму безперервних електсхемі, с, роерозійних дій на РПК в автономній зоні, що виВ - розмір деталі в напрямку вектора швидко Vfly - оптимальна швидкість зразкової деталі при шліфуванні за пружною схемою Перевагою способу є невелика трудомісткість пошуку оптимальних режимів в зв'язку з тим, що якість обробки забезпечується стабільною внаслідок шліфування по пружній схемі, а висока різальна спроможність РПК - керуючим електроерозійним впливом на робочу поверхню круга Недоліком способу є те, що його використання обмежене шліфуванням в умовах звичайної площі контакту поверхні деталі з РПК В основу винаходу поставлена задача вдосконалення способу шліфування з керуючими електроерозійними діями на РПК, в якому за рахунок використання для пошуку оптимальних режимів обробки пружної схеми шліфування нерухомого зразка, що забезпечує підвищену площу контакту поверхні деталі з РПК, зменшується трудомісткість пошуку оптимальних режимів без погіршення якості поверхневого шару обробленої поверхні деталі Поставлена задача вирішується за рахунок того, що у відомому способі шліфування, що включає обробку деталі по пружній схемі з електроерозійними діями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, згідно винаходу, спочатку знаходять квазіпостійну швидкість занурення поверхні зразка в ріжучу поверхню круга, потім глибину шліфування / по жорсткій схемі задають ВІДПОВІДНО співвідношенню Wx t t= ,мм 60 а швидкість столу V - ВІДПОВІДНО СПІВВІДНО cm 61437 значена з умов мінімальної вартості обробки, дорівнювало 4.5-5А Сила підтиску поверхні зразка В зв'язку з тим, що при електроерозійних діях до РПК в 72Н була визначена з умов досягнення на РПК при шліфувати ? підвищеною площею конза 2с температури 800°К при порозі фазовотактування поверхні деталі з кругом швидкість структурних перетворень в поверхневому шарі занурення змінюється сінусоподібно, дня оцінки оброблюваної поверхні для сталі Р6М5ФЗ в 815°К квазіпостійної швидкою І і занурення використаємо Значення швидкості занурення поверхні зразка в мінімальне значення, яке дорівнює 0,41 мм/хв РПК в різні моменти часу обробки наведені и табл Використавши квазіпостійне значення величини швидкості зануреним поверхні зразка в РПК знайдемо глибину шліфування t по жорсткій схемі Таблиця скориставшись співвідношенням Швидкість занурення поверхні зразка в РПК при Wx 0 41-2 =0013мм t= врізному пружному шліфуванні нерухомого зразка 60 60 розмірами 5x14мм із сталі Р6М5ФЗ кругом 2724Швидкість столу Vcm при цьому буде дорівню0044 ГОСТ 16172-90 АС6-100/80-4-М2-01 вати Час шліфування, т, хв 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Швидкість зануЧас електроерорення поверхні зійних дій на РПК, зразка в РПК, W, хв мм/хв 3,5 7 10,5 14 17,5 21 24,5 28 31,5 35 38,5 42 45,5 49 52,5 Комп'ютерна верстка С Волобуєв 1,24 0,43 0,41 0,57 0,84 1,67 1,89 0,6 1,36 1,72 3,08 2,83 2,39 2,25 1,99 60(B BJ 60(14 + 15) n n , -^L = — Ї '- = 0 9м / хв 1000т 1000-2 Таким чином оптимальними режимами заточування по жорсткій схемі пластини розмірами 5х14мм будуть швидкість круга 35м/с, глибина різання (подача на врізання) 0,013мм, повздовжня швидкість столу 0,9м/хв Запропонований спосіб шліфування скорочує трудомісткість пошуку оптимальних режимів шліфування в умовах підвищеної площі контакту шліфувального круга із зразком в 3-4 рази за рахунок виключення необхідності пошуку рівнянь технічних обмежень, пов'язаних з якістю обробки Запропонований спосіб шліфування може застосовуватись при алмазному заточуванні інструментів із важкооброблюваних інструментальних сталей торцем круга в вигляді чашки або периферією круга форми 1А1, забезпечуючи при цьому зменшення трудомісткості пошуку оптимальних режимів обробки Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюPolishing method
Автори англійськоюMatiukha Petro Hryhorovych, Hryniov Artem Oleksandrovych, Poltavets Valerii Vasyliovych
Назва патенту російськоюСпособ шлифования
Автори російськоюМатюха Петр Григорьевич, Гринев Артем Александрович, Полтавец Валерий Васильевич
МПК / Мітки
МПК: B24B 1/00
Мітки: шліфування, спосіб
Код посилання
<a href="https://ua.patents.su/3-61437-sposib-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування</a>
Спосіб шліфування
Номер патенту: 52776
Опубліковано: 15.01.2003
Автори: Гриньов Артем Олександрович, Стрілков Вадим Борисович, Полтавець Валерій Васильович, Матюха Петро Григорович
МПК: B24B 53/00, B23H 5/00, B24B 1/00
Мітки: спосіб, шліфування
Формула / Реферат:
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діяннями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, який відрізняється тим, що спочатку знаходять час втрати різальної спроможності круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга за рахунок зношування зерен та засалювання міжзернового простору,...
Спосіб шліфування

Номер патенту: 51396
Опубліковано: 15.11.2002
Автори: Полтавець Валерій Васильович, Стрілков Вадим Борисович, Матюха Петро Григорович
МПК: B24B 1/00
Мітки: шліфування, спосіб
Формула / Реферат:
Спосіб шліфування, що включає відповідну обробку деталі на оптимальних режимах, що визначаються при обробці зразкової деталі, який відрізняється тим, що подачу на врізання задають перемінною на кожний прохід, а її величину знаходять відповідно співвідношенню,де tвс - глибина шліфування, яка встановилася при попередній обробці зразкової деталі за гнучкою...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: циліндричних, спосіб, поверхонь, шліфування, торцевих
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: спосіб, торців, циліндричних, шліфування, деталей
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Олійник Валерій Петрович, Саєд Мортеза Хашемінежад, Петраков Юрій Володимирович, Субін Анатолій Анатолійович
МПК: B24B 1/00
Мітки: поверхонь, шліфування, торцевих, спосіб, сферичних
Формула / Реферат:
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Попередній патент: Пристрій для закріплення алмазного круга
Наступний патент: Спосіб визначення піретроїдів у кровотворних органах та м’язах риб за допомогою спектрофотометра
Випадковий патент: Спосіб видобування і підготовки природного газу