Спосіб шліфування
Номер патенту: 52776
Опубліковано: 15.01.2003
Автори: Матюха Петро Григорович, Стрілков Вадим Борисович, Полтавець Валерій Васильович, Гриньов Артем Олександрович
Формула / Реферат
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діяннями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, який відрізняється тим, що спочатку знаходять час втрати різальної спроможності круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга за рахунок зношування зерен та засалювання міжзернового простору, потім величину середнього струму електроерозійних керуючих дій на робочу поверхню круга задають відповідно співвідношенню
![]()
де ![]() - параметри закону Вейбула, який описує розподіл зерен по висоті в умовах стабілізації рельєфу круга;
- параметри закону Вейбула, який описує розподіл зерен по висоті в умовах стабілізації рельєфу круга;
DK - діаметр шліфувального круга, мм;
ВK - висота шліфувального круга, мм;
РV - об'ємна доля алмазів в алмазовмісному шарі при 100 %-вій відносній концентрації алмазів;
K - відносна концентрація алмазів, %;
![]() - час, за який круг втратив різальну спроможність внаслідок зношування зерен та засалювання міжзернового простору, хв;
- час, за який круг втратив різальну спроможність внаслідок зношування зерен та засалювання міжзернового простору, хв;
с - коефіцієнт, який враховує вплив енергії імпульсу на інтенсивність вилучення продуктів засалювання;
Usm - розрахункова величина напруги на ерозійному проміжку, В.
Текст
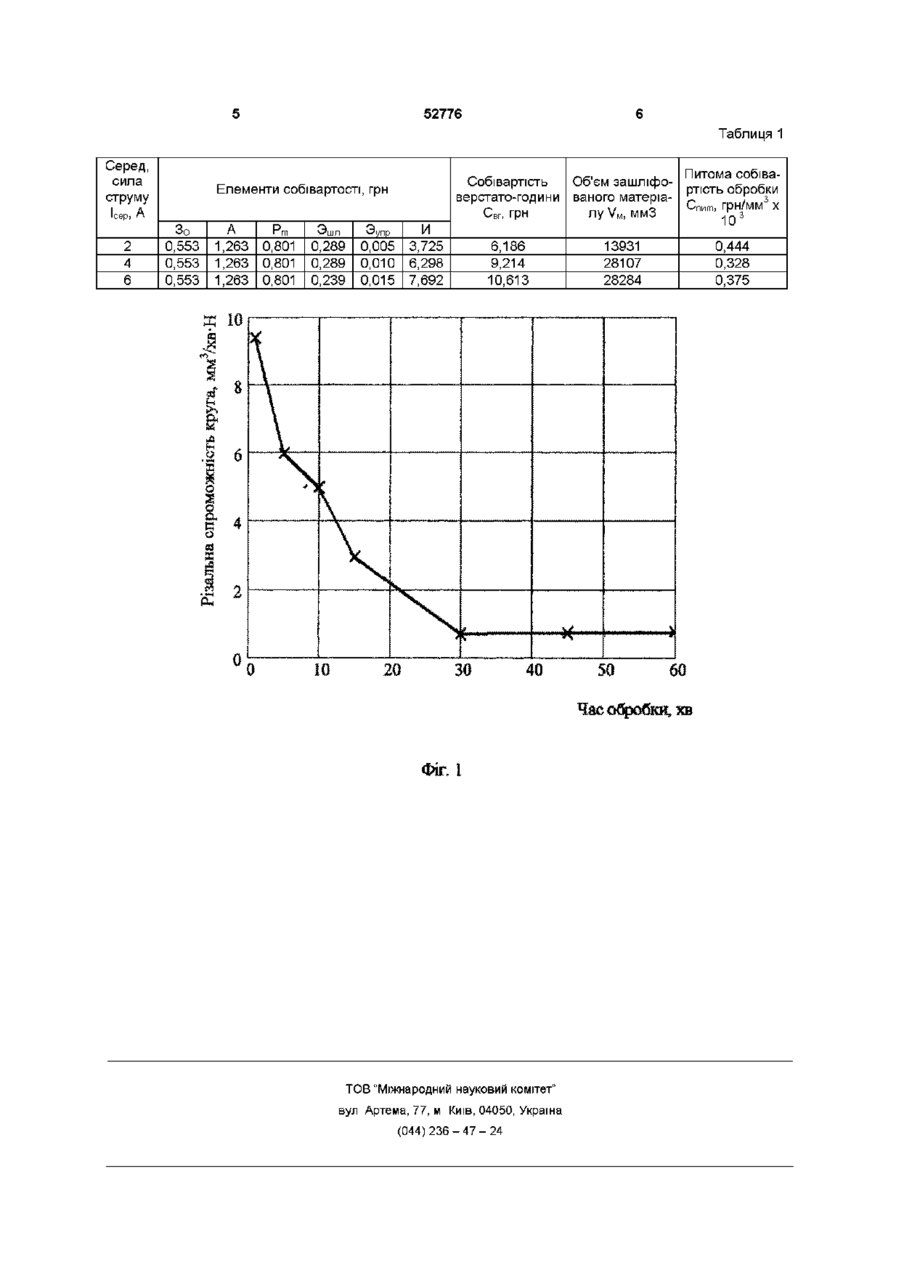
Спосіб шліфування, що включає обробку деталі по пружній схемі з електроерозійними діяннями на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, який відрізняється тим, що спочатку знаходять час втрати різальної спроможності круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга за рахунок зношування зерен та засалювання міжзернового простору, потім величину середнього струму електроерозійних керуючих дій на робочу поверхню круга задають ВІДПОВІДНО співвідношенню (-%0Іп0,05Г Д е 7.0 m T I D KB B K K к Too ' параметри закону Вейбула, який описує розподіл зерен по висоті в умовах стабілізації рельєфу круга, DK- діаметр шліфувального круга, мм, Вк - висота шліфувального круга, мм, Pv - об'ємна доля алмазів в алмазовмісному шарі при 100 %-вій ВІДНОСНІЙ концентрації алмазів, К - відносна концентрація алмазів, %, хз - час, за який круг втратив різальну спроможність внаслідок зношування зерен та засалювання міжзернового простору, хв, с - коефіцієнт, який враховує вплив енергії імпульсу на інтенсивність вилучення продуктів засалювання, U sm - розрахункова ерозійному проміжку, В величина напруги О на (О Винахід відноситься до абразивної обробки, а саме до шліфування пластичних матеріалів Відомий спосіб шліфування [(стор 170 - 173) Абразивная и алмазная обработка материалов Справочник/ Под ред А Н Резникова - М Машиностроение, 1977 - 391с], який виконується на оптимальних режимах, визначених під час обробки зразкової деталі, при цьому знаходження оптимальних режимів включає механічну обробку зразків ВІДПОВІДНО до матриці планування експериментів, складання системи рівнянь, які описують технічні обмеження, що накладаються на режим різання вимогами до деталі, верстатом, інструментом (знаходяться експериментально з використанням статистичних методів планування експериментів), математичне описування цільової функції, сумісне рішення методом ЛІНІЙНОГО програмування систем рівнянь технічних обмежень і цільової функції з метою визначення оптимального режиму шліфування Недоліком способу є висока трудомісткість пошуку, яка обумовлена великим обсягом експериментів для знаходження рівнянь технічних обмежень, які, до того ж, в зв'язку зі зміною технологічних показників за час експерименту з використанням жорсткої схеми обробки, мають похибки Відомий спосіб шліфування по пружній схемі з електроерозійним впливом на робочу поверхню круга (РПК) [Узунян М Д , Малыхин В В , Ходыкин А В Оптимизация процесса алмазно-искрового шлифования композиции "безвольфрамовый твердый сплав - сталь" // Резание и инструмент - Харьков Вища школа -1982 -Вып 28 - С 3 3 - 3 6 ] , який виконується на оптимальних режимах, знайдених під час обробки зразкової деталі з допомо ю 52776 гою пошуку оптимуму функцій відклику, якими приймаються продуктивність та питома собівартість обробки, з допомогою статистичних методів планування експериментів, наприклад, D - оптимальних планів Перевагою способу є те, що при використанні пружної схеми шліфування для пошуку оптимальних режимів в повній мірі проявляється різальна спроможність шліфувального круга, при цьому при и ЗМІНІ під час обробки вона не впливає на показники якості оброблюваного шару деталі, що в значній мірі підвищує точність експерименту Недоліком способу є його досить значна трудомісткість, що призводить до підвищення собівартості обробки за рахунок збільшення витрат часу на пошук оптимальних режимів В основу винаходу поставлена задача вдосконалення способу шліфування при пошуку оптимальних режимів шліфування під час обробки зразкової деталі, в якому за рахунок зменшення часу пошуку оптимальних режимів забезпечується зменшення собівартості обробки Поставлена задача вирішується за рахунок того, що в відомому способі шліфування, який включає обробку деталі по пружній схемі з електроерозійним впливом на робочу поверхню круга на оптимальних режимах, які визначаються під час обробки зразкової деталі, згідно винаходу спочатку знаходять час втрати різальної спроможності круга при шліфуванні на оптимальних механічних режимах без електроерозійного впливу на робочу поверхню круга за рахунок зношування зерен та засалювання міжзеренного простору, потім величину середнього струму електроерозійних керуючих дій на РПК ВІДПОВІДНО співвідношенню 10 'сер J •(-xolnO.OSJm -TID K E 2 100 x3cUs (1) де хо, m - параметри закону Вейбула, який описує розподіл зерен по висоті в умовах стабілізації рельєфу круга, DK - діаметр шліфувального круга, мм, Вк - висота шліфувального круга, мм, Pv - об'ємна доля алмазів в алмазовмісному шарі при 100%-вій ВІДНОСНІЙ концентрації алмазів, К - відносна концентрація алмазів, %, хз - час, за який круг втратив різальну спроможність внаслідок зношування зерен та засалювання міжзеренного простору, хв, с - коефіцієнт, який враховує вплив енергії імпульсу на інтенсивність вилучення продуктів засалювання, U sm - розрахункова величина напруги на ерозійному проміжку, В, Ознакою, що відрізняє заявлений винахід, є наявність визначення спочатку часу втрати різальної спроможності круга без електроерозійних дій на робочу поверхню круга, а також величини середнього струму керуючих дій на робочу поверхню круга, яку визначають згідно із співвідношенням (1) Дійсно, ДЛЯ визначення режимів електроерозійного дій достатньо мати лише залежність, яка описує вплив часу обробки на різальну спроможність робочої поверхні під час звичайного шліфування, що має значно меншу трудомісткість в порівнянні з аналогом і прототипом Реалізація способу під час плоского шліфування сталі Р6М5ФЗ з керуючими електроерозійними діями на РПК виконується таким чином Обладнання плоскошліфувальний верстат моделі ЗГ71, модернізований для шліфування з керуючими електроерозійними діями на РПК в автономній зоні, блок технологічного струму моделі ИТТ-35 Пристрої пристрій для виконання плоского шліфування з постійною складовою силою Ру (по пружній схемі, кінематично аналогічній жорсткій схемі), пристрій для визначення зношування алмазовмісного шару Інструмент - алмазний круг 270-0128 ГОСТ 16167-82 АС6-100/80-4-М2-01 Робоче середовище - 0,3%-вий водний розчин кальцинованої соди Для знаходження залежності, яка описує вплив часу обробки на різальну спроможність робочої поверхні круга, спочатку вели обробку врізним шліфуванням зразка із сталі Р6М5ФЗ на режимах, VK = 35м/с, Vd = бм/хв, Ру = 80Н На фіг 1 представлений вплив часу обробки на різальну спроможність круга АС6-100/80-4-М2-01 при шліфуванні без електроерозійних дій сталі Р6М5ФЗ Звідси знаходимо, що хз дорівнює ЗОхв Потім з використанням залежності (1) знаходимо, що середня величина струму електроерозійних керуючих дій на РПК, яка забезпечує мінімум питомої собівартості обробки, дорівнює 4А Таким чином, оптимальні режими обробки були знайдені З метою перевірки того, що цей режим є оптимальним, який забезпечує мінімальну собівартість, були проведені контрольні експерименти, під час яких середня величина струму становила 6, 4, 2А (табл 1) Як видно із табл 1, режим ІСЄр - 4А дійсно забезпечує мінімальну собівартість шліфування Трудомісткість пошуку режимів дорівнює 4 годинам, в той час як трудомісткість пошуку оптимальних режимів обробки за допомогою методу крутого сходження з використанням дрібного факторного експерименту 2 5 2 дорівнює 26 годинам Запропонований спосіб пошуку оптимальних режимів шліфування може застосовуватись при обробці важкооброблюваних матеріалів на підприємствах машинобудівного комплексу, забезпечуючи зниження собівартості обробки за рахунок зменшення трудомісткості пошуку оптимальних режимів шліфування 52776 Таблиця 1 Серед, сила струму Собівартість Об'єм зашліфоверстато-години ваного матеріалу VH, ммЗ Свг, ГрН Елементи собівартості, грн Ісер> А 2 4 6 А 1,263 1,263 1,263 Зо 0,553 0,553 0,553 Ргп 0,801 0,801 0,801 И 3,725 6,298 7,692 ^упр 0,289 0,289 0,239 0,005 0,010 0,015 6,186 9,214 10,613 Питома собівартість обробки Спит, Грн/ММ 3 X 103 13931 28107 28284 0,444 0,328 0,375 10 2 \ о S \ N IQ 20 30 40 50 60 Час обробки, XB Фіг. 1 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding
Автори англійськоюMatiukha Petro Hryhorovych, Poltavets Valerii Vasyliovych, Hryniov Artem Oleksandrovych, Strilkov Vadym Borysovych
Назва патенту російськоюСпособ шлифования
Автори російськоюМатюха Петр Григорьевич, Полтавец Валерий Васильевич, Гринев Артем Александрович, Стрилков Вадим Борисович
МПК / Мітки
МПК: B24B 53/00, B23H 5/00, B24B 1/00
Мітки: спосіб, шліфування
Код посилання
<a href="https://ua.patents.su/3-52776-sposib-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування</a>
Спосіб шліфування

Номер патенту: 51396
Опубліковано: 15.11.2002
Автори: Полтавець Валерій Васильович, Стрілков Вадим Борисович, Матюха Петро Григорович
МПК: B24B 1/00
Мітки: шліфування, спосіб
Формула / Реферат:
Спосіб шліфування, що включає відповідну обробку деталі на оптимальних режимах, що визначаються при обробці зразкової деталі, який відрізняється тим, що подачу на врізання задають перемінною на кожний прохід, а її величину знаходять відповідно співвідношенню,де tвс - глибина шліфування, яка встановилася при попередній обробці зразкової деталі за гнучкою...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович
Мітки: шліфування, торцевих, циліндричних, поверхонь, спосіб
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: деталей, шліфування, спосіб, циліндричних, торців
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб шліфування некруглих деталей
Номер патенту: 37950
Опубліковано: 15.05.2001
Автори: Мамаліс Атанас, Уварова Юлія Леонідівна, Грабченко Анатолій Іванович, Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: B24B 1/00, B24B 17/00
Мітки: шліфування, некруглих, деталей, спосіб
Текст:
...заготівки і її закріплення. Після цього проводиться наступний цикл обробки. Приклад. Робилося шліфування багатогранних ріжучих пластин із твердого сплаву Т15К6 по задній поверхні на універсально-заточувальному верстаті мод. ЗД642Е, модернізованому для здійснення запропонованого способу шліфування. При шліфуванні використовувався ча шковий алмазний круг діаметром 150 мм, із шириною алмазного шару 10 мм. Характеристика круга: марка алмазів -...
Спосіб круглого врізного шліфування деталей

Номер патенту: 50182
Опубліковано: 15.10.2002
Автори: Сизий Юрій Анатолійович, Євтухов Артем Віталійович, Євтухов Віталій Геннадійович
МПК: B24B 1/00
Мітки: деталей, спосіб, врізного, круглого, шліфування
Формула / Реферат:
1. Спосіб круглого врізного шліфування деталей, при якому шліфувальному кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю і зміну швидкості обертання деталі, який відрізняється тим, що в момент створення безперервного контакту шліфувального круга з деталлю частоту обертання деталі одноразово зменшують у 2,5-3 рази.2. Спосіб по п. 1, який відрізняється тим, що момент створення...
Попередній патент: Шихта для виготовлення кераміки
Наступний патент: Шихта для виготовлення вогнетривких виробів
Випадковий патент: Спосіб виробництва вина рисового під торговельною маркою "саке"