Спосіб шліфування
Номер патенту: 51396
Опубліковано: 15.11.2002
Автори: Полтавець Валерій Васильович, Матюха Петро Григорович, Стрілков Вадим Борисович

Формула / Реферат
Спосіб шліфування, що включає відповідну обробку деталі на оптимальних режимах, що визначаються при обробці зразкової деталі, який відрізняється тим, що подачу на врізання задають перемінною на кожний прохід, а її величину знаходять відповідно співвідношенню
![]() ,
,
де tвс - глибина шліфування, яка встановилася при попередній обробці зразкової деталі за гнучкою схемою, що аналогічна за кінематикою жорсткій і виконується з постійною силою притиску зразка до робочої поверхні круга, яка забезпечує відсутність фазово-структурних перетворень в поверхневому шарі зразка;
![]() - амплітуда зменшення глибини шліфування при попередній обробці деталі за гнучкою схемою внаслідок погіршення різальної здатності робочої поверхні;
- амплітуда зменшення глибини шліфування при попередній обробці деталі за гнучкою схемою внаслідок погіршення різальної здатності робочої поверхні;
![]() - емпіричний коефіцієнт;
- емпіричний коефіцієнт;
і - номер проходу інструмента з початку роботи круга після правки;
![]() - час робочого проходу інструмента при обробці деталі.
- час робочого проходу інструмента при обробці деталі.
Текст
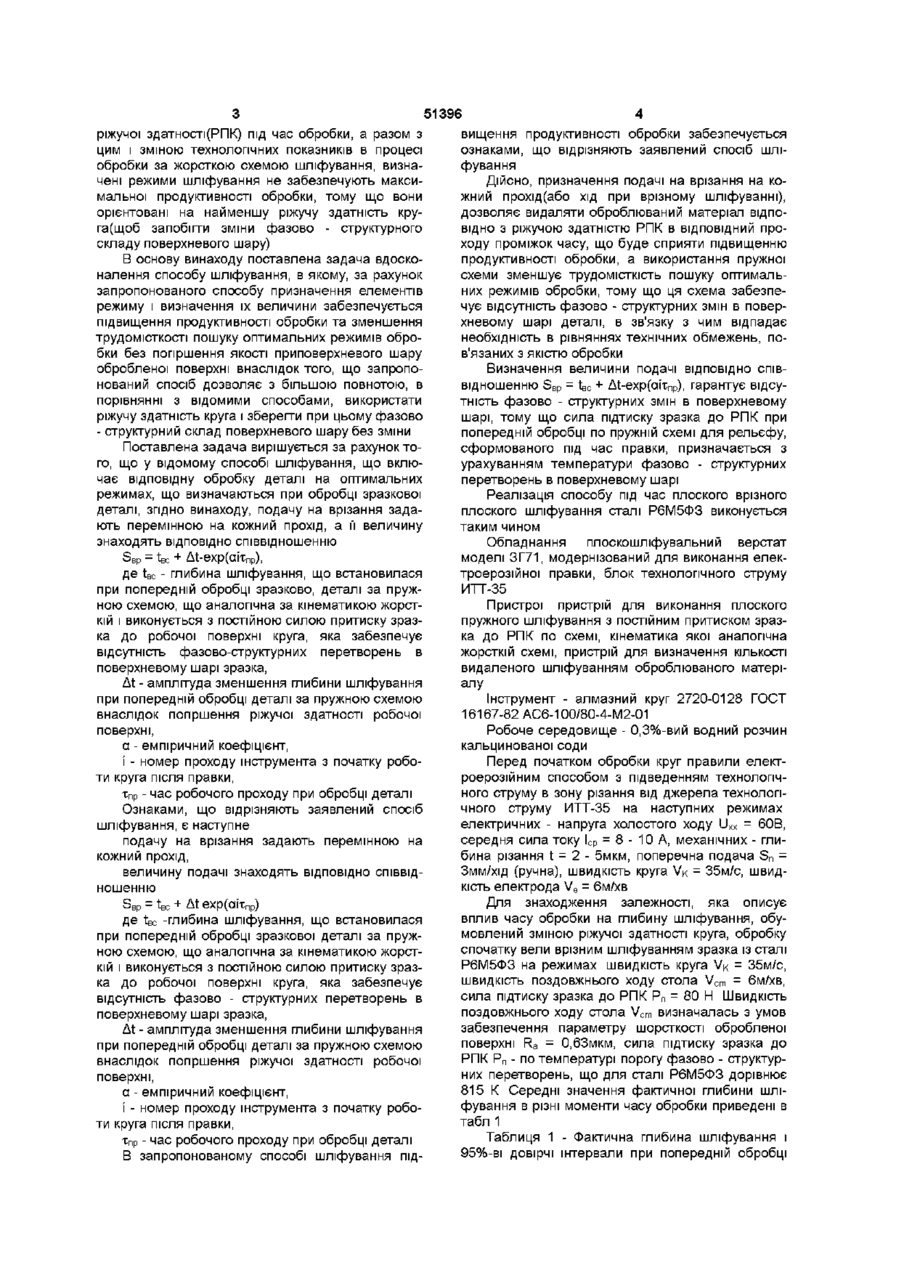
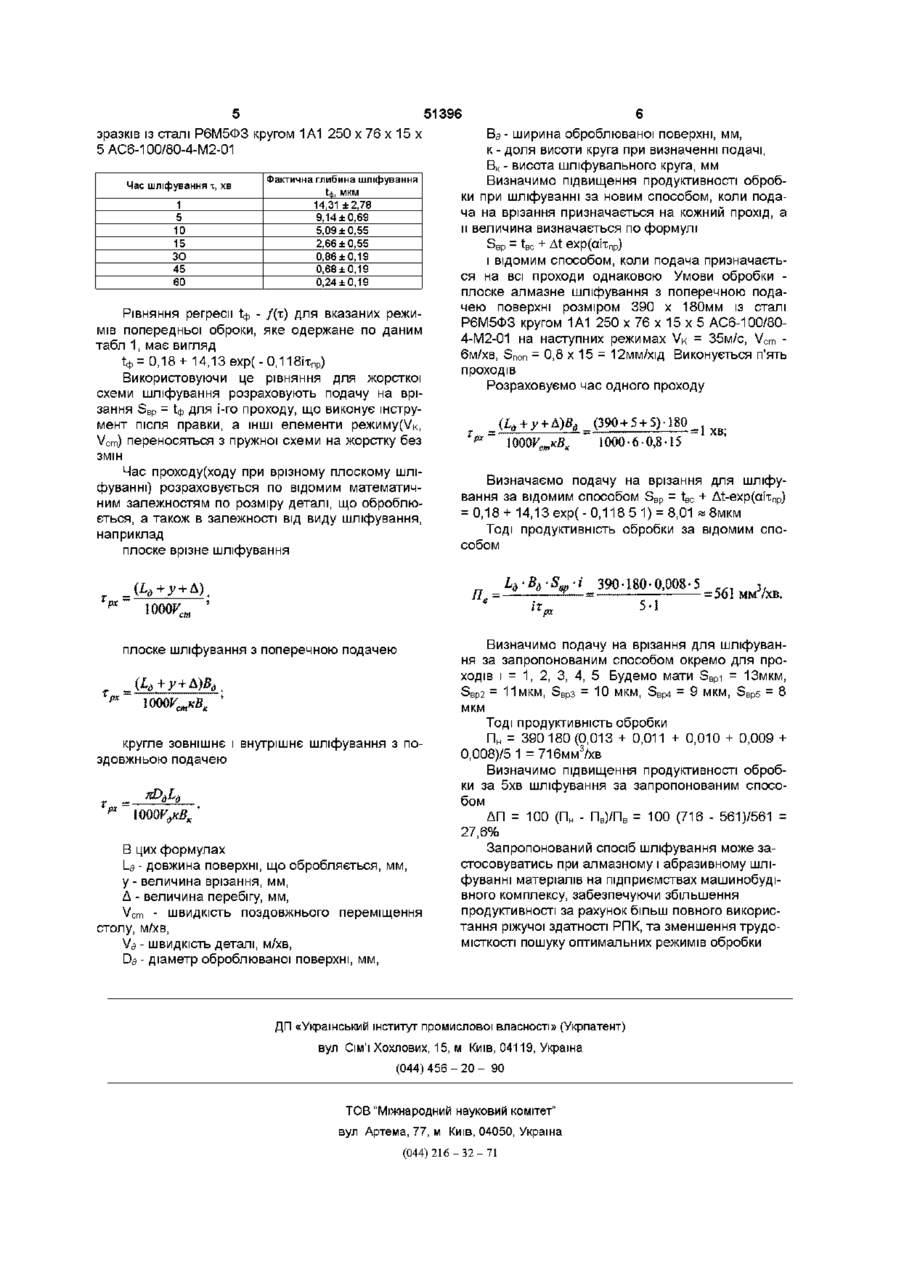
Спосіб шліфування, що включає відповідну обробку деталі на оптимальних режимах, що визначаються при обробці зразкової деталі, який відрізняється тим, що подачу на врізання задають перемінною на кожний прохід, а її величину знаходять ВІДПОВІДНО співвідношенню S B p = t B C + At • ехрісит пр де tBC - глибина шліфування, яка встановилася при попередній обробці зразкової деталі за гнучкою Винахід, що пропонується, відноситься до абразивної оброки шліфуванням по жорсткій схемі, коли подача круга на врізання в оброблювану поверхню виконується за допомогою механізму подачі Відомий спосіб шліфування [А С №1763148 АІ В24В 1/00 Способ шлифования Авторы П Г Матюха и В П Цокур Опубл 23 09 1992 Бюл №35], що включає відповідну обробку деталі на оптимальних режимах, які визначаються при обробці зразкової деталі, в якому поперечну подачу(подачу на врізання) задають виходячи із співвідношення TMsv\ooovdy де W oy - об'єм матеріалу, видаленого шліфуванням із зразкової деталі при попередній обробці за пружною схемою шліфування на оптимальних режимах, Т н - час обробки зразкової деталі, S n y - оптимальне значення поздовжньої подачі при шліфуванні за пружною схемою, Уау - оптимальна швидкість зразкової деталі при шліфуванні за пружною схемою схемою, що аналогічна за кінематикою жорсткій і виконується з постійною силою притиску зразка до робочої поверхні круга, яка забезпечує відсутність фазово-структурних перетворень в поверхневому шарі зразка, At - амплітуда зменшення глибини шліфування при попередній обробці деталі за гнучкою схемою внаслідок погіршення різальної здатності робочої поверхні, a - емпіричний коефіцієнт, і - номер проходу інструмента з початку роботи круга після правки, х пр - час робочого проходу інструмента при обробці деталі Недоліком способу є те, що при невеликій трудомісткості пошуку оптимальних режимів обробки він обмежений тільки шліфуванням з підтримуванням ріжучих можливостей круга за допомогою керуючих дій на робочу поверхню круга(РПК), що обумовлює неможливість розповсюдження способу на звичайне шліфування з періодичною правкою Відомий спосіб визначення оптимальних режимах шліфування [Абразивная и алмазная обработка материалов Справочник /Под ред А Н Резникова - М Машиностроение, 1977 - 391с стр 170 - 173] (прототип), що включає механічну обробку зразків згідно з матрицею планування експериментів, складання систем рівнянь, що описують технічні обмеження, які накладаються на режим різання вимогами до деталі, верстату, інструменту (з находяться експериментальне з використанням статистичних методів планування експериментів), математичний опис функції мети, тобто функції, що виражає мету оптимізацм, сумісне рішення методом ЛІНІЙНОГО програмування систем рівнянь технічних обмежень і функції мети для визначення оптимальних режимів обробки Недоліком способу є його висока трудомісткість, що пов'язана з великим обсягом експериментів для знаходження рівнянь, які описують технічні обмеження Крім того, в зв'язку із погіршенням (О со ю 51396 ріжучої здатності(РПК) під час обробки, а разом з вищення продуктивності обробки забезпечується цим і зміною технологічних показників в процесі ознаками, що відрізняють заявлений спосіб шліобробки за жорсткою схемою шліфування, визнафування чені режими шліфування не забезпечують максиДійсно, призначення подачі на врізання на комальної продуктивності обробки, тому що вони жний прохід (або хід при врізному шліфуванні), орієнтовані на найменшу ріжучу здатність крудозволяє видаляти оброблюваний матеріал ВІДПОга(щоб запобігти зміни фазово - структурного ВІДНО з ріжучою здатністю РПК в ВІДПОВІДНИЙ проскладу поверхневого шару) ходу проміжок часу, що буде сприяти підвищенню продуктивності обробки, а використання пружної В основу винаходу поставлена задача вдоскосхеми зменшує трудомісткість пошуку оптимальналення способу шліфування, в якому, за рахунок них режимів обробки, тому що ця схема забезпезапропонованого способу призначення елементів чує відсутність фазово - структурних змін в поверрежиму і визначення їх величини забезпечується хневому шарі деталі, в зв'язку з чим відпадає підвищення продуктивності обробки та зменшення необхідність в рівняннях технічних обмежень, потрудомісткості пошуку оптимальних режимів обров'язаних з якістю обробки бки без погіршення якості приповерхневого шару обробленої поверхні внаслідок того, що запропоВизначення величини подачі ВІДПОВІДНО співнований спосіб дозволяє з більшою повнотою, в відношенню SBp = tec + At-exp(aixnp), гарантує відсупорівнянні з відомими способами, використати тність фазово - структурних змін в поверхневому ріжучу здатність круга і зберегти при цьому фазово шарі, тому що сила підтиску зразка до РПК при - структурний склад поверхневого шару без зміни попередній обробці по пружній схемі для рельєфу, сформованого під час правки, призначається з Поставлена задача вирішується за рахунок тоурахуванням температури фазово - структурних го, що у відомому способі шліфування, що вклюперетворень в поверхневому шарі чає відповідну обробку деталі на оптимальних режимах, що визначаються при обробці зразкової Реалізація способу під час плоского врізного деталі, згідно винаходу, подачу на врізання задаплоского шліфування сталі Р6М5ФЗ виконується ють перемінною на кожний прохід, а її величину таким чином знаходять ВІДПОВІДНО співвідношенню Обладнання плоскошліфувальний верстат SBP = tBC + At-exp(aixnp), моделі ЗГ71, модернізований для виконання електроерозійної правки, блок технологічного струму де tBC - глибина шліфування, що встановилася ИТТ-35 при попередній обробці зразково, деталі за пружною схемою, що аналогічна за кінематикою жорстПристрої пристрій для виконання плоского кій і виконується з постійною силою притиску зразпружного шліфування з постійним притиском зразка до робочої поверхні круга, яка забезпечує ка до РПК по схемі, кінематика якої аналогічна відсутність фазово-структурних перетворень в жорсткій схемі, пристрій для визначення КІЛЬКОСТІ поверхневому шарі зразка, видаленого шліфуванням оброблюваного матеріалу At - амплітуда зменшення глибини шліфування при попередній обробці деталі за пружною схемою Інструмент - алмазний круг 2720-0128 ГОСТ внаслідок погіршення ріжучої здатності робочої 16167-82 АС6-100/80-4-М2-01 поверхні, Робоче середовище - 0,3%-вий водний розчин a - емпіричний коефіцієнт, кальцинованої соди і - номер проходу інструмента з початку робоПеред початком обробки круг правили електти круга після правки, роерозійним способом з підведенням технологічного струму в зону різання від джерела технологіхпр - час робочого проходу при обробці деталі чного струму ИТТ-35 на наступних режимах Ознаками, що відрізняють заявлений спосіб електричних - напруга холостого ходу U xx = 60В, шліфування, є наступне середня сила току Іср = 8 - 10 А, механічних - глиподачу на врізання задають перемінною на бина різання t = 2 - 5мкм, поперечна подача S n = кожний прохід, Змм/хід (ручна), швидкість круга VK = 35м/с, швидвеличину подачі знаходять ВІДПОВІДНО співвідкість електрода Ve = бм/хв ношенню Для знаходження залежності, яка описує SBP = tBC + At exp(aixnp) вплив часу обробки на глибину шліфування, обуде tBC -глибина шліфування, що встановилася мовлений зміною ріжучої здатності круга, обробку при попередній обробці зразкової деталі за пружспочатку вели врізним шліфуванням зразка із сталі ною схемою, що аналогічна за кінематикою жорстР6М5ФЗ на режимах швидкість круга VK = 35м/с, кій і виконується з постійною силою притиску зразшвидкість поздовжнього ходу стола Vcm - бм/хв, ка до робочої поверхні круга, яка забезпечує сила підтиску зразка до РПК Рп = 80 Н Швидкість відсутність фазово - структурних перетворень в поздовжнього ходу стола Vcm визначалась з умов поверхневому шарі зразка, забезпечення параметру шорсткості обробленої At - амплітуда зменшення глибини шліфування поверхні R3 = О.бЗмкм, сила підтиску зразка до при попередній обробці деталі за пружною схемою РПК Рп - по температурі порогу фазово - структурвнаслідок погіршення ріжучої здатності робочої них перетворень, що для сталі Р6М5ФЗ дорівнює поверхні, 815 К Середні значення фактичної глибини шліa - емпіричний коефіцієнт, фування в різні моменти часу обробки приведені в і - номер проходу інструмента з початку роботабл 1 ти круга після правки, Таблиця 1 - Фактична глибина шліфування і хпр - час робочого проходу при обробці деталі 95%-ві довірчі інтервали при попередній обробці В запропонованому способі шліфування під 51396 зразків із сталі Р6М5ФЗ кругом 1А1 250 х 76 х 15 х 5 АС6-100/80-4-М2-01 Час шліфування х, хв 1 5 10 15 ЗО 45 60 Фактична глибина шліфування tl±l, мкм 14,31 ±2,78 9,14 ±0,69 5,09 ±0,55 2,66 ±0,55 0,86±0,19 0,68±0,19 0,24 ±0,19 Рівняння регресії t$ - /(х) для вказаних режимів попередньої оброки, яке одержане по даним табл 1, має вигляд to = 0,18+ 14,13 ехр(-0,118іхпр) Використовуючи це рівняння для жорсткої схеми шліфування розраховують подачу на врізання SBp = їф для і-го проходу, що виконує інструмент після правки, а ІНШІ елементи режиму(\/к, Vcm) переносяться з пружної схеми на жорстку без ЗМІН Час проходу(ходу при врізному плоскому шліфуванні) розраховується по відомимматематичним залежностям по розміру деталі, що оброблюється, а також в залежності від виду шліфування, наприклад плоске врізне шліфування Ва - ширина оброблюваної поверхні, мм, к - доля висоти круга при визначенні подачі, Вк - висота шліфувального круга, мм Визначимо підвищення продуктивності обробки при шліфуванні за новим способом, коли подача на врізання призначається на кожний прохід, а и величина визначається по формулі SBP = tBC + At exp(aixnp) і відомим способом, коли подача призначається на всі проходи однаковою Умови обробки плоске алмазне шліфування з поперечною подачею поверхні розміром 390 х 180мм із сталі Р6М5ФЗ кругом 1А1 250 х 76 х 15 х 5 АС6-100/804-М2-01 на наступних режимах VK = 35м/с, Vcm бм/хв, Snon - 0,8 х 15 = 12мм/хід Виконується п'ять проходів Розраховуємо час одного проходу (390 + 5+5J-18Q 'рх 1000-60,8-15 хв; Визначаємо подачу на врізання для шліфування за відомим способом SBp = tec + At-exp(aixnp) = 0,18+ 14,13 ехр(-0,118 5 1) = 8,01 « 8мкм Тоді продуктивність обробки за відомим способом П = 39O-18O-O,QQ8-5 n. 5-1 = 561 мм/хв. Визначимо подачу на врізання для шліфування за запропонованим способом окремо для проходів і = 1, 2, 3, 4, 5 Будемо мати SBpi = 13мкм, плоске шліфування з поперечною подачею SBp2 - 11 МКМ, SBp3 - 10 МКМ, SBP4 = 9 МКМ, SBP5 = 8 мкм кругле зовнішнє і внутрішнє шліфування з поздовжньою подачею Трх В цих формулах La - довжина поверхні, що обробляється, мм, у - величина врізання, мм, Д - величина перебігу, мм, Vcm - швидкість поздовжнього переміщення столу, м/хв, Va - швидкість деталі, м/хв, Da - діаметр оброблюваної поверхні, мм, Тоді продуктивність обробки Пн = 390180(0,013 + 0,011 + 0,010 + 0,009 + 0,008)/5 1 = 716мм3/хв Визначимо підвищення продуктивності обробки за 5хв шліфування за запропонованим способом ДП = 100 (Пн - Пв)/Пв = 100 (716 - 561J/561 = 27,6% Запропонований спосіб шліфування може застосовуватись при алмазному і абразивному шліфуванні матеріалів на підприємствах машинобудівного комплексу, забезпечуючи збільшення продуктивності за рахунок більш повного використання ріжучої здатності РПК, та зменшення трудомісткості пошуку оптимальних режимів обробки ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for grinding
Автори англійськоюMatiukha Petro Hryhorovych, Poltavets Valerii Vasyliovych, Strilkov Vadym Borysovych
Назва патенту російськоюСпособ шлифовки
Автори російськоюМатюха Петр Григорьевич, Полтавец Валерий Васильевич, Стрилков Вадим Борисович
МПК / Мітки
МПК: B24B 1/00
Мітки: спосіб, шліфування
Код посилання
<a href="https://ua.patents.su/3-51396-sposib-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування</a>
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: спосіб, торцевих, шліфування, поверхонь, циліндричних
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: циліндричних, шліфування, деталей, спосіб, торців
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб круглого врізного шліфування деталей

Номер патенту: 50182
Опубліковано: 15.10.2002
Автори: Євтухов Артем Віталійович, Сизий Юрій Анатолійович, Євтухов Віталій Геннадійович
МПК: B24B 1/00
Мітки: круглого, врізного, спосіб, деталей, шліфування
Формула / Реферат:
1. Спосіб круглого врізного шліфування деталей, при якому шліфувальному кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю і зміну швидкості обертання деталі, який відрізняється тим, що в момент створення безперервного контакту шліфувального круга з деталлю частоту обертання деталі одноразово зменшують у 2,5-3 рази.2. Спосіб по п. 1, який відрізняється тим, що момент створення...
Спосіб шліфування
Номер патенту: 46335
Опубліковано: 15.05.2002
Автори: Іщенко Олександр Львович, Байков Анатоій Вікторович, Михайлов Олександр Миколаєвич, Удовиченко Володимир Олександрович, Буленков Євген Олександрович
МПК: B24B 1/00
Мітки: шліфування, спосіб
Формула / Реферат:
Спосіб шліфування, що включає обертальний рух шліфувальних кругів навколо своїх осей, їх планетарний рух навколо центральної осі багатоінструментальної головки і відносне переміщення багатоінструментальної головки і виробу, який відрізняється тим, що шліфувальним кругам надають додатковий прямолінійний рух уздовж своїх осей обертання, при цьому обертальний рух шліфувальних кругів навколо своїх осей і додатковий прямолінійний їхній рух уздовж...
Спосіб шліфування некруглих деталей
Номер патенту: 37950
Опубліковано: 15.05.2001
Автори: Мамаліс Атанас, Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович, Уварова Юлія Леонідівна
МПК: B24B 17/00, B24B 1/00
Мітки: деталей, некруглих, шліфування, спосіб
Текст:
...заготівки і її закріплення. Після цього проводиться наступний цикл обробки. Приклад. Робилося шліфування багатогранних ріжучих пластин із твердого сплаву Т15К6 по задній поверхні на універсально-заточувальному верстаті мод. ЗД642Е, модернізованому для здійснення запропонованого способу шліфування. При шліфуванні використовувався ча шковий алмазний круг діаметром 150 мм, із шириною алмазного шару 10 мм. Характеристика круга: марка алмазів -...
Попередній патент: Майонез
Наступний патент: Механізм голки швейної машини
Випадковий патент: Спосіб виробництва оцту спиртового харчового натурального