Спосіб складання сонячних фотоелектричних панелей
Номер патенту: 98006
Опубліковано: 10.04.2015
Автори: Темченко Володимир Григорович, Дикуша Валерій Миколайович, Ганус Валерій Олександрович, Горбулик Володимир Іванович, Макаров Анатолій Володимирович, Клюй Микола Іванович
Формула / Реферат
Спосіб складання сонячних фотоелектричних панелей з фотоперетворювачів (ФП), що включає їх розташування в заданому порядку шляхом фіксації їх між собою, транспортування матриці ФП, комутацію елементів матриці ФП між собою та їх закріплення на каркасі батареї фотоелектричної (БФ), який відрізняється тим, що після фіксації ФП між собою їх розташовують на прозорій технологічній оснастці з вікнами, а фіксація ФП на оснастці здійснюється шляхом їх тимчасового приклеювання через вікна гнучкими прозорими стрічками, вкритими з однієї сторони перманентним клеєм.
Текст
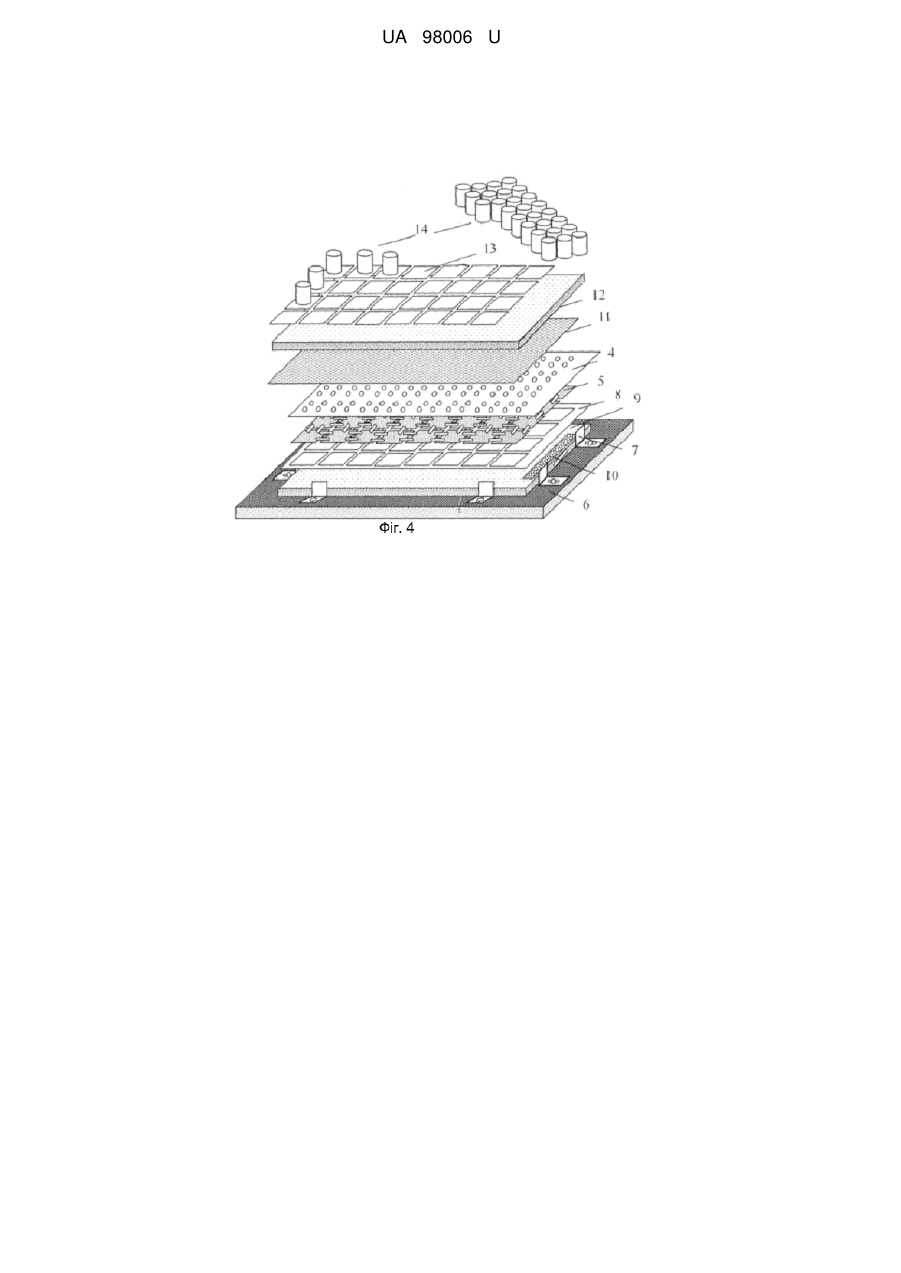
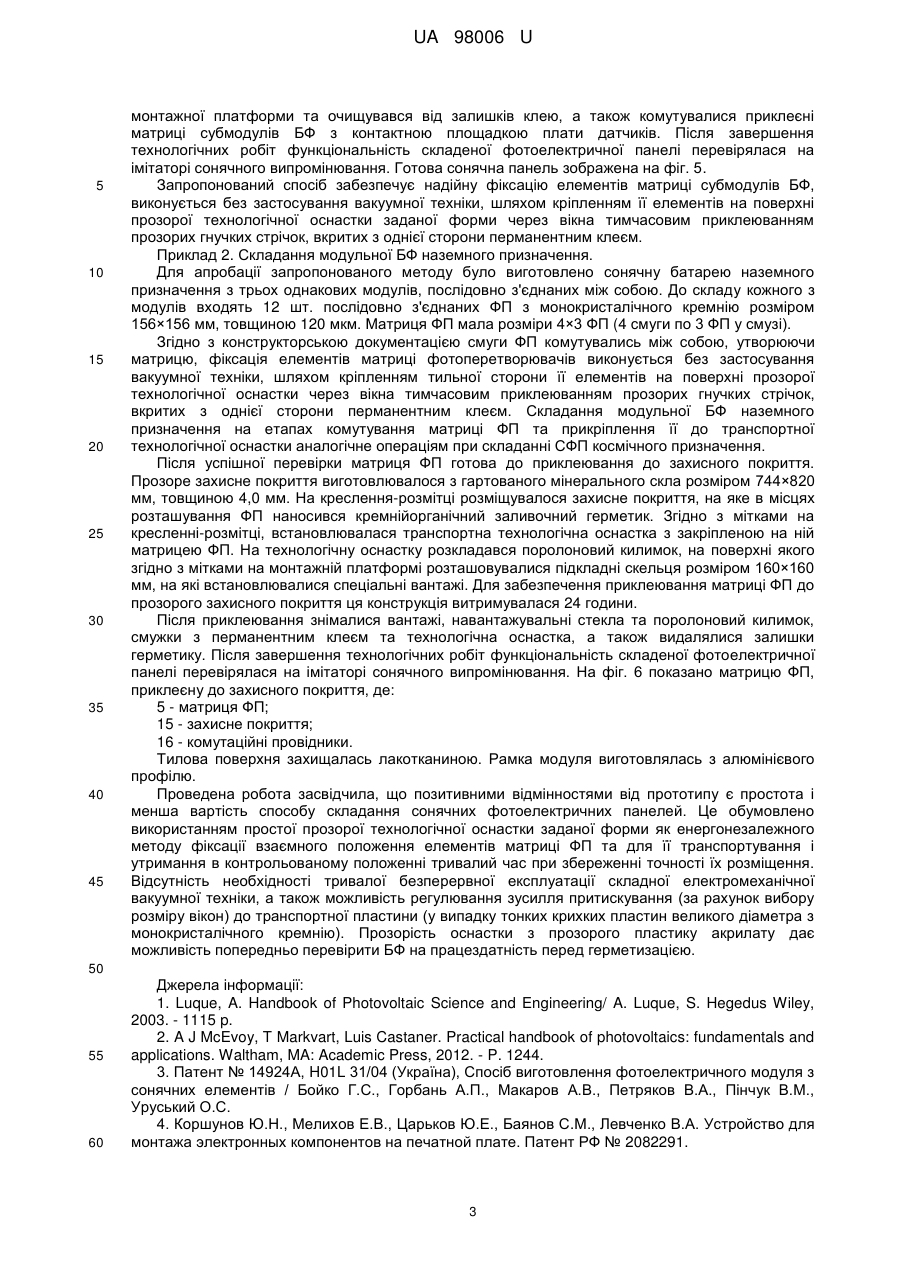
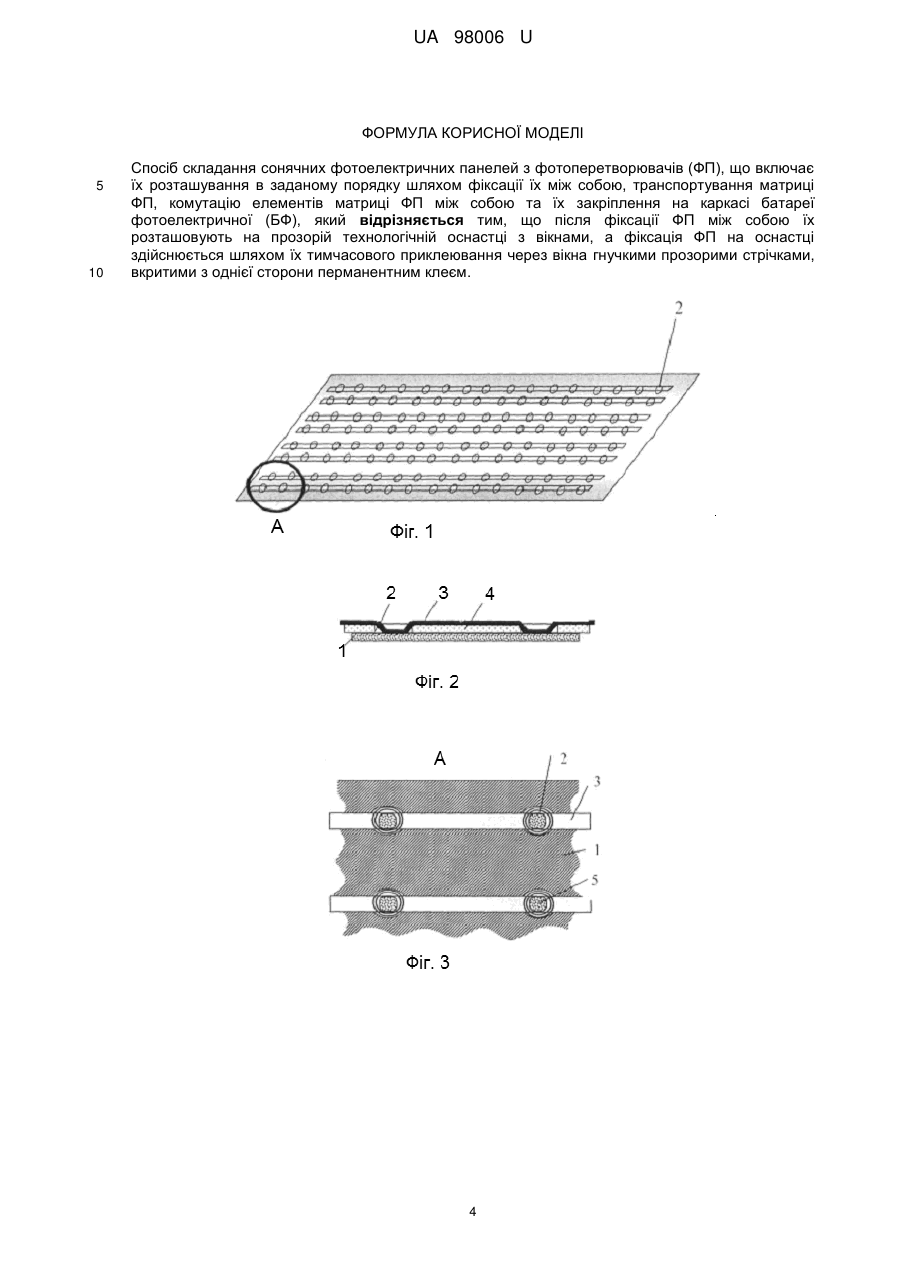
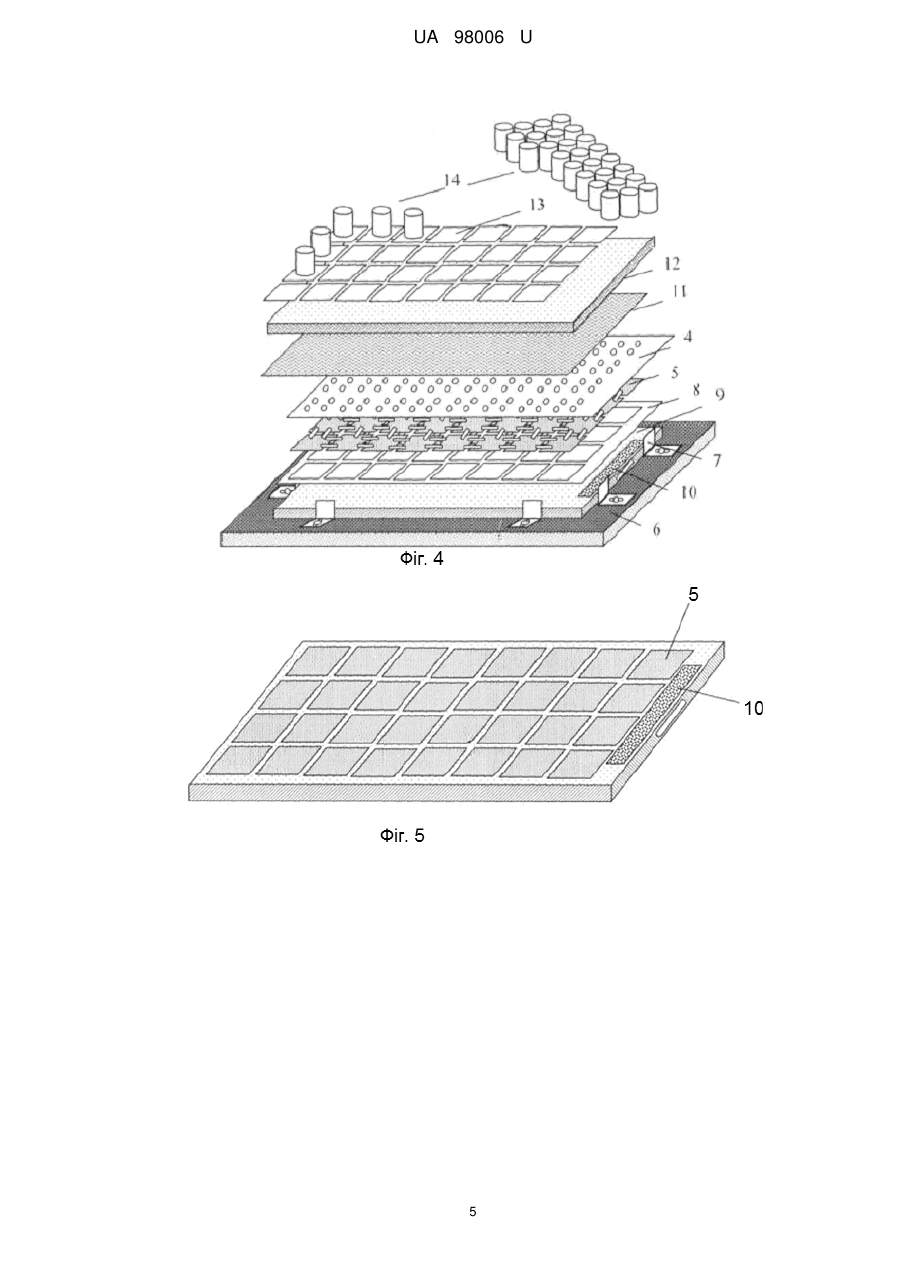
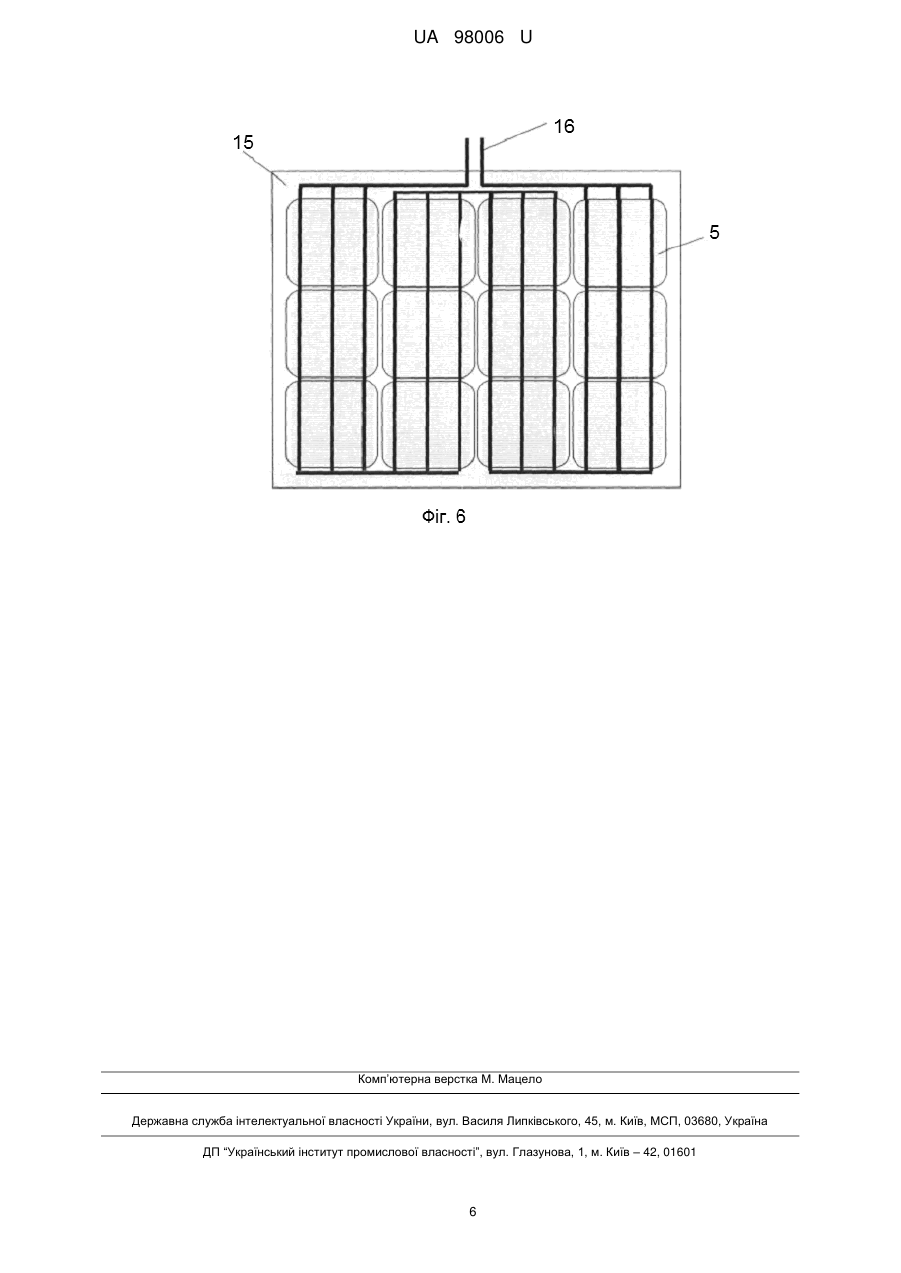
Реферат: Спосіб складання сонячних фотоелектричних панелей з фотоперетворювачів (ФП) включає їх розташування в заданому порядку шляхом фіксації між собою, транспортування матриці ФП, комутацію елементів матриці ФП між собою та їх закріплення на каркасі батареї фотоелектричної (БФ). Після фіксації ФП між собою їх розташовують на прозорій технологічній оснастці з вікнами, а фіксація ФП на оснастці здійснюється шляхом їх тимчасового приклеювання через вікна гнучкими прозорими стрічками, вкритими з однієї сторони перманентним клеєм. UA 98006 U (54) СПОСІБ СКЛАДАННЯ СОНЯЧНИХ ФОТОЕЛЕКТРИЧНИХ ПАНЕЛЕЙ UA 98006 U UA 98006 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до напівпровідникової сонячної енергетики і може бути використана для складання сонячних модулів (CM) або сонячних панелей (СП) з окремих фотоперетворювачів (ФП). Складання СП космічного або наземного призначення передбачає чітко визначену послідовність етапів: 1) підготовка ФП (або модулів ФП) до з'єднання у смуги (або напівсекції батареї фотоелектричної (БФ)); 2) виготовлення смуг БФ (або секцій БФ); 3) виготовлення матриці БФ; 4) приклеювання матриці БФ до жорсткого каркаса БФ; 5) герметизація БФ [1]. СП (або CM) містить набір ФП, які електрично з'єднані та встановлені таким чином, що утворюють матрицю розміщених у певному порядку елементів. В процесі складання сонячних фотоелектричних панелей форма матриці не повинна змінюватись при її транспортуванні, яке включає перенесення та перевертання навколо горизонтальної осі на 180°. Елементи матриці можуть бути великого розміру (квадрат із діагоналлю 8 дюймів і більше) і крихкими (з кристалічного кремнію товщиною ~150 мкм) з текстурованою або рівною поверхнею. Матриця кріпиться до жорсткої пластини заданої форми, яка забезпечує її захист від механічних пошкоджень і герметизується, в разі потреби. Елементами матриці можуть бути не тільки ФП, але й з'єднані та загерметизовані субмодулі ФП [2]. Традиційно у випадку СП космічного призначення, коли велике значення має забезпечення малої ваги, роль такої пластини відіграє жорсткий та легкий одночасно стільниково-пластовий каркас, на який наклеюється матриця ФП. Роль захисту фронтальної поверхні відіграє тонке (150-200 мкм) та легке захисне скло, приклеєне до фронтальних поверхонь зазвичай термостійким та еластичним при низьких температурах кремнійорганічним клеєм. Для наземних CM, коли роль ваги не настільки важлива, роль такої пластини бере на себе прозоре фронтальне захисне покриття, яке виконується з прозорого зміцненого скла. В обох випадках зручно зібрати матрицю ФП, перевірити її працездатність і потім наклеїти її на несучий елемент конструкції заданої форми. Зазвичай для вирішення цієї задачі використовують технологічне обладнання, що містить вакуумні присоски. Такі пристрої зручні, але складні, містять габаритну техніку, мають обмежений ресурс роботи [3]. Найбільш близьким до способу, що заявляється, (прототипом) є патент [4]. В ньому для тримання певної деталі та встановлення її з великою точністю на необхідну підкладку використовується вакуумний захват. Даний спосіб дозволяє надійно утримувати потрібні деталі під час їх транспортування в процесі складання електронного виробу. Проте використання вакуумної техніки потребує певних енерговитрат. Її не зручно використовувати в тривалих технологічних процесах, наприклад при склеюванні або твердненні двокомпонентних полімерів (~12-24 годин). Вакуумний притискач не дозволяє, тримаючи матрицю за фронтальну поверхню, перевіряти її працездатність за фотоелектричними характеристиками. Крім цього, вакуумний притискач потребує гладкої планарної механічно міцної поверхні об'єктів переносу, що накладає певні обмеження на його застосування. В основу корисної моделі поставлено задачу розробити більш простий та більш дешевий енергонезалежний метод фіксації взаємного положення елементів матриці ФП при збереженні точності їх розміщення в процесі складання сонячних фотоелектричних панелей. Поставлена задача вирішується способом складання сонячних фотоелектричних панелей (СФП) з фотоперетворювачів (ФП), який включає їх розташування в заданому порядку шляхом їх фіксації між собою, транспортування матриці ФП, комутацію елементів матриці ФП між собою та їх закріплення на каркасі батареї фотоелектричної (БФ), який відрізняється тим, що після фіксації ФП між собою їх розташовують на прозорій технологічній оснастці з вікнами, а фіксація ФП на оснастці здійснюється шляхом їх тимчасового приклеювання через вікна гнучкими прозорими стрічками, вкритими з однієї сторони перманентним клеєм. Використання простої прозорої технологічної оснастки з кріпленням до об'єкта транспортування через вікна за допомогою гнучких прозорих стрічок, вкритих з однієї сторони перманентним клеєм, є набагато більш простим технологічно і значно дешевшим економічно, ніж використання спеціальних вакуумних тримачів. До того ж в запропонованому способі відсутня необхідність тривалої безперервної експлуатації складної електромеханічної частини вакуумної техніки, що негативно позначається на її ресурсі. Завдяки можливості використання різної кількості вікон в технологічній оснастці, а також вибору розміру самих вікон, створюється необхідне притисне зусилля, що дозволяє надійно закріпити матрицю ФП на оснастці без ризику її ймовірного руйнування в місці контакту матриці ФП з оснасткою. Це дозволяє використовувати для складання СФП найсучасніші ФП, які мають тенденцію до збільшення горизонтальних розмірів та зменшення товщини, що в свою чергу призводить до значного зростання крихкості самих ФП. 1 UA 98006 U 5 10 15 20 25 30 35 40 45 50 55 60 На відміну від прототипу, де вакуумний захват перекриває поверхню елемента, що транспортується, додатковою перевагою використання прозорої технологічної оснастки в процесі складання СФП (під час транспортування матриці ФП) є можливість перевірки фотоелектричних параметрів комутованих між собою та закріплених на оснастці ФП, що дозволяє, в разі потреби, завчасно виявити відхилення та відповідно їх виправити для успішного завершення процесу складання СФП. Після перевірки матриці ФП відбувається її приклеювання до жорсткого каркаса та герметизації (у разі потреби). Прозора технологічна оснастка, що пропонується цим способом, зображена на кресленнях, де: - на фіг. 1 показаний її загальний вигляд; - на фіг. 2 показано її поперечний переріз; - на фіг. 3 показано збільшений вид А на фіг. 1, де: 1 - об'єкт транспортування (матриця ФП або субмодуль ФП); 2 - вікна в оснастці, через які здійснюється тимчасова фіксація об'єкта транспортування 1 на оснастці; 3 - прозора гнучка стрічка з перманентним клеєм з одного боку, яка через вікна 2 закріплює об'єкт транспортування 1 на технологічній оснастці; 4 - прозора пластина оснастки з вікнами. Приклади конкретного використання способу складання сонячних фотоелектричних панелей. Приклад 1. Складання СФП космічного призначення. До складу батареї фотоелектричної (БФ) для космічного апарату як комплектуючі деталі входить стільниково-пластовий каркас з платою датчиків та комплект з 32 шт. повністю зібраних та перевірених субмодулів БФ, розміром 100×100 мм. Поверхня каркаса БФ проходила відповідну підготовку (механічне очищення та знежирення) до склеювання, потім каркас БФ встановлювався на монтажну платформу. Зверху на каркас БФ (розміром 820×412 мм) викладалося креслення-розмітка для точного розташування матриці субмодулів БФ. Після того, як субмодулі БФ зайняли своє місце на кресленні-розмітці фронтальною стороною догори, накладалася оснастка для транспортування матриці субмодулів БФ. Прозора оснастка була виготовлена з оргскла та мала розміри 820×412 мм, а кількість вікон для утримання кожного субмодуля БФ - 4, кожне діаметром 15 мм. Взаємна фіксація фронтальної поверхні матриці БФ та транспортної оснастки відбувалася з використанням гнучкої стрічки, вкритої з одного боку перманентним клеєм. Після цього технологічна оснастка разом із матрицею субмодулів БФ переверталася тильною стороною субмодулів догори і транспортувалася до установки ультразвукового мікрозварювання для комутації субмодулів між собою. Працездатність з'єднаних субмодулів БФ перевірялася на імітаторі сонячного випромінювання. Після успішної перевірки матриця готова для приклеювання до каркаса БФ. Для цього на тильну поверхню матриці субмодулів БФ та на каркас БФ наносився багатокомпонентний клей-герметик. Потім технологічна оснастка переверталася тильною поверхнею субмодулів БФ донизу та встановлювалася на каркас БФ для приклеювання. Її положення відносно каркаса фіксують упори монтажної платформи. На технологічну оснастку розкладався поролоновий килимок, на поверхні якого згідно з мітками на монтажній платформі розташовувалися підкладні скельця розміром 100×100 мм, на які встановлювалися спеціальні вантажі. Для забезпечення приклеювання матриці субмодулів БФ до каркаса БФ ця конструкція витримувалася 24 години. На фіг. 4 зображено технологічне обладнання для складання сонячної фотоелектричної панелі, де: 4 - прозора технологічна оснастка з вікнами для фіксування та транспортування матриці БФ; 5 - матриця субмодулів БФ; 6 - монтажна платформа з фіксаторами каркаса БФ; 7 - фіксатори каркаса БФ; 8 - план-креслення розміщення субмодулів на каркасі БФ; 9 - каркас БФ; 10 - контактна площадка плати датчиків; 11 - поліетиленова прокладка; 12 - поролоновий килимок; 13 - підкладні стекла; 14 - вантажі. Після приклеювання знімалися вантажі, навантажувальні стекла та поролоновий килимок, смужки з перманентним клеєм та технологічна оснастка. Наступним етапом CM виймався з 2 UA 98006 U 5 10 15 20 25 30 35 40 45 монтажної платформи та очищувався від залишків клею, а також комутувалися приклеєні матриці субмодулів БФ з контактною площадкою плати датчиків. Після завершення технологічних робіт функціональність складеної фотоелектричної панелі перевірялася на імітаторі сонячного випромінювання. Готова сонячна панель зображена на фіг. 5. Запропонований спосіб забезпечує надійну фіксацію елементів матриці субмодулів БФ, виконується без застосування вакуумної техніки, шляхом кріпленням її елементів на поверхні прозорої технологічної оснастки заданої форми через вікна тимчасовим приклеюванням прозорих гнучких стрічок, вкритих з однієї сторони перманентним клеєм. Приклад 2. Складання модульної БФ наземного призначення. Для апробації запропонованого методу було виготовлено сонячну батарею наземного призначення з трьох однакових модулів, послідовно з'єднаних між собою. До складу кожного з модулів входять 12 шт. послідовно з'єднаних ФП з монокристалічного кремнію розміром 156×156 мм, товщиною 120 мкм. Матриця ФП мала розміри 4×3 ФП (4 смуги по 3 ФП у смузі). Згідно з конструкторською документацією смуги ФП комутувались між собою, утворюючи матрицю, фіксація елементів матриці фотоперетворювачів виконується без застосування вакуумної техніки, шляхом кріпленням тильної сторони її елементів на поверхні прозорої технологічної оснастки через вікна тимчасовим приклеюванням прозорих гнучких стрічок, вкритих з однієї сторони перманентним клеєм. Складання модульної БФ наземного призначення на етапах комутування матриці ФП та прикріплення її до транспортної технологічної оснастки аналогічне операціям при складанні СФП космічного призначення. Після успішної перевірки матриця ФП готова до приклеювання до захисного покриття. Прозоре захисне покриття виготовлювалося з гартованого мінерального скла розміром 744×820 мм, товщиною 4,0 мм. На креслення-розмітці розміщувалося захисне покриття, на яке в місцях розташування ФП наносився кремнійорганічний заливочний герметик. Згідно з мітками на кресленні-розмітці, встановлювалася транспортна технологічна оснастка з закріпленою на ній матрицею ФП. На технологічну оснастку розкладався поролоновий килимок, на поверхні якого згідно з мітками на монтажній платформі розташовувалися підкладні скельця розміром 160×160 мм, на які встановлювалися спеціальні вантажі. Для забезпечення приклеювання матриці ФП до прозорого захисного покриття ця конструкція витримувалася 24 години. Після приклеювання знімалися вантажі, навантажувальні стекла та поролоновий килимок, смужки з перманентним клеєм та технологічна оснастка, а також видалялися залишки герметику. Після завершення технологічних робіт функціональність складеної фотоелектричної панелі перевірялася на імітаторі сонячного випромінювання. На фіг. 6 показано матрицю ФП, приклеєну до захисного покриття, де: 5 - матриця ФП; 15 - захисне покриття; 16 - комутаційні провідники. Тилова поверхня захищалась лакотканиною. Рамка модуля виготовлялась з алюмінієвого профілю. Проведена робота засвідчила, що позитивними відмінностями від прототипу є простота і менша вартість способу складання сонячних фотоелектричних панелей. Це обумовлено використанням простої прозорої технологічної оснастки заданої форми як енергонезалежного методу фіксації взаємного положення елементів матриці ФП та для її транспортування і утримання в контрольованому положенні тривалий час при збереженні точності їх розміщення. Відсутність необхідності тривалої безперервної експлуатації складної електромеханічної вакуумної техніки, а також можливість регулювання зусилля притискування (за рахунок вибору розміру вікон) до транспортної пластини (у випадку тонких крихких пластин великого діаметра з монокристалічного кремнію). Прозорість оснастки з прозорого пластику акрилату дає можливість попередньо перевірити БФ на працездатність перед герметизацією. 50 55 60 Джерела інформації: 1. Luque, A. Handbook of Photovoltaic Science and Engineering/ A. Luque, S. Hegedus Wiley, 2003. - 1115 p. 2. A J McEvoy, T Markvart, Luis Castaner. Practical handbook of photovoltaics: fundamentals and applications. Waltham, MA: Academic Press, 2012. - P. 1244. 3. Патент № 14924А, H01L 31/04 (Україна), Спосіб виготовлення фотоелектричного модуля з сонячних елементів / Бойко Г.С., Горбань А.П., Макаров А.В., Петряков В.А., Пінчук В.М., Уруський О.С. 4. Коршунов Ю.Н., Мелихов Е.В., Царьков Ю.Е., Баянов С.М., Левченко В.А. Устройство для монтажа электронных компонентов на печатной плате. Патент РФ № 2082291. 3 UA 98006 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб складання сонячних фотоелектричних панелей з фотоперетворювачів (ФП), що включає їх розташування в заданому порядку шляхом фіксації їх між собою, транспортування матриці ФП, комутацію елементів матриці ФП між собою та їх закріплення на каркасі батареї фотоелектричної (БФ), який відрізняється тим, що після фіксації ФП між собою їх розташовують на прозорій технологічній оснастці з вікнами, а фіксація ФП на оснастці здійснюється шляхом їх тимчасового приклеювання через вікна гнучкими прозорими стрічками, вкритими з однієї сторони перманентним клеєм. 4 UA 98006 U 5 UA 98006 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюMakarov Anatolii Volodymyrovych, Klui Mykola Ivanovych, Horbulyk Volodymyr Ivanovych
Автори російськоюМакаров Анатолий Владимирович, Клюй Николай Иванович, Горбулик Владимир Иванович
МПК / Мітки
МПК: H01L 21/68
Мітки: сонячних, спосіб, фотоелектричних, панелей, складання
Код посилання
<a href="https://ua.patents.su/8-98006-sposib-skladannya-sonyachnikh-fotoelektrichnikh-panelejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб складання сонячних фотоелектричних панелей</a>
Спосіб формування фотоелектричних шарів вуглецевих сонячних елементів
Номер патенту: 90959
Опубліковано: 10.06.2014
Автор: Пеленський Роман Андрійович
МПК: H01L 31/167
Мітки: шарів, формування, елементів, фотоелектричних, сонячних, вуглецевих, спосіб
Формула / Реферат:
Спосіб формування фотоелектричних шарів вуглецевих сонячних елементів, який полягає в тому, що на границі р- та n-областей провідності напилюють пошарово з напівпровідникового матеріалу або графену з додаванням акцепторної домішки невисокої концентрації і гідрогенізацією кожного шару графену, поверх р-області напилюють високолеговану плівку n-типу провідності, гідрогенізовану у випадку графену, поверх областей р- та n-типу провідностей...
Спосіб складання панелей
Номер патенту: 65730
Опубліковано: 12.12.2011
Автор: Кисельов Дмитро Сергійович
МПК: B27M 3/34, A47B 45/00, E04C 1/00, A47B 47/00, A47B 43/00, B29D 12/00
Мітки: складання, спосіб, панелей
Формула / Реферат:
1. Спосіб складання панелей, за яким здійснюють скріплення щонайменше двох панелей за допомогою входження прорізі, виконаної у площині однієї панелі, у прорізь, виконану у площині іншої панелі, який відрізняється тим, що виконують щонайменше один виріз контурної сторони кожної панелі, який містить пряму ділянку, потім додатково з'єднують скріплені панелі з щонайменше однією фіксуючою панеллю, поверхню якої розташовують у площині,...
Очищувач панелей сонячних батарей
Номер патенту: 80197
Опубліковано: 13.05.2013
Автори: Сидоренко Юрій Григорович, Петренко Сергій Юрійович, Бейлін Георгій Володимирович
МПК: F24J 2/46
Мітки: батарей, сонячних, панелей, очищувач
Формула / Реферат:
1. Очищувач панелей сонячних батарей, що включає механізм його пересування вздовж панелей, живильний трубопровід для транспортування води та вузол очищення з щіткою, встановленою на механізмі пересування та призначеною для контактування з очищуваною поверхнею, який відрізняється тим, що очищувач забезпечений рушієм-гідромотором, вхід камери якого призначений для з'єднання з живильним трубопроводом, вузол очищення складається з двох несучих...
Універсальна система кріплення панелей сонячних батарей “актив”
Номер патенту: 74872
Опубліковано: 12.11.2012
Автори: Янцелевич Анатолій Олександрович, Кужельний Костянтин Борисович
МПК: H01L 31/00
Мітки: батарей, панелей, система, сонячних, кріплення, універсальна, актив
Формула / Реферат:
1. Універсальна система кріплення панелей сонячних батарей "АКТИВ", що містить опори, несучу конструкцію та засоби кріплення, яка відрізняється тим, що• опори виконано у вигляді ряду вертикальних палів,• несучу конструкцію виконано у вигляді принаймні двох паралельних між собою горизонтальних рядів опорних рійок, які є поздовжніми несучими елементами, та декількох паралельних між собою горизонтальних рядів несучих...
Будівельна панель та спосіб складання суттєво площинної сукупності множини окремих панелей (варіанти)
Номер патенту: 87668
Опубліковано: 10.08.2009
Автор: Ардерн Ферґус Джонатан
Мітки: множині, складання, суттєво, панелей, сукупності, варіанти, спосіб, панель, окремих, площинної, будівельна
Формула / Реферат:
1. Будівельна панель, що має центральну секцію та дві протилежні кінцеві секції, з яких центральну секцію виконано загалом прямокутної форми з двома паралельними зовнішніми боковими ребрами та двома паралельними торцевими ребрами, кожну кінцеву секцію виконано з частини у формі рівнобедреної трапеції, поєднаної з прямокутною частиною, з яких трапецеїдальна частина має паралельні довге і коротке ребра та пару зовнішніх скісних ребер, а...
Попередній патент: Спосіб санації середовищ для розбавлення сперми жеребців та нейтралізації негативної дії мікотоксинів
Наступний патент: Молотильний барабан зернозбирального комбайна
Випадковий патент: Автоматичний гідрореактивний трансформатор