Установка для обкатки порожнистих циліндричних виробів
Номер патенту: 9918
Опубліковано: 30.09.1996
Автори: Губа Микола Іванович, Новицький Георгій Альбертович, Малолетній Анатолій Іванович, Алпатов Євгеній Миколайович, Мясоїд Сергій Михайлович, Слуцькій Микола Михайлович
Формула / Реферат
(57) Установка для обкатки полых цилиндрических изделий, содержащая формующий инструмент, установленный на подвижном в горизонтальной плоскости основании, зажимное устройство с приводом его вращения и нагревательное устройство с профильной рабочей поверхностью, соответствующей рабочей поверхности формующего инструмента, отличающаяся тем, что она снабжена дополнительным с независимым источником питания нагревательным устройством, установленным с возможностью поворота в вертикальной плоскости на входной стороне основного нагревательного устройства и выполненным с цилиндрической рабочей поверхностью с радиусом, равным расстоянию между горизонтальной осью установки и рабочей поверхностью входного участка основного нагревательного устройства, шириной, равной ширине входного участка формующего инструмента, и длиной по окружности, равной 30°... 180°, при этом длина основного нагревательного устройства равна 0,5...0,95длины профильного участка формующего инструмента.
Текст
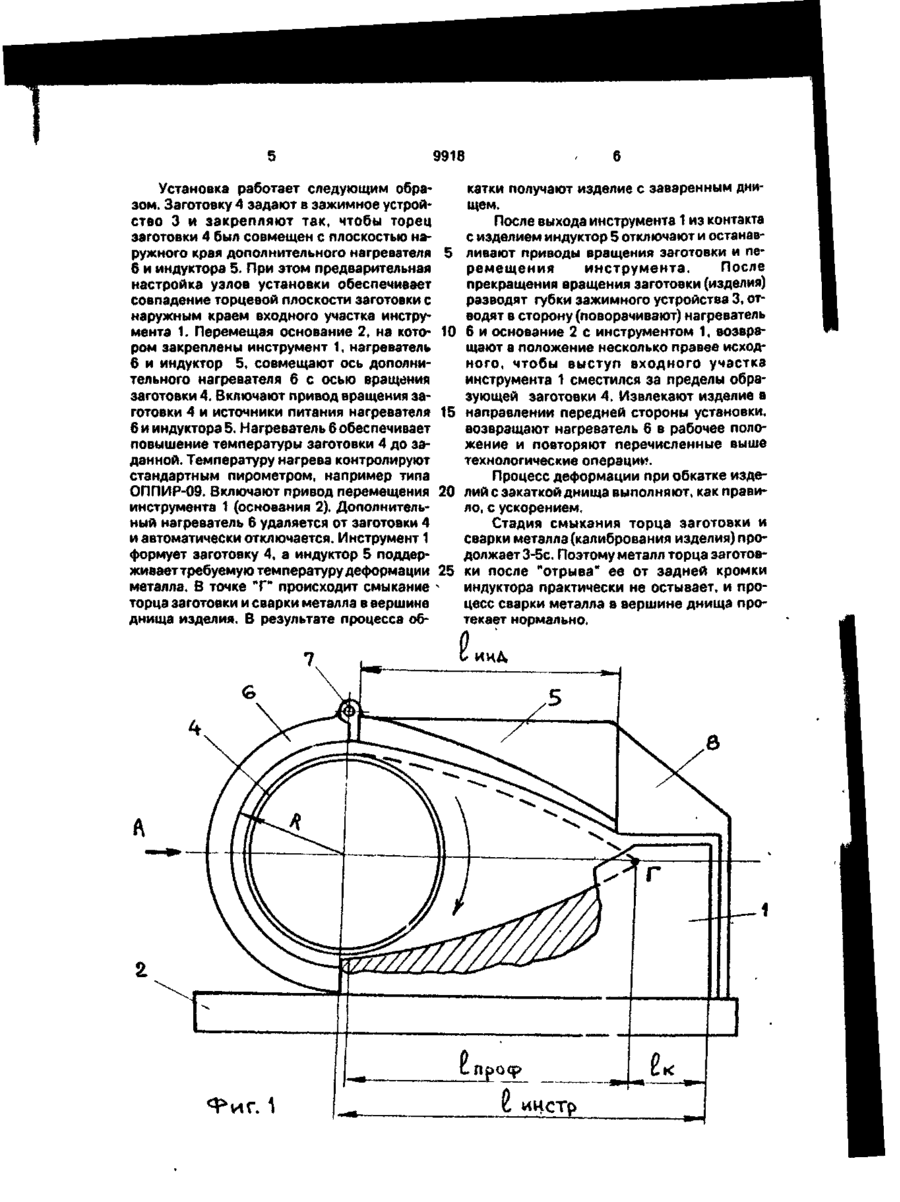
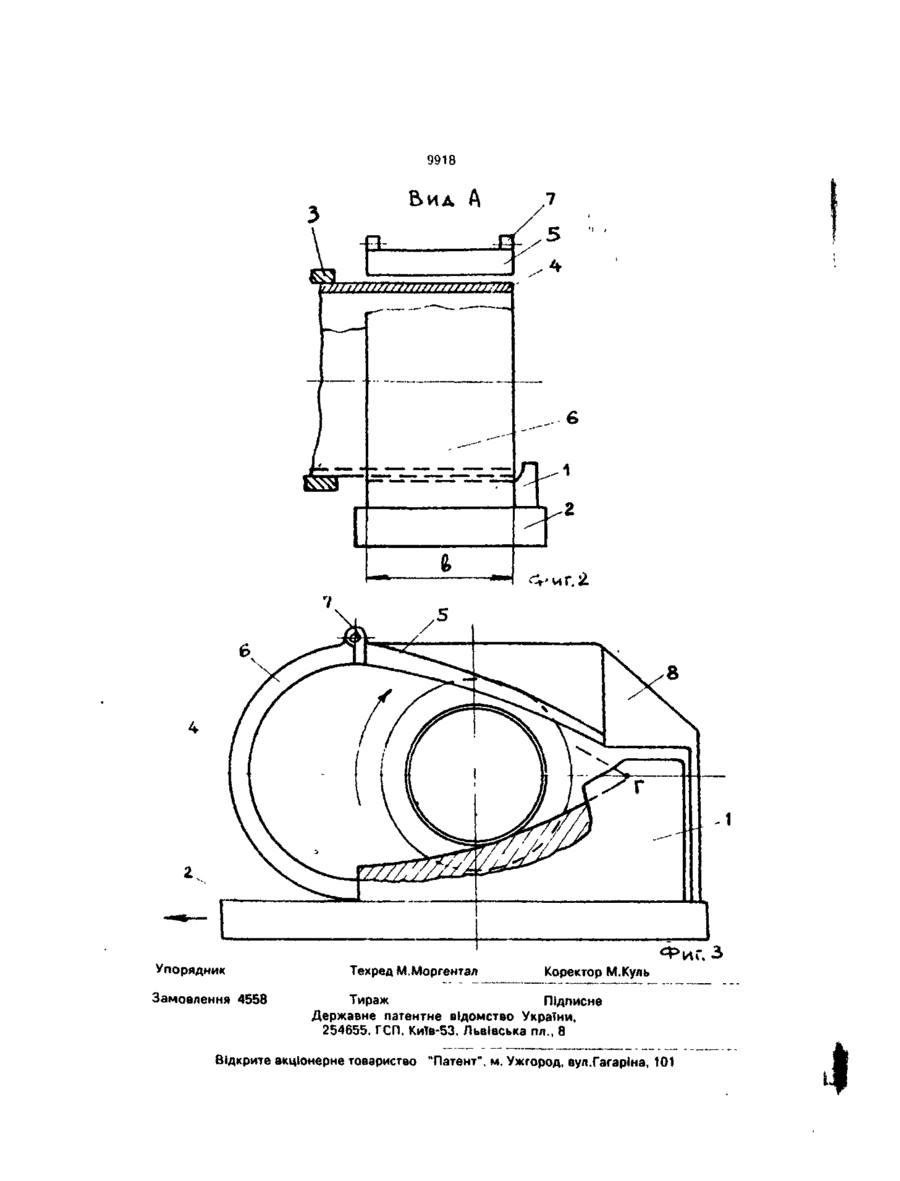
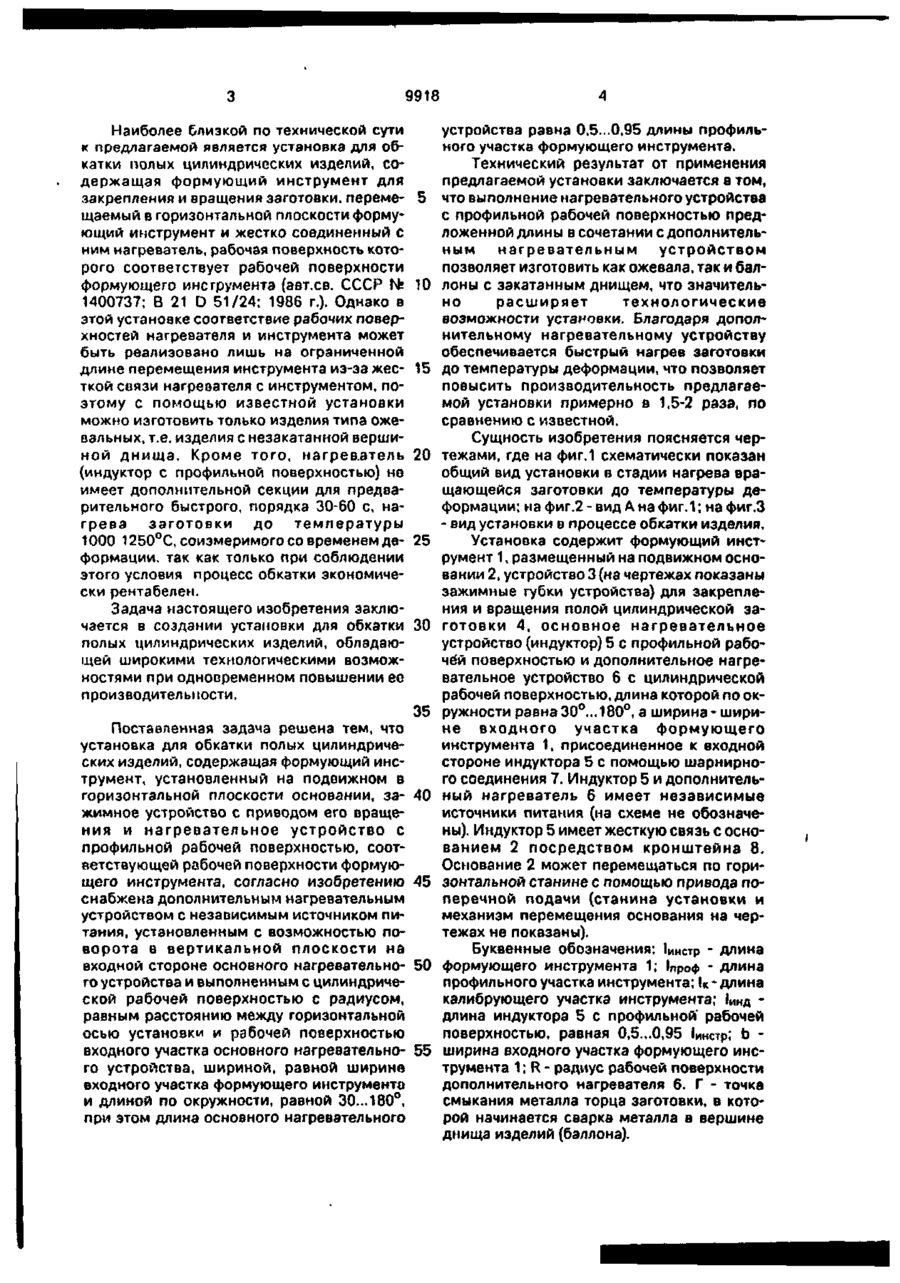
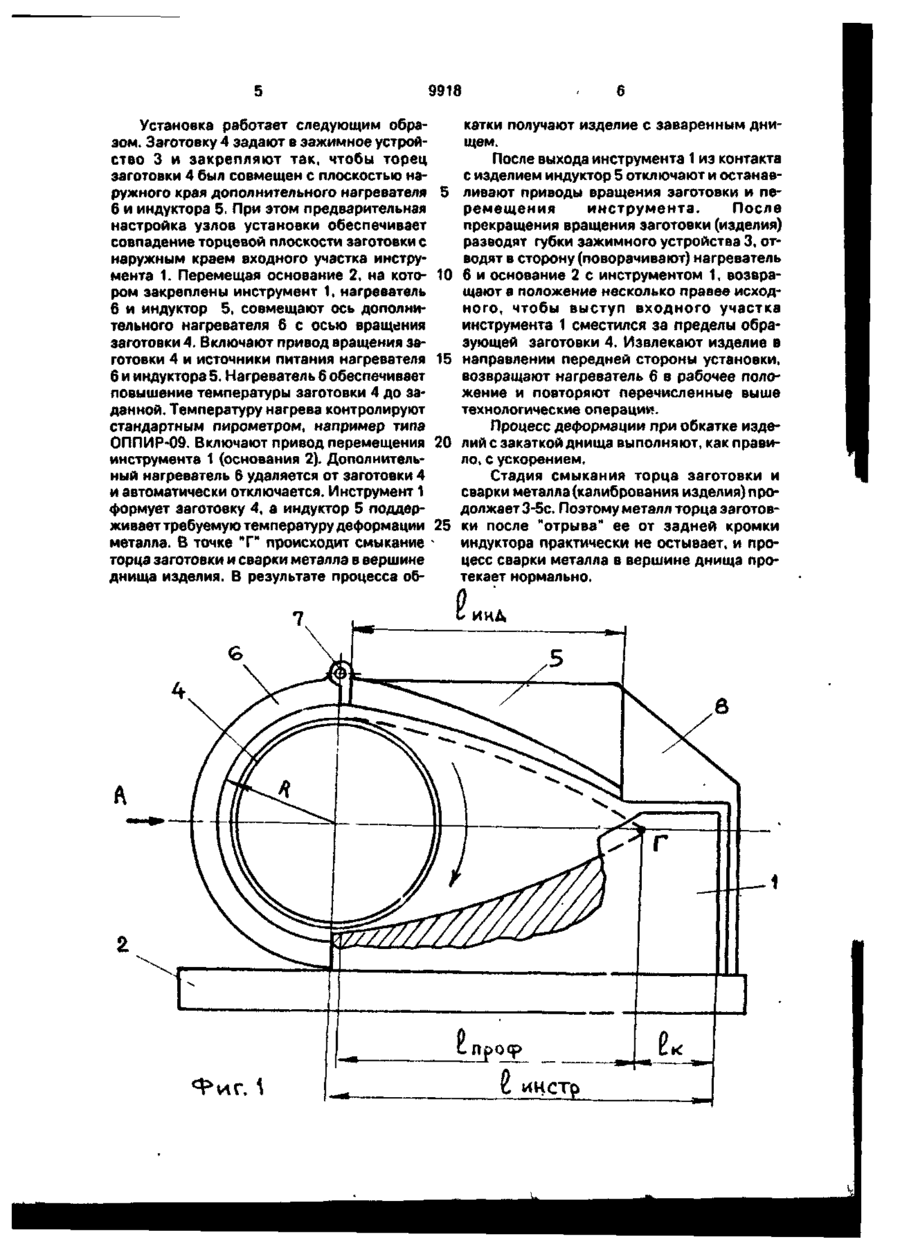
Установка для обкатки полых цилиндрических изделий, содержащая формующий инструмент, установленный на подвижном в горизонтальной плоскости основании, за жимное устройство с приводом его вращлния и нагревательное устройство с профильной рабочей поверхностью, соответствующей рабочей поверхности формующего инструмента, о т л и ч а ю щ а я с я тем. что она снабжена дополнительным с независимым источником питания нагревательным устройством, установленным с воз можностью поворота в вертикальной плоскости на входной стороне основного нагревательного устройства и выполненным с цилиндрической рабочей поверхностью с радиусом, равным расстоянию между горизонтальной осью установки и рабочей поверхностью входного участка основного нагревательного устройства, шириной, равной ширине входного участка формующего инструмента, и длиной по окружности, равной 30°. 180°, при этом длина основного нагревательного устройства равна 0,5...0,95 длины профильного участка формующего инструмента. Изобретение относится к обработке металлов давлением и может быть использовано для изготовления обкаткой полых цилиндрических изделий, в частности тонкостенных баллонов (с отношением D/S порядка 40-100 и более). При обкатке тонкостенных изделий с закаткой (сваркой) металла в вершине днища обычно применяют профильный формующий инструмент трения скольжения, который перемещают перпендикулярно оси нагретой вращающейся заготовки Этот инструмент позволяет осуществить процесс Обкатки постепенно, без потери устойчивости заготовки. В традиционных установках для изготовления баллонов обкаткой не предусмотрены средства для осуществления технологического процесса с непрерывным подводом тепла для компенсации тепловых потерь металла заготовки. Поэтому для получения изделий с заваркой металла в вершине днища применяют сравнительно массивные заготовки (D/S не более 40), которые обкатывают после нагрева до требуемой температуры деформации. С > о ю 00 О 9918 Наиболее близкой по технической сути к предлагаемой является установка для обкатки полых цилиндрических изделий, содержащая формующий инструмент для закрепления и вращения заготовки, переме- 5 щаемый в горизонтальной плоскости формующий инструмент и жестко соединенный с ним нагреватель, рабочая поверхность которого соответствует рабочей поверхности формующего инструмента (авт.св. СССР hfe 10 1400737; В 21 D 51/24; 1986 г.). Однако в этой установке соответствие рабочих поверхностей нагревателя и инструмента может быть реализовано лишь на ограниченной длине перемещения инструмента из-за жес- 15 ткой связи нагревателя с инструментом, поэтому с помощью известной установки можно изготовить только изделия типа ожевзльных, т.е. изделия с незакатанной вершиной днища. Кроме того, нагреватель 20 (индуктор с профильной поверхностью) не имеет дополнительной секции для предварительного быстрого, порядка 30-60 с, нагрева заготовки до температуры 1000 1250°С, соизмеримого со временем де- 25 формации, так как только при соблюдении этого условия процесс обкатки экономически рентабелен. Задача настоящего изобретения заключается в создании установки для обкатки 30 полых цилиндрических изделий, обладающей широкими технологическими возможностями при одновременном повышении ее производительности. 35 Поставленная задача решена тем, что установка для обкатки полых цилиндрических изделий, содержащая формующий инструмент, установленный на подвижном в горизонтальной плоскости основании, за- 40 жимное устройство с приводом его вращения и нагревательное устройство с профильной рабочей поверхностью, соответствующей рабочей поверхности формующего инструмента, согпасно изобретению 45 снабжена дополнительным нагревательным устройством с независимым источником питания, установленным с возможностью поворота в вертикальной плоскости на входной стороне основного нагревательно- 50 го устройства и выполненным с цилиндрической рабочей поверхностью с радиусом, равным расстоянию между горизонтальной осью установки и рабочей поверхностью входного участка основного нагревательно- 55 го устройства, шириной, равной ширине входного участка формующего инструмента и длиной по окружности, равной 30... 180°, при этом длина основного нагревательного устройства равна 0,5...0,95 длины профильного участка формующего инструмента. Технический результат от применения предлагаемой установки заключается в том, что выполнение нагревательного устройства с профильной рабочей поверхностью предложенной длины в сочетании с дополнительным нагревательным устройством позволяет изготовить как ожевала, так и баллоны с закатанным днищем, что значительно расширяет технологические возможности установки. Благодаря дополнительному нагревательному устройству обеспечивается быстрый нагрев заготовки до температуры деформации, что позволяет повысить производительность предлагаемой установки примерно в 1,5-2 раза, по сравнению с известной. Сущность изобретения поясняется чертежами, где на фиг.1 схематически показан общий вид установки в стадии нагрева вращающейся заготовки до температуры деформации; на фиг.2 - вид А на фиг.1; на фиг.З - вид установки в процессе обкатки изделия. Установка содержит формующий инструмент 1, размещенный на подвижном основании 2, устройство 3 (на чертежах показаны зажимные губки устройства) для закрепления и вращения полой цилиндрической заготовки 4, основное нагревательное устройство (индуктор) 5 с профильной рабочей поверхностью и дополнительное нагревательное устройство 6 с цилиндрической рабочей поверхностью, длина которой по окружности равна 30°... 180°, а ширина - ширине входного участка формующего инструмента 1, присоединенное к входной стороне индуктора 5 с помощью шарнирного соединения 7. Индуктор 5 и дополнительный нагреватель 6 имеет независимые источники питания (на схеме не обозначены). Индуктор 5 имеет жесткую связь с основанием 2 посредством кронштейна 8. Основание 2 может перемещаться по горизонтальной станине с помощью привода поперечной подачи (станина установки и механизм перемещения основания на чертежах не показаны). Буквенные обозначения; Іинстр - длина формующего инструмента 1; Іпроф - длина профильного участка инструмента; 1К - длина калибрующего участка инструмента; Іинд длина индуктора 5 с профильной' рабочей поверхностью, равная 0,5...0,95 Іинстр; b ширина входного участка формующего инструмента 1; R - радиус рабочей поверхности дополнительного нагревателя 6. Г - точка смыкания металла торца заготовки, в которой начинается сварка металла в вершине днища изделий (баллона). 9918 Установка работает следующим образом. Заготовку 4 задают в зажимное устройство 3 и закрепляют так, чтобы торец заготовки 4 был совмещен с плоскостью наружного края дополнительного нагревателя 5 б и индуктора 5. При этом предварительная настройка узлов установки обеспечивает совпадение торцевой плоскости заготовки с наружным краем входного участка инструмента 1. Перемещая основание 2, на кото- 10 ром закреплены инструмент 1, нагреватель 6 и индуктор 5, совмещают ось дополнительного нагревателя 6 с осью вращения заготовки 4. Включают привод вращения заготовки 4 и источники питания нагревателя 15 6 и индуктора 5. Нагреватель 6 обеспечивает повышение температуры заготовки 4 до заданной. Температуру нагрева контролируют стандартным пирометром, например типа ОППИР-09. Включают привод перемещения 20 инструмента 1 (основания 2). Дополнительный нагреватель б удаляется от заготовки 4 и автоматически отключается. Инструмент 1 формует заготовку 4, а индуктор 5 поддерживает требуемую температуру деформации 25 металла. В точке Т " происходит смыкание у торца заготовки и сварки металла в вершине днища изделия. В результате процесса об катки получают изделие с заваренным днищем. После выхода инструмента 1 из контакта с изделием индуктор 5 отключают и останавливают приводы вращения заготовки и перемещения инструмента. После прекращения вращения заготовки (изделия) разводят губки зажимного устройства 3, отводят в сторону (поворачивают) нагреватель 6 и основание 2 с инструментом 1, возвращают в положение несколько правее исходного, чтобы выступ входного участка инструмента 1 сместился за пределы образующей заготовки 4. Извлекают изделие в направлении передней стороны установки, возвращают нагреватель 6 в рабочее положение и повторяют перечисленные выше технологические операции. Процесс деформации при обкатке изделий с закаткой днища выполняют, как правило, с ускорением. Стадия смыкания торца заготовки и сварки металла (калибрования изделия) продолжает 3-5с. Поэтому металл торца заготовки после "отрыва" ее от задней кромки индуктора практически не остывает, и процесс сварки металла в вершине днища протекает нормально. в Фиг. \ 9918 Вид А ,7 5 4 j 1.1 иг, 2 8 Упорядник Замовлення 4558 Техред М Моргентал Коректор М.Куль Тираж Підписне Державне патентне відомство України, 254655. ГСП. КиТв-53. Львівська пл , 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for running-in of hollow cylindrical articles
Автори англійськоюMiasoid Serhii Mykhailovych, Alpatov Yevhenii Mykolaiovych, Huba Mykola Ivanovych, Slutskii Mykola Mykhailovych, Maloletnii Anatolii Ivanovych
Назва патенту російськоюУстановка для обкатки полых цилиндрических изделий
Автори російськоюМясоед Сергей Михайлович, Алпатов Евгений Николаевич, Губа Николай Иванович, Слуцкий Николай Михайлович, Малолетний Анатолий Иванович
МПК / Мітки
МПК: B21D 51/16
Мітки: обкатки, виробів, установка, порожнистих, циліндричних
Код посилання
<a href="https://ua.patents.su/8-9918-ustanovka-dlya-obkatki-porozhnistikh-cilindrichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Установка для обкатки порожнистих циліндричних виробів</a>
Установка для виготовлення порожнистих біметалічних заготовок черв’ячних коліс
Номер патенту: 6661
Опубліковано: 29.12.1994
Автор: Блескун Валерій Пилипович
Мітки: коліс, установка, біметаличних, черв'ячних, виготовлення, заготовок, порожнистих
Формула / Реферат:
(56) 1. Установка для изготовления полых биметаллических заготовок червячных колес, содержащая охладительную трубку для намораживания металла и профилирующее устройство, выполненное в виде калиброванной втулки, отличающаяся тем, что она снабжена направляющей устройством в виде корпуса, в нижней части которого со стороны внутренней поверхности выполнены выступы, а профилирующее устройство выполнено с зубчатой внутренней поверхностью и...
Литтєва форма для виготовлення порожнистих виробів
Номер патенту: 5294
Опубліковано: 28.12.1994
Автор: Бакай Сергій Панасович
МПК: B29C 45/44, B29C 45/26
Мітки: виробів, форма, литтєва, порожнистих, виготовлення
Формула / Реферат:
1. Литьевая форма для изготовления полых изделий, содержащая неподвижную и подвижную полуформы, формующие знаки, вкладыш и выталкивающую систему, отличающаяся тем, что форма снабжена П-образной плитой съема, которая расположена с зазором относительно торца формующей полости, и перпендикулярно установленной к плоскости разъема формы дополнительной плитой, в которой закреплены формующие знаки и вкладыш, причем в плите съема выполнены отверстия...
Кутова головка для обкладки циліндричних виробів гумовою сумішшю
Номер патенту: 648
Опубліковано: 15.12.1993
Автор: Зінченко Анатолій Іванович
МПК: B29C 47/22, B29C 47/20
Мітки: обкладки, сумішшю, гумовою, циліндричних, кутова, головка, виробів
Формула / Реферат:
Формула изобретения1. Угловая головка для обкладки цилиндрических изделий резиновой смесью, содержащая корпус, во входной зоне которого размещен наконечник червяка, в зоне поворота с возможностью осевого перемещения смонтирована цилиндрическая направляющая и в выходной зоне установлены с образованием формующего канала дорн, закрепленный на цилиндрической направляющей, и мундштук со средствами регулирования его положения, причем в зоне...
Установка для безперервної відливки виробів
Номер патенту: 9915
Опубліковано: 30.09.1996
Автор: Жеребний Михайло Олександрович
МПК: B22D 15/00
Мітки: відливки, безперервної, виробів, установка
Формула / Реферат:
(57) Установка для непрерывной отливки изделий, содержащая полуформы, установленные на тележках, закрепленных на цепях сопряженных между собой конвейеров, образующие общий заливочный канал, и заливочное устройство, отличающаяся тем, что полуформы закреплены на тележках шарнирно, ось вращения которых смещены относительно центра тяжести, а конвейер выполнен вертикально-замкнутым и установлен наклонно к горизонтальной плоскости.
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: металів, заготовок, пристрій, кольорових, горизонтального, сплавів, безперервного, лиття, порожнистих
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Попередній патент: Установка для безперервної відливки виробів
Наступний патент: Адсорбційний тепловий насос
Випадковий патент: Тепловий пожежний сповіщувач