Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів
Номер патенту: 100284
Опубліковано: 10.12.2012
Автори: Каховський Юрій Миколайович, Фадєєва Галина Вікторівна, Коваленко Дмитро Васильович, Коваленко Ігор Васильович, Бабич Олександр Анатолійович, Каховський Микола Юрійович, Ющенко Костянтин Андрійович, Супрун Сергій Олександрович

Формула / Реферат
1. Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, який складається зі сталевої оболонки та шихти, яка містить активуючий флюс відповідного складу, а саме: оксид кремнію, метасилікат заліза, ортотитанат заліза, метатитанат заліза та дититанат заліза, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 15,0...27,0 мас. %, а шихта додатково містить нікелевий порошок, марганець металічний, кремній кристалічний при наступному співвідношенні компонентів, мас. %:
активуючий флюс
11,0...60,0
нікелевий порошок
26,0...75,0
марганець металевий
1,5...16,0
кремній кристалічний
0,2...1,5,
при цьому коефіцієнт заповнення порошкового дроту складає 15,0...45,0 мас. %.
2. Порошковий дріт за п. 1, який відрізняється тим, що шихта додатково містить хром металевий у кількості 1,0...12,0 % мас., вміст хрому в шихті та оболонці відповідає співвідношенню:
30>(1-K)·Сr(в оболонці)+K·Сr(в шихті)>2,
де K=0,15...0,45.
3. Порошковий дріт за п. 1 або п. 2, який відрізняється тим, що шихта додатково містить оксиди цирконію та хрому разом, або поодинці, у кількості 0,1...1,5 % мас.
Текст
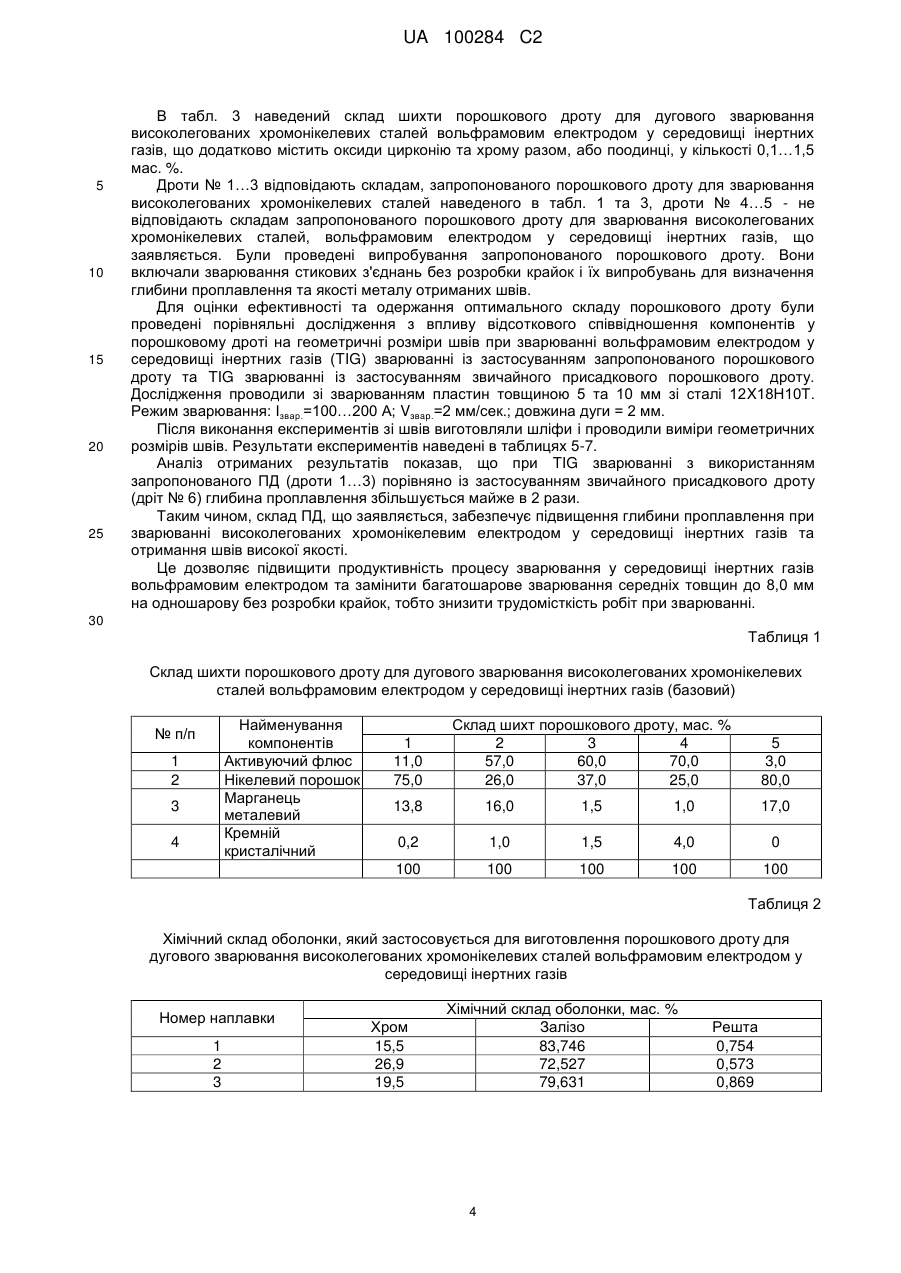
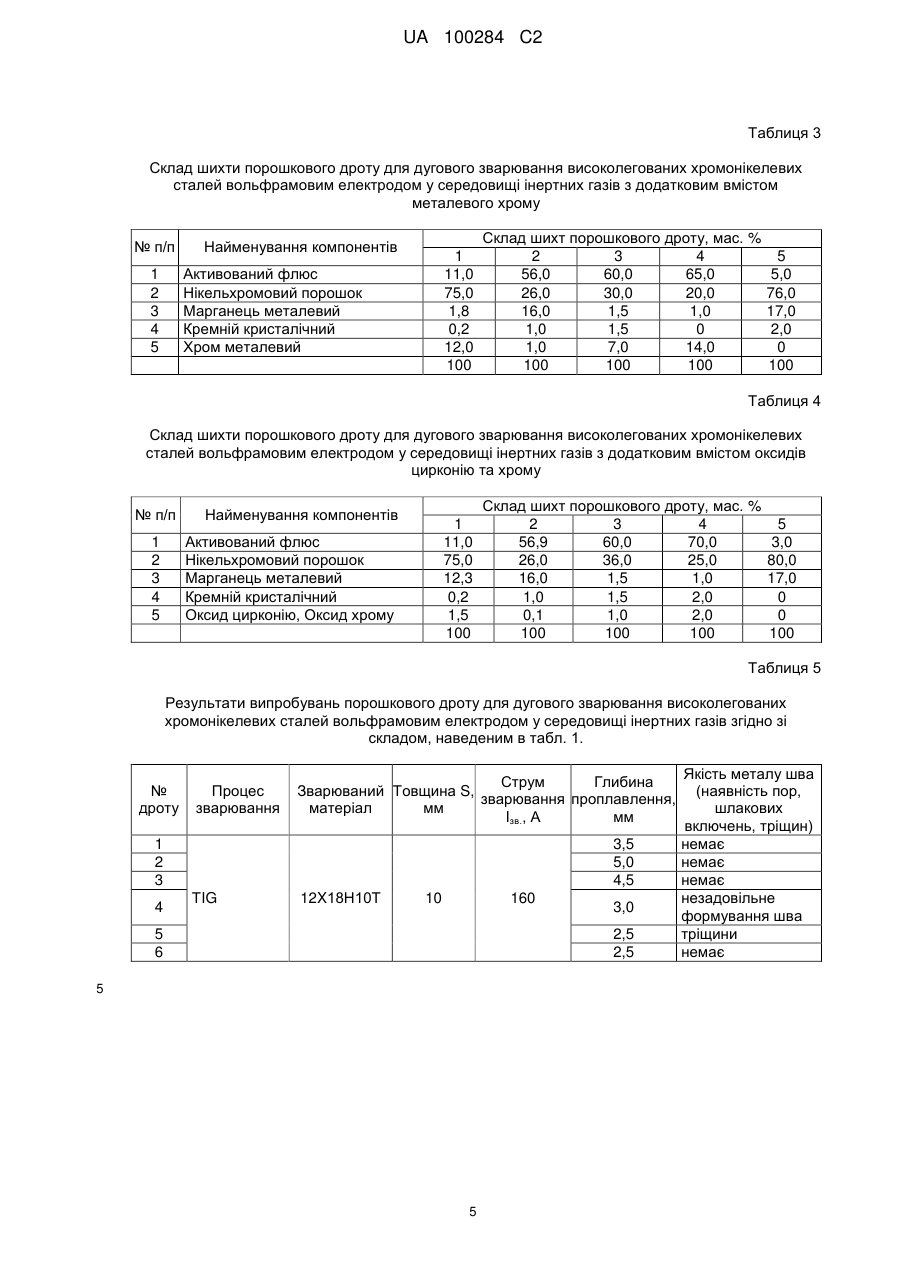
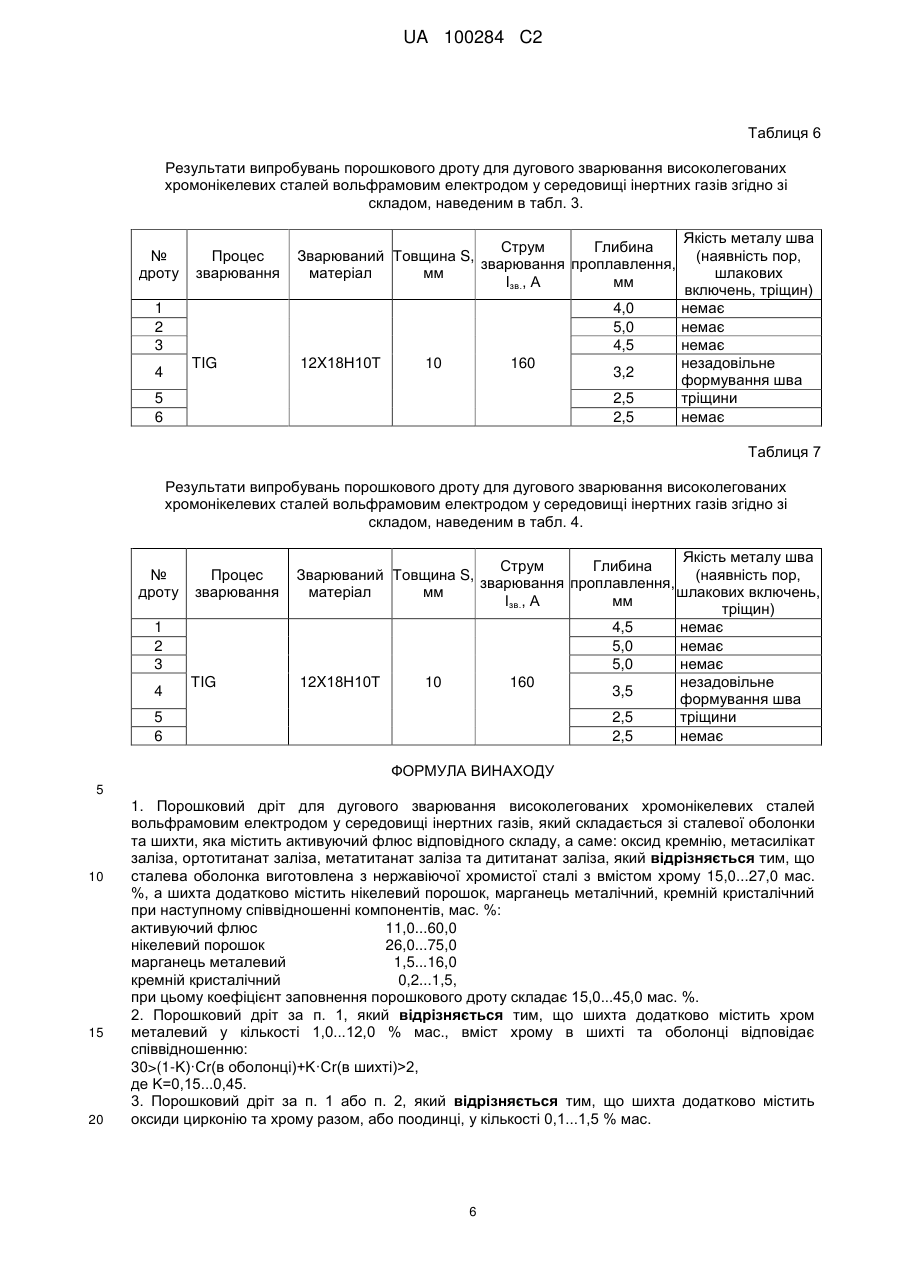
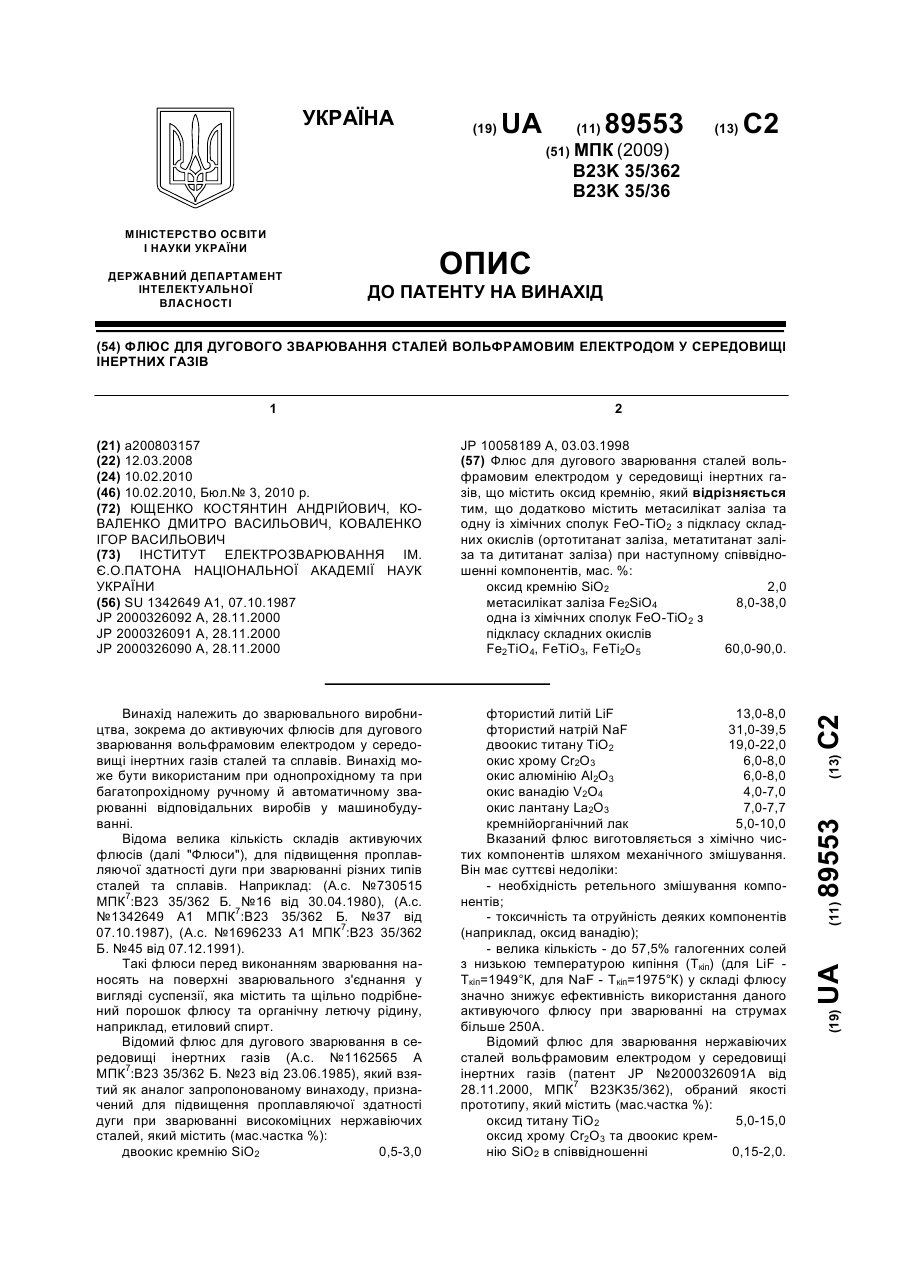
Реферат: Винахід належить до області зварювання, а саме до зварювальних матеріалів, зокрема до порошкових дротів, призначених для дугового зварювання вольфрамовим електродом у середовищі інертних газів переважно високолегованих хромонікелевих сталей. Винахід може бути використаний при однопрохідному та багатопрохідному ручному й автоматизованому зварюванні відповідальних виробів у машинобудуванні. Порошковий дріт (ПД) складається зі сталевої оболонки та шихти, яка містить активуючий флюс відповідного складу, а саме: оксид кремнію, метасилікат заліза, ортотитанат заліза, метатитанат заліза та дититанат заліза. Сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 15,0...27,0 мас. %, а шихта додатково містить нікелевий порошок, марганець металічний, кремній кристалічний при наступному співвідношенні компонентів, мас. %: активуючий флюс 11,0...60,0; нікелевий порошок 26,0...75,0; марганець металевий 1,5...16,0; кремній кристалічний 0,2...1,5. Порошковий дріт забезпечує підвищення глибини проплавлення при зварюванні високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів та отримання швів високої якості. Це дозволяє підвищити продуктивність процесу зварювання у середовищі інертних газів вольфрамовим електродом та замінити багатопрохідне зварювання середніх товщин (до 8 мм) на однопрохідне без розробки крайок, тобто знизити трудомісткість зварювальних робіт. UA 100284 C2 (12) UA 100284 C2 UA 100284 C2 5 10 15 20 25 30 Винахід належить до області зварювання, а саме до зварювальних матеріалів, зокрема до порошкових дротів, призначених для дугового зварювання вольфрамовим електродом у середовищі інертних газів, переважно високолегованих хромонікелевих сталей. Винахід може бути використаний при однопрохідному та багатопрохідному ручному й автоматизованому зварюванні відповідальних виробів у машинобудуванні. Однією з основних проблем при зварюванні в інертному газі вольфрамовим електродом (ТІG зварюванні) є низька проплавляюча здатність дуги, внаслідок чого спостерігається зниження глибини проплавлення, особливо при зварюванні високолегованих хромонікелевих сталей. Отже, проблема підвищення глибини проплавлення на сьогоднішній день є актуальною. Відома велика кількість складів активуючих флюсів для підвищення проплавляючої 7 здатності дуги при зварюванні різних типів сталей та сплавів. Наприклад: [А.С. № 730515 МПК : 7 В23K 35/362 Бюл. № 16 від 30.04.1980 р.], [А.С. № 1342649 А 1 МПК : В23K 35/362 Бюл. № 37 від 7 07.10.1987 р.], [А.С. № 1696233 А1 МПК : В23K 35/362 Бюл. № 45 від 07.12.1991 р.]. Відомий флюс для дугового зварювання в середовищі інертних газів [А.С. № 1162565 А, 7 МПК : В23K 35/362 Бюл. № 23 від 23.06.1985] взятий нами як аналог, призначений для підвищення проплавляючої здатності дуги при зварюванні високоміцних нержавіючих сталей, який містить (мас. %): двоокис кремнію SiO2 0,5…3,0 фтористий літій LiF 8,0…13,0 фтористий натрій NaF 31,0…39,5 двоокис титану ТіО2 19,0…22,0 окис хрому Сr2О3 6,0…8,0 окис алюмінію Аl2О3 6,0…8,0 окис ванадію V2O4 4,0…7,0 окис лантану Lа2О3 7,0…7,7 кремнієорганічний лак 5,0…10,0. Відомий присадковий матеріал із нержавіючої сталі для зварювання вольфрамовим електродом у середовищі інертних газів (TIG зварюванні) [патент JP № 2000-362092 від 7 28.11.2000 МПК : В23K 35/368; 35/362], вибраний нами також як аналога. Зазначений присадковий матеріал використовується для підвищення глибини проплавлення при зварюванні вольфрамовим електродом в середовищі інертних газів (ТIG зварюванні). Присадковий матеріал по зазначеному патенту складається з металевої оболонки, виготовленої із нержавіючої сталі та осердя, яке містить флюс зазначеного хімічного складу, а саме (мас. %): титан або цирконій в оболонці та (або) флюсі 0,1…1,6 флюс містить: оксид титану та (або) оксид цирконію 0,2…1,4 оксид хрому та (або) оксид молібдену 0,3…2,8 оксид кремнію 0,05…0,3 оксид заліза 0,1…0,5 фторид металу 0,1…0,5. Найбільш близьким до винаходу, що заявляється, є склад флюсу для дугового зварювання 7 сталей вольфрамовим електродом у середовищі інертних газів [патент UA № 89553 С2 МПК : В23K 35/362; 35/36 від 10.02.10, Бюл. № 3 2010 р.], вибраний нами як прототип, який містить (мас. %): оксид кремнію 2,0 метасилікат заліза 8,0…38,0 одна з хімічних сполук FeOTiO2 з підкласу складних окислів (ортотитанат заліза, метатитанат заліза та дититанат заліза) 60,0…90,0. Цей склад активуючого флюсу забезпечує певний рівень підвищення проплавляючої здатності зварювальної дуги. Однак, застосування флюсів при зварюванні вольфрамовим електродом у середовищі інертних газів взагалі має суттєві недоліки: 1 UA 100284 C2 5 10 15 20 25 30 35 40 45 50 55 - неможливість рівномірного нанесення флюсу на поверхню зварюваного металу; - перевитрата активуючого флюсу через неповне його розплавлення у периферійних частинах навколошовної зони. Задачею винаходу є створення порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, що забезпечує високу проплавляючу здатність зварювальної дуги та підвищення якості зварювальних швів. Поставлена задача вирішується тим, що порошковий дріт (ПД) для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, який складається зі сталевої оболонки та шихти, яка містить активуючий флюс відповідного складу, а саме: оксид кремнію, метасилікат заліза, ортотитанат заліза, метатитанат заліза та дититанат заліза, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 15,0…27,0 мас. %, а шихта додатково містить нікелевий порошок, марганець металічний, кремній кристалічний при наступному співвідношенні компонентів, мас. %: активуючий флюс 11,0…60,0 нікелевий порошок 26,0…75,0 марганець металевий 1,5…16,0 кремній кристалічний 0,2…1,5. При цьому коефіцієнт заповнення порошкового дроту складає 15,0…45,0 мас. %. Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, згідно з винаходом, склад шихти якого додатково містить хром металевий у кількості 1,0…12,0 % мас. Вміст хрому в шихті та оболонці відповідає співвідношенню: 30>(1-K)·Сr(в оболонці)+K·Сr(в шихті)>2, де K=0,15…0,45. При використанні як оболонки стрічки з нержавіючої хромистої сталі з вмістом хрому 15,0…27,0 мас. %, в залежності від дійсного вмісту хрому в стрічці та від вибраного коефіцієнта заповнення дроту, легування наплавленого металу хромом здійснюється оболонкою та додаванням хрому в шихту в кількості 1,0…12,0 мас. %. Слід зазначити, що вміст хрому в оболонці в кількості 15,0…27,0 мас. % передбачає застосування стрічки із зазначеним вмістом хрому, який був отриманий при виготовленні стрічки. В залежності від типу легування сталей, які потрібно зварювати, вміст хрому в наплавленому металі повинен знаходиться в діапазоні 15,0…20,0 мас. %, вміст нікелю 7,0…15,0 мас. %. Залежність вмісту хрому в направленому металі від дійсного вмісту хрому в оболонці та вибраного коефіцієнта заповнення дроту, а також від вмісту хрому, який додатково додається в шихту, відображається співвідношенням: 30>(1-K)·Сr(в оболонці)+K·Сr(в шихті)>2, де K=0,15…0,45. Найбільше числове значення наведеного співвідношення отримується при найбільшому вмісті хрому в оболонці (Сr в оболонці=27,0 мас. %), найбільшому вмісті хрому в шихті (Сr в шихті=12,0 мас. %) та найменшому значенні коефіцієнта заповнення (15 %), k=0,15. Тоді одержуємо числове значення, рівне 24,75 (без урахування ступеня окислення хрому). Найменше числове значення наведеного співвідношення отримується при найменшому вмісті хрому в оболонці (Сr в облонці=15,0 мас. %), а також при найменшому вмісті хрому в шихті (Сr в шихті=1,0 мас. %) та найбільшому значенні коефіцієнта заповнення (45 %), k=0,45. Тоді одержуємо числове значення, рівне 8,7 (без урахування ступеня окислення хрому). Тобто виконується заявлене співвідношення, як в частині, що знаходиться ліворуч (24,752). Заявлене співвідношення виконується при всіх граничних заявлених показниках. Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, згідно з винаходом, склад шихти якого додатково містить оксиди цирконію та хрому разом, або поодинці, у кількості 0,1…1,5 мас. %. Порошковий дріт, який відрізняється тим, що шихта додатково містить оксиди цирконію та хрому разом, або поодинці, у кількості 0,1…1,5 мас. %, дозволяє підвищити ще більшою мірою проплавляючу здатність дуги. Введення оксидів цирконію та хрому у кількості менш ніж 0,1 мас. % не впливає на підвищення проплавляючої здатності дуги. Введення оксидів у кількості більше ніж 1,5 мас. % погіршує покривну здатність розплавленого шлаку, формування металу шва. 2 UA 100284 C2 5 10 15 20 25 30 35 40 45 50 55 60 Розглянемо базовий склад порошкового дроту. Фізико-хімічні властивості компонентів порошкового дроту підібрані таким чином, що вони сприяють глибокому проплавленню. Механізм глибокого проплавлення при дуговому зварюванні вольфрамовим електродом у середовищі інертних газів із застосуванням активаторів різних складів можна звести до основних положень, які описують явища, що відбуваються у системі метал-флюс-ванна-дуга. Слід зазначити, що під терміном "середовище" у даному випадку необхідно мати на увазі не тільки плазмоутворюючий інертний газ (аргон), а й пари металу, що зварюється, та пари компонентів флюсу або осердя порошкового дроту. Основні положення можна звести до наступного: вплив середовища на характеристики дуги залежить від теплообміну між стовпом дуги та навколишнім середовищем, а інтенсивність цього теплообміну - від фізичних властивостей дуги. Чим більша величина теплоємності, теплопровідності та ступінь дисоціації середовища, тим більшу кількість тепла відбере середовище від стовпа дуги. Зі збільшенням теплових витрат зростає ступінь контрагування стовпа дуги, градієнт потенціалу та напруга стовпа дуги. Отже, одним із основних факторів є: - стиснення (контрагувaння) стовпа дуги та стиснення анодної плями дуги; - перерозподіл балансу енергії між стовпом дуги, анодною та катодною плямами, збільшення густини струму в анодній плямі; - внаслідок стиснення анодної плями під впливом електромагнітних сил створюється напрямлений потік рідкого металу від поверхні зварювальної ванни до її дна, переважання анодного плазмового потоку над катодним; - зменшення поверхневого натягу рідкого металу зварювальної ванни; - зменшення електричного опору рідкого металу та розплавленого шлаку. Одним з діючих способів, що застосовується в практиці розробки зварювальних матеріалів, флюсів або дротів для підвищення проплавляючої здатності дуги є введення оксидів та фторидів металів. При цьому реалізується декілька механізмів, що впливають на підвищення проплавляючої здатності. При дисоціації оксидів та фторидів створюються електронегативні 2іони кисню та фтору (О ; F ), які зменшують електропровідність периферійних областей плазми дуги, внаслідок чого виникає контрагування дуги. На дисоціацію оксидів та фторидів витрачається значна кількість тепла стовпа дуги, що також сприяє контрагуванню плазми дуги та стисненню анодної плями дуги. В той же час оксиди та фториди металів зменшують поверхневий натяг розплавленого шлаку та металу ванни Деякі оксиди водночас зменшують електричний опір при температурі розплавленого металу (1600…1800 °C). Розглянемо базовий склад порошкового дроту. Введення в склад осердя порошкового дроту активуючого флюсу, тобто суміші компонентів, а саме: оксиду кремнію, метасилікату заліза, ортотитанату заліза, метатитанату заліза та дититанату заліза у кількості 11,0…60,0 мас. % сприяє збагаченню реакційної зони шлак-метал2ванна-дуга оксидами та електронегативними іонами кисню (О ), які виникають внаслідок дисоціації оксидів. Крім того одночасно задіяні й інші механізми, що сприяють збільшенню проплавляючої здатності дуги, які були викладені вище. Нижні межі введення активуючої суміші (флюсу) вибрані з урахуванням їх впливу на здатність підвищення глибини проплавлення. Причому, при їх вмісті у кількостях менше зазначених нижніх меж, а саме 11,0 мас. %, вплив на проплавляючу здатність не виявляється. Введення їх в кількостях, що перевищують верхні межі по вмісту, а саме 60,0 мас. %, призводить до погіршення зварювально-технологічних властивостей-порошкового дроту. Нікелевий порошок, марганець металевий, кремній кристалічний є основними легуючими елементами. Введення легуючих елементів у зазначених межах, а саме нікелевого порошку в кількості 26,0…75,0 мас. %, марганцю металевого в кількості 1,5…16,0 мас. %, кремнію кристалічного в кількості 0,2…1,5 мас. % з додатковим введенням хрому металевого за п. 2 в кількості 1,0…12 мас. % (при необхідності), кількість введення якого розраховується в залежності від конкретного вмісту хрому в оболонці, забезпечує одержання необхідного хімічного складу хромонікелевого наплавленого металу згідно з вимогами ГОСТ 5632-82. Для оцінки підвищення глибини проплавлення при зварюванні високолегованих сталей вольфрамовим електродом у середовищі інертних газів та оцінки якості отриманих швів були виготовлені порошкові дроти, коефіцієнт заповнення складав 15,0…45,0 мас. %. В табл. 1 наведений склад шихти порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів (базовий склад), в табл. 2 наведено склад оболонки, що застосовується при виготовленні порошкових дротів. 3 UA 100284 C2 5 10 15 20 25 В табл. 3 наведений склад шихти порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, що додатково містить оксиди цирконію та хрому разом, або поодинці, у кількості 0,1…1,5 мас. %. Дроти № 1…3 відповідають складам, запропонованого порошкового дроту для зварювання високолегованих хромонікелевих сталей наведеного в табл. 1 та 3, дроти № 4…5 - не відповідають складам запропонованого порошкового дроту для зварювання високолегованих хромонікелевих сталей, вольфрамовим електродом у середовищі інертних газів, що заявляється. Були проведені випробування запропонованого порошкового дроту. Вони включали зварювання стикових з'єднань без розробки крайок і їх випробувань для визначення глибини проплавлення та якості металу отриманих швів. Для оцінки ефективності та одержання оптимального складу порошкового дроту були проведені порівняльні дослідження з впливу відсоткового співвідношення компонентів у порошковому дроті на геометричні розміри швів при зварюванні вольфрамовим електродом у середовищі інертних газів (TIG) зварюванні із застосуванням запропонованого порошкового дроту та TIG зварюванні із застосуванням звичайного присадкового порошкового дроту. Дослідження проводили зі зварюванням пластин товщиною 5 та 10 мм зі сталі 12X18Н10Т. Режим зварювання: Ізвар.=100…200 А; Vзвap.=2 мм/сек.; довжина дуги = 2 мм. Після виконання експериментів зі швів виготовляли шліфи і проводили виміри геометричних розмірів швів. Результати експериментів наведені в таблицях 5-7. Аналіз отриманих результатів показав, що при TIG зварюванні з використанням запропонованого ПД (дроти 1…3) порівняно із застосуванням звичайного присадкового дроту (дріт № 6) глибина проплавлення збільшується майже в 2 рази. Таким чином, склад ПД, що заявляється, забезпечує підвищення глибини проплавлення при зварюванні високолегованих хромонікелевим електродом у середовищі інертних газів та отримання швів високої якості. Це дозволяє підвищити продуктивність процесу зварювання у середовищі інертних газів вольфрамовим електродом та замінити багатошарове зварювання середніх товщин до 8,0 мм на одношарову без розробки крайок, тобто знизити трудомісткість робіт при зварюванні. 30 Таблиця 1 Склад шихти порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів (базовий) Найменування компонентів Активуючий флюс Нікелевий порошок Марганець металевий Кремній кристалічний № п/п 1 2 3 1 11,0 75,0 Склад шихт порошкового дроту, мас. % 2 3 4 57,0 60,0 70,0 26,0 37,0 25,0 5 3,0 80,0 16,0 1,5 1,0 17,0 0,2 1,0 1,5 4,0 0 100 4 13,8 100 100 100 100 Таблиця 2 Хімічний склад оболонки, який застосовується для виготовлення порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів Номер наплавки 1 2 3 Хром 15,5 26,9 19,5 Хімічний склад оболонки, мас. % Залізо 83,746 72,527 79,631 4 Решта 0,754 0,573 0,869 UA 100284 C2 Таблиця 3 Склад шихти порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів з додатковим вмістом металевого хрому № п/п Найменування компонентів 1 11,0 75,0 1,8 0,2 12,0 100 Активований флюс Нікельхромовий порошок Марганець металевий Кремній кристалічний Хром металевий 1 2 3 4 5 Склад шихт порошкового дроту, мас. % 2 3 4 56,0 60,0 65,0 26,0 30,0 20,0 16,0 1,5 1,0 1,0 1,5 0 1,0 7,0 14,0 100 100 100 5 5,0 76,0 17,0 2,0 0 100 Таблиця 4 Склад шихти порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів з додатковим вмістом оксидів цирконію та хрому № п/п Найменування компонентів 1 11,0 75,0 12,3 0,2 1,5 100 Активований флюс Нікельхромовий порошок Марганець металевий Кремній кристалічний Оксид цирконію, Оксид хрому 1 2 3 4 5 Склад шихт порошкового дроту, мас. % 2 3 4 56,9 60,0 70,0 26,0 36,0 25,0 16,0 1,5 1,0 1,0 1,5 2,0 0,1 1,0 2,0 100 100 100 5 3,0 80,0 17,0 0 0 100 Таблиця 5 Результати випробувань порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів згідно зі складом, наведеним в табл. 1. № дроту Процес зварювання Струм Глибина Зварюваний Товщина S, зварювання проплавлення, матеріал мм Iзв., А мм 1 2 3 4 3,5 5,0 4,5 ТIG 12X18Н10Т 10 160 5 6 3,0 2,5 2,5 5 5 Якість металу шва (наявність пор, шлакових включень, тріщин) немає немає немає незадовільне формування шва тріщини немає UA 100284 C2 Таблиця 6 Результати випробувань порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів згідно зі складом, наведеним в табл. 3. № дроту Процес зварювання Струм Глибина Зварюваний Товщина S, зварювання проплавлення, матеріал мм Iзв., А мм 1 2 3 4,0 5,0 4,5TIG 4 12X18Н10Т 10 160 5 6 3,2 2,5 2,5 Якість металу шва (наявність пор, шлакових включень, тріщин) немає немає немає незадовільне формування шва тріщини немає Таблиця 7 Результати випробувань порошкового дроту для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів згідно зі складом, наведеним в табл. 4. № дроту Процес зварювання 1 2 3 4 5 6 ТIG Якість металу шва Струм Глибина Зварюваний Товщина S, (наявність пор, зварювання проплавлення, матеріал мм шлакових включень, Ізв., А мм тріщин) 4,5 немає 5,0 немає 5,0 немає 12X18Н10Т 10 160 незадовільне 3,5 формування шва 2,5 тріщини 2,5 немає ФОРМУЛА ВИНАХОДУ 5 10 15 20 1. Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, який складається зі сталевої оболонки та шихти, яка містить активуючий флюс відповідного складу, а саме: оксид кремнію, метасилікат заліза, ортотитанат заліза, метатитанат заліза та дититанат заліза, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 15,0...27,0 мас. %, а шихта додатково містить нікелевий порошок, марганець металічний, кремній кристалічний при наступному співвідношенні компонентів, мас. %: активуючий флюс 11,0...60,0 нікелевий порошок 26,0...75,0 марганець металевий 1,5...16,0 кремній кристалічний 0,2...1,5, при цьому коефіцієнт заповнення порошкового дроту складає 15,0...45,0 мас. %. 2. Порошковий дріт за п. 1, який відрізняється тим, що шихта додатково містить хром металевий у кількості 1,0...12,0 % мас., вміст хрому в шихті та оболонці відповідає співвідношенню: 30>(1-K)·Сr(в оболонці)+K·Сr(в шихті)>2, де K=0,15...0,45. 3. Порошковий дріт за п. 1 або п. 2, який відрізняється тим, що шихта додатково містить оксиди цирконію та хрому разом, або поодинці, у кількості 0,1...1,5 % мас. 6 UA 100284 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюFlux cored wire for arc tungsten inert gas welding highly alloyed chromium-nickel steels
Автори англійськоюYuschenko Konstantyn Andriiovych, Kovalenko Dmytro Vasyliovych, Kovalenko Ihor Vasyliovych, Fadieieva Halyna Viktorivna, Kakhovskyi Yurii Mykolaiovych, Babych Oleksandr Anatoliiovych, Kakhovskyi Mykola Yuriiovych, Suprun Serhii Oleksandrovych
Назва патенту російськоюПорошковая проволока для дуговой сварки вольфрамовым электродом в среде инертных газов высоколегированных хромоникелевых сталей
Автори російськоюЮщенко Константин Андреевич, Коваленко Дмитрий Васильевич, Коваленко Игорь Васильевич, Фадеева Галина Викторовна, Каховский Юрий Николаевич, Бабич Александр Анатольевич, Каховский Николай Юрьевич, Супрун Сергей Александрович
МПК / Мітки
МПК: B23K 35/368
Мітки: дугового, середовищі, хромонікелевих, сталей, порошковий, вольфрамовим, електродом, інертних, газів, високолегованих, дріт, зварювання
Код посилання
<a href="https://ua.patents.su/9-100284-poroshkovijj-drit-dlya-dugovogo-zvaryuvannya-visokolegovanikh-khromonikelevikh-stalejj-volframovim-elektrodom-u-seredovishhi-inertnikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів</a>
Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів

Номер патенту: 63285
Опубліковано: 10.10.2011
Автори: Ющенко Костянтин Андрійович, Фадєєва Галина Вікторівна, Каховський Юрій Миколайович, Каховський Микола Юрійович, Бабич Олександр Анатолійович, Коваленко Ігор Васильович, Супрун Сергій Олександрович, Коваленко Дмитро Васильович
МПК: B23K 35/00
Мітки: сталей, інертних, зварювання, дугового, порошковий, хромонікелевих, дріт, газів, середовищі, електродом, вольфрамовим, високолегованих
Формула / Реферат:
1. Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, який складається зі сталевої оболонки та шихти, яка містить активуючий флюс відповідного складу, а саме: оксид кремнію, метасилікат заліза, ортотитанат заліза, метатитанат заліза та дититанат заліза, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 15,0-27,0...
Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів
Номер патенту: 89553
Опубліковано: 10.02.2010
Автори: Коваленко Дмитро Васильович, Ющенко Костянтин Андрійович, Коваленко Ігор Васильович
МПК: B23K 35/36, B23K 35/362
Мітки: флюс, інертних, вольфрамовим, газів, сталей, середовищі, зварювання, дугового, електродом
Формула / Реферат:
Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів, що містить оксид кремнію, який відрізняється тим, що додатково містить метасилікат заліза та одну із хімічних сполук FeO-ТіО2 з підкласу складних окислів (ортотитанат заліза, метатитанат заліза та дититанат заліза) при наступному співвідношенні компонентів, мас. %: оксид кремнію SiO2 2,0 метасилікат заліза...
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10
Номер патенту: 41702
Опубліковано: 10.06.2009
Автори: Ющенко Костянтин Андрійович, Супрун Сергій Олександрович, Фадєєва Галина Вікторівна, Каховський Юрій Миколайович, Максимов Сергій Юрійович
МПК: B23K 35/368
Мітки: мокрого, підводного, типу, сталей, зварювання, 18-10, високолегованих, хромонікелевих, дріт, порошковий
Формула / Реферат:
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що складається зі сталевої оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27,0 % і шихти, що містить електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої...
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей
Номер патенту: 34159
Опубліковано: 25.07.2008
Автори: Ющенко Костянтин Андрійович, Фадєєва Галина Вікторівна, Супрун Сергій Олександрович, Каховський Юрій Миколайович, Максимов Сергій Юрійович
МПК: B23K 35/368
Мітки: мокрого, хромонікелевих, високолегованих, сталей, зварювання, порошковий, підводного, дріт
Формула / Реферат:
1. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей, що складається зі сталевої оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27,0 %, і шихти, що включає електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з...
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10
Номер патенту: 89266
Опубліковано: 11.01.2010
Автори: Каховський Юрій Миколайович, Ющенко Костянтин Андрійович, Фадєєва Галина Вікторівна, Максимов Сергій Юрійович, Супрун Сергій Олександрович
МПК: B23K 35/368
Мітки: типу, зварювання, високолегованих, порошковий, сталей, мокрого, підводного, хромонікелевих, дріт, 18-10
Формула / Реферат:
Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що складається зі сталевої оболонки, виготовленої з нержавіючої хромистої сталі і шихти, що включає електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 18,0...24,0...
Попередній патент: Двоконтурний газово-повітряний теплообмінник
Наступний патент: Спосіб вимірювання концентрації газів
Випадковий патент: Господарський візок з допоміжним колесом і причіпним пристроєм