Спосіб індивідуального відстежування металевих порожнистих тіл
Номер патенту: 102103
Опубліковано: 10.06.2013
Автори: ван Велл Дірк, Ахтеркамп Манфред, Айхлер Міхаель
Формула / Реферат
1. Спосіб індивідуального відстежування металевих порожнистих тіл, зокрема гарячекатаних труб із сталі, при якому кожну окрему трубу після останньої операції термообробки забезпечують індивідуальним, розташованим на її периферії маркуванням, яке в зоні подачі до подальших позицій виготовлення або контролю автоматично зчитують як відеозображення під час подальшого транспортування незалежно від його напряму, причому при проходженні через всі задані етапи виробництва і контролю на окремих позиціях маркування кожної окремої труби реєструють, зареєстроване маркування порівнюють з множиною заздалегідь введених маркувань і здійснений етап виробництва або контролю співвідносять із зареєстрованим маркуванням, причому індивідуальне маркування колоподібно наносять на периферію труби у вигляді інформаційного матричного коду з багатократним ідентичним повторенням за допомогою маркувального блока, що містить щонайменше одну маркувальну головку і встановлений з можливістю обертання навколо труби, який відрізняється тим, що маркування периферії труби здійснюють щонайменше двома сегментованими, розділяючими периферію труби ділянками, причому маркування здійснюють сегментами при обертанні маркувального блока менш ніж на 360°, а осьовий зсув сегментів по відношенню до подовжньої осі труби більше ширини інформаційного матричного коду.
2. Спосіб за п. 1, який відрізняється тим, що при використанні однієї маркувальної головки напрям обертання маркувального блока змінюють після нанесення першого сегмента, після чого наносять другий сегмент.
3. Спосіб за п. 1, який відрізняється тим, що маркування периферії труби здійснюють щонайменше двома сегментованими, розділяючими периферію труби ділянками, причому при використанні двох маркувальних головок їх розташовують з кроком 180° і з осьовим зсувом навколо труби, а інформаційні матричні коди наносять за рахунок обертання маркувального блока щонайменше на 180°.
4. Спосіб за п. 1, який відрізняється тим, що маркування периферії труби здійснюють щонайменше трьома сегментами, причому при використанні трьох маркувальних головок їх розташовують з кроком 120° і з осьовим зсувом навколо труби, а інформаційні матричні коди наносять за рахунок обертання маркувального блока щонайменше на 120°.
5. Спосіб за п. 1, який відрізняється тим, що маркування периферії труби здійснюють щонайменше чотирма сегментами, причому при використанні чотирьох маркувальних головок їх розташовують з кроком 90° і з осьовим зсувом навколо труби, а інформаційні матричні коди наносять за рахунок обертання маркувального блока щонайменше на 90°.
6. Спосіб за одним з пп. 1-5, який відрізняється тим, що в процесі нанесення першого сегментованого кругового маркування інформаційними матричними кодами на трубу з осьовим зсувом наносять додаткові сегментовані кругові маркування.
7. Спосіб за п. 6, який відрізняється тим, що багатократне нанесення аксіальних зміщених, багатократно сегментованих кругових маркувань здійснюють одночасно маркувальними головками в маркувальному блоці, число яких відповідає числу периферійних сегментів і числу кругових маркувань.
8. Спосіб за п. 6, який відрізняється тим, що додаткові сегментовані кругові маркування наносять послідовно, причому осьовий зсув здійснюють за рахунок переміщення маркувального блока над нерухомо встановленою трубою в її подовжньому напрямі.
9. Спосіб за п. 6, який відрізняється тим, що додаткові сегментовані кругові маркування наносять послідовно, причому осьовий зсув здійснюють за рахунок переміщення труби в подовжньому напрямі під нерухомо встановленим маркувальним блоком.
10. Спосіб за одним з пп. 1-8, який відрізняється тим, що осьовий зсув сегментованих кругових маркувань по відношенню один до одного більше осьової ширини інформаційних матричних кодів.
11. Спосіб за п. 9, який відрізняється тим, що осьовий зсув встановлюють з можливістю довільного вибору.
Текст
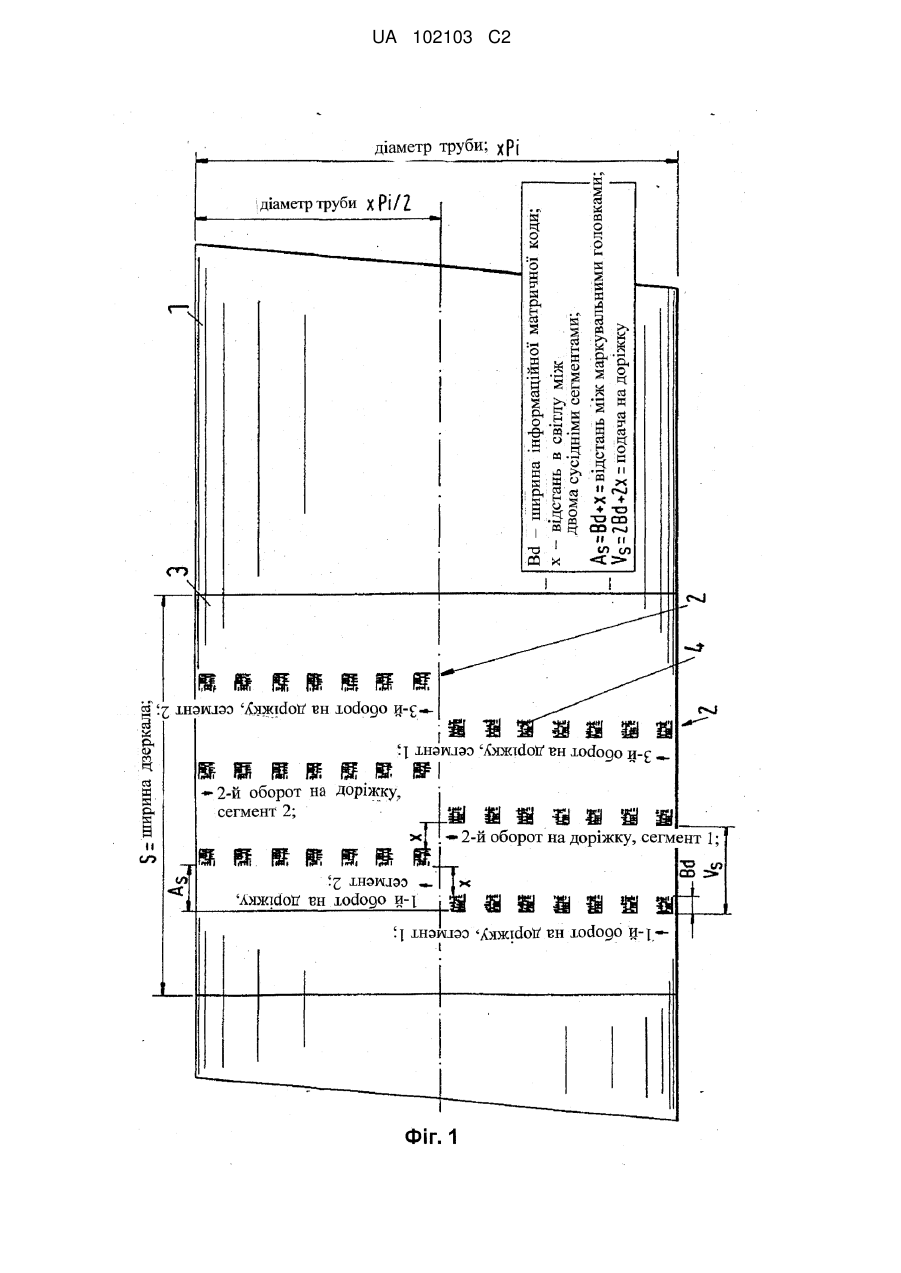
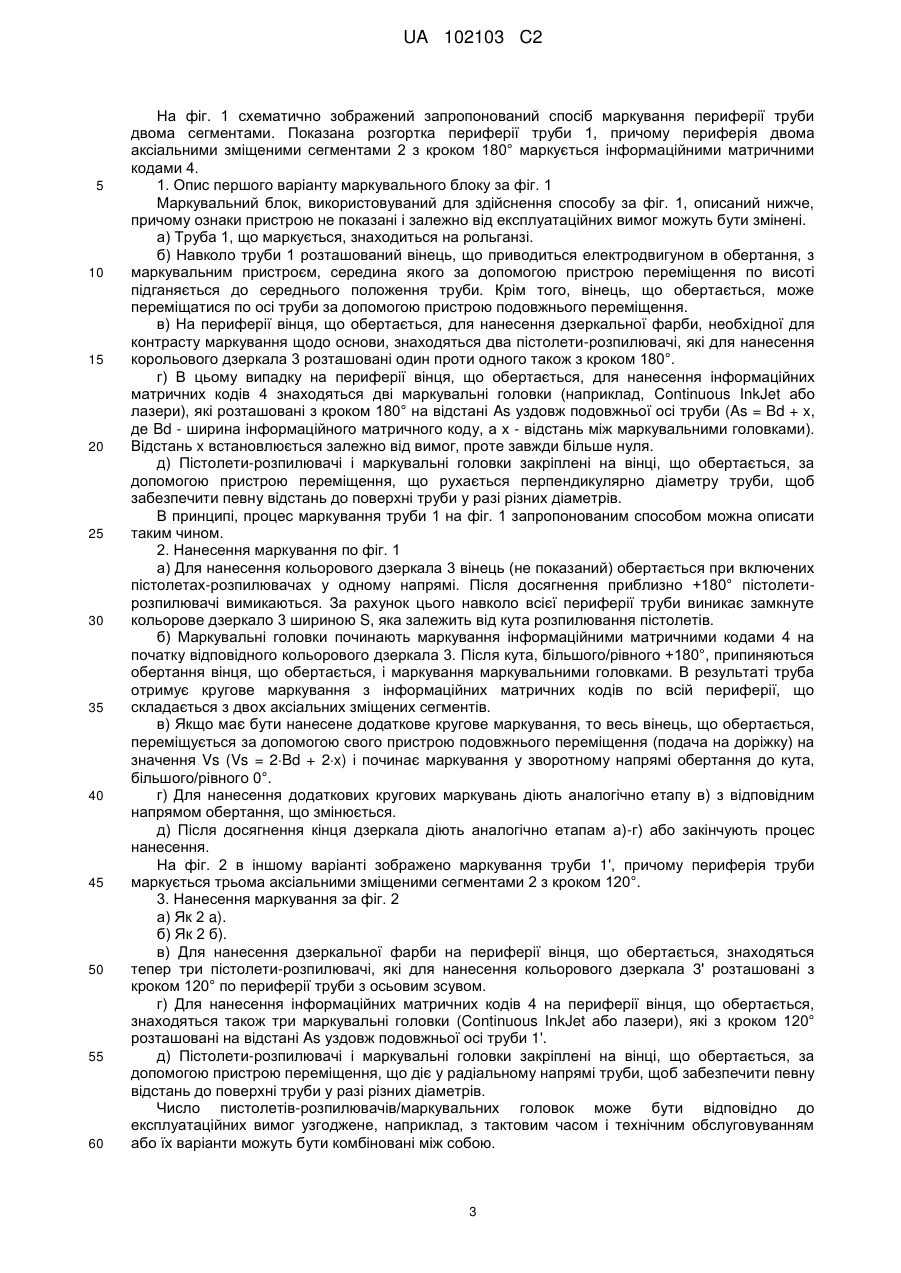
Реферат: Винахід належить до способу індивідуального відстежування металевих порожнистих тіл, зокрема гарячекатаних труб із сталі, при якому кожна окрема труба після останньої операції термообробки забезпечується індивідуальним, розташованим на периферії труби маркуванням, яке в зоні подачі до подальших позицій виготовлення або контролю автоматично зчитується як відеозображення під час подальшого транспортування незалежно від його напряму. Згідно з винаходом, маркування периферії труби здійснюється щонайменше двома сегментованими, розділяючими периферію труби ділянками, причому маркування здійснюється сегментами при обертанні маркувального блока менш ніж на 360°, а осьовий зсув сегментів по відношенню до подовжньої осі труби більше ширини інформаційного матричного коду. UA 102103 C2 (12) UA 102103 C2 UA 102103 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід відноситься до способу індивідуального відстежування металевих порожнистих тіл, зокрема гарячекатаних труб із сталі, відповідно до обмежувальної частини п. 1 формули. В межах підвищення якості продукції і скорочення витрат на виробничий процес при обробці гарячекатаних труб зворотне відстежування готових виробів, тобто, що, коли, де і як виготовлено, має вирішальне значення. Невіддільною від цього є індивідуальна ідентифікація кожної окремої труби при проходженні через всі задані етапи виробництва і контролю. Перш за все, в області типового масового виробництва, наприклад на трубному заводі, де одночасно рухаються, обробляються і контролюються сотні і тисячі окремих труб, індивідуальне відстежування є центральною темою. Раніше застосовувалися різні способи ідентифікації кожної окремої труби у сенсі відстежування, які, проте, більше не відповідають сучасним вимогам. Наприклад, у багатьох випадках в якості якнайменшої ідентифікаційної одиниці вибирається партія прокату або партія виробів, причому зазвичай партію утворюють один і той же розплав і один і той же остаточний розмір. Кількість виробів партії визначається спочатку або від руки, або за допомогою лічильника, а під час проходження фіксується відбракування одного або декількох виробів на окремих позиціях. У разі крупних партій партія розділяється ще на зв'язки, причому кожна зв'язка отримує поточний номер. Ідентифікація окремих виробів здійснюється за допомогою утримуваних дротами зв'язок або за допомогою партії, наприклад, за рахунок вставки в одну із труб за допомогою зігнутого дроту ідентифікаційної карти. При транспортуванні зв'язок упоперек декількох цехових прольотів не можна виключити того, що ідентифікаційні карти загубляться або при розкритті в'язки змістяться або випадково потраплять не в ті зв'язки. У інших системах використовуються намальовані від руки або вибиті механічним шляхом ідентифікаційні номери або наклеєні етикетки або вигравійовані лазером маркування. Всі ці відомі способи мають недоліки, оскільки нанесене маркування або не завжди зчитується, наприклад якщо етикетка знаходиться на нижній стороні труби, або заважає при контролі, наприклад оскільки вона при ультразвуковому контролі приводить до помилкових показань, або при дуже високій швидкості транспортування труб ідентифікаційний номер більше не читається, або не забезпечується надійність реєстрації під час проходження через всі описані етапи виробництва і контролю. З DE 19505513 С2 відомий спосіб, при якому за допомогою кольорових міток безпосередньо на кожну окрему трубу наноситься штрих-код, а саме з протяжністю по всій поперечній периферії труби. Таким чином, прочитування штрих-кода не залежить від периферійного положення труби. Реєстрація штрих-кода відбувається через відеозображення, так що вона також не залежить від напрямку транспортування. Цей відомий спосіб індивідуального відстежування має декілька недоліків. Будучи обумовлений маніпулюванням трубами при проходженні через окремі пристрої виготовлення і контролю, а також при коченні труб по рольгангам нанесений за допомогою кольорових міток штрих-код може бути пошкоджений, що утруднює або навіть унеможливлює оптичну реєстрацію маркування. Для надійної оптичної реєстрації штрих-кода штрихові мітки із-за шорсткої в результаті плющення поверхні труб залежно від якості поверхні не повинні бути дуже вузькими, оскільки доводиться зважати на потертості, які система обробки більше не може розрізняти як окремі кольорові штрихи. Це призводить до осьової протяжності штрих-кода до 500 мм, який часто відхиляється замовником із-за неприйнятного зовнішнього вигляду. Родовий спосіб розкрито в DE 102004051124 В3. У цьому способі кожна окрема труба після останньої операції термообробки забезпечується індивідуальним маркуванням, яка в зоні подачі до подальших позицій виготовлення і контролю автоматично зчитується як відеозображення під час подальшого транспортування незалежно від її напряму, що проходить по всій її периферії. При цьому індивідуальне маркування наноситься на периферію труби у вигляді інформаційного матричного коду з багатократним ідентичним повторенням. Інформаційні матричні коди наносяться однією або декількома доріжками кільце-або гвинтоподібно за один або декілька оборотів труби. Індивідуальне відстежування маркованих інформаційними матричними кодами труб чудово зарекомендувало себе на практиці, проте виявилось, що кільце- або гвинтоподібне, безперервно нанесене навколо труби маркування має деякі недоліки. У рольгангах, що не допускають обертання труби, необхідно, щоб маркувальний блок повністю обертався навколо труби для нанесення, таким чином, маркування по всій периферії. 1 UA 102103 C2 5 10 15 20 25 30 35 40 45 50 55 Відносно розрахунку токопідводу через ковзаючі контакти і кабельну або шлангову трубчасту направляючу до маркувального блоку це дуже утруднено. Крім того, у разі замкнутого, огинаючого трубу у формі кругового кільця маркування часто виникає радіальне накладення доріжки у початковій або кінцевій зоні, так що тут код більше не зчитується. Задачею винаходу є удосконалення відомого способу індивідуального відстежування гарячекатаних труб так, щоб навіть в рольгангах, що не допускають обертання труби, просто і недорого було б можливе маркування з індивідуальною ідентифікацією у вигляді інформаційного матричного коду з багатократним ідентичним повторенням на периферії труби і щоб можна було надійно уникнути накладення доріжки при круговому розташуванні. Згідно винаходу, це завдання вирішується за рахунок того, що маркування периферії труби здійснюється, щонайменше, двома сегментованими, розділяючими периферію труби ділянками, причому маркування здійснюється сегментами при обертанні маркувального блоку менш ніж на 360°, а осьовий зсув сегментів по відношенню до подовжньої осі труби більше ширини інформаційного матричного коду. На відміну від відомого з DE 102004051124 В3 способу маркування наноситься на трубу не у вигляді замкнутої кільцеподібної доріжки, а кільце розділяється на окремі сегменти, причому маркувальний блок наносить маркування сегментами з обертанням менш ніж на 360°, причому осьовий зсув сегментів по відношенню один до одного більше ширини інформаційного матричного коду. Цей осьовий зсув важливий, щоб при нанесенні окремих сегментів запобігти накладенню у радіальному напрямі. При круговому розташуванні двох сегментів вони наносяться на трубу переважно дугами окружності, щонайменше, по 180°. Дугоподібні сегменти можуть бути виконані також більш ніж на 180°, оскільки накладення виключене за рахунок осьового зсуву сегментів на трубі. У першому варіанті маркування наноситься на периферію труби тільки однією маркувальною головкою, причому напрям обертання маркувального блоку після нанесення першого сегменту змінюється, після чого на периферію труби наноситься другий сегмент. При цьому спочатку на трубу наноситься перший сегмент в 180°, потім напрям обертання маркувального блоку змінюється, і другий сегмент в 180° наноситься на трубу з осьовим зсувом так, що виникає маркування, що займає всю периферію. За рахунок зміни напряму обертання переважним чином, з одного боку, запобігається пов'язане з описаними вище недоліками повний оборот маркувального блоку навколо труби, а, з іншого боку, завдяки осьовому зсуву досягається повне кругове маркування труби, і надійно запобігається накладення маркувань у радіальному напрямі. У одному переважному варіанті здійснення винаходу периферія труби маркується не однією маркувальною головкою, а одночасно декількома маркувальними головками. Це має перевагу істотно швидшого нанесення маркування, якщо по периферії труби повинно наноситися кругове маркування інформаційних матричних кодів. Переважно маркувальні головки розташовуються в цьому випадку навколо труби так, що утворюються сегменти з відповідним числу маркувальних головок кроком периферії труби. Наприклад, у разі трьох маркувальних головок вони позиціонуються в маркувальному блоці навколо труби на осьовій відстані один від одного переважно з кроком по колу по 120°, отже при обертанні на 120° маркувальний блок може маркувати всю периферію труби. У разі чотирьох або більш маркувальних головок виникають відповідні кроки по окружності. Проте, в принципі, кроки по колу можуть довільно вибиратися відповідно до експлуатаційних вимог. Якщо має бути нанесені декілька кругових маркувань, то вони можуть наноситися одночасно разом з першим, якщо з осьовим зсувом в маркувальному блоці розташовано також відповідне число маркувальних головок. Завдяки цьому можна з одним, відповідним кроку по окружності оборотом маркувального блоку, наносити маркування по всій периферії, а також передбаченим числом одночасно по довжині труби. Щоб підтримувати в певних межах витрати на конструкцію маркувального блоку, можна також наносити на трубу послідовно додаткове кругове маркування. При цьому або маркувальний блок над трубою, або труба під маркувальним блоком аксіально подається настільки, що осьова відстань від одного сегменту до сусіднього більше ширини інформаційного матричного коду, щоб надійно уникнути накладення також в осьовому напрямі. Інші ознаки, переваги і подробиці винаходу приведені в нижченаведеному описі. На кресленнях зображають: - фіг. 1: схемний спосіб маркування периферії труби двома сегментами; - фіг. 2: те ж, що і на фіг. 1, проте трьома сегментами. 2 UA 102103 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 1 схематично зображений запропонований спосіб маркування периферії труби двома сегментами. Показана розгортка периферії труби 1, причому периферія двома аксіальними зміщеними сегментами 2 з кроком 180° маркується інформаційними матричними кодами 4. 1. Опис першого варіанту маркувального блоку за фіг. 1 Маркувальний блок, використовуваний для здійснення способу за фіг. 1, описаний нижче, причому ознаки пристрою не показані і залежно від експлуатаційних вимог можуть бути змінені. а) Труба 1, що маркується, знаходиться на рольганзі. б) Навколо труби 1 розташований вінець, що приводиться електродвигуном в обертання, з маркувальним пристроєм, середина якого за допомогою пристрою переміщення по висоті підганяється до середнього положення труби. Крім того, вінець, що обертається, може переміщатися по осі труби за допомогою пристрою подовжнього переміщення. в) На периферії вінця, що обертається, для нанесення дзеркальної фарби, необхідної для контрасту маркування щодо основи, знаходяться два пістолети-розпилювачі, які для нанесення корольового дзеркала 3 розташовані один проти одного також з кроком 180°. г) В цьому випадку на периферії вінця, що обертається, для нанесення інформаційних матричних кодів 4 знаходяться дві маркувальні головки (наприклад, Continuous InkJet або лазери), які розташовані з кроком 180° на відстані As уздовж подовжньої осі труби (As = Bd + x, де Bd - ширина інформаційного матричного коду, а х - відстань між маркувальними головками). Відстань x встановлюється залежно від вимог, проте завжди більше нуля. д) Пістолети-розпилювачі і маркувальні головки закріплені на вінці, що обертається, за допомогою пристрою переміщення, що рухається перпендикулярно діаметру труби, щоб забезпечити певну відстань до поверхні труби у разі різних діаметрів. В принципі, процес маркування труби 1 на фіг. 1 запропонованим способом можна описати таким чином. 2. Нанесення маркування по фіг. 1 а) Для нанесення кольорового дзеркала 3 вінець (не показаний) обертається при включених пістолетах-розпилювачах у одному напрямі. Після досягнення приблизно +180° пістолетирозпилювачі вимикаються. За рахунок цього навколо всієї периферії труби виникає замкнуте кольорове дзеркало 3 шириною S, яка залежить від кута розпилювання пістолетів. б) Маркувальні головки починають маркування інформаційними матричними кодами 4 на початку відповідного кольорового дзеркала 3. Після кута, більшого/рівного +180°, припиняються обертання вінця, що обертається, і маркування маркувальними головками. В результаті труба отримує кругове маркування з інформаційних матричних кодів по всій периферії, що складається з двох аксіальних зміщених сегментів. в) Якщо має бути нанесене додаткове кругове маркування, то весь вінець, що обертається, переміщується за допомогою свого пристрою подовжнього переміщення (подача на доріжку) на значення Vs (Vs = 2Bd + 2x) і починає маркування у зворотному напрямі обертання до кута, більшого/рівного 0°. г) Для нанесення додаткових кругових маркувань діють аналогічно етапу в) з відповідним напрямом обертання, що змінюється. д) Після досягнення кінця дзеркала діють аналогічно етапам а)-г) або закінчують процес нанесення. На фіг. 2 в іншому варіанті зображено маркування труби 1', причому периферія труби маркується трьома аксіальними зміщеними сегментами 2 з кроком 120°. 3. Нанесення маркування за фіг. 2 а) Як 2 a). б) Як 2 б). в) Для нанесення дзеркальної фарби на периферії вінця, що обертається, знаходяться тепер три пістолети-розпилювачі, які для нанесення кольорового дзеркала 3' розташовані з кроком 120° по периферії труби з осьовим зсувом. г) Для нанесення інформаційних матричних кодів 4 на периферії вінця, що обертається, знаходяться також три маркувальні головки (Continuous InkJet або лазери), які з кроком 120° розташовані на відстані As уздовж подовжньої осі труби 1'. д) Пістолети-розпилювачі і маркувальні головки закріплені на вінці, що обертається, за допомогою пристрою переміщення, що діє у радіальному напрямі труби, щоб забезпечити певну відстань до поверхні труби у разі різних діаметрів. Число пистолетів-розпилювачів/маркувальних головок може бути відповідно до експлуатаційних вимог узгоджене, наприклад, з тактовим часом і технічним обслуговуванням або їх варіанти можуть бути комбіновані між собою. 3 UA 102103 C2 5 10 15 Нижче ще раз перераховані переваги винаходу: - обертання маркувальних головок завжди в межах ±360°. Таким чином, не вимагається ковзаючих контактів і скріплення трубопроводів (фарба); - за рахунок зміщених доріжок (сегментів) запобігається їх накладення; - повне маркування труби по всій периферії; - просте технічне узгодження з тактовим часом за рахунок збільшення числа маркувальних головок. Перелік посилальних позицій 1,1' - труба 2 - сегменти 3, 3' - кольорове дзеркало 4 - інформаційні матричні коди 5 - ширина дзеркала Bd - ширина інформаційного матричного коду x - відстань в світлу між двома сусідніми сегментами As - відстань між маркувальними головками Vs - подача на доріжку ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Спосіб індивідуального відстежування металевих порожнистих тіл, зокрема гарячекатаних труб із сталі, при якому кожну окрему трубу після останньої операції термообробки забезпечують індивідуальним, розташованим на її периферії, маркуванням, яке в зоні подачі до подальших позицій виготовлення або контролю автоматично зчитують як відеозображення під час подальшого транспортування незалежно від його напряму, причому при проходженні через всі задані етапи виробництва і контролю на окремих позиціях маркування кожної окремої труби реєструють, зареєстроване маркування порівнюють з множиною заздалегідь введених маркувань і здійснений етап виробництва або контролю співвідносять із зареєстрованим маркуванням, причому індивідуальне маркування колоподібно наносять на периферію труби у вигляді інформаційного матричного коду з багатократним ідентичним повторенням за допомогою маркувального блока, що містить щонайменше одну маркувальну головку і встановлений з можливістю обертання навколо труби, який відрізняється тим, що маркування периферії труби здійснюють щонайменше двома сегментованими, розділяючими периферію труби, ділянками, причому маркування здійснюють сегментами при обертанні маркувального блока менш ніж на 360°, а осьовий зсув сегментів по відношенню до подовжньої осі труби більше ширини інформаційного матричного коду. 2. Спосіб за п. 1, який відрізняється тим, що при використанні однієї маркувальної головки напрям обертання маркувального блока змінюють після нанесення першого сегмента, після чого наносять другий сегмент. 3. Спосіб за п. 1, який відрізняється тим, що маркування периферії труби здійснюють щонайменше двома сегментованими, розділяючими периферію труби, ділянками, причому при використанні двох маркувальних головок їх розташовують з кроком 180° і з осьовим зсувом навколо труби, а інформаційні матричні коди наносять за рахунок обертання маркувального блока щонайменше на 180°. 4. Спосіб за п. 1, який відрізняється тим, що маркування периферії труби здійснюють щонайменше трьома сегментами, причому при використанні трьох маркувальних головок їх розташовують з кроком 120° і з осьовим зсувом навколо труби, а інформаційні матричні коди наносять за рахунок обертання маркувального блока щонайменше на 120°. 5. Спосіб за п. 1, який відрізняється тим, що маркування периферії труби здійснюють щонайменше чотирма сегментами, причому при використанні чотирьох маркувальних головок їх розташовують з кроком 90° і з осьовим зсувом навколо труби, а інформаційні матричні коди наносять за рахунок обертання маркувального блока щонайменше на 90°. 6. Спосіб за одним з пп. 1-5, який відрізняється тим, що в процесі нанесення першого сегментованого кругового маркування інформаційними матричними кодами на трубу з осьовим зсувом наносять додаткові сегментовані кругові маркування. 7. Спосіб за п. 6, який відрізняється тим, що багатократне нанесення аксіальних зміщених, багатократно сегментованих кругових маркувань здійснюють одночасно маркувальними головками в маркувальному блоці, число яких відповідає числу периферійних сегментів і числу кругових маркувань. 4 UA 102103 C2 5 10 8. Спосіб за п. 6, який відрізняється тим, що додаткові сегментовані кругові маркування наносять послідовно, причому осьовий зсув здійснюють за рахунок переміщення маркувального блока над нерухомо встановленою трубою в її подовжньому напрямі. 9. Спосіб за п. 6, який відрізняється тим, що додаткові сегментовані кругові маркування наносять послідовно, причому осьовий зсув здійснюють за рахунок переміщення труби в подовжньому напрямі під нерухомо встановленим маркувальним блоком. 10. Спосіб за одним з пп. 1-8, який відрізняється тим, що осьовий зсув сегментованих кругових маркувань по відношенню один до одного більше осьової ширини інформаційних матричних кодів. 11. Спосіб за п. 9, який відрізняється тим, що осьовий зсув встановлюють з можливістю довільного вибору. 5 UA 102103 C2 6 UA 102103 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the individual tracking of metallic hollow bodies
Автори англійськоюvan Well, Dirk, Achterkamp, Manfred, Eichler, Michael
Назва патенту російськоюСпособ индивидуального отслеживания металлических полых тел
Автори російськоюван Велл Дирк, Ахтеркамп Манфред, Айхлер Михаэль
МПК / Мітки
МПК: G06K 1/00, G06K 19/06
Мітки: металевих, порожнистих, тіл, індивідуального, відстежування, спосіб
Код посилання
<a href="https://ua.patents.su/9-102103-sposib-individualnogo-vidstezhuvannya-metalevikh-porozhnistikh-til.html" target="_blank" rel="follow" title="База патентів України">Спосіб індивідуального відстежування металевих порожнистих тіл</a>
Спосіб виготовлення порожнистих металевих заготовок безперервним горизонтальним литтям і пристрій для його виконання
Номер патенту: 90146
Опубліковано: 12.04.2010
Автори: Сидорова Тетяна Михайлівна, Терехов Вадим Миколайович, Михайлик Олександр Михайлович, Михайлик Володимир Васильович, Колобов Альбєрт Алєксєєвіч, Мінковська Світлана Дмитрівна, Мєльніков Алєксєй Пєтровіч, Михайлик Михайло Васильович
МПК: B22D 11/055, B22D 11/045, B22D 11/124, B22D 11/04
Мітки: металевих, пристрій, спосіб, литтям, безперервним, заготовок, виготовлення, горизонтальним, порожнистих, виконання
Формула / Реферат:
1. Спосіб виготовлення порожнистих металевих заготовок з кольорових металів і сплавів горизонтальним безперервним литтям, заснований на безперервному покроковому заповненні рідким металом робочої порожнини, утвореної під порожнисту заготовку графітовою втулкою й графітовим дорном, з наступним здійсненням покрокового безперервного затвердіння заготовки в процесі її охолодження за допомогою мідної сорочки, який відрізняється тим, що покрокове...
Способи та системи для маркування, відстежування та автентифікування виробів
Номер патенту: 91031
Опубліковано: 25.06.2010
Автори: Фраде Ерван, Шателен Філіпп, Саже Ален, Вайсс Жак, Шемла Марк
МПК: G06K 17/00
Мітки: автентифікування, способи, маркування, відстежування, системі, виробів
Формула / Реферат:
1. Спосіб маркування виготовлених виробів, який включає: надання множини секретних кодів у контрольний центр та на виробничу лінію виготовлення виробів, генерування ідентифікаційного коду для кожного виробленого виробу, підписування у цифровому вигляді кожного ідентифікаційного коду за допомогою секрету, який отримують з множини секретних кодів та який є відомим у контрольному центрі, і маркування кожного виготовленого виробу згаданим...
Спосіб маркування виробів
Номер патенту: 51178
Опубліковано: 12.07.2010
Автор: Нікітін Андрій Ігорович
Мітки: маркування, виробів, спосіб
Формула / Реферат:
1. Спосіб маркування виробів, переважно консервованої продукції в банці з кришкою, який включає операції безперервної подачі розміщених у вертикальному положенні банок з кришками в зону маркування, з подальшим безконтактним нанесенням по колу в горизонтальному напрямі, перпендикулярно подовжній осі виробу, ряду маркувального напису з символів, який відрізняється тим, що при нанесенні ряду маркувального напису на бічну стінку кришки, висоту...
Спосіб ротаційного витягання порожнистих деталей з фланцем
Номер патенту: 79208
Опубліковано: 10.04.2013
Автори: Чесноков Олексій Вікторович, Чорна Валентина Ігорівна
МПК: B21D 22/14
Мітки: деталей, витягання, ротаційного, фланцем, спосіб, порожнистих
Формула / Реферат:
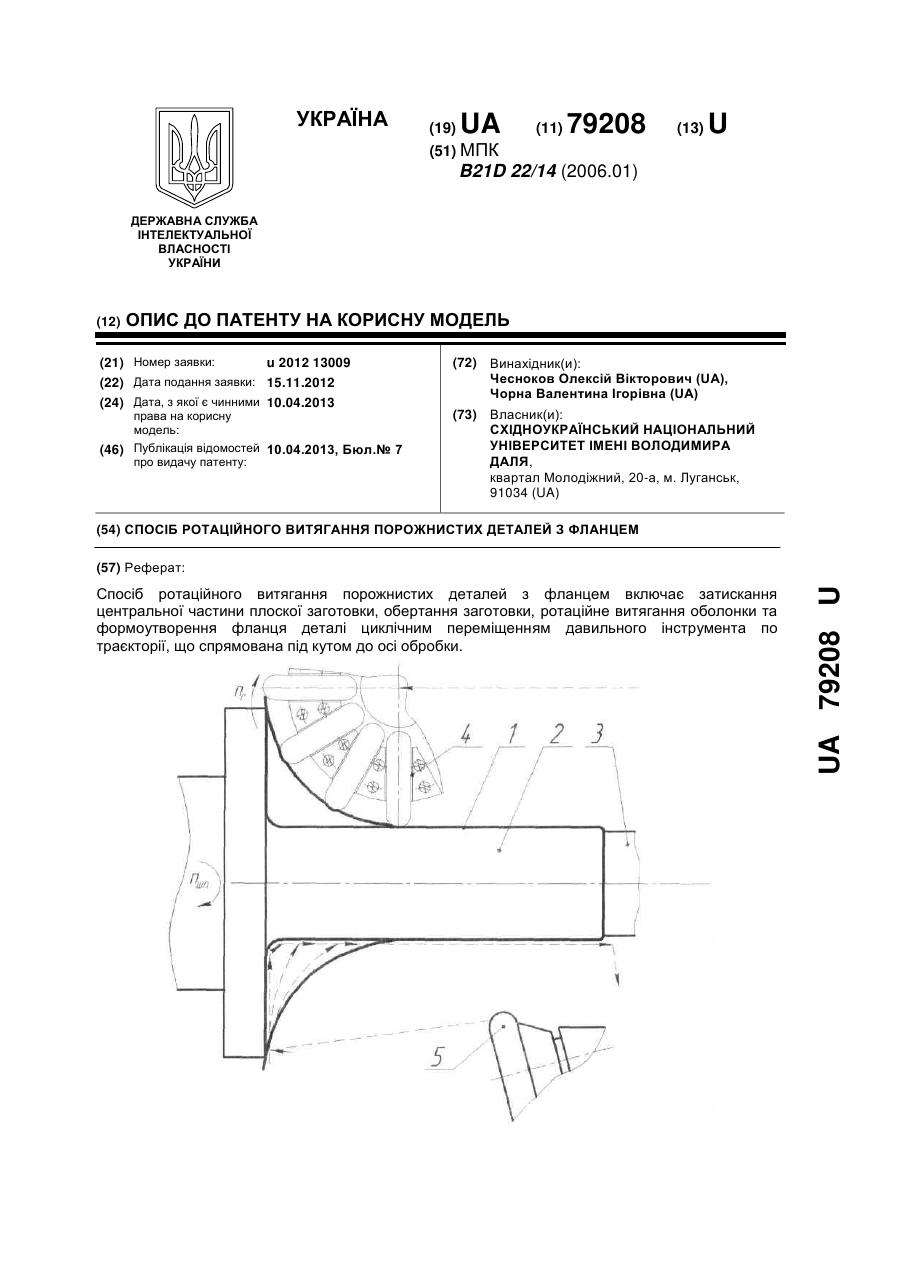
Спосіб ротаційного витягання порожнистих деталей з фланцем, що полягає у затисканні центральної частини плоскої заготовки, обертанні заготовки, ротаційному витяганні оболонки та формоутворенні фланця деталі циклічним переміщенням давильного інструмента по траєкторії, що спрямована під кутом до осі обробки, формоутворення фланця здійснюють під час переміщення давильного інструмента у напрямі від периферії фланця до поверхні, що примикає до...
Спосіб відцентрового формування порожнистих довгомірних тіл обертання
Номер патенту: 69828
Опубліковано: 15.09.2004
Автори: Шаленко Олег Олегович, Богуславський Вадим Євгенович
МПК: B28B 21/02
Мітки: формування, тіл, обертання, довгомірних, відцентрового, порожнистих, спосіб
Формула / Реферат:
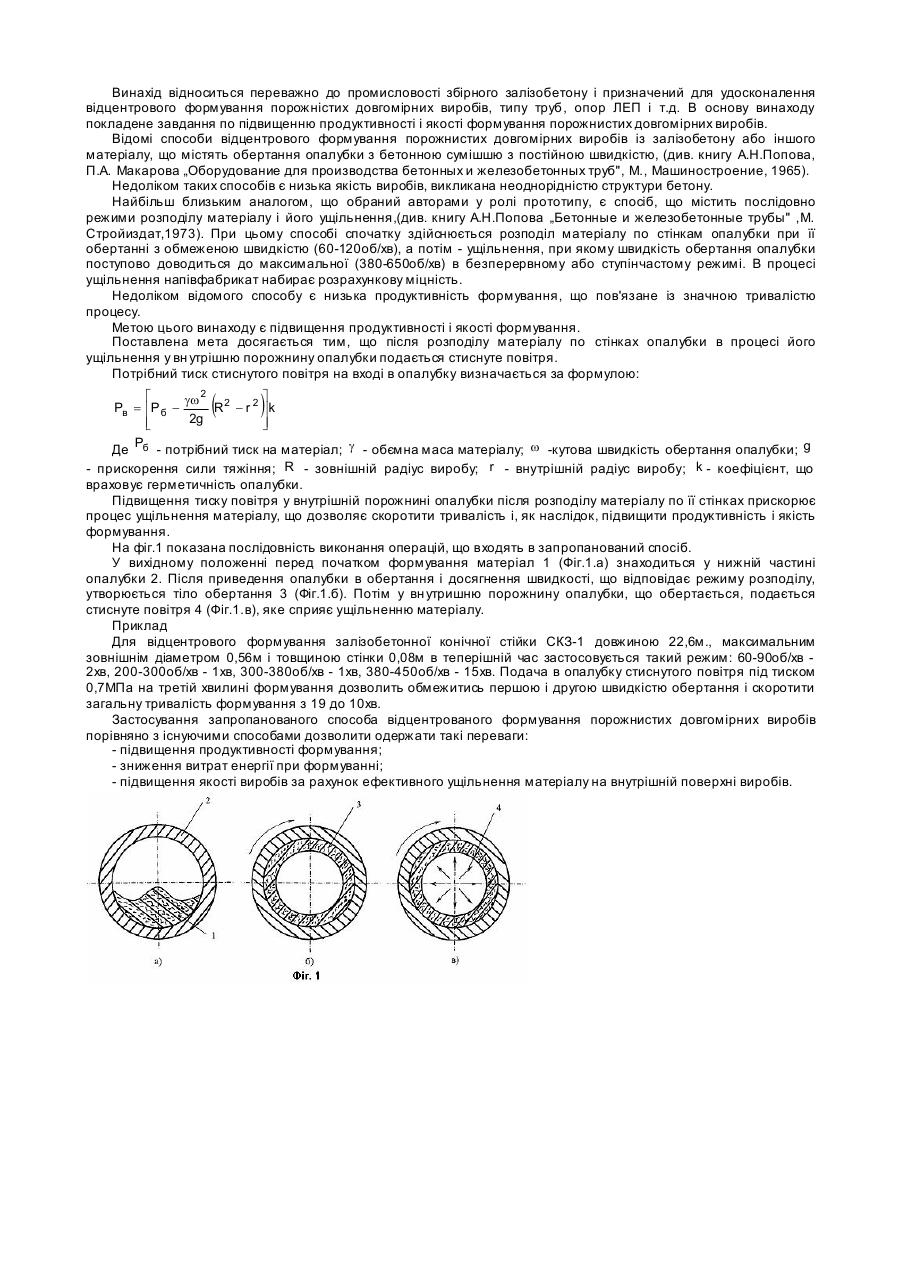
Спосіб відцентрового формування порожнистих довгомірних виробів, при якому проводять розподіл матеріалу по стінках опалубки і його ущільнення в процесі обертання опалубки, який відрізняється тим, що після розподілу матеріалу під час його ущільнення у внутрішню порожнину опалубки подають стиснуте повітря, тиск якого визначається за формулою:,де
Попередній патент: Просторове заглушення перешкод для бездротового зв’язку
Наступний патент: Вентильована оболонка для курильного виробу (варіанти) та курильний виріб, який містить таку оболонку
Випадковий патент: Спосіб лікування кератиту при пошкодженні лицевого нерва