Спосіб виготовлення порожнистих металевих заготовок безперервним горизонтальним литтям і пристрій для його виконання
Номер патенту: 90146
Опубліковано: 12.04.2010
Автори: Сидорова Тетяна Михайлівна, Михайлик Олександр Михайлович, Мінковська Світлана Дмитрівна, Колобов Альбєрт Алєксєєвіч, Терехов Вадим Миколайович, Михайлик Володимир Васильович, Мєльніков Алєксєй Пєтровіч, Михайлик Михайло Васильович
Формула / Реферат
1. Спосіб виготовлення порожнистих металевих заготовок з кольорових металів і сплавів горизонтальним безперервним литтям, заснований на безперервному покроковому заповненні рідким металом робочої порожнини, утвореної під порожнисту заготовку графітовою втулкою й графітовим дорном, з наступним здійсненням покрокового безперервного затвердіння заготовки в процесі її охолодження за допомогою мідної сорочки, який відрізняється тим, що покрокове безперервне заповнення порожнини під заготовку рідким металом виконують спрямовано знизу догори по поперечному перерізу порожнини під порожнисту заготовку, та одночасно здійснюють наступне покрокове безперервне затвердіння металу в порожнині під порожнисту заготовку, яке проводять також спрямовано зверху донизу за рахунок місцевого збільшення тепловідведення у верхній центральній частині графітової втулки при додатковому охолодженні верхньої центральної частини мідної сорочки.
2. Пристрій для виготовлення безперервнолитих порожнистих металевих заготовок містить металоприймач, графітовий водоохолоджуваний кристалізатор і графітовий дорн із перфорованим фланцем, встановленим у графітовій втулці, з боку рідкого металу в металоприймачі, а також водоохолоджувану мідну сорочку, який відрізняється тим, що нижче горизонтальної осі порожнини під порожнисту заготовку, зокрема у фланці графітового дорна або в графітовій втулці, виконано принаймні один отвір, а у верхній центральній частині графітової втулки розміщені на мідній сорочці поздовжні ребра охолодження.
Текст
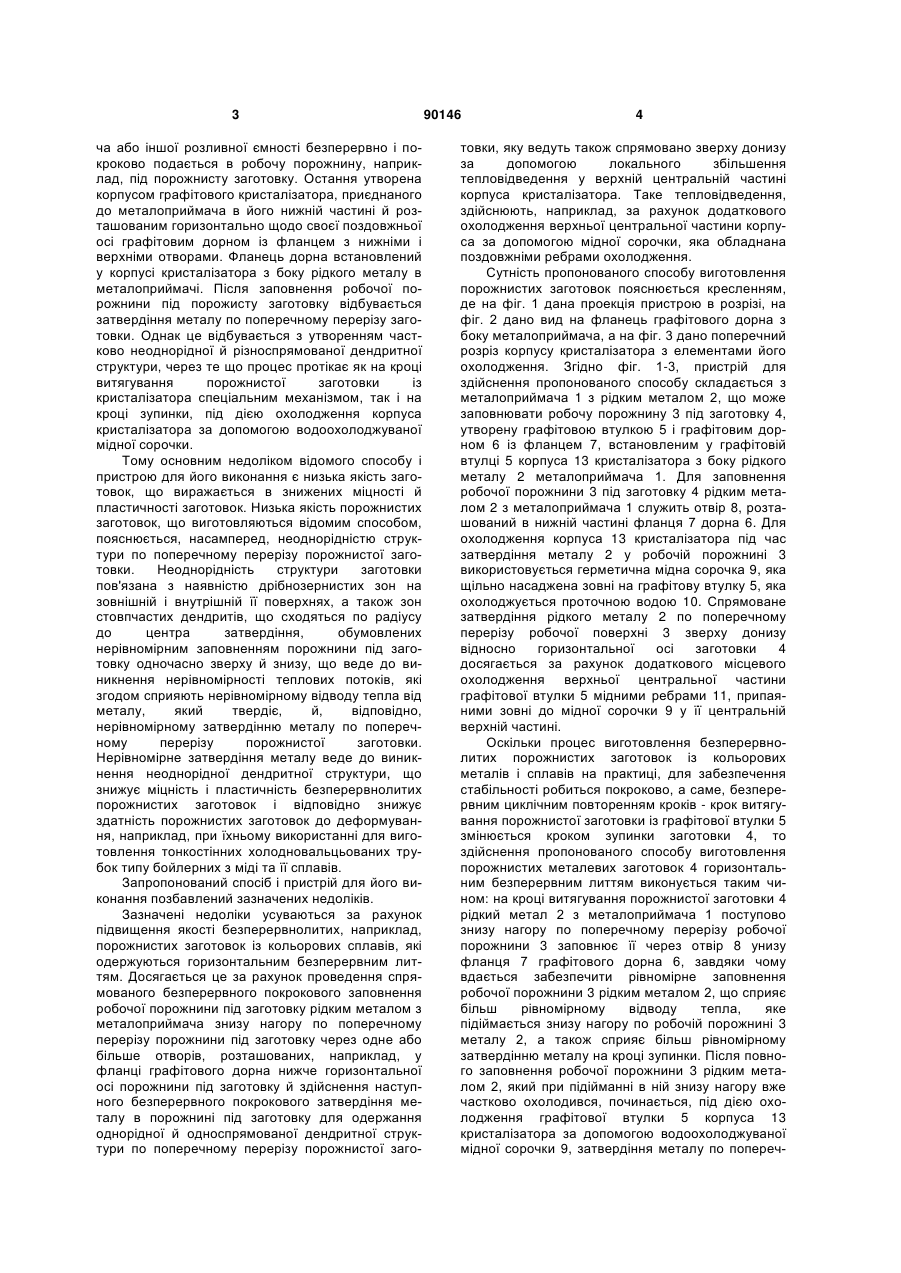
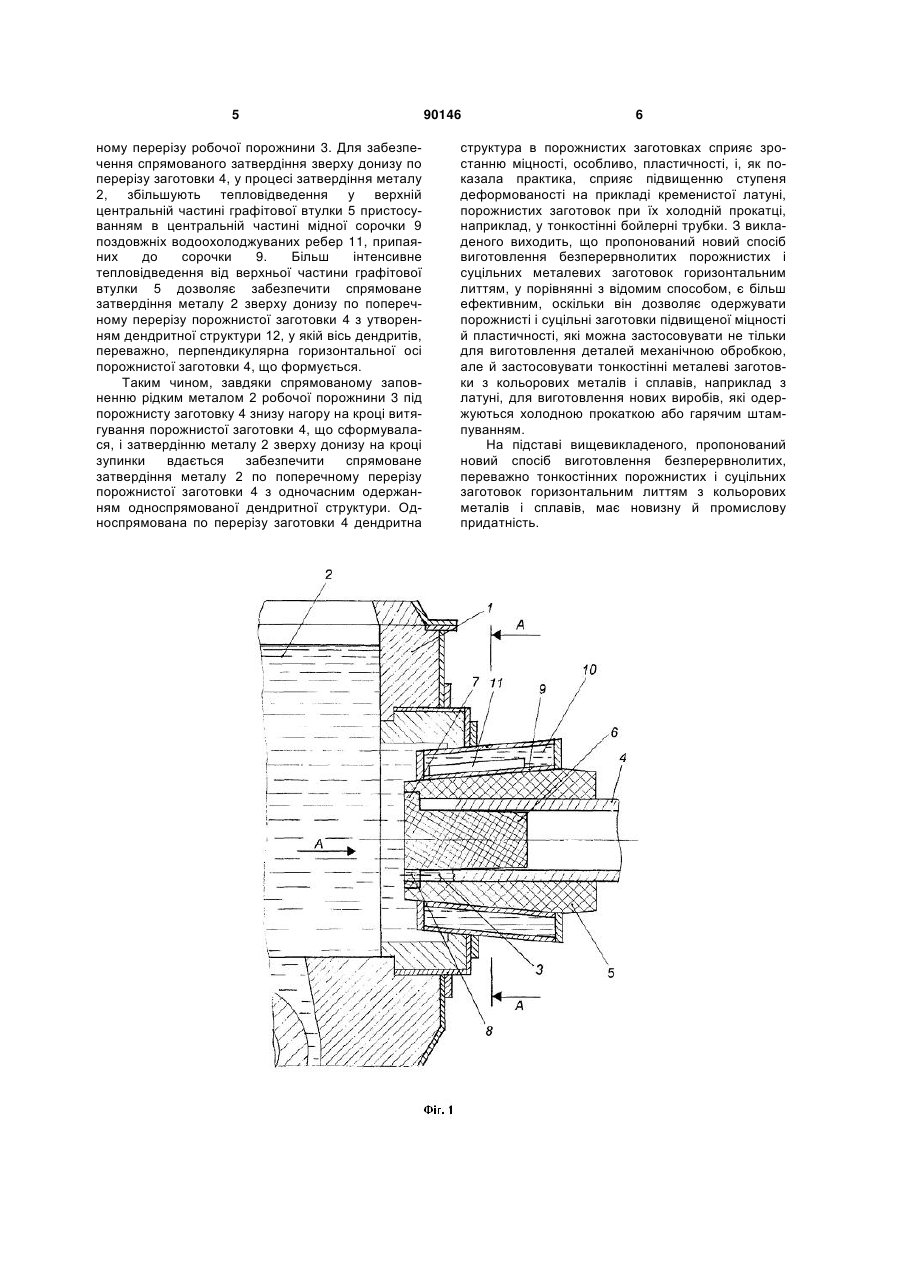
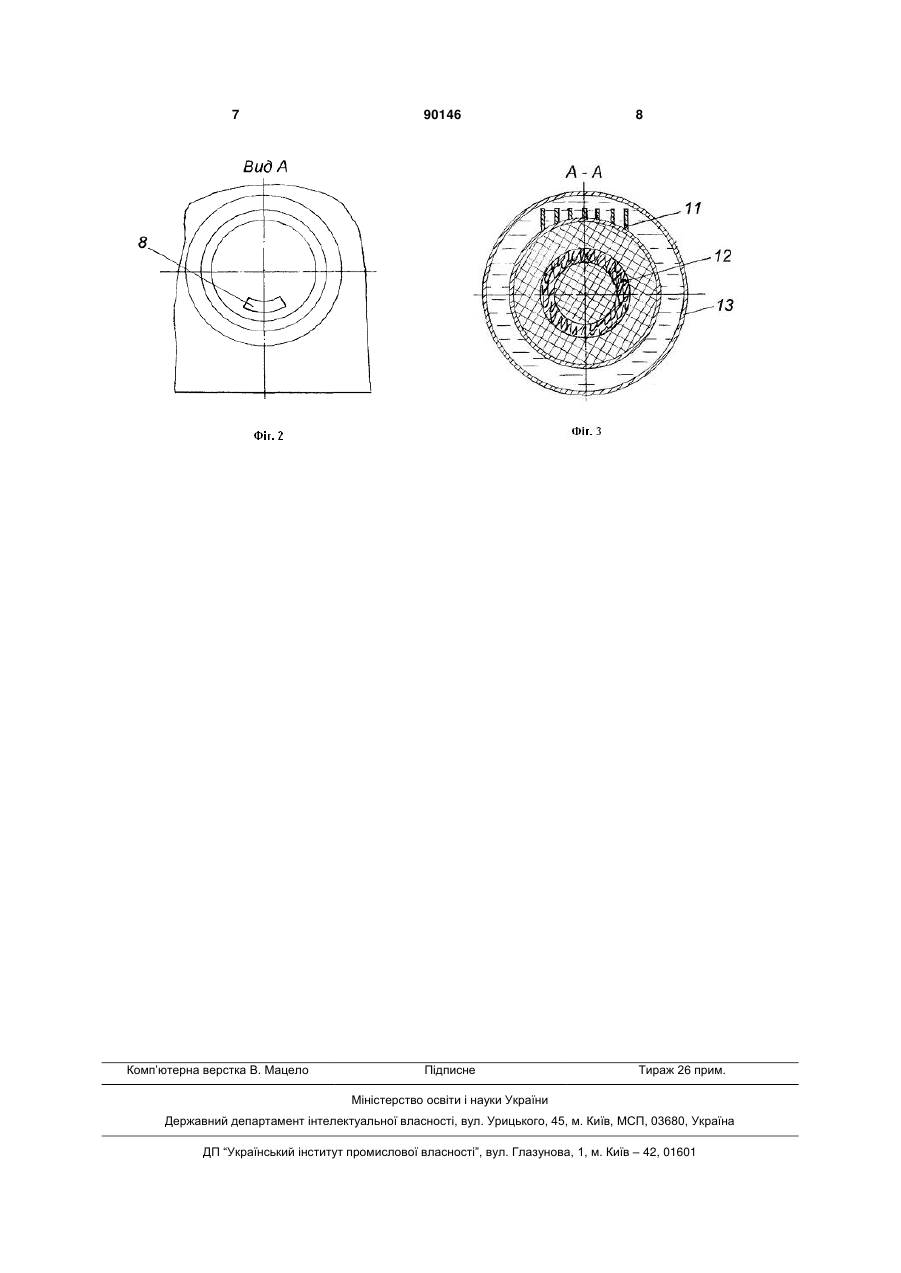
1. Спосіб виготовлення порожнистих металевих заготовок з кольорових металів і сплавів горизонтальним безперервним литтям, заснований на безперервному покроковому заповненні рідким металом робочої порожнини, утвореної під порожнисту заготовку графітовою втулкою й графітовим дорном, з наступним здійсненням покрокового C2 2 90146 1 3 ча або іншої розливної ємності безперервно і покроково подається в робочу порожнину, наприклад, під порожнисту заготовку. Остання утворена корпусом графітового кристалізатора, приєднаного до металоприймача в його нижній частині й розташованим горизонтально щодо своєї поздовжньої осі графітовим дорном із фланцем з нижніми і верхніми отворами. Фланець дорна встановлений у корпусі кристалізатора з боку рідкого металу в металоприймачі. Після заповнення робочої порожнини під порожисту заготовку відбувається затвердіння металу по поперечному перерізу заготовки. Однак це відбувається з утворенням частково неоднорідної й різноспрямованої дендритної структури, через те що процес протікає як на кроці витягування порожнистої заготовки із кристалізатора спеціальним механізмом, так і на кроці зупинки, під дією охолодження корпуса кристалізатора за допомогою водоохолоджуваної мідної сорочки. Тому основним недоліком відомого способу і пристрою для його виконання є низька якість заготовок, що виражається в знижених міцності й пластичності заготовок. Низька якість порожнистих заготовок, що виготовляються відомим способом, пояснюється, насамперед, неоднорідністю структури по поперечному перерізу порожнистої заготовки. Неоднорідність структури заготовки пов'язана з наявністю дрібнозернистих зон на зовнішній і внутрішній її поверхнях, а також зон стовпчастих дендритів, що сходяться по радіусу до центра затвердіння, обумовлених нерівномірним заповненням порожнини під заготовку одночасно зверху й знизу, що веде до виникнення нерівномірності теплових потоків, які згодом сприяють нерівномірному відводу тепла від металу, який твердіє, й, відповідно, нерівномірному затвердінню металу по поперечному перерізу порожнистої заготовки. Нерівномірне затвердіння металу веде до виникнення неоднорідної дендритної структури, що знижує міцність і пластичність безперервнолитих порожнистих заготовок і відповідно знижує здатність порожнистих заготовок до деформування, наприклад, при їхньому використанні для виготовлення тонкостінних холодновальцьованих трубок типу бойлерних з міді та її сплавів. Запропонований спосіб і пристрій для його виконання позбавлений зазначених недоліків. Зазначені недоліки усуваються за рахунок підвищення якості безперервнолитих, наприклад, порожнистих заготовок із кольорових сплавів, які одержуються горизонтальним безперервним литтям. Досягається це за рахунок проведення спрямованого безперервного покрокового заповнення робочої порожнини під заготовку рідким металом з металоприймача знизу нагору по поперечному перерізу порожнини під заготовку через одне або більше отворів, розташованих, наприклад, у фланці графітового дорна нижче горизонтальної осі порожнини під заготовку й здійснення наступного безперервного покрокового затвердіння металу в порожнині під заготовку для одержання однорідної й односпрямованої дендритної структури по поперечному перерізу порожнистої заго 90146 4 товки, яку ведуть також спрямовано зверху донизу за допомогою локального збільшення тепловідведення у верхній центральній частині корпуса кристалізатора. Таке тепловідведення, здійснюють, наприклад, за рахунок додаткового охолодження верхньої центральної частини корпуса за допомогою мідної сорочки, яка обладнана поздовжніми ребрами охолодження. Сутність пропонованого способу виготовлення порожнистих заготовок пояснюється кресленням, де на фіг. 1 дана проекція пристрою в розрізі, на фіг. 2 дано вид на фланець графітового дорна з боку металоприймача, а на фіг. 3 дано поперечний розріз корпусу кристалізатора з елементами його охолодження. Згідно фіг. 1-3, пристрій для здійснення пропонованого способу складається з металоприймача 1 з рідким металом 2, що може заповнювати робочу порожнину 3 під заготовку 4, утворену графітовою втулкою 5 і графітовим дорном 6 із фланцем 7, встановленим у графітовій втулці 5 корпуса 13 кристалізатора з боку рідкого металу 2 металоприймача 1. Для заповнення робочої порожнини 3 під заготовку 4 рідким металом 2 з металоприймача 1 служить отвір 8, розташований в нижній частині фланця 7 дорна 6. Для охолодження корпуса 13 кристалізатора під час затвердіння металу 2 у робочій порожнині 3 використовується герметична мідна сорочка 9, яка щільно насаджена зовні на графітову втулку 5, яка охолоджується проточною водою 10. Спрямоване затвердіння рідкого металу 2 по поперечному перерізу робочої поверхні 3 зверху донизу відносно горизонтальної осі заготовки 4 досягається за рахунок додаткового місцевого охолодження верхньої центральної частини графітової втулки 5 мідними ребрами 11, припаяними зовні до мідної сорочки 9 у її центральній верхній частині. Оскільки процес виготовлення безперервнолитих порожнистих заготовок із кольорових металів і сплавів на практиці, для забезпечення стабільності робиться покроково, а саме, безперервним циклічним повторенням кроків - крок витягування порожнистої заготовки із графітової втулки 5 змінюється кроком зупинки заготовки 4, то здійснення пропонованого способу виготовлення порожнистих металевих заготовок 4 горизонтальним безперервним литтям виконується таким чином: на кроці витягування порожнистої заготовки 4 рідкий метал 2 з металоприймача 1 поступово знизу нагору по поперечному перерізу робочої порожнини 3 заповнює її через отвір 8 унизу фланця 7 графітового дорна 6, завдяки чому вдається забезпечити рівномірне заповнення робочої порожнини 3 рідким металом 2, що сприяє більш рівномірному відводу тепла, яке підіймається знизу нагору по робочій порожнині 3 металу 2, а також сприяє більш рівномірному затвердінню металу на кроці зупинки. Після повного заповнення робочої порожнини 3 рідким металом 2, який при підійманні в ній знизу нагору вже частково охолодився, починається, під дією охолодження графітової втулки 5 корпуса 13 кристалізатора за допомогою водоохолоджуваної мідної сорочки 9, затвердіння металу по попереч 5 ному перерізу робочої порожнини 3. Для забезпечення спрямованого затвердіння зверху донизу по перерізу заготовки 4, у процесі затвердіння металу 2, збільшують тепловідведення у верхній центральній частині графітової втулки 5 пристосуванням в центральній частині мідної сорочки 9 поздовжніх водоохолоджуваних ребер 11, припаяних до сорочки 9. Більш інтенсивне тепловідведення від верхньої частини графітової втулки 5 дозволяє забезпечити спрямоване затвердіння металу 2 зверху донизу по поперечному перерізу порожнистої заготовки 4 з утворенням дендритної структури 12, у якій вісь дендритів, переважно, перпендикулярна горизонтальної осі порожнистої заготовки 4, що формується. Таким чином, завдяки спрямованому заповненню рідким металом 2 робочої порожнини 3 під порожнисту заготовку 4 знизу нагору на кроці витягування порожнистої заготовки 4, що сформувалася, і затвердінню металу 2 зверху донизу на кроці зупинки вдається забезпечити спрямоване затвердіння металу 2 по поперечному перерізу порожнистої заготовки 4 з одночасним одержанням односпрямованої дендритної структури. Односпрямована по перерізу заготовки 4 дендритна 90146 6 структура в порожнистих заготовках сприяє зростанню міцності, особливо, пластичності, і, як показала практика, сприяє підвищенню ступеня деформованості на прикладі кременистої латуні, порожнистих заготовок при їх холодній прокатці, наприклад, у тонкостінні бойлерні трубки. З викладеного виходить, що пропонований новий спосіб виготовлення безперервнолитих порожнистих і суцільних металевих заготовок горизонтальним литтям, у порівнянні з відомим способом, є більш ефективним, оскільки він дозволяє одержувати порожнисті і суцільні заготовки підвищеної міцності й пластичності, які можна застосовувати не тільки для виготовлення деталей механічною обробкою, але й застосовувати тонкостінні металеві заготовки з кольорових металів і сплавів, наприклад з латуні, для виготовлення нових виробів, які одержуються холодною прокаткою або гарячим штампуванням. На підставі вищевикладеного, пропонований новий спосіб виготовлення безперервнолитих, переважно тонкостінних порожнистих і суцільних заготовок горизонтальним литтям з кольорових металів і сплавів, має новизну й промислову придатність. 7 Комп’ютерна верстка В. Мацело 90146 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of manufacturing hollow metal billets by horizontal continuous casting
Автори англійськоюMykhailyk Mykhailo Vasyliovych, Kolobov Albiert Alieksieevich, Mielnikov Alieksiei Pietrovich, Terekhov Vadym Mykolaiovych, Minkovska Svitlana Dmytrivna, Mykhailyk Volodymyr Vasyliovych, Mykhailyk Oleksandr Mykhailovych, Sydorova Tetiana Mykhailivna
Назва патенту російськоюСпособ изготовления полых металлических заготовок горизонтальным непрерывным литьем и устройство для его осуществления
Автори російськоюМихайлик Михаил Васильевич, Колобов Альберт Алексеевич, Мельников Алексеей Петрович, Терехов Вадим Николаевич, Минковская Светлана Дмитриевна, Михайлик Владимир Васильевич, Михайлик Александр Михайлович, Сидорова Татьяна Михайловна
МПК / Мітки
МПК: B22D 11/04, B22D 11/045, B22D 11/124, B22D 11/055
Мітки: спосіб, виконання, заготовок, литтям, горизонтальним, порожнистих, безперервним, виготовлення, металевих, пристрій
Код посилання
<a href="https://ua.patents.su/4-90146-sposib-vigotovlennya-porozhnistikh-metalevikh-zagotovok-bezperervnim-gorizontalnim-littyam-i-pristrijj-dlya-jjogo-vikonannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих металевих заготовок безперервним горизонтальним литтям і пристрій для його виконання</a>
Спосіб виготовлення порожнистих предметів, зокрема пластмасових заготовок, і пристрій для його здійснення
Номер патенту: 46704
Опубліковано: 17.06.2002
Автор: де Кайпер Дірк
МПК: B29C 45/00, B29C 49/06, B29C 33/44, B29C 45/42
Мітки: виготовлення, пластмасових, спосіб, здійснення, зокрема, заготовок, пристрій, порожнистих, предметів
Формула / Реферат:
1. Способ изготовления полых предметов, в частности пластмассовых заготовок для последующей переработки в изделия из полиэтилентерефталата, в котором исходный материал для изготовления указанных заготовок впрыскивают в пресс-форму, которая имеет поверхность матрицы и ответную поверхность пуансона, между которыми формуют заготовки, пресс-форму раскрывают по поверхностям матрицы и пуансона, причем в этом случае каждый из пуансонов поверхности...
Спосіб виготовлення порожнистих деталей
Номер патенту: 38879
Опубліковано: 26.01.2009
Автори: Алієв Іграмотдін Серажутдінович, Алієва Лєйла Іграмотдинівна, Жбанков Ярослав Геннадійович, Куценко Сергій Володимирович
МПК: B21K 21/00
Мітки: спосіб, деталей, виготовлення, порожнистих
Формула / Реферат:
Спосіб виготовлення порожнистих деталей шляхом радіально-прямого видавлювання, який відрізняється тим, що радіально-пряме видавлювання порожнистої заготовки виконується на конічній оправці, відрізають її від багатоштучної заготовки оправкою, розгортають заготовку на 180 градусів і встановлюють в наступний штамп отриманою на попередній операції фаскою донизу і радіально-прямо видавлюють втулку на оправці.
Спосіб виготовлення порожнистих деталей
Номер патенту: 32229
Опубліковано: 12.05.2008
Автори: Жбанков Ярослав Геннадійович, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна
МПК: B21K 21/00
Мітки: порожнистих, виготовлення, спосіб, деталей
Формула / Реферат:
Спосіб виготовлення порожнистих деталей, що здійснюють шляхом радіально-прямого видавлювання на оправці з порожнистих заготовок, який відрізняється тим, що виготовлення здійснюється з однієї порожнистої багатоштучної заготовки напівнеперервним радіально-прямим видавлюванням в зазор, утворений між оправкою та матрицею, з відрізанням одиничної деталі від багатоштучної заготовки в зоні зміни напрямку течії металу з радіального на прямий шляхом...
Механізм змикання півформ прес-форми установки для виготовлення порожнистих виробів з заготовок із полімерних матеріалів у пластичному стані
Номер патенту: 22146
Опубліковано: 10.04.2007
Автор: Семирозум Олександр Іванович
МПК: B29C 49/56, B29C 49/28
Мітки: виробів, полімерних, пластичному, змикання, порожнистих, виготовлення, прес-форми, установки, півформ, стані, механізм, матеріалів, заготовок
Формула / Реферат:
Механізм змикання півформ прес-форми установки для виготовлення порожнистих виробів з заготовок із полімерних матеріалів у пластичному стані, що містить раму, до якої шарнірно прикріплені однойменні кінці півформ з можливістю їх коливального руху на осі відповідного шарніра до примусового замикання або розмикання півформ, а вільні торці півформ прес-форми кінематично з'єднані з рушієм, прикріпленим до рами, який відрізняється тим, що півформи...
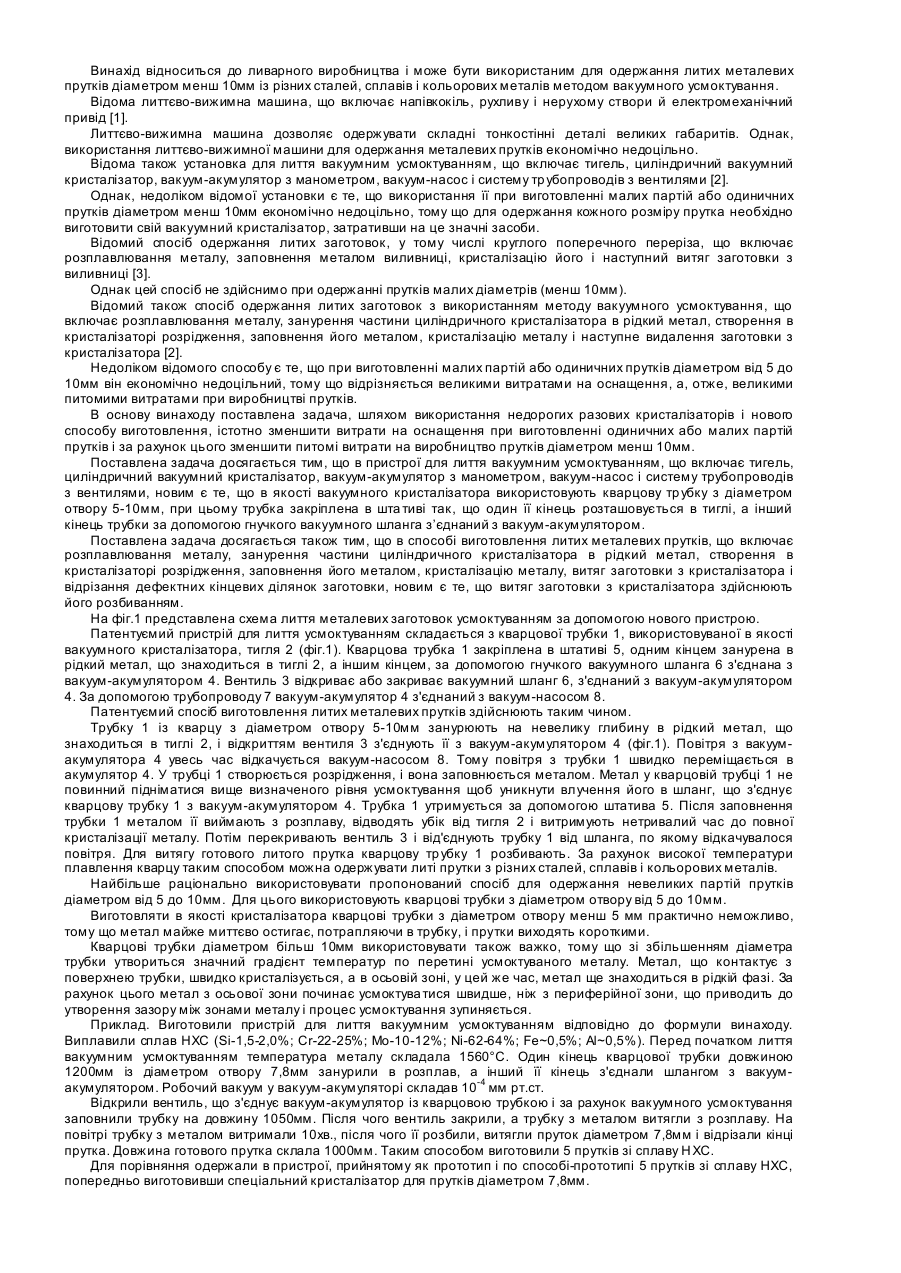
Спосіб виготовлення литих металевих прутків вакуумним усмоктуванням та пристрій для його здійснення
Номер патенту: 67073
Опубліковано: 15.06.2004
Автори: Лазоркін Віктор Андрійович, Куратченко Андрій Борисович, Кононенко Анатолій Акимович
МПК: B22D 18/06
Мітки: усмоктуванням, здійснення, виготовлення, металевих, вакуумним, пристрій, литих, прутків, спосіб
Формула / Реферат:
1. Спосіб виготовлення литих металевих прутків, що включає розплавлювання металу, занурення частини циліндричного кристалізатора в рідкий метал, створення в кристалізаторі розрідження, заповнення його металом, кристалізацію металу, витягання заготовки з кристалізатора й обрізання дефектних кінцевих ділянок заготовки, який відрізняється тим, що витягання заготовки з кристалізатора здійснюють його розбиванням.2. Пристрій для лиття...
Попередній патент: Трициклічні спіро-похідні як модулятори crth2
Наступний патент: Електромеханічний переривник та спосіб вимкнення струму у вищезгаданому електромеханічному переривнику
Випадковий патент: Експресія генів у модифікованому вірусі коров'ячої віспи ankara з використанням коров'ячого поквірусного промотору аті