Спосіб визначення моменту закінчення припрацювання поверхонь у вузлах тертя
Номер патенту: 106024
Опубліковано: 11.04.2016
Автори: Федориненко Дмитро Юрійович, Космач Олександр Павлович, Сапон Сергій Петрович

Формула / Реферат
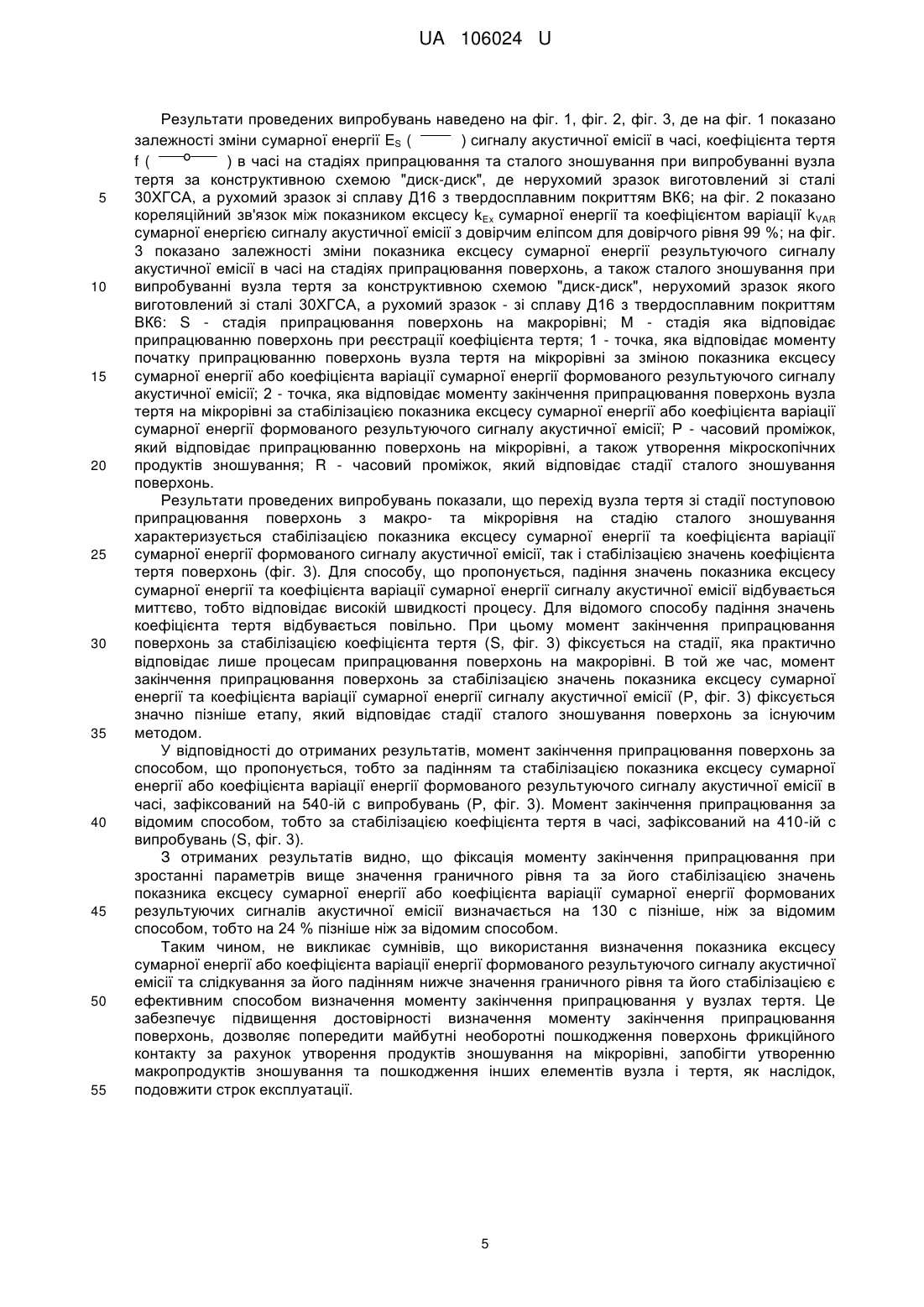
Спосіб визначення моменту закінчення припрацювання в вузлах тертя, що включає навантаження вузла тертя з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про момент закінчення припрацювання у вузлі тертя, який відрізняється тим, що як вище згадані характеристики визначають показник ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованих результуючих сигналів акустичної емісії, а момент закінчення припрацювання визначають при падінні нижче граничного рівня та стабілізації значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної сигналу акустичної емісії.
Текст
Реферат: Спосіб визначення моменту закінчення припрацювання в вузлах тертя включає навантаження вузла тертя з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про момент закінчення припрацювання у вузлі тертя. Як вище згадані характеристики визначають показник ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованих результуючих сигналів акустичної емісії, а момент закінчення припрацювання визначають при падінні нижче граничного рівня та стабілізації значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної сигналу акустичної емісії. UA 106024 U (54) СПОСІБ ВИЗНАЧЕННЯ МОМЕНТУ ЗАКІНЧЕННЯ ПРИПРАЦЮВАННЯ ПОВЕРХОНЬ У ВУЗЛАХ ТЕРТЯ UA 106024 U UA 106024 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до контролю виробів та їх фізико-механічних властивостей, а саме визначення моменту закінчення припрацювання поверхонь у вузлах тертя, попередження необоротних пошкоджень поверхонь фрикційного контакту, запобігання утворенню додаткових продуктів зношування, пошкодження інших елементів вузла тертя та підвищення терміну служби контактного з'єднання. Відомий, найбільш близький за технічною суттю до об'єкта, що заявляється, є спосіб визначення моменту закінчення припрацювання у вузлах тертя (див. 1) Волченков А.Β. Исследование антифрикционных материалов узлов трения на прирабатываемость // Современные проблемы науки и образования. - 2014. - № 6; URL: www.science-education.ru/12016065 - С. 6; 2) Повышение ресурса трибосопряжений активированными методами инженерии поверхности / П. А. Витязь [и др.]. - Минск: Беларус. наука, 2012. - С. 392; 3) Костецкий Б.И., Колесниченко Н.Ф. Качество поверхности и трение в машинах. Киев, "Техніка", 1969. - С. 61), який включає навантаження вузла тертя з одночасною реєстрацією значень моменту тертя або перерахованих значень коефіцієнта тертя, за показниками яких визначають момент закінчення припрацювання поверхонь фрикційного контакту і роблять висновок про повне припрацювання поверхонь тертя. Як вище згадані характеристики визначають різке зменшення та стабілізацію значень коефіцієнта або моменту тертя у вузлі тертя. Недоліки цього способу витікають з того, що при його реалізації фіксація моменту закінчення припрацювання поверхонь відбувається на макрорівні шарів матеріалів вузла тертя, що в подальшому може вплинути на характер контактної взаємодії поверхонь у разі екстремального навантаження вузла тертя. Іншими словами, при фіксації моменту закінчення припрацювання поверхонь тертя відбувається поступовий перехід з макрорівня на мікрорівень поверхневих шарів матеріалів вузла тертя, що забезпечує суттєве зменшення достовірності визначення моменту закінчення припрацювання поверхонь за рахунок низької чутливості розглянутого способу. Окремим недоліком розглянутого способу є використання усереднення даних, а також їх низькочастотна фільтрація яка викликана використанням тензочутливих перетворювачів, які сприймають зміни навколишнього середовища (температури та вологи), а також низькочастотні вібрації. За таких умов виникає необхідність в попередженні та ліквідації необоротних мікро- та макропроцесів пошкодження поверхневих шарів, а також утворення додаткових продуктів зношування, які можуть залежати від характеру навантаження поверхонь при експлуатації вузла. В такому випадку хоча і відбувається визначення моменту припрацювання поверхонь вузла тертя, але для підвищення терміну його експлуатації потрібні додаткові фінансові, матеріальні та часові витрати для аналізу на мікрорівні поверхневих шарів матеріалів, які використовуються у вузлі тертя, заміні мастильної речовини та ін. Крім цього, в залежності від типу використаних матеріалів у вузлі тертя, виникають додаткові мікропродукти зношування, які утворюються на стадії фіксації моменту закінчення припрацювання поверхонь. Це може приводити до майбутнього пошкодження інших елементів вузла тертя або низької працездатності конструкції в цілому, що в свою чергу, приводить до зменшення ймовірності подовження терміну його неперервної експлуатації. В основу корисної моделі поставлена задача такого удосконалення способу достовірною визначення моменту закінчення припрацювання поверхонь вузла тертя на мікрорівні, при якому за рахунок аналізу значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії сигналів акустичної емісії забезпечується підвищення достовірності визначення моменту закінчення припрацювання поверхонь тертя, суттєво знижується ймовірність необоротних пошкоджень спряжених поверхневих шарів фрикційного контакту і вузла тертя в цілому, а також утворення додаткових продуктів зношування. При цьому момент закінчення припрацювання поверхонь тертя визначається на рівні, який знаходиться після макрорівня розвитку процесу припрацювання поверхневих шарів вузла тертя, що дозволяє збільшити ймовірність припрацювання поверхонь і підвищити термін експлуатації самого вузла за рахунок відсутності додаткових продуктів зношення, зменшити фінансові, матеріальні та часові витрати. Поставлена задача вирішується тим, що у способі визначення моменту закінчення припрацювання поверхонь вузлах тертя, що включає навантаження вузла тертя з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновки про момент закінчення припрацювання у вузлі тертя, згідно з корисною моделлю, як вищезгадані характеристик визначають показник ексцесу сумарної енергії або коефіцієнт варіації сумарної енергії формованих результуючих сигналів акустичної емісії, а момент закінчення припрацювання поверхонь визначають при стабілізації значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованих результуючих сигналів акустичної емісії. 1 UA 106024 U 5 10 15 20 25 30 35 40 45 50 55 60 Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, і технічними результатами, що досягаються, полягає у наступному. При навантаженні вузла тертя на його спряжених поверхнях відбуваються мікро- та макропроцеси, які пов'язані з утворенням та порушенням фрикційних зв'язків в момент обертання (взаємне переміщення поверхонь) вузла. Іншими словами при терті відбувається руйнування деякої кількості мікроскопічних поверхонь фрикційного контакту, а також формування відповідних площадок контактної взаємодії. Такі процеси супроводжуються формуванням сигналів акустичної емісії, зміна параметрів яких в часі є відображенням кінетики процесів, що розвиваються на поверхнях фрикційною контакту, тобто відображенням кінетики мікро- та макропроцесів тертя та зношування. Працездатність вузла тертя, як відомо, визначається досить тривалою стадією сталого зношування його поверхонь, яка передує стадії початку руйнування поверхонь у випадках перевантаження вузла. Для стадії сталого зношування характерним є відносна сталість інтенсивності зношування з наступним поступовим її зростанням на протязі досить тривалого часу, а також з наступним її переходом на стадію необоротного руйнування поверхонь вузла тертя. Процес випробування вузла тертя на стадії припрацювання та сталого зношування можна розглядати у двох часових масштабах - малі інтервали часу, які обмежуються декількома секундами, та загальна тривала робота, яка охоплює інтервали часу в межах декількох сотень та тисяч секунд (хвилин або годин). Експериментальні дослідження показують, що у першому випадку, на окремих ділянках процесу тертя та зношування фіксується стабільне акустичне випромінювання, яке характеризується деякими середніми значеннями своїх параметрів. Наприклад, середньою амплітудою, енергією, потужністю, площею під обвідною тощо. Це означає, що на досліджуваних ділянках швидкість зростання аналізованих параметрів практично дорівнює нулю. У другому випадку, коли розглядається тривалий процес випробування вузла тертя, то спостерігається поступова зміна аналізованих параметрів, що відповідає існуючим уявленням про зношування поверхневих шарів матеріалів, тобто відбувається їх поступове зношування. Така зміна носить практично лінійний характер. Це означає, що швидкість зміни аналізованих параметрів є сталою величиною. Такий процес, як показують дослідження, відбувається після моменту закінчення припрацювання поверхонь, коли спостерігається стабілізація значень моменту тертя або коефіцієнта тертя, тобто коли відбувається відсутність зростання даних параметрів. Проте, теоретичні дослідження показують, що в формований результуючий сигнал акустичної емісії вносять окремий вклад складові, які охоплюють всі рівні фізико-хімічних процесів тертя поверхонь на субмікро-, мікро- і макрорівнях. Використання групової обробки параметрів формованих сигналів акустичної емісії (віконної обробки даних) приводить до фільтрації окремих складових фізико-хімічних процесів, що протікають на субмікрорівні. Це також викликано значними об'ємами інформації, які отримуються при реєстрації сигналів акустичної емісії. За таких умов, буде зменшуватися вклад даних процесів в результуючий сигнал акустичної емісії і, як наслідок, відбуватиметься більше згладжування параметрів сигналів акустичної емісії та зменшуватиметься величина їх розкиду. В той же час, як показали результати експериментальних досліджень, при випробуваннях вузла тертя на припрацювання відбувається не тільки стабілізація значень моменту тертя або коефіцієнта тертя f, а також стабільне зростання середнього рівня сумарної енергії ES сигналу акустичної емісії в часі (фіг. 1), але й значне падінням значень показника ексцесу сумарної енергії сигналу акустичної емісії при закінченні стадії припрацювання поверхонь фрикційного контакту на макрорівні (S, фіг. 3). При детальному аналізі значень показника ексцесу сумарної енергії сигналу акустичної емісії в часі, добре спостерігається етап (Р, фіг. 3), який відповідає стадії необоротного (фінішного) припрацювання поверхонь фрикційного контакту на мікрорівні, коли відбуваються локальні зміни в поверхневих шарах матеріалів. Кореляційний аналіз значень показників ексцесу сумарної енергії, а також коефіцієнта варіації сумарної енергії формованого результуючого сигналу акустичної емісії в часі показав їх стійкий лінійний зв'язок (фіг. 2) в області значних від'ємних значень, що підтверджується високими значеннями розрахованого коефіцієнта кореляції Пірсона КР=0,92, а також коефіцієнта кореляції Спірмена КС=0,65 для ймовірності р=0,95. Тому при визначенні моменту закінчення припрацювання поверхонь тертя як аналізований параметр сигналу акустичної емісії можна використовувати як показник ексцесу сумарної енергії так і коефіцієнт варіації сумарної енергії. З початку етапу, який передує стадії повного припрацювання поверхонь фрикційного контакту на мікрорівні, як показали експериментальні дослідження, відбувається локальне падіння значення показника ексцесу сумарної енергії сигналу акустичної емісії (поз. 1 та поз. 2, фіг. 3) нижче граничного рівня kEх = -1,1, а також падіння коефіцієнта варіації сумарної енергії 2 UA 106024 U сигналу акустичної емісії (фіг. 2). Тобто спостерігається нестабільність показників сумарної енергії сигналу акустичної емісії, а також коефіцієнта варіації сумарної енергії. Значення показника ексцесу сумарної енергії сигналу акустичної емісії визначаються, згідно з виразом: sum sum n 5 10 k x i i 1 20 25 30 35 40 45 50 55 n s umi , (1) де Еsumi - поточне значення сумарної енергії сигналу акустичної емісії для і-ї групи обробки даних; sum - середнє значення сумарної енергії сигналу акустичної емісії на довжині вибірки n κ межах окремої групи обробки даних (вікна); σΕsumi - стандартне відхилення. Значення коефіцієнта варіації сумарної енергії сигналу акустичної емісії визначаються, згідно з виразом: k VAR i 15 4 Esumi , (2) sum i Аналіз експериментальних даних показав, що на стадії припрацювання поверхонь на макрорівні (поз. S, фіг. 3) відбувається поступове зменшення значення показника ексцесу сумарної енергії сигналу акустичної емісії в сторону від'ємних значень, в той час як значення коефіцієнта варіації прямують в сторону менших значень (фіг. 2). Друга стадія характеризується суттєвим падінням значень нижче граничного рівня ( k Ex = 1,1 ділянка Р, фіг. 3) та значним зменшенням значень показника ексцесу сумарної енергії сигналу акустичної емісії. Подібні результати спостерігаються і для коефіцієнта варіації сумарної енергії сигналу акустичної емісії. Слід відмітити, що нестабільність показників ексцесу сумарної енергії сигналу акустичної емісії може бути оцінене за найбільшим відносним відхилення між поточним значення та декількома попередніми. Кількість попередніх значень показників сумарної енергії сигналу акустичної емісії залежить від фізико-механічних властивостей поверхонь матеріалів, а також експрес методів припрацювання поверхонь. При експериментальних дослідженнях проводилося порівняння за 10 групами показників сумарної енергії сигналів акустичної емісії. В результаті порівняння параметрів сигналу АЕ було визначено, що найбільше відносне відхилення значень показника ексцесу сумарної енергії на стадії фінішного припрацювання (Р, фіг. 3) складає в межах 22 % (поз. 1 та поз. 2, фіг. 3), а також в межах 20 % для коефіцієнта варіації сумарної енергії сигналу АЕ, що відповідає нестабільності даних параметрів на стадії припрацювання поверхонь на мікрорівні. Іншими словами, більш висока чутливість даного способу у порівнянні з реєстрацією значень коефіцієнта тертя дозволяє достовірно визначати часовий проміжок, який відповідає остаточному та повному припрацюванню поверхонь на мікрорівні. Слід відмітити, що визначення нестабільності значень показника ексцесу сумарної енергії сигналу акустичної емісії фіксується однозначно ще на початковій стадії необоротних процесів мікроскопічного припрацювання поверхонь тертя. Третя стадія характеризується стабілізацією значень показника ексцесу нижче граничного рівня ( k Ex = -1,1, R, фіг. 3), а також стабілізацією значень коефіцієнта варіації сумарної енергії сигналу акустичної емісії. Найбільше відносне відхилення між попередніми та поточним значення для досліджуваних параметрів складає в межах 12 % (поз. R, фіг. 3) у випадку показника ексцесу, а також в межах 10 % для коефіцієнта варіації, що відповідає стабільності даних параметрів на стадії повного припрацювання поверхонь. Отже при реєстрації сигналів акустичної емісії і слідкуванні за зміною значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії акустичної емісії можна однозначно (з високою ймовірністю) визначити момент закінчення припрацювання поверхонь у вузлі тертя на мікрорівні контактної взаємодії поверхонь. Цей момент, як показують дослідження, визначається пізніше, ніж за стабілізацією значень коефіцієнта тертя. Нестабільність значень показника ексцесу фіксується ще на стадії початку необоротних змін поверхонь на мікрорівні. Це означає, що значно збільшується достовірність визначення моменту закінчення припрацювання поверхонь вузлів тертя за рахунок збільшення розрізнювальної здатності, тобто врахування перерозподілу енергетичного вкладу процесів, які відбуваються на всіх рівнях в поверхневих шарах спряжених елементів вузла тертя. Таким чином, не викликає сумнівів, що використання контролю падіння та стабілізації значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії сигналу акустичної емісії є ефективним способом визначення моменту закінчення припрацювання 3 UA 106024 U 5 10 15 20 25 30 35 40 45 50 55 60 поверхонь у вузлах тертя на ранніх стадіях їх роботи. При цьому використання контролю падіння та стабілізації значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії сигналу акустичної емісії дозволяє здійснювати визначення моменту закінчення припрацювання поверхонь значно пізніше, ніж за контролем падіння та стабілізацією значень коефіцієнта тертя поверхонь, що безумовно, забезпечує підвищення його достовірності. При цьому групова обробка параметрів сигналів акустичної емісії дозволяє суттєво (в межах декількох сотень та тисяч разів) зменшити об'єм масивів даних, які необхідні для реєстрації сигналів акустичної емісії. Як показали експериментальні дослідження, момент закінчення припрацювання поверхонь за запропонованим способом визначається на 100-130 сек пізніше (18-25 %) ніж за моментом тертя або коефіцієнтом тертя. Крім цього, це дозволяє попередити майбутнє пошкодження поверхонь фрикційного контакту за рахунок продуктів мікро- та макрозношування, які впливають на пошкодження інших елементів вузла тертя, а також значно зменшити фінансові, матеріальні та часові витрати на відновлення поверхонь. Спосіб проілюстровано на фіг. 1, фіг. 2, фіг. 3, де на фіг. 1 показано залежності зміни сумарної енергії сигналу акустичної емісії в часі ES, а також коефіцієнта тертя f на стадіях припрацювання поверхонь, а також стадії сталого зношування при випробуванні вузла тертя за конструктивною схемою "диск-диск", нерухомий зразок якого виготовлений зі сталі 30ХГСА, а рухомий зразок, який обертається - зі сплаву Д16 з твердосплавним покриттям ВК6: на фіг. 2 показано кореляційний зв'язок між показником ексцесу kEx сумарної енергії та коефіцієнтом варіації KVAR сумарної енергії сигналу акустичної емісії з довірчим еліпсом для довірчого рівня 99 %; на фіг. 3 показано залежності зміни показника ексцесу сумарної енергії результуючого сигналу акустичної емісії в часі на стадіях припрацювання поверхонь, а також сталого зношування при випробуванні вузла тертя за конструктивною схемою "диск-диск", нерухомий зразок якого виготовлений зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: S - стадія припрацювання поверхонь на макрорівні; Μ - стадія, яка відповідає припрацюванню поверхонь при реєстрації коефіцієнта тертя; 1 - точка, яка відповідає моменту початку припрацюванню поверхонь вузла тертя на мікрорівні за зміною показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованого результуючого сигналу акустичної емісії; 2 - точка, яка відповідає моменту закінчення припрацювання поверхонь вузла тертя на мікрорівні за стабілізацією показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованого результуючого сигналу акустичної емісії; Ρ часовий проміжок, який відповідає припрацюванню поверхонь на мікрорівні, а також утворення мікроскопічних продуктів зношування; R - часовий проміжок, який відповідає стадії сталого зношування поверхонь. Приклад конкретної реалізації способу, що заявляється Визначається момент закінчення припрацювання поверхонь вузла тертя, який працює за конструктивною схемою "диск-диск". У відповідності до схеми випробувань, один із зразків вузла тертя був нерухомим, а другий зразок встановлювався в патрон шпинделя машини тертя СМТ1, який обертався із заданою постійною швидкістю. Зразки представляли собою втулки з тертям по плоских торцевих поверхнях. Контактна взаємодія зразків тертя забезпечувалася важільним механізмом навантаження вагового типу. Рухомий зразок був виготовлений зі сплаву Д16 з твердосплавним покриттям ВК6, а нерухомий зразок - зі сталі 30ХГСА. Випробувальні зразки мали наступні розміри: зовнішній діаметр 28 мм; внутрішній діаметр 20 мм; товщина стінки 4 мм; -1 висота 22 мм. Швидкість обертання приводного вала машини тертя СМТ-1 складала 500 хв . Осьове робоче навантаження на вузол тертя складало 450 Η. Як мастильне середовище використовувалося мастило М10Г2К, витрати якого були стабільними та складали 1,2 л/год. При випробуваннях проводилась реєстрація результуючого сигналу акустичної емісії. Для цього було застосовано перетворювач, який було виготовлено із п'єзокераміки ЦТС-19. Первинний перетворювач встановлювався на нерухомому зразку вузла тертя. Сигнали з виходу перетворювача підсилювалися, а потім вимірювалися та оброблялися з використанням акустоемісійного діагностичного комплексу. Результати вимірювання параметрів реєстрованого результуючого сигналу акустичної емісії представлявся у вигляді графічних залежностей зміни показника ексцесу сумарної енергії та коефіцієнта варіації сумарної енергії результуючого сигналу акустичної емісії в часі. Інтервал дискретизації аналого-цифрового перетворювача при реєстрації сигналів акустичної емісії складав 11,4 мкс. Інтервал обробки даних показників енергії формованого сигналу акустичної емісії для кожної групи складав 8,3 с, а коефіцієнт 6 6 стиснення даних складав 7,28•10 , тобто в кожній групі N (фіг. 3) виконувалася обробка 7,28•10 значень сигналу акустичної емісії. При цьому проводилося порівняння результатів визначення моменту закінчення припрацювання поверхонь у вузлі тертя за відомим способом і способом, що пропонується. 4 UA 106024 U 5 10 15 20 25 30 35 40 45 50 55 Результати проведених випробувань наведено на фіг. 1, фіг. 2, фіг. 3, де на фіг. 1 показано залежності зміни сумарної енергії ES ( ) сигналу акустичної емісії в часі, коефіцієнта тертя f( ) в часі на стадіях припрацювання та сталого зношування при випробуванні вузла тертя за конструктивною схемою "диск-диск", де нерухомий зразок виготовлений зі сталі 30ХГСА, а рухомий зразок зі сплаву Д16 з твердосплавним покриттям ВК6; на фіг. 2 показано кореляційний зв'язок між показником ексцесу kEx сумарної енергії та коефіцієнтом варіації kVAR сумарної енергією сигналу акустичної емісії з довірчим еліпсом для довірчого рівня 99 %; на фіг. 3 показано залежності зміни показника ексцесу сумарної енергії результуючого сигналу акустичної емісії в часі на стадіях припрацювання поверхонь, а також сталого зношування при випробуванні вузла тертя за конструктивною схемою "диск-диск", нерухомий зразок якого виготовлений зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: S - стадія припрацювання поверхонь на макрорівні; Μ - стадія яка відповідає припрацюванню поверхонь при реєстрації коефіцієнта тертя; 1 - точка, яка відповідає моменту початку припрацюванню поверхонь вузла тертя на мікрорівні за зміною показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованого результуючого сигналу акустичної емісії; 2 - точка, яка відповідає моменту закінчення припрацювання поверхонь вузла тертя на мікрорівні за стабілізацією показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованого результуючого сигналу акустичної емісії; Ρ - часовий проміжок, який відповідає припрацюванню поверхонь на мікрорівні, а також утворення мікроскопічних продуктів зношування; R - часовий проміжок, який відповідає стадії сталого зношування поверхонь. Результати проведених випробувань показали, що перехід вузла тертя зі стадії поступовою припрацювання поверхонь з макро- та мікрорівня на стадію сталого зношування характеризується стабілізацією показника ексцесу сумарної енергії та коефіцієнта варіації сумарної енергії формованого сигналу акустичної емісії, так і стабілізацією значень коефіцієнта тертя поверхонь (фіг. 3). Для способу, що пропонується, падіння значень показника ексцесу сумарної енергії та коефіцієнта варіації сумарної енергії сигналу акустичної емісії відбувається миттєво, тобто відповідає високій швидкості процесу. Для відомого способу падіння значень коефіцієнта тертя відбувається повільно. При цьому момент закінчення припрацювання поверхонь за стабілізацією коефіцієнта тертя (S, фіг. 3) фіксується на стадії, яка практично відповідає лише процесам припрацювання поверхонь на макрорівні. В той же час, момент закінчення припрацювання поверхонь за стабілізацією значень показника ексцесу сумарної енергії та коефіцієнта варіації сумарної енергії сигналу акустичної емісії (Р, фіг. 3) фіксується значно пізніше етапу, який відповідає стадії сталого зношування поверхонь за існуючим методом. У відповідності до отриманих результатів, момент закінчення припрацювання поверхонь за способом, що пропонується, тобто за падінням та стабілізацією показника ексцесу сумарної енергії або коефіцієнта варіації енергії формованого результуючого сигналу акустичної емісії в часі, зафіксований на 540-ій с випробувань (Р, фіг. 3). Момент закінчення припрацювання за відомим способом, тобто за стабілізацією коефіцієнта тертя в часі, зафіксований на 410-ій с випробувань (S, фіг. 3). З отриманих результатів видно, що фіксація моменту закінчення припрацювання при зростанні параметрів вище значення граничного рівня та за його стабілізацією значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованих результуючих сигналів акустичної емісії визначається на 130 с пізніше, ніж за відомим способом, тобто на 24 % пізніше ніж за відомим способом. Таким чином, не викликає сумнівів, що використання визначення показника ексцесу сумарної енергії або коефіцієнта варіації енергії формованого результуючого сигналу акустичної емісії та слідкування за його падінням нижче значення граничного рівня та його стабілізацією є ефективним способом визначення моменту закінчення припрацювання у вузлах тертя. Це забезпечує підвищення достовірності визначення моменту закінчення припрацювання поверхонь, дозволяє попередити майбутні необоротні пошкодження поверхонь фрикційного контакту за рахунок утворення продуктів зношування на мікрорівні, запобігти утворенню макропродуктів зношування та пошкодження інших елементів вузла і тертя, як наслідок, подовжити строк експлуатації. 5 UA 106024 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб визначення моменту закінчення припрацювання в вузлах тертя, що включає навантаження вузла тертя з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про момент закінчення припрацювання у вузлі тертя, який відрізняється тим, що як вище згадані характеристики визначають показник ексцесу сумарної енергії або коефіцієнта варіації сумарної енергії формованих результуючих сигналів акустичної емісії, а момент закінчення припрацювання визначають при падінні нижче граничного рівня та стабілізації значень показника ексцесу сумарної енергії або коефіцієнта варіації сумарної сигналу акустичної емісії. 6 UA 106024 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the determination of surface breaking-in termination time in friction units
Автори англійськоюKosmach Oleksandr Pavlovych, Fedorenko Dmytro Yuriiovych, Sapon Serhii Petrovych
Назва патенту російськоюСпособ определения момента окончания приработки поверхностей в узлах трения
Автори російськоюКосмач Александр Павлович, Федоренко Дмитрий Юрьевич, Сапон Сергей Петрович
МПК / Мітки
МПК: G01N 3/56, G01N 29/04
Мітки: закінчення, визначення, моменту, вузлах, поверхонь, припрацювання, спосіб, тертя
Код посилання
<a href="https://ua.patents.su/9-106024-sposib-viznachennya-momentu-zakinchennya-pripracyuvannya-poverkhon-u-vuzlakh-tertya.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення моменту закінчення припрацювання поверхонь у вузлах тертя</a>
Спосіб припрацювання поверхонь тертя дизелів

Номер патенту: 63788
Опубліковано: 25.10.2011
Автор: Барановський Денис Миколайович
МПК: F02B 9/00
Мітки: припрацювання, дизелів, поверхонь, тертя, спосіб
Формула / Реферат:
Спосіб припрацювання поверхонь тертя дизелів, який характеризується тим, що до початку припрацювання створюють таку шорсткість поверхонь, наприклад методами пластичної деформації чи концентрованими потоками, яка відповідає процесу експлуатації.
Спосіб визначення моменту виникнення задирання у фрикційних вузлах
Номер патенту: 65019
Опубліковано: 25.11.2011
Автори: Космач Олександр Павлович, Філоненко Сергій Федорович, Косицька Тетяна Миколаївна
МПК: G01N 3/56, G01N 29/04
Мітки: визначення, виникнення, задирання, вузлах, моменту, спосіб, фрикційних
Формула / Реферат:
Спосіб визначення моменту виникнення задирання в фрикційних вузлах, що включає навантаження фрикційного вузла з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновки про момент виникнення задирання в фрикційному вузлі, який відрізняється тим, що як вищезгадані характеристики вимірюють дисперсію сумарної енергії сигналів акустичної емісії, а момент виникнення задирання визначають за різким зростанням дисперсії...
Спосіб визначення моменту виникнення задирання в фрикційних вузлах
Номер патенту: 31663
Опубліковано: 25.04.2008
Автори: Філоненко Сергій Федорович, Стадниченко В'ячеслав Миколайович, Бабак Віталій Павлович
МПК: G01N 29/14, G01N 3/56, G01N 29/04
Мітки: визначення, вузлах, спосіб, виникнення, задирання, фрикційних, моменту
Формула / Реферат:
Спосіб визначення моменту виникнення задирання в фрикційних вузлах, що включає навантаження фрикційного вузла з одночасним визначенням характеристик, за якими роблять висновки про момент виникнення задирання в фрикційному вузлі, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а момент виникнення задирання визначають за швидкістю зростання середньої потужності реєстрованих сигналів...
Склад для припрацювання поверхонь мідних сплавів в парах тертя кочення
Номер патенту: 86618
Опубліковано: 10.01.2014
Автор: Авдєєнко Анатолій Петрович
МПК: B21J 5/00, B23K 103/12
Мітки: тертя, мідних, склад, припрацювання, кочення, сплавів, поверхонь, парах
Формула / Реферат:
Склад для припрацювання поверхонь мідних сплавів в парах тертя кочення, що вміщує присадку-комплексоутворювач в мінеральних маслах, який відрізняється тим, що як присадка-комплексоутворювач використовується біс-(саліцилаль)етилендіамін.
Склад для припрацювання поверхонь сталевих сплавів в парах тертя кочення
Номер патенту: 86832
Опубліковано: 10.01.2014
Автор: Авдєєнко Анатолій Петрович
МПК: C09G 1/00
Мітки: кочення, сплавів, тертя, поверхонь, парах, припрацювання, склад, сталевих
Формула / Реферат:
Склад для припрацювання поверхонь сталевих сплавів в парах тертя кочення, що є розчином присадки-комплексоутворювача у мінеральному маслі, який відрізняється тим, що маслорозчинною присадкою-комплексоутворювачем є моноетаноламід синтетичних жирних кислот фракції С10-С25 у кількості 2 %.
Попередній патент: Газогенераторно-піролізна установка для автотранспортних засобів
Наступний патент: Спосіб виготовлення чавунного посуду
Випадковий патент: Спосіб сегментації медичних ультразвукових зображень