Комплекс для правки кутового прокату
Номер патенту: 110302
Опубліковано: 10.10.2016
Автори: Євгиненко Ігор Олександрович, Коваленко Віталій Іванович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Гаврильченко Євген Юрійович


Формула / Реферат
Комплекс для правки кутового прокату, що містить встановлений у технологічній послідовності приймальний стіл, перевантажувач, підвідний рольганг із приводними роликами, сортоправильну машину з верхніми й нижніми правильними роликами з рівчаками, виконаними з певним кроком, який відрізняється тим, що він обладнаний механізмом зсуву прокату поперек рольганга, установленим з неприводної сторони підвідного рольганга і нерухливим упором, закріпленим із протилежної сторони, а також змінною профільною гребінкою, установленою з можливістю вертикального переміщення між приводними роликами, при цьому її зуби спрямовані вниз і мають довжину, яка зменшувана від зуба до зуба в напрямку від нерухливого упора на величину h=h1+hп,
де h - зменшувана довжина від зуба до зуба профільної гребінки,
h1 - висота скосу на зубі h1 профільної гребінки,
hп - висота кутового прокату,
а крок між зубами гребінки дорівнює кроку рівчаків правильних роликів сортоправильної машини, крім того, комплекс обладнаний змінним притискним профільним роликом з рівчаками, крок яких дорівнює кроку рівчаків правильних роликів сортоправильної машини й закріплений притискний ролик за допомогою важеля на приводному візку, встановленим над підвідним рольгангом.
Текст
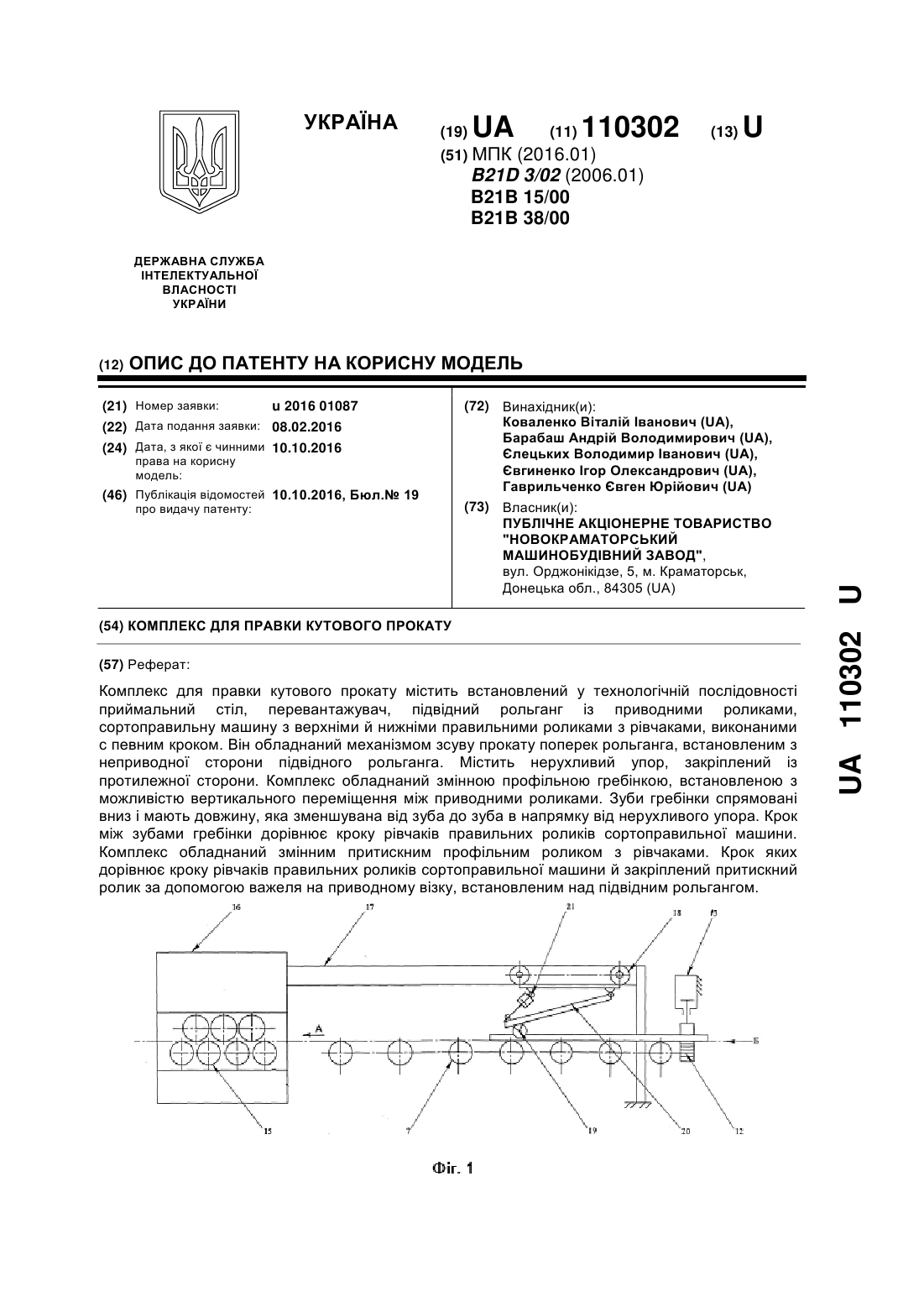
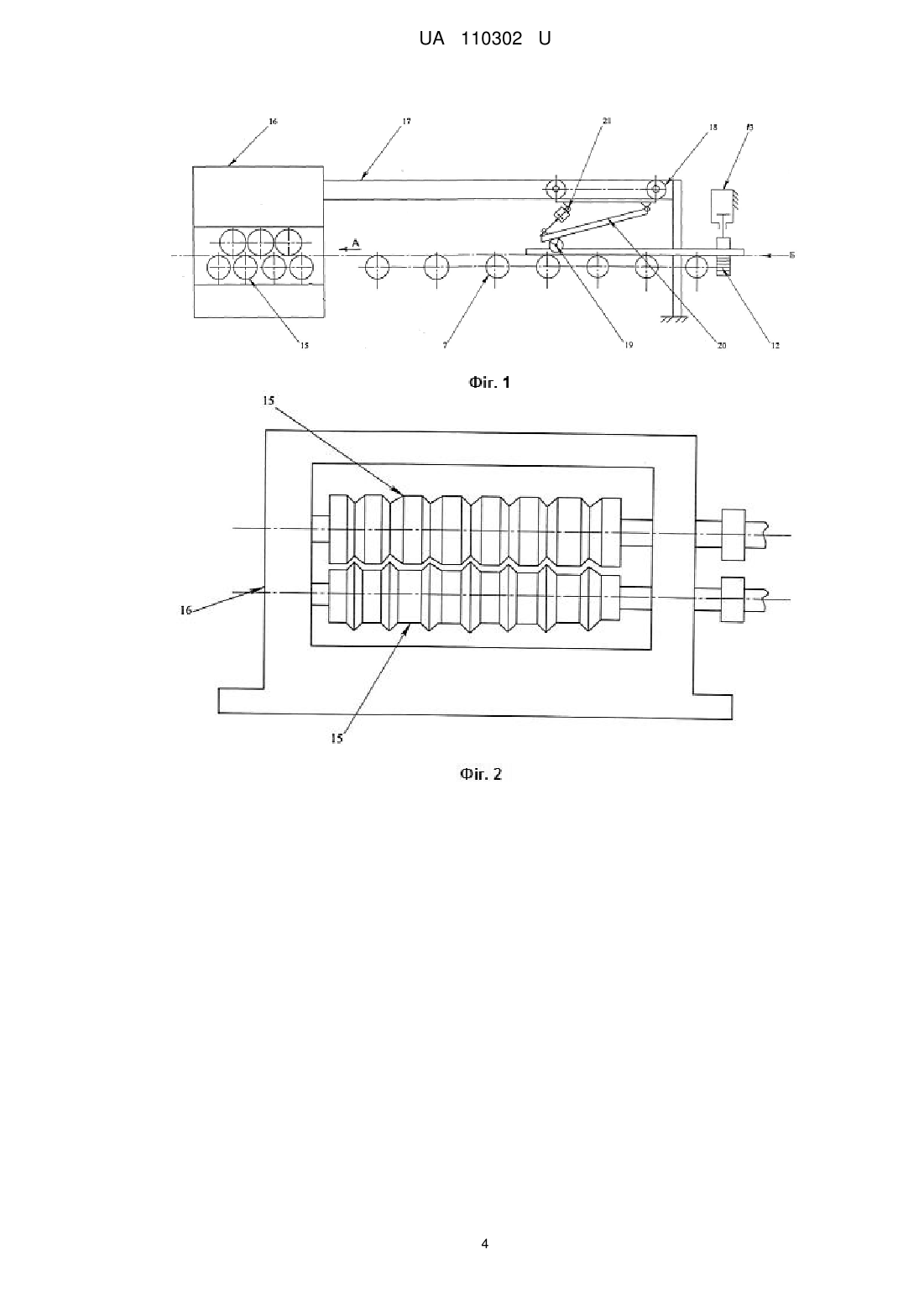
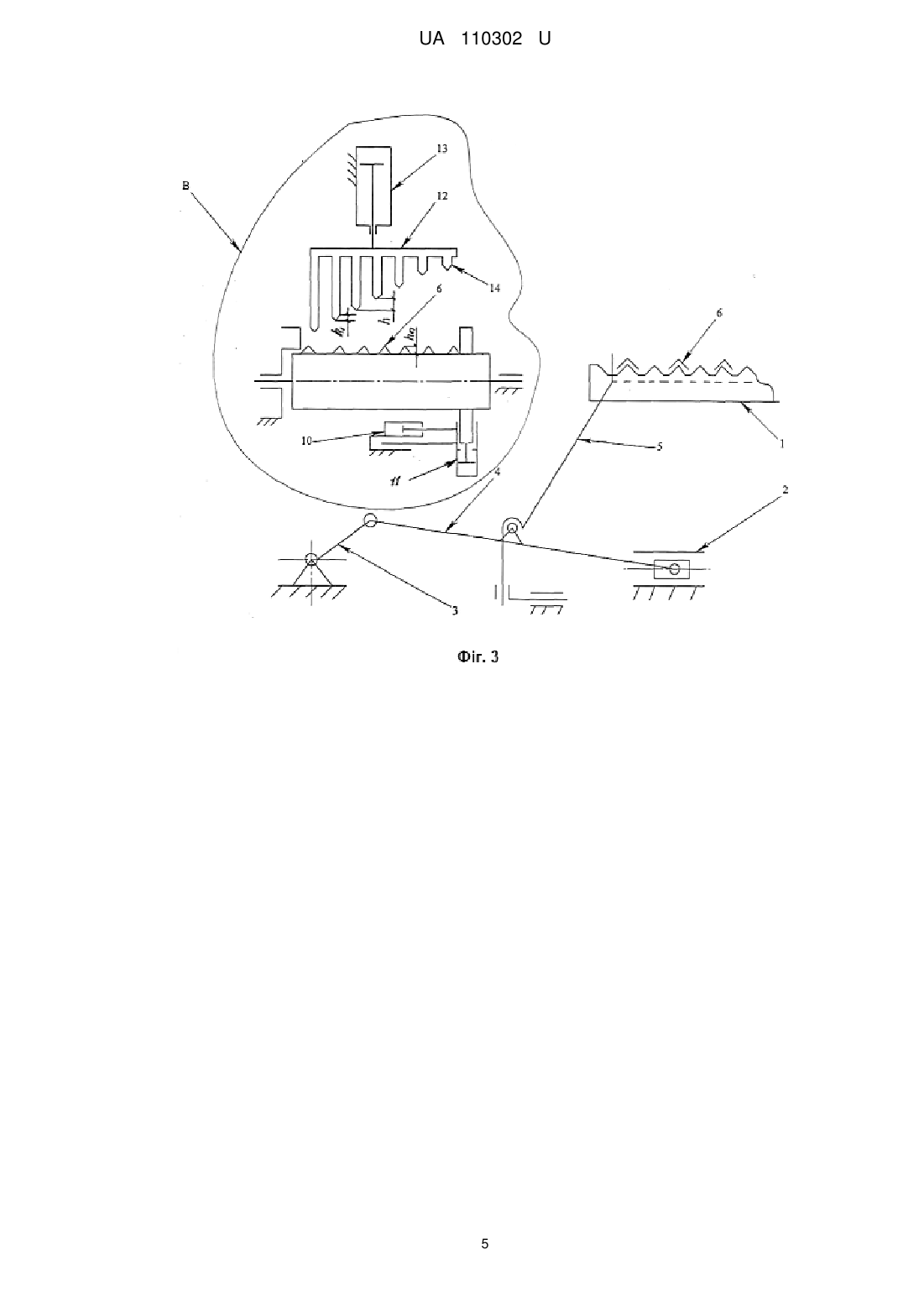
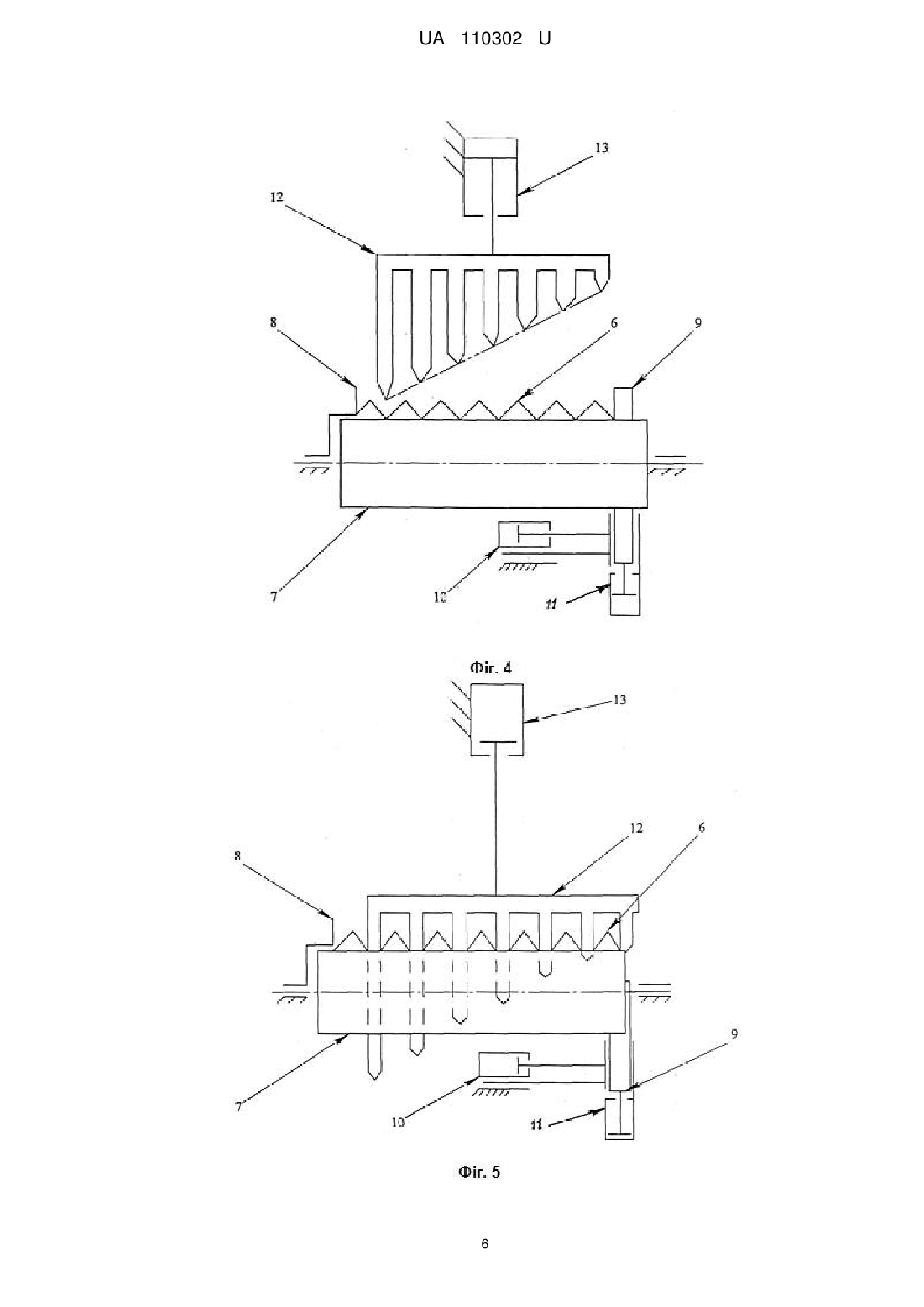
Реферат: Комплекс для правки кутового прокату містить встановлений у технологічній послідовності приймальний стіл, перевантажувач, підвідний рольганг із приводними роликами, сортоправильну машину з верхніми й нижніми правильними роликами з рівчаками, виконаними с певним кроком. Він обладнаний механізмом зсуву прокату поперек рольганга, встановленим з неприводної сторони підвідного рольганга. Містить нерухливий упор, закріплений із протилежної сторони. Комплекс обладнаний змінною профільною гребінкою, встановленою з можливістю вертикального переміщення між приводними роликами. Зуби гребінки спрямовані вниз і мають довжину, яка зменшувана від зуба до зуба в напрямку від нерухливого упора. Крок між зубами гребінки дорівнює кроку рівчаків правильних роликів сортоправильної машини. Комплекс обладнаний змінним притискним профільним роликом з рівчаками. Крок яких дорівнює кроку рівчаків правильних роликів сортоправильної машини й закріплений притискний ролик за допомогою важеля на приводному візку, встановленим над підвідним рольгангом. UA 110302 U (12) UA 110302 U UA 110302 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі прокатного виробництва сортової сталі й може бути використана на ділянках подачі й наступному виправленню довгомірного кутового прокату в сортоправильних машинах. Відомим аналогом є ділянка формування партій довгомірного кутового прокату перед подачею в сортоправильну машину на рейковому холодильнику підвідного рольгангу (Сортовые прокатные станы. В.Г. Дрозд, А.И. Меренков. М., "Металлургия", 1967 г, стор. 125-126). На цій ділянці, розташовується на рейках холодильника з певним кроком довгомірний прокат, який переноситься в певній кількості й зі збереженням кроку між штабами прокату передавальним пристроєм на ролики підвідного рольганга. Після відводу передавального пристрою із зони рольганга партія передається до сортоправильної машини, у якій крок калібрів правильних роликів відповідає кроку штабового прокату на роликах рольганга. Аналог має ряд недоліків: - при переносі прокату з рейок холодильника передавальним пристроєм на ролики рольганга крок між штабовим прокатом може порушуватися внаслідок вібрацій, розгону/гальмування передавального пристрою, ударів при установці на рольганг; - при транспортуванні пакета профільного проката по рольгану крок між штабами може порушуватися через кривизну прокату, биття роликів, ударів передніх кінців штаби о бочки роликів. Найближчим аналогом до корисної моделі є механізована лінія для виправлення прокату (SU513755), яка містить перевантажувач прокату, підвідний рольганг із приводними роликами, сортоправильну машину з верхніми й нижніми роликами із правильними рівчаками. Прокат подається на підвідний рольганг поштучно, ролики рольганга мають калібрований профіль, завдяки якому прокат центрується по профілю рівчака роликів сортоправильної машини й з високою надійністю подається в її робочу зону для виправлення. До недоліків найближчого аналога слід віднести наступне: - поштучна подача прокату в сортоправильну машину знижує продуктивність; - наявність великої кількості (при великій довжині заготовки) профільованих роликів рольганга, що при зміні профілю прокату вимагає їх заміни на ролики з іншим профілем і вимагає додаткового часу для цього, що знижує продуктивність. В основу корисної моделі поставлена задача збільшення продуктивності комплексу для правки довгомірного кутового прокату. Ця задача вирішується за рахунок технічного результату, який полягає в одночасній подачі в робочу зону сортоправильної машини декількох (пакета) заготовок прокату при заданому кроковому розташуванні довгомірного кутового прокату. Поставлена задача вирішується тим, що комплекс для правки кутового прокату, що містить встановлений у технологічній послідовності приймальний стіл, перевантажувач, підвідний рольганг із приводними роликами, сортоправильну машину з верхніми й нижніми правильними роликами з рівчаками, виконаними з певним кроком, згідно з корисною моделлю, він обладнаний механізмом зсуву прокату поперек рольганга, установленим з неприводної сторони підвідного рольганга і нерухливим упором, закріпленим із протилежної сторони, а також змінною профільною гребінкою, установленою з можливістю вертикального переміщення між приводними роликами, при цьому її зуби спрямовані вниз і мають довжину, яка зменшувана від зуба до зуба в напрямку від нерухливого упора на величину h=h1+hп, де h - зменшувана довжина від зуба до зуба профільної гребінки, h1 - висота скосу на зубі h1 профільної гребінки; hп - висота кутового проката, а крок між зубами гребінки дорівнює кроку рівчаків правильних роликів сортоправильної машини, крім того, комплекс обладнаний змінним притискним профільним роликом з рівчаками, крок яких дорівнює кроку рівчаків правильних роликів сортоправильної машини й закріплений притискний ролик за допомогою важеля на приводному візку, установленого над підвідним рольгангом. У результаті порівняльного аналізу корисної моделі із найближчим аналогом, встановлено, що вони мають наступні загальні ознаки: - приймальний стіл; - перевантажувач; - підвідний рольганг із приводними роликами; - сортоправильна машина з верхніми й нижніми правильними роликами з рівчаками, виконаними з певним кроком, і відмітні ознаки: - обладнання механізмом зсуву прокату поперек рольганга, установленим з неприводної сторони підвідного рольганга; 1 UA 110302 U 5 10 15 20 25 30 35 40 45 50 55 60 - обладнання нерухливим упором, закріпленим із протилежної сторони; - обладнання змінною профільною гребінкою, установленою з можливістю вертикального переміщення між приводними роликами, при цьому її зуби спрямовані вниз і мають довжину, яка зменшувана від зуба до зуба в напрямку від нерухливого упора на величину h=h1+hп, де h - зменшувана довжина від зуба до зуба профільної гребінки, h1 - висота скосу на зубі h1 профільної гребінки, hп - висота кутового проката, а крок між зубами гребінки дорівнює кроку рівчаків правильних роликів сортоправильної машини; - обладнання змінним притискним профільним роликом з рівчаками, крок яких дорівнює кроку рівчаків правильних роликів сортоправильної машини й закріплений притискний ролик за допомогою важеля на приводному візку, установленого над підвідним рольгангом. Таким чином корисна модель має нові конструктивні елементи, нові параметри й нові взаємозв'язки. Завдяки тому, що комплекс обладнаний механізмом зсуву прокату поперек рольганга, установленого з неприводної сторони підвідного рольганга, стало можливим подані на рольганг заготовки кутового прокату організовано розташувати при контакті бокових поверхонь кутика один з одним. За рахунок того, що комплекс обладнаний нерухливим упором, закріпленим із протилежної сторони рольганга, стало можливим партію заготовок розташувати скоординовано відносно цього упора, який у свою чергу скоординований відносно одного з калібрів у роликах сортоправильної машини. Завдяки тому, що комплекс оснащений змінною профільною гребінкою, встановленою з можливістю вертикального переміщення між приводними роликами, при цьому її зуби спрямовані вниз і мають довжину, яка зменшувана від зуба до зуба в напрямку від нерухливого упора на величину h=h1+hп, де h - зменшувана довжина від зуба до зуба профільної гребінки, h1 - висота скосу на зубі h1 профільної гребінки, hп - висота кутового проката, а крок між зубами гребінки дорівнює кроку рівчаків правильних роликів сортоправильної машини, стало можливим переміщати зсунуті до нерухливого упора кутові заготовки відповідно до кроку зубів профільної гребінки при її опусканні вниз і піднімати гребінку у випадку подачі на рольганг нової партії заготовок. А також щільно розташовані один до одного кутовий прокат послідовно переміщають на необхідний крок, починаючи від першої кутової прокатної штаби, яка притиснута до нерухливого бокового упора й далі до останньої кутової штаби при опусканні гребінки. Завдяки тому, що комплекс обладнаний змінним притискним профільним роликом з рівчаками, крок яких дорівнює кроку рівчаків правильних роликів сортоправильної машини й закріплений притискний ролик за допомогою важеля на приводному візку, установленого над підвідним рольгангом, стало можливим здійснити подачу партії заготовок до сортоправильної машини при їх спільному переміщенні з притиснутим зверху профільним роликом з рівчаками без порушення заданого гребінкою кроку між кутовими заготовками прокату. Виключення з вищезазначеної сукупності відмітних ознак хоча б однієї з них, не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, не відоме з рівня техніки тому воно є новим. Технічне рішення промислово застосовано, тому що його технічне й технологічне виконання не представляє труднощів. По цьому рішенню виконаний технічний проект комплексу формування пакетів довгомірного кутового прокату на підвідному рольгангу сортоправильної машини сортового стана 250 Криворізького металургійного комбінату. Корисна модель пояснюється кресленнями, на яких зображено на Фіг. 1 - комплекс для правки кутового прокату (вигляд збоку); Фіг. 2 - вигляд А на Фіг. 1; Фіг. 3 - вигляд Б на Фіг. 1; Фіг. 4 - місце В на Фіг. 3 (до задания гребінкою кроку в пакеті рівнобокого кутика); Фіг. 5 - місце В на Фіг. 3 (після задания гребінкою кроку в пакеті рівнобокого кутика). Комплекс для правки кутового прокату має наступне технологічне обладнання: приймальний стіл 1 (показаний його фрагмент на Фіг. 3), перевантажувач 2, який містить кривошип 3, шатун з повзуном 4, важіль 5, який переносить довгомірний кутовий прокат 6. Підвідний рольганг 7 складається з приводних роликів. З приводної сторони підвідного рольганга 7 розташований нерухливий упор 8, а з неприводної сторони рольганга встановлений механізм зсуву 9 прокату поперек рольганга з гідроциліндрами переміщення 10, 11. Комплекс обладнаний змінною профільною гребінкою 12 з гідроциліндром 13, який пересуває її у вертикальному напрямку (Фіг. 4, 5), при цьому зуби 14 спрямовані вниз і мають довжину, яка зменшувана від зуба до зуба в напрямку від нерухливого упора 8 на величину h=h1+hп, 2 UA 110302 U 5 10 15 20 25 30 35 40 45 50 55 де h - зменшувана довжина від зуба до зуба профільної гребінки 12, h1 - висота скосу на зубі h1 профільної гребінки 12 hп - висота кутового проката 6 (Фіг. 3). При цьому крок між зубами 14 гребінки 12 дорівнює певному кроку рівчаків правильних роликів 15 (калібрів) сортоправильної машини 16 (Фіг. 2 і Фіг. 3). Над підвідним рольгангом 7 розташована естакада 17, на якій установлений приводний візок 18, на якому установлений притискний профільний ролик 19 з рівчаками під профіль кутового прокату, а крок рівчаків дорівнює кроку рівчаків правильних роликів сортоправильної машини. Ролик 19 пов'язаний з приводним візком 18 через важіль 20 із пневмоциліндром 21 (Фіг. 1). Комплекс для виправлення кутового прокату працює наступним чином. Покладені спеціальними механізмами (на кресленнях не показані) на приймальний стіл заготовки кутового прокату 6 переносяться перевантажувачем 2 при обертанні його кривошипа 3 на ролики підвідного рольганга 7. При цьому переносі можливе порушення кроку між заготовками, що приводить до неможливості подання заготовок кутового прокату у калібри роликів 15 сортоправильної машини 16. Для встановлення заданого кроку між заготовками кутового прокату 6 усі заготовки зсуваються в щільний пакет механізмом зсуву 9 до контакту з нерухливим упором 8 заготовок, після чого на них опускається профільна змінна гребінка 12 за допомогою гідроциліндра 13. Крок зубів 14 гребінки 12 відповідає кроку рівчаків (калібрів) роликів 15 сортоправильної машини 16. Зуби 14 по черзі зсувають заготовки, починаючи із заготовки притиснутої до нерухливого упора 8. Для цього зуби 14 мають різну довжину, яка змінюється від зуба до зуба. Зменшення довжини починається від нерухливого упора 8 й визначається по формулі: h=h1+hп, де h - зменшувана довжина від зуба до зуба гребінки; h1 - висота скосу на зубі гребінки; hп - висота кутового прокату. При заміні (номера) профілю кутового прокату 6 на інший типорозмір відповідно міняється й профільна гребінка 12. При опущеній гребінці на рівнобокі кутовий прокат 6 накладається зверху змінний притискний ролик 19 з рівчаками. Таким чином кутовий прокат 6 в горизонтальному й вертикальному напрямку розташовуються в необхідному положенні для подачі в сортоправильну машину 16. Далі включаються приводні ролики підвідного рольганга 7 й прокат транспортують до сортоправильної машини 16, причому синхронно із прокатом переміщається візок 18 з притискним роликом 19. Візок 18 з роликом 19 зупиняється перед сортоправильною машиною 16, включається обертання змінного притискного ролика 19 й при обертанні роликів підвідного рольганга 7 кутового прокату 6 виправляються в сортоправильній машині 16. Таким чином, корисна модель дозволяє підвищити продуктивність сортового стану й надійність роботи сортоправильної машини за рахунок точного покрокового розташування заготовок довгомірного кутового прокату. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Комплекс для правки кутового прокату, що містить встановлений у технологічній послідовності приймальний стіл, перевантажувач, підвідний рольганг із приводними роликами, сортоправильну машину з верхніми й нижніми правильними роликами з рівчаками, виконаними з певним кроком, який відрізняється тим, що він обладнаний механізмом зсуву прокату поперек рольганга, установленим з неприводної сторони підвідного рольганга і нерухливим упором, закріпленим із протилежної сторони, а також змінною профільною гребінкою, установленою з можливістю вертикального переміщення між приводними роликами, при цьому її зуби спрямовані вниз і мають довжину, яка зменшувана від зуба до зуба в напрямку від нерухливого упора на величину h=h1+hп, де h - зменшувана довжина від зуба до зуба профільної гребінки, h1 - висота скосу на зубі h1 профільної гребінки, hп - висота кутового прокату, а крок між зубами гребінки дорівнює кроку рівчаків правильних роликів сортоправильної машини, крім того, комплекс обладнаний змінним притискним профільним роликом з рівчаками, крок яких дорівнює кроку рівчаків правильних роликів сортоправильної машини й закріплений притискний ролик за допомогою важеля на приводному візку, встановленим над підвідним рольгангом. 3 UA 110302 U 4 UA 110302 U 5 UA 110302 U 6 UA 110302 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 15/00, B21D 3/02, B21B 38/00
Мітки: прокату, комплекс, кутового, правки
Код посилання
<a href="https://ua.patents.su/9-110302-kompleks-dlya-pravki-kutovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Комплекс для правки кутового прокату</a>
Спосіб і пристрій для контрольованої правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки
Номер патенту: 77241
Опубліковано: 15.11.2006
Автори: Хорн Герхард, Демель Роман, Шмідт Дірк, Матієс Андреас
МПК: C21D 8/02, C21D 9/573
Мітки: гарячої, охолоджування, сталевого, пристрій, металевого, спосіб, прокату, виходить, сталевої, особливої, контрольованої, правки, стрічки, прокатки, стану, листа, листового
Формула / Реферат:
1. Спосіб контролювання правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки, із застосуванням відтискних роликів, встановлених в напрямку руху вказаного прокату позаду тягових подвійних роликів, внаслідок дії яких створюється натягнення, діюче в повздовжньому напрямі, який відрізняється тим, що металевий листовий прокат переміщують між машиною попередньої...
Правильний комплекс правлення круглого прокату

Номер патенту: 77420
Опубліковано: 15.12.2006
Автори: Остапенко Георгій Леонідович, Алексєєнко Богдан Георгійович, Алексієнко Георгій Якович, Федосов Володимир Гарольдович, Хацкелян Ігор Павлович
МПК: B21D 3/00
Мітки: прокату, круглого, комплекс, правлення, правильний
Формула / Реферат:
1.Правильний комплекс правлення круглого прокату, що містить вхідний і вихідний рольганги, механізм утримання прокату від обертання і примусового його переміщення уздовж лінії подачі в правильний пристрій (механізм подачі прокату), що являє собою розподільний корпус обертання (РКО) з розміщеними в ньому правильними касетами, зміщеними щодо його осі обертання і нахиленими до неї під кутом із заданою схемою нахилу, механізм утримання прокату...
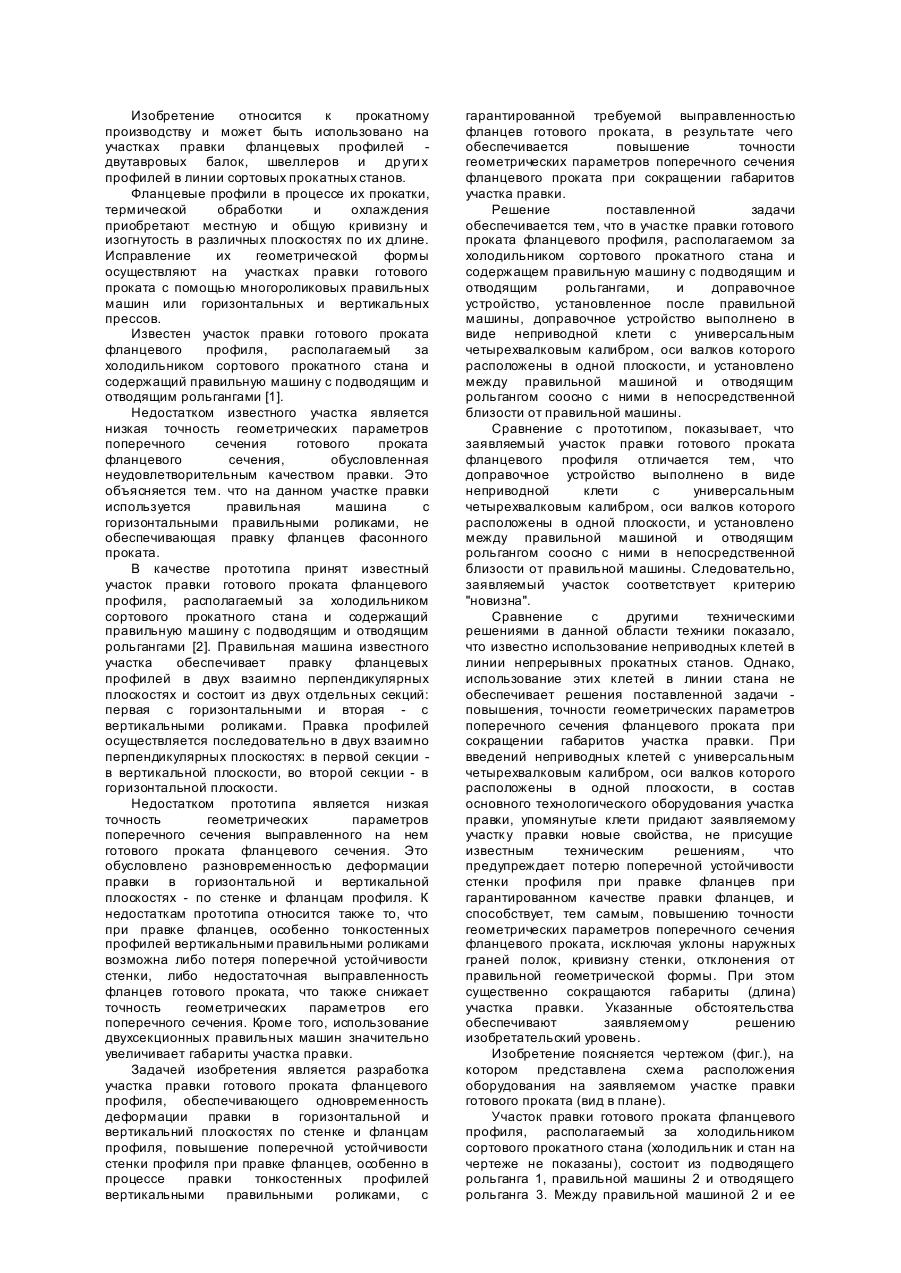
Ділянка правки готового прокату фланцевого профілю
Номер патенту: 24483
Опубліковано: 21.07.1998
Автори: Петренко Валентина Іванівна, Жучков Сергій Михайлович, Кулаков Леонід Васильович, Сівак Едуард Володимирович, Лохматов Олександр Павлович
МПК: B21D 3/00
Мітки: фланцевого, прокату, готового, правки, профілю, ділянка
Формула / Реферат:
Участок правки готового проката фланцевого профиля, располагаемый за холодильником сортового прокатного стана и содержащий правильную машину с подводящим и отводящим рольгангами, и доправочное устройство, установленное после правильной машины, отличающийся тем, доправочное устройство выполнено в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, и установлено между правильной...
Спосіб підрівнювання передніх кінців сортового прокату
Номер патенту: 41647
Опубліковано: 17.09.2001
Автори: Худик Валеріан Тарасович, Дубина Олег Вікторович, Костюченко Михайло Іванович, Блохін Дмитро Порфирович, Шеремет Володимир Олександрович, Квашин Валерій Миколайович
МПК: B21B 39/00
Мітки: кінців, прокату, підрівнювання, спосіб, передніх, сортового
Формула / Реферат:
Спосіб підрівнювання передніх кінців сортового прокату, який включає поштучне укладання передаваних рейками холодильника штанг прокату на підрівнюючий рольганг, введення в зчеплення штанг с привідними роликами підрівнюючого рольганга, поздовжнє переміщення штанг в напрямку кінця рейкового поля холодильника, припинення зчеплення штанг з привідними роликами і зупинку штанг в потрібному положенні в процесі поздовжнього їх переміщення під дією...
Спосіб правки гарячого фасонного прокату
Номер патенту: 85557
Опубліковано: 10.02.2009
Автор: Мааг Аксель
МПК: B21D 3/00
Мітки: гарячого, фасонного, правки, прокату, спосіб
Формула / Реферат:
1. Спосіб правки фасонного прокату, який містить стінку і щонайменше одну полицю, за допомогою правильного інструмента, при якому зусилля правки прикладають безпосередньо до полиці, який відрізняється тим, що фасонний прокат правлять у гарячому стані при його температурі, більшій від 70 °С.2. Спосіб виробництва фасонного прокату, який відповідає релевантним стандартам, який відрізняється тим, що бажаної форми фасонному прокату надають...
Попередній патент: Спосіб виготовлення жорстких покриттів доріг та аеродромів сільськогосподарського призначення
Наступний патент: Спосіб отримання монодисперсних нанокристалів кадмію телуриду в колоїдному розчині
Випадковий патент: Спосіб отримання комплексу біологічно активних речовин з протизапальною та антимікробною дією з трави медунки темної