Пристрій для вібросвердління
Номер патенту: 111784
Опубліковано: 25.11.2016
Автори: Свящук Юрій Анатолійович, Обертюх Роман Романович, Слабкий Андрій Валентинович
Формула / Реферат
Пристрій для вібросвердління, що містить корпус круглого перерізу, в якому встановлено натискний хвостовик, на якому виконано зовнішній конус Морзе, за допомогою якого закріплено пристрій у шпинделі верстата, на іншій торцевій поверхні натискного хвостовика по колу виконано визначені відносно частоти спрацювання пристрою глухі отвори, в яких розміщена відповідна кількість кульок, що також обперті у заглибини, виконані на торцевій поверхні інструментального хвостовика, який має внутрішній конус Морзе, що слугує для фіксації різального інструмента, навантаженого прорізною пружиною, яка здеформована порожнистим гвинтом, центральний осьовий отвір якого спряжений за ходовою посадкою з напрямним спряженням натискного хвостовика, при цьому між прорізною пружиною і порожнистим гвинтом, що законтрений контргайкою, яка зафіксована відносно корпуса за допомогою стопорної лапчастої шайби, що в свою чергу зафіксована по спеціальній лисці, виконаній на корпусі, встановлений опорний підшипник ковзання, який відрізняється тим, що лише одна кулька обперта у заглибину.
Текст
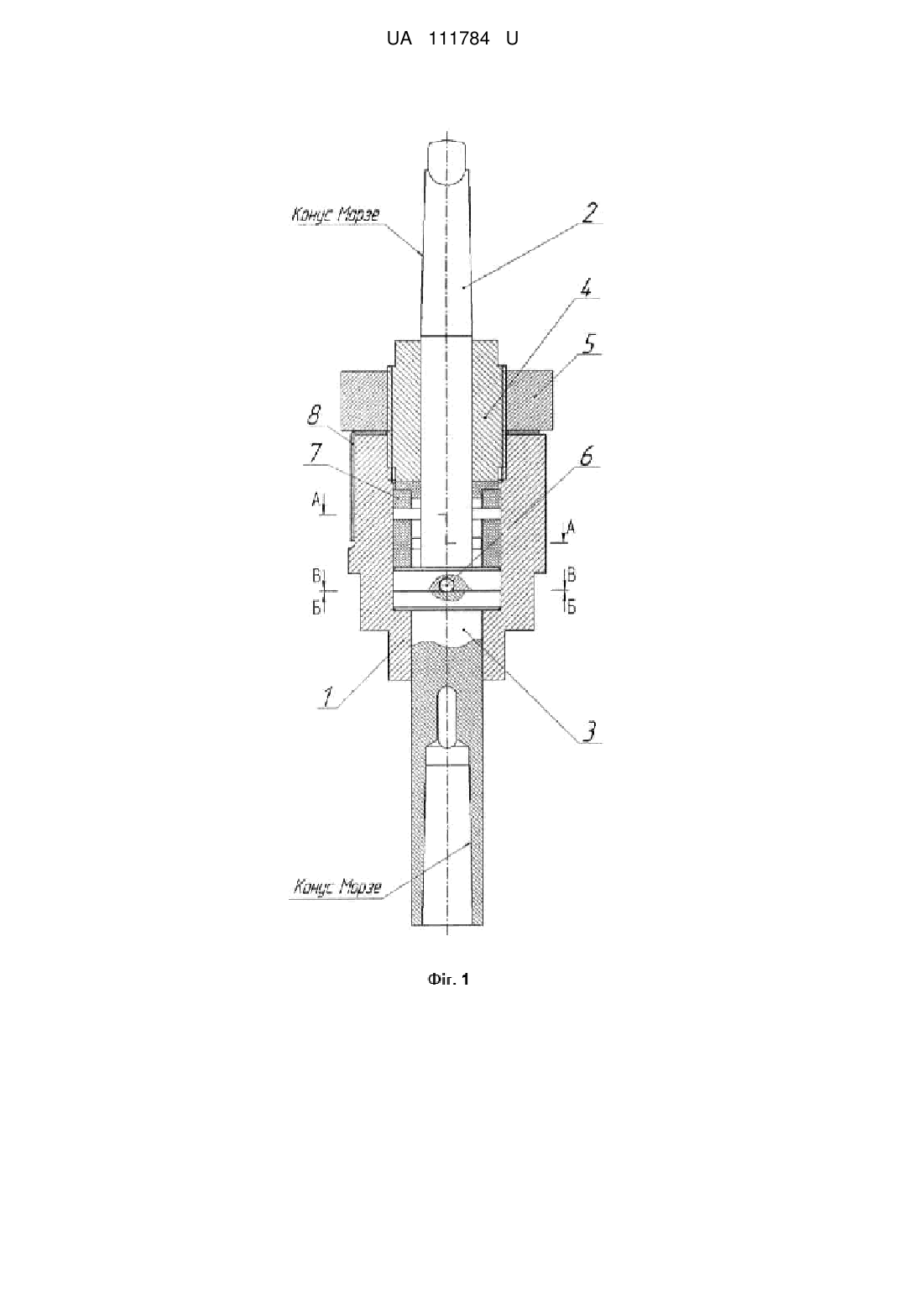
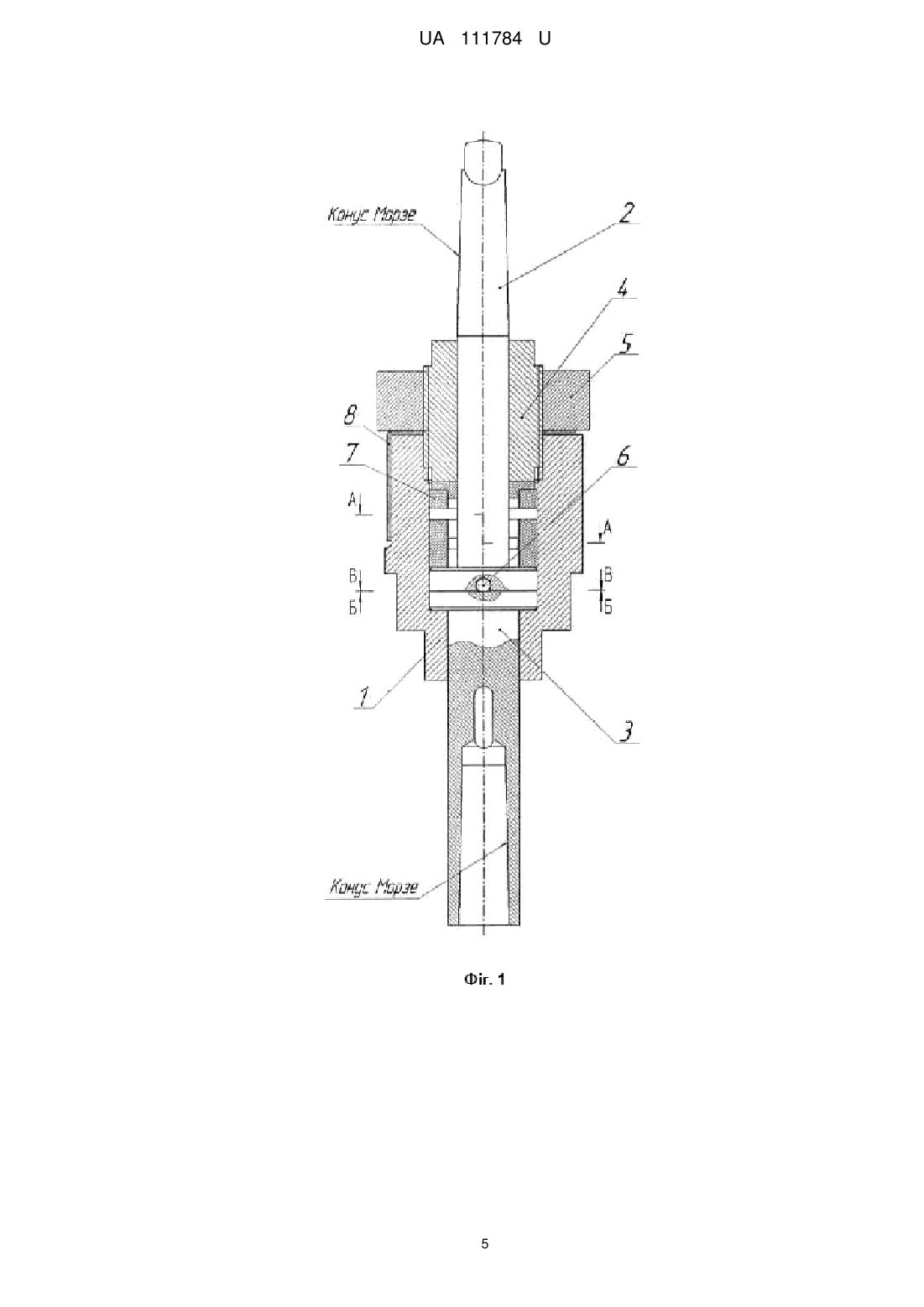
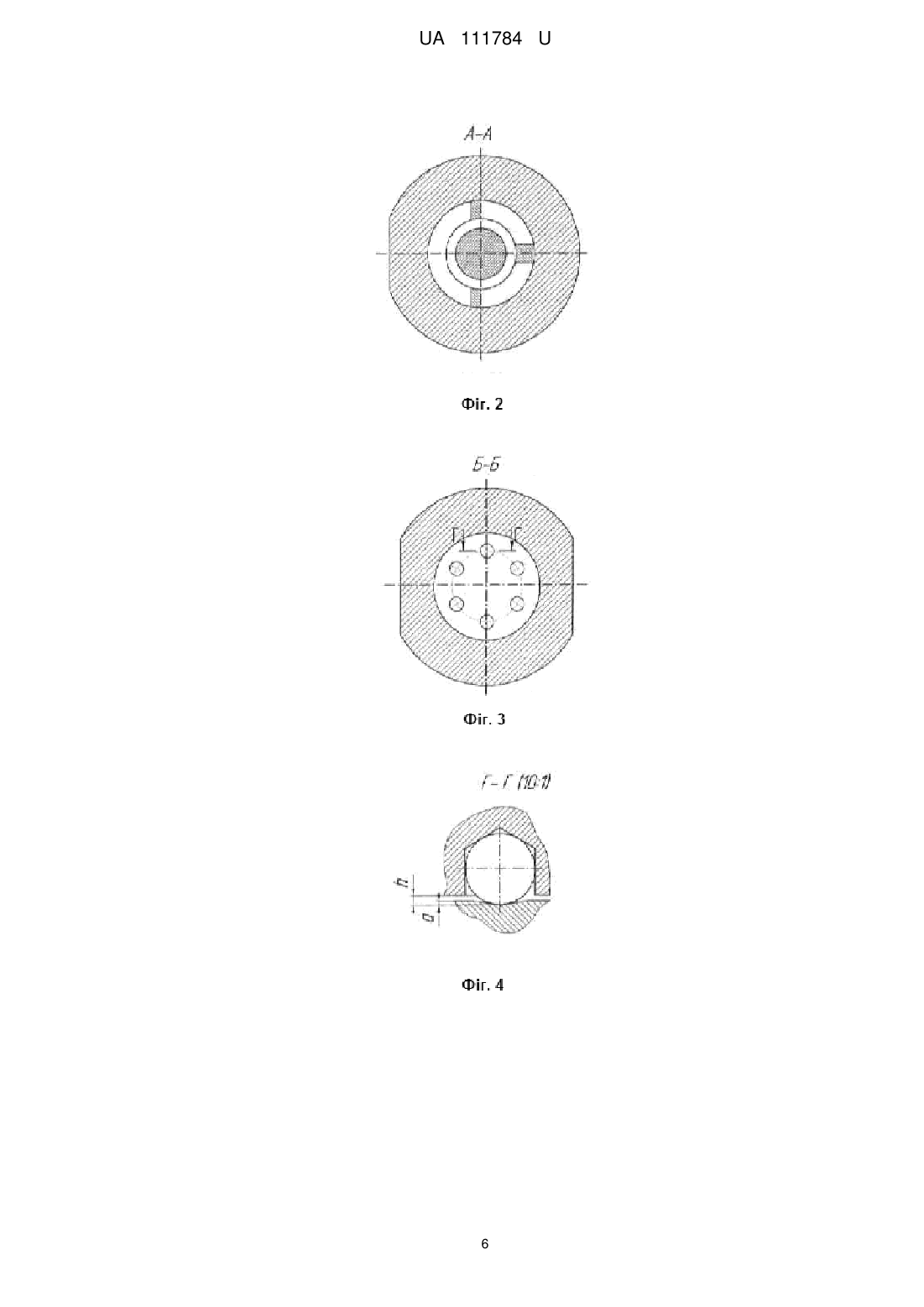
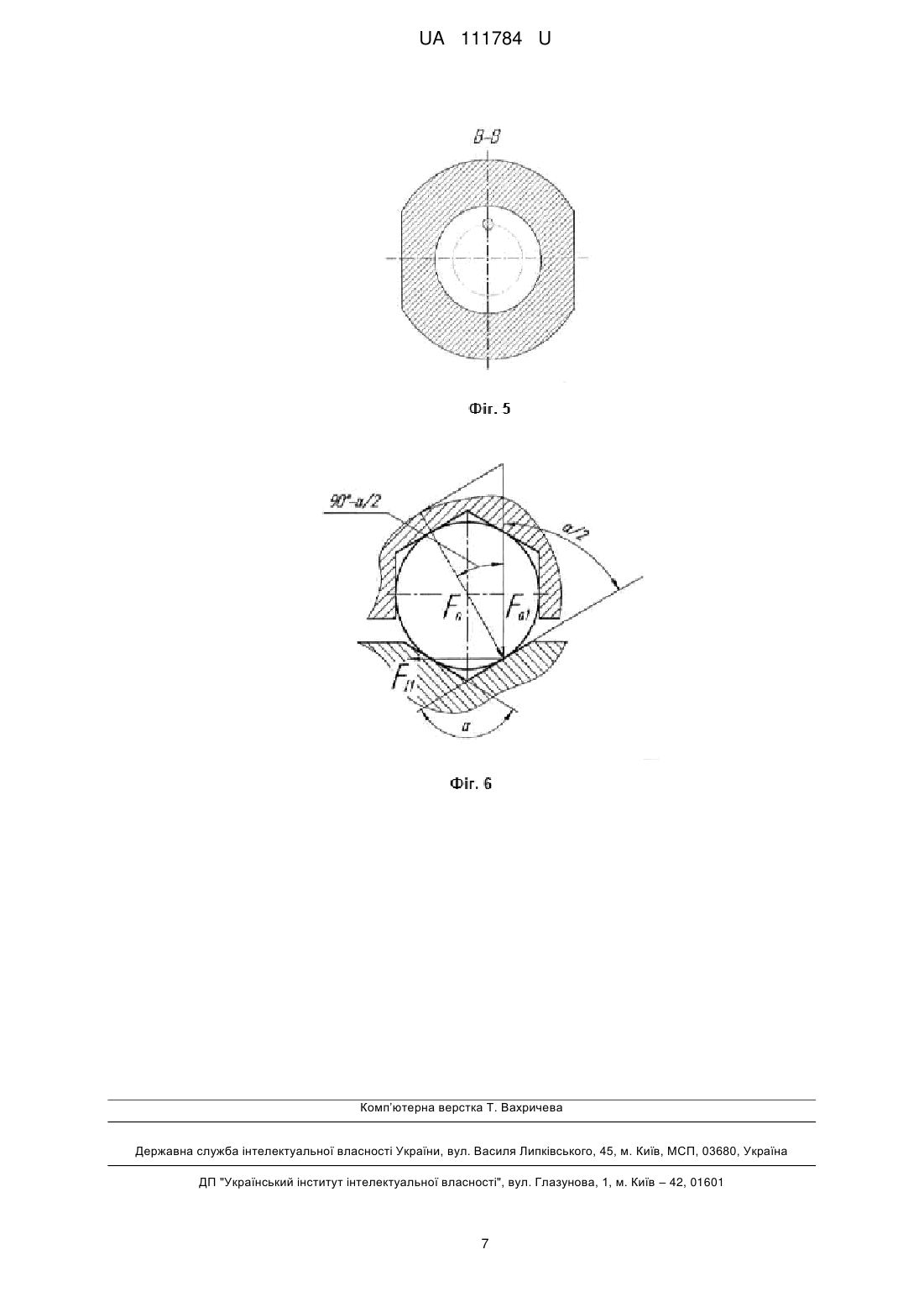
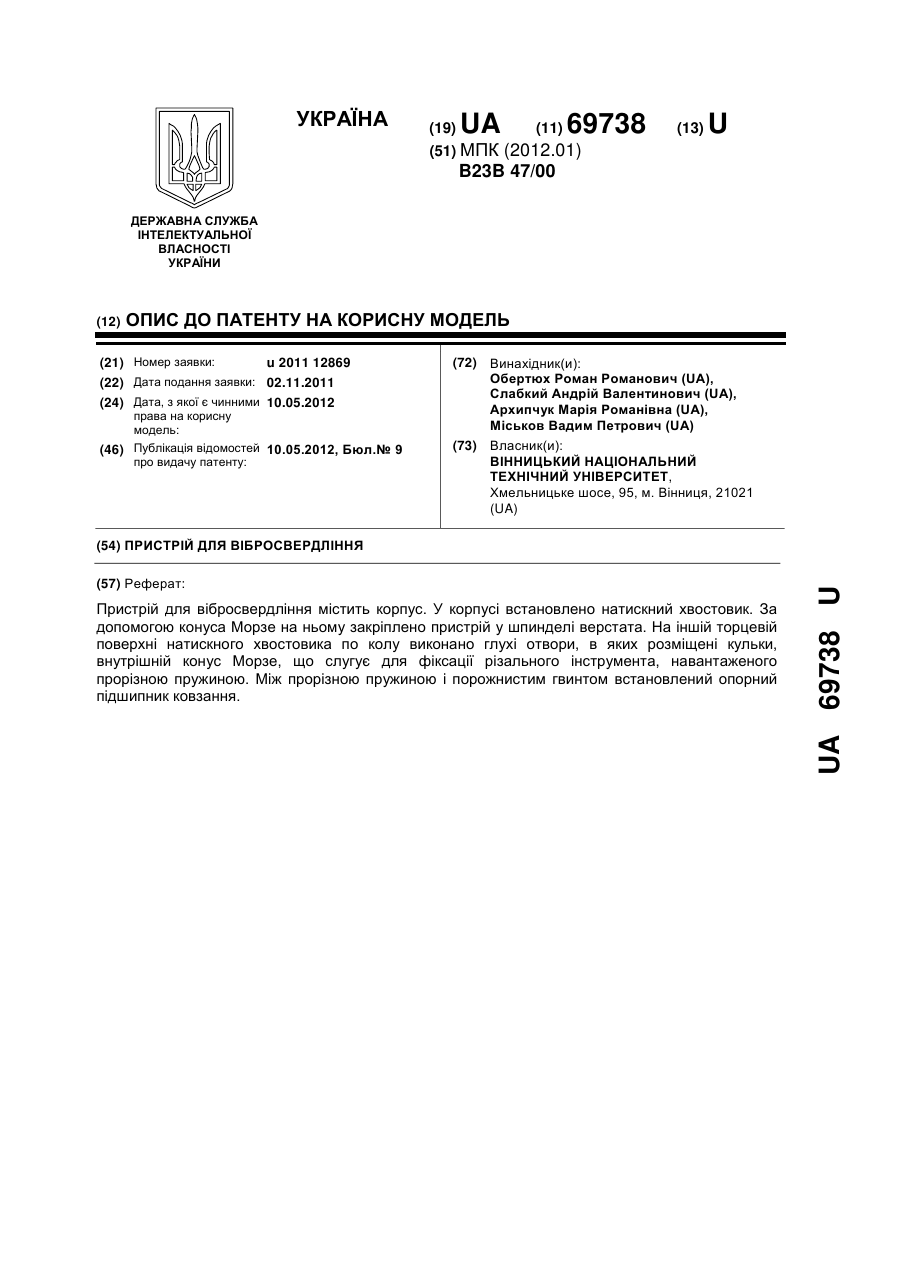
Реферат: Пристрій для вібросвердління містить корпус круглого перерізу, в якому встановлено натискний хвостовик, на якому виконано зовнішній конус Морзе, за допомогою якого закріплено пристрій у шпинделі верстата, на іншій торцевій поверхні натискного хвостовика по колу виконано визначені відносно частоти спрацювання пристрою глухі отвори, в яких розміщена відповідна кількість кульок, що також обперті у заглибини, виконані на торцевій поверхні інструментального хвостовика, який має внутрішній конус Морзе, що слугує для фіксації різального інструмента, навантаженого прорізною пружиною, яка здеформована порожнистим гвинтом, центральний осьовий отвір якого спряжений за ходовою посадкою з напрямним спряженням натискного хвостовика, при цьому між прорізною пружиною і порожнистим гвинтом, що законтрений контргайкою, яка зафіксована відносно корпуса за допомогою стопорної лапчастої шайби, що в свою чергу зафіксована по спеціальній лисці, виконаній на корпусі, встановлений опорний підшипник ковзання. Лише одна кулька обперта у заглибину. UA 111784 U (54) ПРИСТРІЙ ДЛЯ ВІБРОСВЕРДЛІННЯ UA 111784 U UA 111784 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області машинобудування, а саме призначена для механічної обробки отворів в деталях, що виготовляються з важкооброблюваних матеріалів, наприклад нержавіючої сталі, титанових сплавів тощо. Під час обробки таких матеріалів утворюється, як правило, так звана "зливна" стружка, яка може бути причиною травмування верстатника і важко піддається утилізації і транспортуванню. Відомий пристрій для вібросвердління містить корпус, що встановлюється в шпиндель верстата, інструментотримач, підпружинений відносно корпуса та встановлений фіксовано від провертання і з можливістю осьового переміщення, торцевий кулачок, який встановлений на корпусі з можливістю обертання і зафіксований від провертання відносно нерухомої частини верстата, та штовхач, встановлений з можливістю взаємодії з інструментотримачем (А.с. СССР № 3423898/25-08, кл. В23В 31/04, 1982). Недоліками пристрою є його нетехнологічність, яка пов'язана із конструкцією механізму регулювання кута нахилу торцевого кулачка, та невисока надійність пристрою в цілому, яка є наслідком одностороннього контакту нижньої обойми підшипника з штовхачем. Також із-за внецентрового прикладання сил в місці контакту штовхача з кулачком виникає перекіс інструментотримача та нерівномірний знос поверхонь контакту його з корпусом, що негативно впливає на якість обробки. Найбільш близьким до пристрою, що заявляється, є вібросвердлильний пристрій, який містить корпус, встановлюваний в шпиндель верстата, інструментотримач, підпружинений відносно корпуса та встановлений фіксовано від провертання і з можливістю осьового переміщення, торцевий кулачок, встановлений на корпусі з можливістю обертання та зафіксований від провертання відносно нерухомої частини верстата і штовхача, встановлений з можливістю взаємодії з інструментотримачем, який забезпечено коромислом, встановленим на осі, закріпленій в корпусі, та роликом, встановленим на коромислі з можливістю взаємодії з торцевим кулачком, при цьому штовхач з'єднаний з коромислом з можливістю регульованого переміщення відносно його осі (А.с. СССР № 1115324, В23В 31/04, 1983). Недоліками пристрою є нерівномірне розподілення зусилля в механізмі регулювання амплітуди вібрацій, що знижує надійність пристрою в цілому, необхідність у додатковому кріпленні, яке забезпечує фіксацію кулачка від провертання, відносно малий діапазон технологічного зусилля, який залежить від характеристики пружного елемента. В основу корисної моделі поставлена задача створення пристрою для вібросвердління, в якому за рахунок введення нових конструктивних рішень досягається можливість забезпечення рівномірного розподілення зусилля в механізмі регулювання амплітуди, підвищення надійності та можливість використання пристрою без додаткового переобладнання стандартного верстатного обладнання. Поставлена задача вирішується тим, що пристрій для вібросвердління містить корпус круглого перерізу, в якому встановлено натискний хвостовик та виконано зовнішній конус Морзе, за допомогою якого кріпиться пристрій у шпинделі верстата, на іншій торцевій поверхні натискного хвостовика по колу виконано, під визначену, відносно крутного моменту різання, глухі отвори, в яких розміщена відповідна кількість кульки, одна з яких обперта у заглибину, виконану на торцевій поверхні інструментального хвостовика, який має внутрішній конус Морзе, що слугує для фіксації різального інструмента, навантаженого прорізною пружиною, яка здеформована порожнистим гвинтом, центральний осьовий отвір якого спряжений за ходовою посадкою з направляючим спряженням натискного хвостовика, при цьому між прорізною пружиною і порожнистим гвинтом, що законтрений контргайкою, яка зафіксована відносно корпуса за допомогою стопорної лапчастої шайби, яка в свою чергу зафіксована по спеціальній лисці, виконаній на корпусі, встановлений опорний підшипник ковзання. На фігурі 1 зображено повздовжній розріз пристрою для вібросвердління та деталізуючі поперечні перерізи А-А, Б-Б, В-В і Г-Г. Пристрій для вібросвердління складається (фіг. 1-5) з корпуса круглого перерізу 1, в якому встановлено натискний хвостовик 2, що має зовнішній конус Морзе, за допомогою якого пристрій для вібросвердління кріпиться у шпинделі верстата. На іншій торцевій поверхні натискного хвостовика 2 по колу виконано визначену кількість глухих отворів під відповідну кількість кульок 6, які виходять з натискного хвостовика на відстань h (h=0,5…0,7 мм) і одна кулька обпирається у заглибину, що виконана на торцевій поверхні інструментального хвостовика 3. Кількість кульок 6 визначається відносно крутного моменту різання. Натискний хвостовик 2 взаємодіє через кульки 6, навантажений прорізною пружиною 7, з інструментальним хвостовиком 3. Попередня деформація прорізної пружини 7 регулюється порожнистим гвинтом 4, центральний осьовий отвір якого спряжений за ходовою посадкою з направляючим спряженням натискного хвостовика 2. Між прорізною пружиною 7 і порожнистим 1 UA 111784 U 5 10 15 20 25 30 гвинтом 4 установлений опорний підшипник ковзання 9, який виконаний з антифрикційного матеріалу, що дозволяє зменшити сили тертя під час регулювання попередньої деформації прорізної пружини 7. Для закріплення різального інструмента в інструментальному хвостовику 3 виконано внутрішній конус Морзе. З метою запобігання самовідкручення порожнистого гвинта 4, під час роботи пристрою, використано контргайку 5, що фіксується відносно корпуса 1 за допомогою стопорної лапчастої шайби 8, яка в свою чергу фіксується по спеціальній лисці, виконаній на корпусі 1. Пристрій для вібросвердління працює аналогічно запобіжній муфті. Під час обертання пристрою в шпинделі верстата натискний хвостовик 2, який міститься в корпусі 1, через кульки 6, що знаходяться в глухих отворах натискного хвостовика 2 і виходять з них на відстань h (h=0,4…0,7 мм), та одна обпирається у заглибину, що виконані на торцевій поверхні інструментального хвостовика 3, рухається, завдяки силам тертя між опорними поверхнями та кульками 6, синхронно разом із інструментальним хвостовиком 3. В процесі роботи на кульки 6 діють сила притискання Fa1 , створена прорізною пружиною 7, сила тертя кульок 6 об опорну поверхню Ff 1 , нормальна сила Fn , що діє перпендикулярно до опорної поверхні, а також колова сила Ft1 , створена обертанням пристрою (фіг. 6). Попередня деформація прорізної пружини 7 регулюється порожнистим гвинтом 4, центральний осьовий отвір якого спряжений за ходовою посадкою з направляючим спряженням натискного хвостовика 2. Між прорізною пружиною 7 і порожнистим гвинтом 4 установлений опорний підшипник ковзання 9, який виконаний з антифрикційного матеріалу, що дозволяє зменшити сили тертя під час регулювання попередньої деформації прорізної пружини 7. Для закріплення різального інструмента в інструментальному хвостовику 3 виконано внутрішній конус Морзе, а для встановлення пристрою в шпиндель верстата приєднувальну частину натискного хвостовика 2 виконано у вигляді зовнішній конуса Морзе (фіг. 1). З метою запобігання самовідкручення порожнистого гвинта 4 під час роботи пристрою передбачена контргайка 5, що фіксується відносно корпуса 1 за допомогою стопорної лапчастої шайби 8, яка в свою чергу фіксується по спеціальній лисці, виконаній на корпусі 1. Сила притискання прорізної пружини 7 залежить від максимального моменту різання, який виникає під час роботи пристрою, і її можна визначити на основі схеми сил, що діють на кульки 6 у процесі різання (фіг. 2): Fa Tприст tg(90 / 2) 0,5Dк , (1) де Tприст - крутний момент, що виникає під час роботи пристрою для вібросвердління; 35 - кут нахилу дотичної в точці дотику кульок з опорною поверхнею; Dк - діаметр кола, по якому розташовані кульки 6. Крутний момент на пристрої для вібросвердління Tприст пов'язаний з моментом різання залежністю: 40 Tприст k Tріз , (2) де k 11...12 - коефіцієнт запасу. , , Умова спрацювання пристрою: 45 Tріз Tприст . (3) Сила притискання кульки - це сила притискання пружини, яка припадає на одну кульку, тобто: 50 55 Fa1 Fa / z , (4) де z - кількість кульок. Розрахувавши значення сили пружини 7, можна визначити решту сил, що виникають на кульках 6: нормальна сила : 2 UA 111784 U Fn1 Fa1 cos(90 / 2) ; (5) колова сила : 5 Ft1 Fa1 tg(90 / 2) ; (6) сила тертя : 10 Ff1 Fn1 f , (7) де f - коефіцієнт тертя між кулькою 6 і поверхнею гнізда інструментального хвостовика 3. Підставивши (5) в (7), отримаємо: 15 20 25 Ff1 Fa1 cos(90 / 2) f .(8) В процесі роботи колова сила Ft1 діє на кульки 6 у напрямі обертання патрону, а сила тертя Ff 1 протидіє коловій силі, завдяки чому кульки 6 залишаються у гніздах інструментального хвостовика 3. Проте, коли сила Ft1 зростає унаслідок зростання моменту різання, кульки 6 виходять із гнізд, в результаті чого інструментальний хвостовик 3 разом із свердлом зміщується в осьовому напрямі на величину амплітуди а. Величина амплітуди визначається глибиною, на яку кулька 6 заходить у гніздо інструментального хвостовика 3 (фіг. 1). Після виходу кульок з гнізд, поверхні хвостовиків проковзують, поки кульки 6 не стануть знов у гнізда. Під час проковзування торців хвостовиків процес різання переривається, тобто забезпечується процес вібраційного різання. Частота коливань різального інструменту залежить від частоти обертання шпинделя верстата. Умова утримання кульки 6 в гнізді: Ft1 Ff1 n. (9) 30 Підставивши рівняння (6) і (8) в (9), отримаємо: Fa1 tg(90 / 2) Fa1 cos(90 / 2) f ; 35 tg(90 / 2) cos(90 / 2) f ; sin( 90 / 2) cos(90 / 2) f cos(90 / 2) f ; sin( 90 / 2) . cos 2 (90 / 2) 40 Після виконання відповідних математичних операцій отримаємо залежність коефіцієнта тертя f від кута нахилу : f cos( / 2) . (10) sin2 ( / 2) 45 50 За рахунок введення нових конструктивних рішень забезпечується рівномірне розподілення зусилля в механізмі регулювання амплітуди, використання в конструкції пристрою прорізної пружини забезпечило підвищення технологічного зусилля без збільшення габаритів пристрою, підвищено надійність пристрою в цілому та забезпечена можливість використання пристрою для вібросвердління без додаткового переобладнання стандартного верстатного обладнання. 3 UA 111784 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Пристрій для вібросвердління, що містить корпус круглого перерізу, в якому встановлено натискний хвостовик, на якому виконано зовнішній конус Морзе, за допомогою якого закріплено пристрій у шпинделі верстата, на іншій торцевій поверхні натискного хвостовика по колу виконано визначені відносно частоти спрацювання пристрою глухі отвори, в яких розміщена відповідна кількість кульок, що також обперті у заглибини, виконані на торцевій поверхні інструментального хвостовика, який має внутрішній конус Морзе, що слугує для фіксації різального інструмента, навантаженого прорізною пружиною, яка здеформована порожнистим гвинтом, центральний осьовий отвір якого спряжений за ходовою посадкою з напрямним спряженням натискного хвостовика, при цьому між прорізною пружиною і порожнистим гвинтом, що законтрений контргайкою, яка зафіксована відносно корпуса за допомогою стопорної лапчастої шайби, що в свою чергу зафіксована по спеціальній лисці, виконаній на корпусі, встановлений опорний підшипник ковзання, який відрізняється тим, що лише одна кулька обперта у заглибину. 4 UA 111784 U 5 UA 111784 U 6 UA 111784 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 47/34
Мітки: пристрій, вібросвердління
Код посилання
<a href="https://ua.patents.su/9-111784-pristrijj-dlya-vibrosverdlinnya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вібросвердління</a>
Пристрій для вібросвердління
Номер патенту: 69738
Опубліковано: 10.05.2012
Автори: Архипчук Марія Романівна, Слабкий Андрій Валентинович, Міськов Вадим Петрович, Обертюх Роман Романович
МПК: B23B 47/00
Мітки: пристрій, вібросвердління
Формула / Реферат:
Пристрій для вібросвердління, що містить корпус, який відрізняється тим, що в корпусі круглого перерізу встановлено натискний хвостовик, на якому виконано зовнішній конус Морзе, за допомогою якого закріплено пристрій у шпинделі верстата, на іншій торцевій поверхні натискного хвостовика по колу виконано визначені відносно крутного моменту різання глухі отвори, в яких розміщена відповідна кількість кульок, що також обперті у заглибини,...
Запірний пристрій
Номер патенту: 79687
Опубліковано: 10.07.2007
Автор: Мелков Анатолій Іванович
МПК: B65D 50/00
Формула / Реферат:
Запірний пристрій, переважно для посудин, горловина яких має циліндричні, сфероподібні деталі або буртики, що містить корпус, всередині якого розміщений принаймні один робочий елемент, що являє собою підпружинений хвостовик, а також містить ключ, який відрізняється тим, що хвостовик має вибірку, виконану таким чином, що, при повороті хвостовика на заданий кут a та переміщенні його на задану відстань C у бік буртика, вибірка дозволяє буртику...
Пристрій для перетирання насінневих коробочок льону
Номер патенту: 9546
Опубліковано: 30.09.1996
Автори: Сай Володимир Анатолійович, Хайліс Гедаль Абрамович, Довгополюк Володимир Федорович
МПК: A01D 45/06
Мітки: льону, насінневих, коробочок, пристрій, перетирання
Формула / Реферат:
Пристрій для перетирання насіннєвих коробочок льону, який включає в себе бункер і розміщені під ним з зазором і можливістю забезпечення різних швидкостей обертання опорний і натискний вальці з транспортером під ними, який відрізняється тим, що робочі поверхні вальців мають хвилеподібну форму, причому виступи хвиль одного вальця співпадають з впадинами хвиль іншого, а профіль периметра розвантажувального отвору бункера виконано адекватно...
Пристрій для ротаційного деформування труб
Номер патенту: 63318
Опубліковано: 10.10.2011
Автор: Аніщенко Олександр Сергійович
МПК: B21D 41/00
Мітки: ротаційного, труб, пристрій, деформування
Формула / Реферат:
1. Пристрій для ротаційного деформування труб, що містить хвостовик та робочу частину, який відрізняється тим, що робоча частина виконана у вигляді прямого кругового конуса, з'єднаного своєю основою з торцевою поверхнею хвостовика, яка нахилена під кутом до осі хвостовика, що дорівнює куту в основі конуса.2. Пристрій за п. 1, який відрізняється тим, що конус з'єднаний з торцевою поверхнею хвостовика з можливістю обертання навколо...
Пристрій для розточування ціліндрів
Номер патенту: 107593
Опубліковано: 10.06.2016
Автори: Казмірчук Петро Васильович, Навроцька Тетяна Дем'янівна, Гевко Ігор Богданович
МПК: B23B 35/00
Мітки: пристрій, циліндрів, розточування
Формула / Реферат:
Пристрій для розточування циліндрів, який виконаний у вигляді хвостовика, корпусу, різцетримача з радіально розміщеними різцями, які встановлено радіально рівномірно по колу, конусних напрямних, установлювальних, кріпильних і відтискних елементів, який відрізняється тим, що хвостовик нижньою різьбовою поверхнею є у взаємодії з установленою втулкою, в нижній частині якої радіально-рівномірно по колу встановлені розточувальні різці, торцеві...
Попередній патент: Гідроімпульсний пристрій для деформаційного зміцнення отворів
Наступний патент: Пристрій для кодування циклічних кодів
Випадковий патент: Спосіб прогнозування розвитку підвищеної маси тіла та ожиріння