Спосіб виготовлення наборів елементів дренажних систем з бетонної суміші в литтєвих формах та пристрій для його здійснення
Формула / Реферат
1. Спосіб виготовлення наборів елементів дренажних систем з бетонної суміші в литтєвих формах, який полягає в тому, що попередньо підготовану бетонну суміш завантажують в литтєві форми з попередньо встановленими та закріпленими профільованими вставками, ущільнюють на вібростенді, витримують форми з виробами до твердіння та розформовують готові вироби, який відрізняється тим, що форми перед розформуванням занурюють в ванну з гарячою водою.
2. Пристрій для виготовлення наборів елементів дренажних систем з бетонної суміші в литтєвих формах, що містить пристрій завантаження попередньо підготованої бетонної суміші в литтєві форми, вібростенд для ущільнення бетонної суміші, пристрій витримки форм з виробами до затвердіння та ванну з гарячою водою, який відрізняється тим, що в ньому використані литтєві форми з профільованими вставками, які виготовлені з пластичної маси, що забезпечує мінімальну адгезію матеріалу форми з виробом, який формується в ній, та має коефіцієнт температурного об'ємного розширення, який перевищує коефіцієнт об'ємного розширення матеріалу готового виробу, які містять пласке дно прямокутної форми з поздовжнім виступом у формі частини циліндричної поверхні, вертикальні передній, задній та торцеві борти, з'єднані з ним та нахилені під невеликим кутом до вертикалі, та профільовані торцеві вставки з того ж матеріалу з U -подібними циліндричними заглибинами.
3. Пристрій за п. 2, який відрізняється тим, що містить литтєві форми з додатковими профільованими вставками з виступами в формі перетину двох циліндричних поверхонь, які встановлюються та закріплюються на заздалегідь передбачених місцях форми.
4. Пристрій за п. 2, який відрізняється тим, що містить литтєві форми з додатковими профільованими вставками з заглибинами в формі циліндричної поверхні, які встановлюються в формі та закріплюються до одного або обох її бортів.
5. Пристрій за п. 2, який відрізняється тим, що містить литтєві форми з додатковими металевими профільованими вставками з циліндричними заглибинами, які встановлюються в формі та в результаті процесу виготовлення стають елементами готового виробу.
Текст
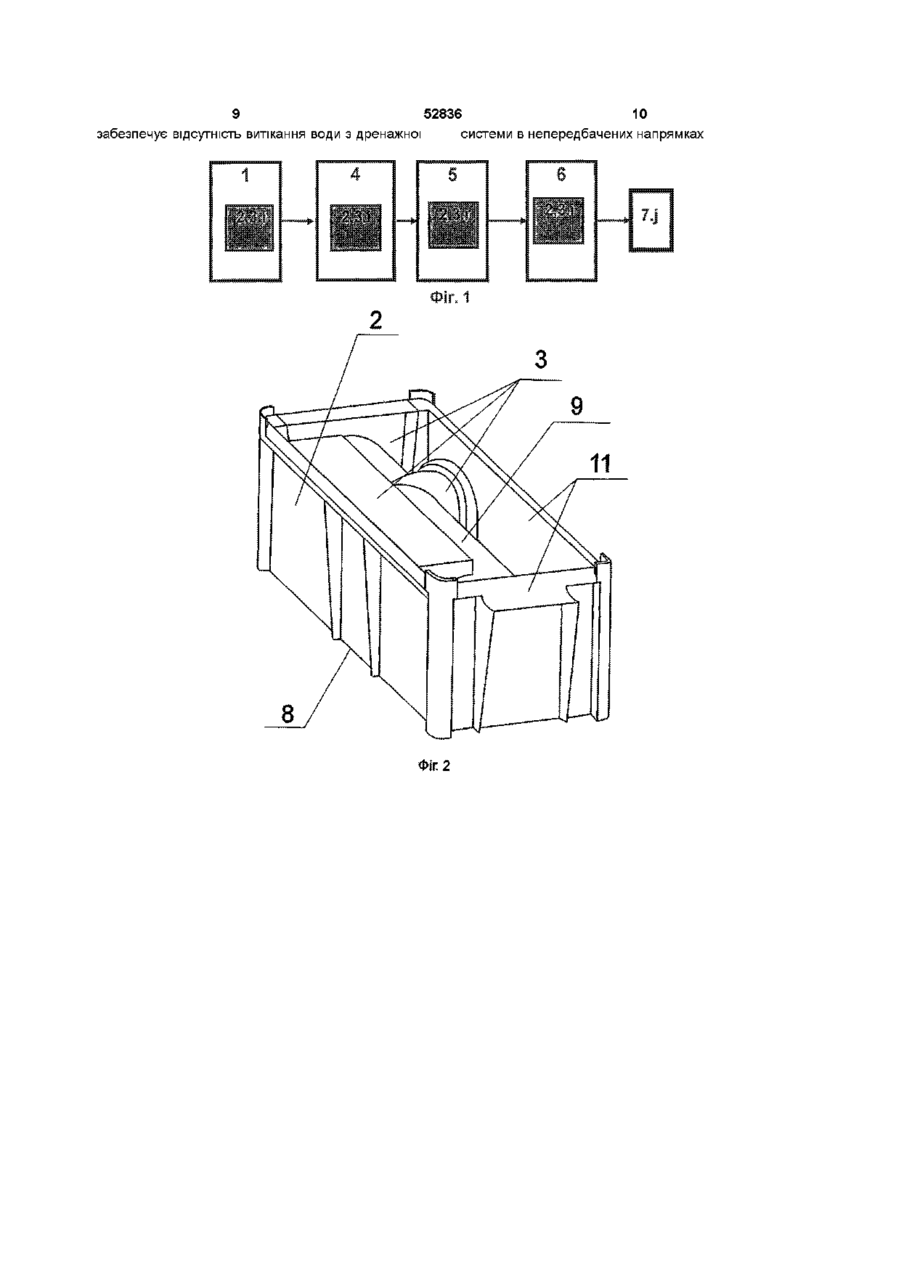
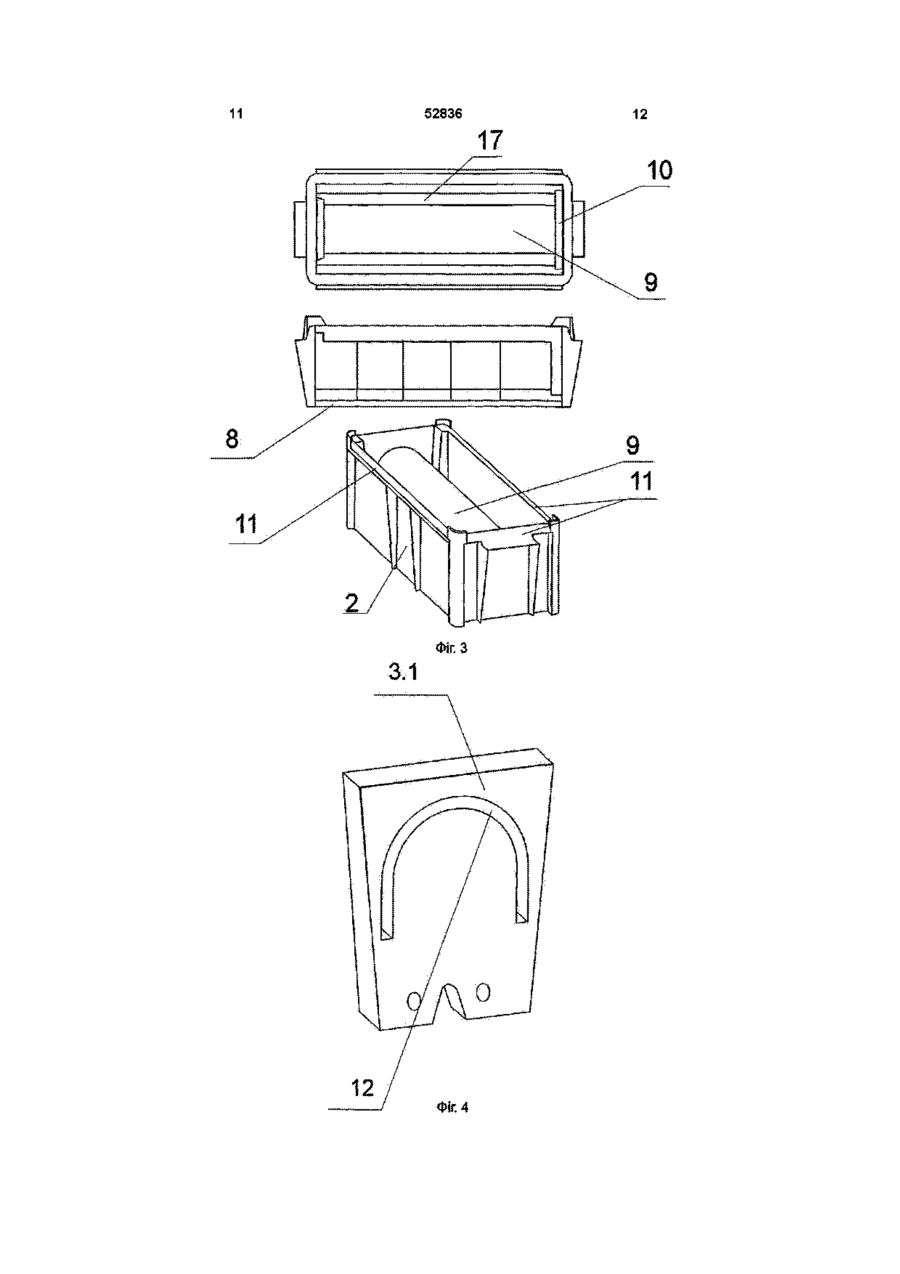
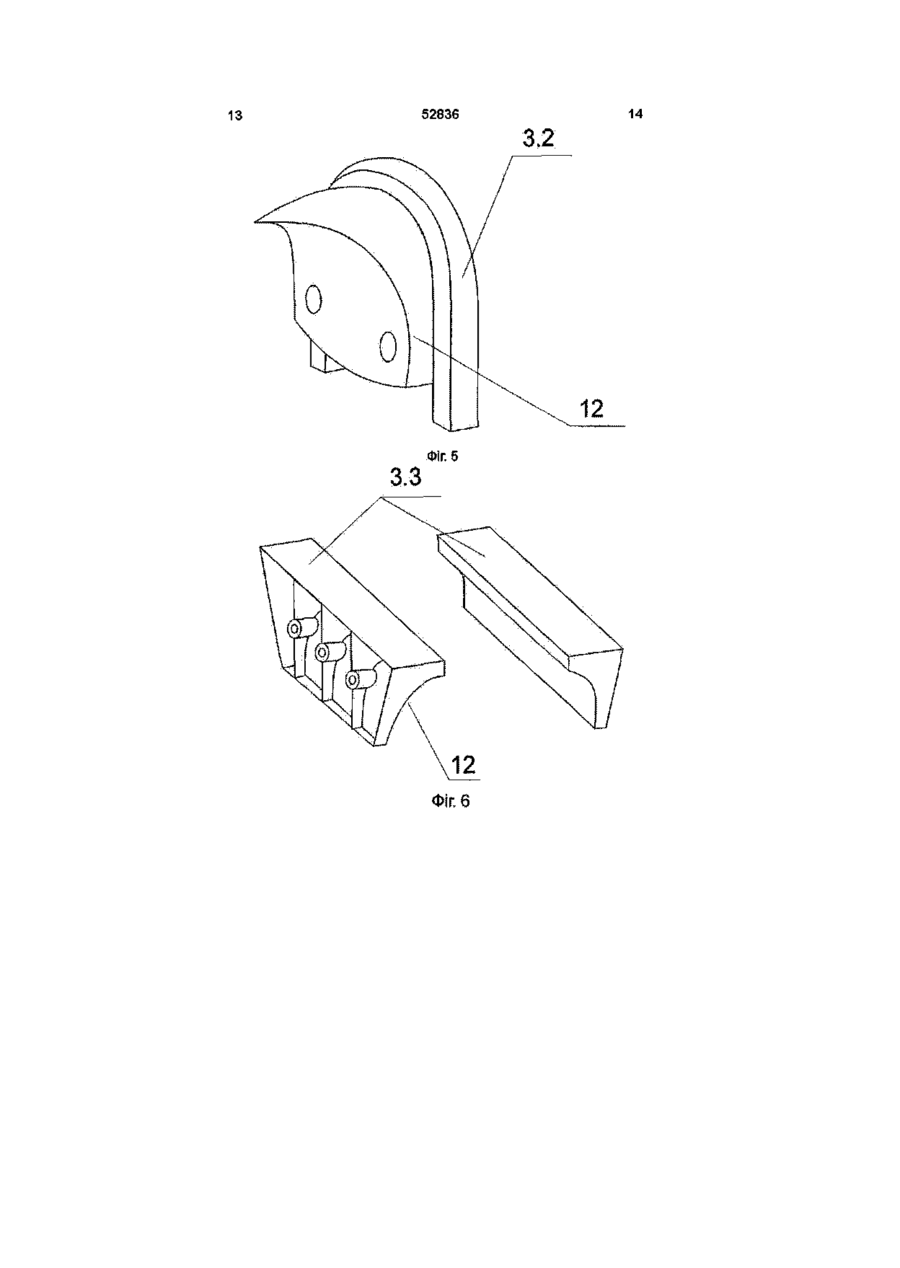
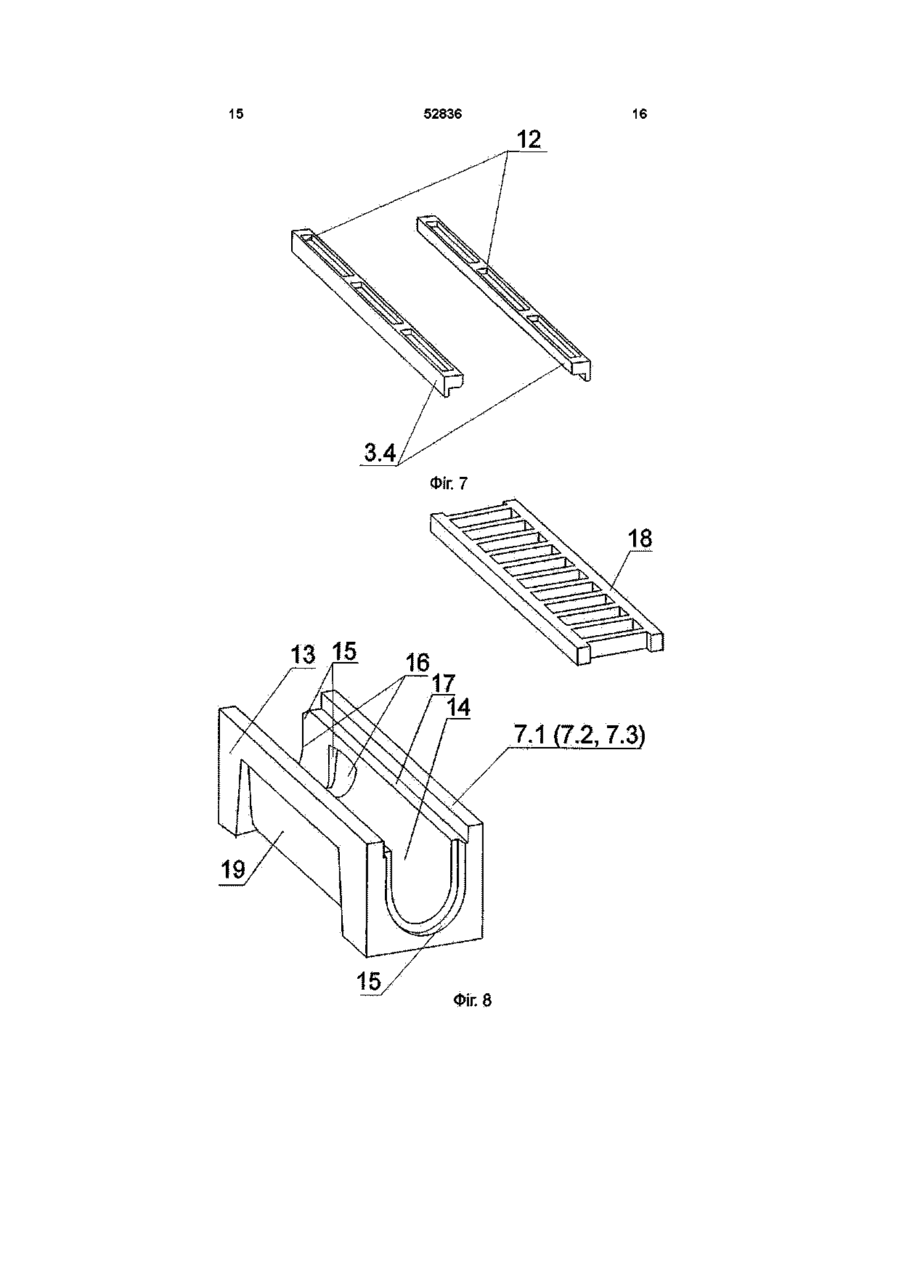
1 Спосіб виготовлення наборів елементів дренажних систем з бетонної суміші в литтєвих формах, який полягає в тому, що попередньо підготовану бетонну суміш завантажують в литтєві форми з попередньо встановленими та закріпленими профільованими вставками, ущільнюють на вібростенді, витримують форми з виробами до твердіння та розформовують готові вироби, який відрізняється тим, що форми перед розформуванням занурюють в ванну з гарячою водою 2 Пристрій для виготовлення наборів елементів дренажних систем з бетонної суміші в литтєвих формах, що містить пристрій завантаження попередньо підготованої бетонної суміші в литтєві форми, вібростенд для ущільнення бетонної суміші, пристрій витримки форм з виробами до затвердіння та ванну з гарячою водою, який відрізняється тим, що в ньому використані литтєві форми з профільованими вставками, які виготовлені з пластичної маси, що забезпечує мінімальну адгезію ма теріалу форми з виробом, який формується в ній, та має коефіцієнт температурного об'ємного розширення, який перевищує коефіцієнт об'ємного розширення матеріалу готового виробу, які містять пласке дно прямокутної форми з поздовжнім виступом у формі частини циліндричної поверхні, вертикальні передній, задній та торцеві борти, з'єднані з ним та нахилені під невеликим кутом до вертикалі, та профільовані торцеві вставки з того ж матеріалу з U-подібними циліндричними заглибинами 3 Пристрій за п 2, який відрізняється тим, що містить литтєві форми з додатковими профільованими вставками з виступами в формі перетину двох циліндричних поверхонь, які встановлюються та закріплюються на заздалегідь передбачених місцях форми 4 Пристрій за п 2, який відрізняється тим, що містить литтєві форми з додатковими профільованими вставками з заглибинами в формі циліндричної поверхні, які встановлюються в формі та закріплюються до одного або обох и бортів 5 Пристрій за п 2, який відрізняється тим, що містить литтєві форми з додатковими металевими профільованими вставками з циліндричними заглибинами, які встановлюються в формі та в результаті процесу виготовлення стають елементами готового виробу Винахід стосується галузі будівництва, а саме виготовлення виробів з бетонних сумішей та може бути використаний у виробництві різноманітних елементів дренажних систем, які застосовуються при будівельних та землевпорядкувальних роботах ВІДОМІ способи виготовлення бетонних виробів в литтєвих формах та пристрої для їхньої реалізації Найближчою за технічною суттю є форма для штучного каміння та спосіб виготовлення її та цього каміння, який полягає в заповненні внутрішньої поверхні литтєвої форми, яка містить повздовжні та поперечні перетинки, які ділять форму на окремі місця, попередньо підготованою бетонною сумішшю, витримки заповнених форм до досягнення виробами кінцевої твердості та вилучення готових виробів з форм (Див патент Японії 4-9641, Бюл "Изобретения за рубежом" 93 р вип 23, № 8, МКИ5 В 28В 7/16) Недоліком відомого способу є неможливість створення фігурних порожнин, великих у порівнянні з загальними вимірами виробу розмірів, та\або наскрізних отворів великого розміру у виробі о (О СО 00 СЧ Ю 52836 ної поверхні та профільованих вставок з циліндричними виступами та заглибинами забезпечує формування U-подібноі циліндричної порожнини в елементі дренажної системи, U-подібних отворів входу та виходу води, додаткових отворів, якщо це необхідно в даному елементі, а також елементів стикування, які необхідні для агрегатування окремих елементів у дренажну систему, в кожному з виробів, які формуються в формах При цьому навколо виступів у дні та вставках формуються заглибини та отвори в готовому виробі, глибина яких може змінюватися в широких границях в залежності від форми та розмірів виступів, навколо заглибин у дні та вставках формуються виступи в готовому виробі, а якість віброформування підвищується за рахунок передачі вібрації матеріалом стінок виступів вставок на матеріал виробу, який формується, крім того при цьому зменшується матеріаломісткість готових виробів та їхня вага В випадках, коли необхідне формування виробів з рельєфними поверхнями, тобто з нанесеними опуклими та ввігнутими зображеннями, на внутрішню Поставлена задача досягається тим, що при поверхню форми або вставок наноситься ввігнуспособі виготовлення наборів елементів дренажтий або опуклий малюнок, наприклад, зображення них систем в литтєвих формах попередньо підгофірмового знаку, декоративних ребер, стрілок натовану бетону суміш завантажують в литтєві форпряму протікання води, смуг і т ш ми, які містять пласке дно прямокутної форми з повздовжнім виступом у формі частини циліндричВ випадках, коли необхідна висока механічна ної поверхні та з'єднані з ним передній, задній та жорсткість виробу, а також висока жорсткість кріпторцеві борти, нахилені під невеликим кутом до лення до нього верхньої декоративної решітки, що вертикалі, з попередньо встановленими та закріпмає місце, наприклад, при необхідності забезпеленими профільованими вставками, ущільнюють чення безпечного руху автомобілів з відносно вина вібростенді, витримують форми з виробами до сокими швидкостями вздовж дренажної системи, в затвердіння, занурюють у ванну з гарячою водою форму перед заливкою встановлюються додаткові та розформовують готові вироби профільовані металеві вкладки, які після процесу виготовлення стають елементом готового виробу Введення в спосіб операції занурення литтєта забезпечують більшу його жорсткість, а також вих форм в ванну з гарячою водою полегшує проможливість надійного закріплення верхньої декоцес розформування готових виробів (вилучення ративної решітки, наприклад, за допомогою гвинготових виробів з форми), а також підвищує за тів рахунок цього якість готових виробів, їхні естетичні споживчі властивості та точність тиражування при Прикладом реалізації способу, що пропонувиробництві промислових партій за рахунок відбується, та пристрою, який його реалізує може бути вання процесу відшарування матеріалу готових виготовлення з бетонної або полімернобетонної виробів від стінок та дна литтєвої форми та поверсуміші елементів дренажних систем, які застосохонь профільованих вставок в зв'язку з різним збівуються при будівельних та землевпорядкувальльшенням геометричних розмірів форми та встаних роботах вок, які знаходяться разом з виробами в гарячій На фіг 1 наведена структурна схема пристрою, воді, можливо, з домішками пластифікатора, та який пропонується, на якій показані пристрій 1 самого виробу, при цьому гаряча вода може дістазавантаження бетонної суміші в литтєві форми 2 з ватися також і в середину форми встановленими вставками 3 і, вібростенд 4 для ущільнення бетонної суміші в формах 2, пристрій 5 В пристрої, який реалізує спосіб, що пропонудля витримки форм 2 з виробами до стану затверється, та містить пристрій для завантаження попедіння, ванна з гарячою водою 6, готові вироби 7 j редньо підготованої бетонної суміші в литтєві фота литтєві форми 2 з вставками 3 і, які проходять рми, вібростенд для ущільнення завантаженої в по всьому технологічному циклу литтєві форми бетонної суміші, литтєві форми, які містять пласке дно прямокутної форми з повздовНа фіг 2 - приклад форми 2 з встановленими жнім виступом у формі частини циліндричної попрофільованими вставками 3 і, яка містить пласке верхні та з'єднані з ним передній, задній та торцеві дно прямокутної форми 8 з поздовжнім виступом 9 борти, нахилені під невеликим кутом до вертикалі, у формі частини циліндричної поверхні з уступом профільовані вставки, та ванну з гарячою водою, 10, з'єднані з дном 8 передній, задній та торцеві додатково використані литтєві форми та профіборти 11, нахилені під невеликим кутом до вертильовані вставки з циліндричними виступами та калі, профільовані вставки 31 з циліндричними заглибинами, які виготовлені з пластичної маси, виступами та заглибинами 12 Форма та профіяка забезпечує мінімальну адгезію матеріалу фольовані вставки виготовлені з пластичної маси, рми з виробом, який формується в ній наприклад, поліпропілену, що забезпечує мінімальну адгезію матеріалу форми 2 та профільованих Застосування литтєвих форм з пласким дном з вставок 3 1 3 3 з виробами 7 j , які в ній формупоздовжнім виступом в формі частини циліндричВ основу винаходу поставлена задача вдосконалення способу виготовлення бетонних виробів в литтєвих формах та пристрою, який реалізує його, в якому підвищення споживчих властивостей виробів шляхом створення в них фігурних порожнин та\або наскрізних отворів великих порівняно з загальними вимірами виробів розмірів, а також полегшення процесу розформування готових виробів досягаються шляхом застосування форм з пласким дном прямокутної форми з поздовжнім виступом у формі частини циліндричної поверхні та з'єднаними з ним переднім, заднім та торцевими бортами, нахиленими під невеликим кутом до вертикалі, а також з профільованими вставками, за рахунок чого досягаються високі, а також нові споживчі властивості готових виробів та їхні естетичні характеристики, зниження матеріаломісткості та підвищення точності тиражування готових виробів при одночасному підвищенні терміну використання литтєвих форм та зниженні трудомісткості процесу виготовлення 52836 ються, та значно більший, ніж ВІДПОВІДНИЙ коефіцівиступи 15 для стикування окремих елементів наєнт матеріалу виробів, коефіцієнт об'ємного тембору в дренажну систему, додатковий U-подібний пературного розширення матеріалу форми Проотвір 16 для вводу або виводу води при створенні фільовані вставки 3 4, які забезпечують підвищену поворотів в маршруті дренажної системи, уступи жорсткість виробу та можливість надійного кріпта виступи 17 для встановлення верхньої декоралення до нього верхньої декоративної решітки, тивної решітки 18 та додаткові бічні піднутршня 19 стають частиною готового виробу 7 та виробляНа фіг 9 - приклад готового виробу 7 4 - елеються з металу мента набору дренажної системи, що застосовується при будівельних та землевпорядкувальних На фіг 3 - приклад форми 2, яка містить пласке роботах, який містить бічні стінки 13, циліндричну дно прямокутної форми 8 з повздовжнім виступом U-подібну порожнину для стоку води 14, уступи та 9 у формі частини циліндричної поверхні з уступом виступи 15 для стикування окремих елементів в 10 та з'єднані з ним борти 11, нахилені під невелидренажну систему, додаткову профільовану метаким кутом до вертикалі Передбачені також ребра леву вкладку 3 4 з циліндричними заглибинами 12 жорсткості на ЗОВНІШНІХ поверхнях бортів 11 форнеобхідну для забезпечення більшої жорсткості ми 2, виступи на верхніх торцях бортів 11 та заготового виробу та надійного закріплення верхньої глибини на нижній поверхні дна 8 форми 2, які декоративної решітки 18 необхідні для агрегатування форм у штабель під час витримки виробів 7 до затвердіння, а також На фіг 10 - приклад, зібраного в демонстраційпази в бортах 11 та дні 8 для встановлення торцену дренажну систему набору готових виробів 7 j вої вставки 3 1 та позначки місць розміщення елеСпеціальні додаткові вкладки 20 (ліва та права) з ментів кріплення додаткових внутрішніх вставок U-подібними циліндричними заглибинами 12 заЗ 2, З З За допомогою поздовжнього виступу 9, кривають з метою недопущення витікання води в який з'єднаний з дном 8 та одним з торцевих борнепередбачених напрямках ВХІДНІ або ВИХІДНІ тів 11 форми 2, в готовому виробі 7 j формується отвори 16 в вхідних або вихідних торцях тих елеU-подібна циліндрична заглибина 14 - жолоб для ментів 7 2 дренажної системи, які беруть участь у стоку води з U-подібними отворами 16 ввостворенні поворотів та сходжень (розгалужень) в ду\виводу води в торцях елементу дренажної сисмаршруті дренажної системи теми Дно 8 та борта 11 литтєвої форми 2 можуть бути виготовлені як одна деталь (суцільна форма) На фіг 4 - приклад профільованої вставки 3 1 з або декілька деталей, з'єднаних між собою будьU-подібною циліндричною заглибиною 12 Вставка яким способом Як матеріал форми 2 як для дна 8, З 1 - торцева для формування уступу та виступу так і для бортів 11 та профільованих вставок 15 навколо U-подібного торцевого отвору 16, який 3 1 3 3, може бути використаний, наприклад, понеобхідний для агрегатування окремих елементів ліпропілен Додаткові профільовані вставки мо7 j набору в дренажну систему жуть встановлюватися на одну або одночасно деНа фіг 5 - приклад профільованої вставки 3 2, кілька наперед передбачених у формі позицій та яка формує додатковий бічний отвір 16 в СТІНЦІ 13 закріплюватися перед завантаженням у форму готового виробу 7 2 для створення поворотів бетонної суміші знімними різьбовими або байонета/або сходжень (розгалужень) в маршруті дренатними елементами кріплення, які знімаються пежної системи ред процесом розформування На фіг 6 - приклад профільованих вставок 3 3 (лівої та правої) з заглибинами 12 в формі циліндСпосіб виготовлення елементів дренажної сиричної поверхні, які формують бічні піднутршня 19 стеми в литтєвих формах 2 з профільованими для зменшення матеріаломісткості готових виробів вставками З і , який пропонується, реалізується 7 3 та зменшення їхньої ваги та ціни наступним чином провадять завантаження 1 попередньо підготованої бетонної суміші в литтєві На фіг 7 - приклад профільованих вставок 3 4 форми 2 з заздалегідь встановленими, якщо це (лівої та правої) з циліндричними заглибинами 12, потрібно, та закріпленими профільованими вставякі підвищують жорсткість готового виробу 7 4, ками 3 і, ущільнюють суміш на вібростенді 4, вистають в результаті процесу виготовлення його тримують 5 форми 2 до повного отвердіння готоелементами, а також забезпечують можливість вих виробів 7 j , занурюють форми 2 в ванну 6 з надійного закріплення до встановленого елемента гарячою водою, можливо, з доданим в воду плас7 4 дренажної системи верхньої декоративної ретифікатором, а потім розформовують (тобто вилушітки 18 чають) готові вироби 7 j з форм 2 Результатом Вставки 3 1 3 3 виготовляються з того ж мавиробничого процесу є готові вироби 7 j теріалу, що й литтєва форма 2, а вставка 3 4 - з металу Додатково введена операція 6 полегшує проВставка 3 1 встановлюється у ВІДПОВІДНІ пази цес розформовки готових виробів (вилучення гобортів 11 та дна 8, які розміщені в одному з торців тових виробів з форми), а також підвищує за рахуформи 2 Вставки 3 2, З З та 3 4 встановлюються нок цього якість готових виробів, їхні естетичні та закріплюються на заздалегідь передбачених споживчі властивості та точність тиражування при місцях всередині форми 2 перед процесом заванвиробництві промислових партій При цьому вплив таження бетонної суміші гарячої води в ванні 6 трохи розм'якшує матеріал форми 2, а збільшення її геометричних розмірів, На фіг 8 - приклад готового виробу 7 (7 1, 7 2, величина якого відрізняється від збільшення гео7 3) - елементу дренажної системи, що застосовуметричних розмірів готового виробу 7 j (перевищує ється при будівельних та землевпорядкувальних його), полегшує процес розформування, при цьому роботах та містить бічні стінки 13, циліндричну Uпопадання гарячої води всередину форми 2 виподібну порожнину 14 для стоку води, уступи та 52836 8 лужень) в маршруті дренажної системи При використанні форми 2 з встановленими додатково профільованими вставками З З з заглибиною 12 в формі циліндричної поверхні в бічних стінках 13 готового виробу 7 3 формуються додаткові циліндричні піднутршня 19, які дозволяють значно знизити матеріаломісткість готових виробів та їхню вагу Можливі також комбінації вставок 3 1 3 3, які використовуються при формовці даного готового виробу 7 j при формовці готових виробів 7 j з одним, двома або декількома торцевими та бічними отворами для влаштування кутів, КІНЦІВ, поворотів, сходжень або розгалужень в маршруті дренажної системи При використанні форми 2 з додатково встановленими металевими профільованими вставками 3 4 з циліндричними заглибинами 12, які стають в результаті процесу виготовлення елементом готового виробу 7 4, формується елемент дренажної системи підвищеної жорсткості та з забезпеченою можливістю надійного кріплення до нього верхньої декоративної решітки 18 Такі елементи можуть бути використані, наприклад, при необхідності створення безпечного руху вздовж дренажної системи та безпосередньо по ній важких автомобілів, що можуть рухатися з відносно високими швидкостями Дно 8 та борти 11 литтєвої форми 2 можуть бути виготовлені як одна деталь (суцільна форма) або декілька деталей, з'єднаних між собою будьяким способом Як матеріал форми 2 як для дна 8, так і для бортів 11 та знімних профільованих вставок 3 1 3 3 може бути використаний, наприклад, поліпропілен Довжина виступу 9 не набагато менша, ніж загальна довжина дна 8 форми 2, причому він з'єдЗастосування литтєвих форм 2 зі знімними наний з одним з торцевих бортів 11 уступом 10, за профільованими вставками 3 1 З З з пластичної допомогою якого в готовому виробі 7 j утворюєтьмаси забезпечує можливість виготовлення виробів ся U-подібний отвір 16 для вводу або виводу води, з порожнинами та отворами великих відносно заа з протилежної сторони форми 2 утворюється паз гальних вимірів виробу розмірів, що дає можлиміж кінцем виступу 9 та торцевим бортом 11, який вість отримати нові споживчі якості виробів, а тавикористовується для встановлення торцевої кож підвищити їхні естетичні характеристики при профільованої вставки 3 1, за допомогою якої в одночасному підвищенні строку служби литтєвих готовому виробі 7 j формується ще один Uформ 2 і профільованих вставок 3 1 З З та знизиподібний отвір 16 для вводу або виводу води з ти трудомісткість процесу виготовлення виступом 15 для агрегатування окремих елементів Використання пристрою, що пропонується для стоку в дренажну систему шляхом стикування виготовлення елементів дренажної системи, зауступів та ВІДПОВІДНИХ виступів 15 окремих елемебезпечує в порівнянні з відомими існуючими спонтів набору собами наступні переваги підвищення точності тиражування та підвищення якості набору виробів При використанні форми з тільки одною встаі їхніх естетичних споживчих властивостей за рановленою перед завантаженням суміші торцевою хунок отримання виробів з великими відносно завставкою 3 1 формується типовий готовий виріб гальних вимірів виробу порожнинами та отворами, 7 1 - елемент дренажної системи, який містить декількома гладкими робочими поверхнями, можбічні стінки 13, циліндричну заглибину для стоку ливо, з декоративними заокругленнями, здешевводи 14, уступ та виступ 15 навколо U-подібних лення процесу виробництва за рахунок застосуотворів 16 вводу або виводу води для стикування вання пластмасових форм з профільованими окремих елементів в дренажну систему та уступи пластмасовими вставками, більш технологічних та 17 для встановлення верхньої декоративної решідешевих в виробництві, ніж металеві, а також за тки 18 рахунок можливості організації конвеєрного варіаПри використанні форми 2 з одною або декільнту виробничого процесу Формування гладкої кома встановленими додатковими профільованиповерхні циліндричної заглибини покращує умови ми вставками 3 2 з виступами 12 в формі перетину стоку води по дренажній системі, а формування двох циліндричних поверхонь у готовому виробі різновисоких виступів та уступів на торцях кожного 7 2 формуються додаткові один або декілька Uелементу дренажної системи полегшує агрегатуподібних отворів 16 для вводу або виводу води вання елементів набору в дренажну систему та при створенні поворотів та/або сходжень (розгакликає відшарування матеріалу готових виробів від стінок форми та вставок 3 1 3 3, що, в свою чергу, сприяє легкому та бездефектному вилученню готових виробів з форми під час їхньої остаточної розформовки Остаточне розформування полягає на вилученні готових виробів 7 j разом зі вставками 3 1 З З з форми 2, що виконується шляхом розгинання бортів 11 форми 2 відносно її дна 8, та витягання вставок з виробами В пристрої, який містить пристрій 1 завантаження бетонної суміші в литтєві форми 2 з профільованими вставками 3 і, вібростенд 4 для ущільнення бетонної суміші в формах 2, пристрій 5 для витримки форм 2 з виробами 7 j до стану отвердіння, та ванну 6 з гарячою водою з метою досягнення можливості отримання готових виробів з заглибинами та отворами великих відносно загальних вимірів виробу розмірами при одночасному підвищенні строку служби литтєвих форм та зниженні трудомісткості процесу виготовлення, використані литтєві форми 2, які виготовлені з пластичної маси, наприклад, поліпропілену, яка забезпечує мінімальну адгезію матеріалу форми 2 з виробом 7 j , який формується в ній, та значно більший коефіцієнт об'ємного температурного розширення, ніж ВІДПОВІДНИЙ коефіцієнт бетону, які містять пласке дно 8 прямокутної форми з повздовжнім виступом у формі частини циліндричної поверхні великих відносно загальних вимірів форми розмірів, передній, задній та торцеві борти 11, що з'єднані з ним, та профільовані вставки 3 і з циліндричними заглибинами та виступами 12, які утворюють при вставленні їх у форму 2 порожнини та отвори в готовому виробі 7 j 9 52836 10 забезпечує відсутність витікання води з дренажної системи в непередбачених напрямках Фіг. 2 11 52836 12 17 10 9 т 9 Фіг. З 3.1 Фіг. 4 52836 13 ФГ 5 І. 3.3 14 15 Фіг 7 18 7.1 (7.2, 7.3) Фіг 8 17 52836 18 Фіг 9 Фіг. 10 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 18
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparing sets of elements of drainage systems from concrete mixture in molds and device for its realization
Автори англійськоюBaskakov Oleksandr Yuriiovych
Назва патенту російськоюСпособ изготовления наборов элементов дренажных систем из бетонной смеси в литьевых формах и устройство для его осуществления
Автори російськоюБаскаков Александр Юрьевич
МПК / Мітки
МПК: B28B 7/16
Мітки: спосіб, пристрій, суміші, дренажних, формах, бетонної, здійснення, елементів, литтєвих, наборів, систем, виготовлення
Код посилання
<a href="https://ua.patents.su/9-52836-sposib-vigotovlennya-naboriv-elementiv-drenazhnikh-sistem-z-betonno-sumishi-v-littehvikh-formakh-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення наборів елементів дренажних систем з бетонної суміші в литтєвих формах та пристрій для його здійснення</a>
Спосіб виготовлення облицювальної цегли в литтєвих формах та пристрій для його здійснення
Номер патенту: 33016
Опубліковано: 15.02.2001
Автор: Баскаков Олександр Юрійович
МПК: B28B 7/16
Мітки: пристрій, цегли, облицювальної, формах, литтєвих, здійснення, виготовлення, спосіб
Текст:
...що пропонується, та реалізуючого його пристрою може бути виготовлення облицювальної цегли для стінок споруд, бордюрів і т. ін. На фіг. 1 наведена структурна схема пропонованого пристрою, на якій показані: пристрій 1 завантаження бетоної суміші в литтєві форми 2 з встановленими перетинками 3, вібростенд 4 для ущільнення бетоної суміші в формах 2, пристрій 5 для витримки форм 2 з виробами 6 до стану затвердіння, вана з гарячою водою 7,...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: спосіб, виробів, бетонних, лиття, виготовлення, пристрій, форми, здійснення
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб будування дренажних колодязів та пристрій для його здійснення
Номер патенту: 3284
Опубліковано: 27.12.1994
Автори: Петроченко В'ячеслав Ілліч, Чабан Іван Захарович, Семенець Анатолій Васильович, Безжовчий Анатолій Андрійович
МПК: E02F 5/02
Мітки: пристрій, будування, дренажних, здійснення, колодязів, спосіб
Формула / Реферат:
1. Способ сооружения дренажных колодцев из отдельных железобетонных колец, заключающийся в образовании в нижнем кольце серповидных лунок, отрывке котлована, укладке колец в котлован, бетонировании дна колодца и обратной засыпке котлована с наружной стороны колодца, отличающийся тем, что котлован отрывают с вертикальными стенками, а сборку колодца выполняют на поверхности земли, обеспечивая соосность колец путем приложения центрирующего усилия...
Спосіб виготовлення бетонних виробів в формах для литва та пристрій для його реалізації
Номер патенту: 21011
Опубліковано: 07.10.1997
Автори: Баскаков Олександр Юрійович, Щербаков Олександр Степанович
МПК: B28B 7/16
Мітки: пристрій, литва, бетонних, формах, виробів, реалізації, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления бетонных изделий в литьевых формах, заключающийся в том, что предварительно подготовленную бетонную смесь загружают в литьевые формы, уплотняют на вибростенде, выдерживают формы с изделиями до отвердения и расформовывают готовые изделия, отличающийся тем, что формы перед расформов-кой погружают в ванну с горячей водой при температуре воды 70-80° С на время 40-60 секунд.2. Способ по п. 1,отличающийся тем, что...
Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Автори: Черняк Михайло Вадимович, Черняк Вадим Павлович
МПК: B28B 21/02, B28B 1/00, B28B 5/00, B32B 13/00
Мітки: товщиною, профілю, методом, здійснення, виготовлення, формування, виробів, черепиці, інших, спосіб, вібрування, різного, роздільного, пристрій, профільно-площинного
Формула / Реферат:
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті...
Попередній патент: Спосіб переустаткування судна в плавучий док
Наступний патент: Вібраційний грохот “кварц”
Випадковий патент: Спосіб лікування хворих на неускладнену пептичну виразку дванадцятипалої кишки у поєднанні з гіпертонічною хворобою з наявністю системної ендотоксемії