Модульний профілезгинальний комплекс
Формула / Реферат
Демонстраційний пристрій візуальної інформації, який містить, щонайменше, одну опору зі встановленою на ній несучою рамою, до обох сторін якої прикріплені підоснови для встановлення носіїв інформації, який відрізняється тим, що підоснови виконані у вигляді створок, кожна з яких своєю верхньою і нижньою частинами приєднана до несучої рами за допомогою, щонайменше, двох кронштейнів довжиною 45-65 см, один кінець яких прикріплений до несучої рами, а другий до створки, на несучій рамі встановлений, щонайменше, один додатковий інформаційний засіб соціального призначення, а опори демонстраційного пристрою оснащені освітлювальними ліхтарями.
Текст
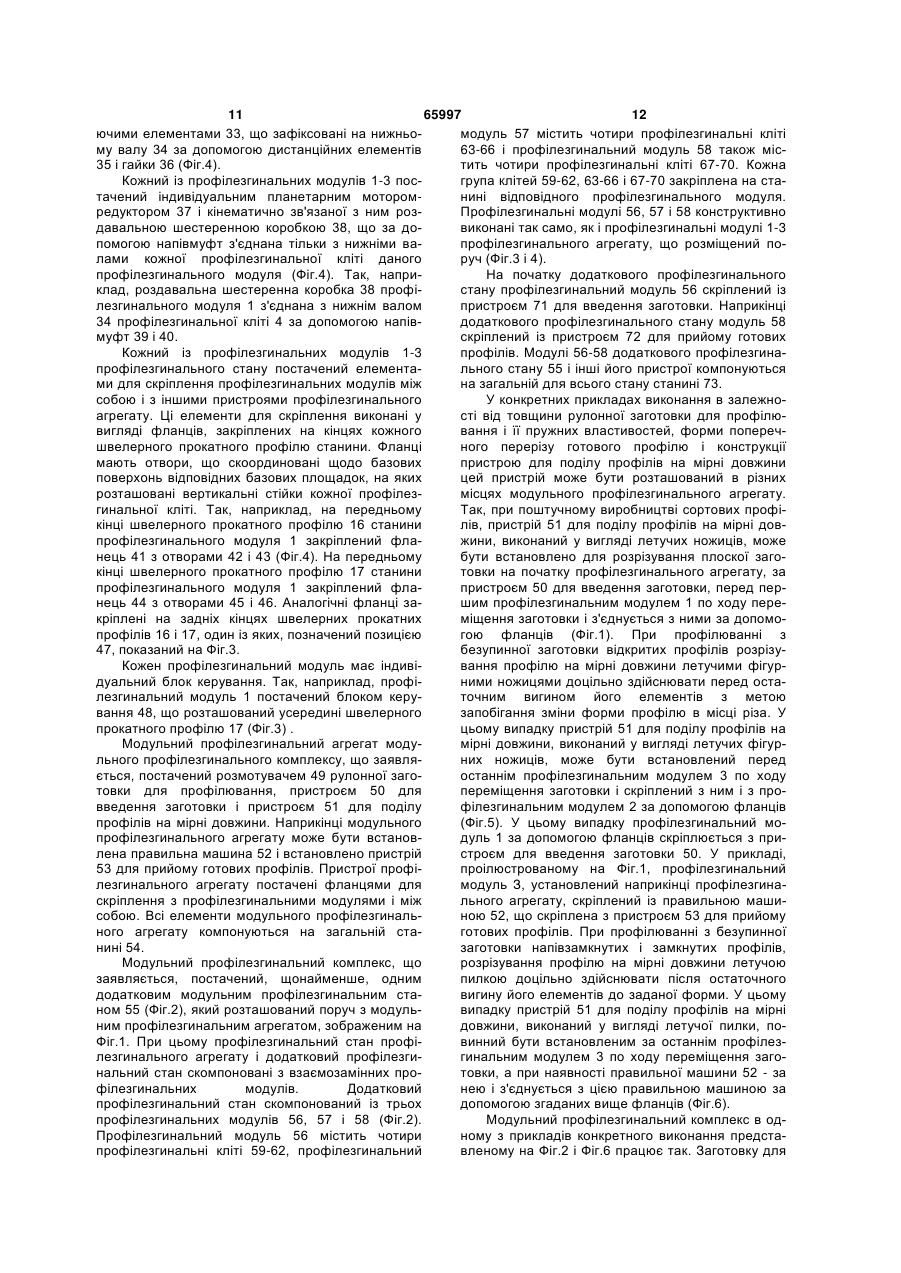
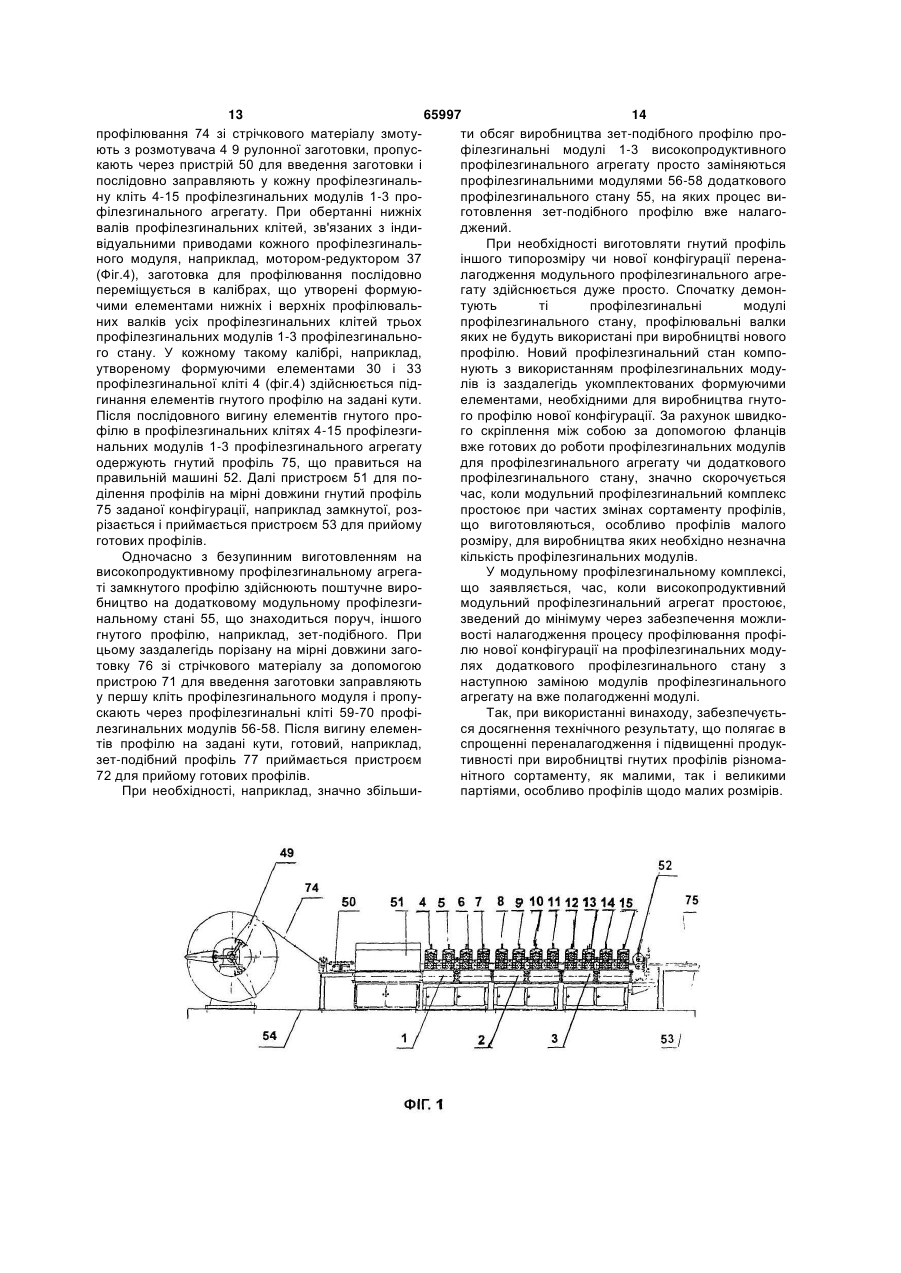
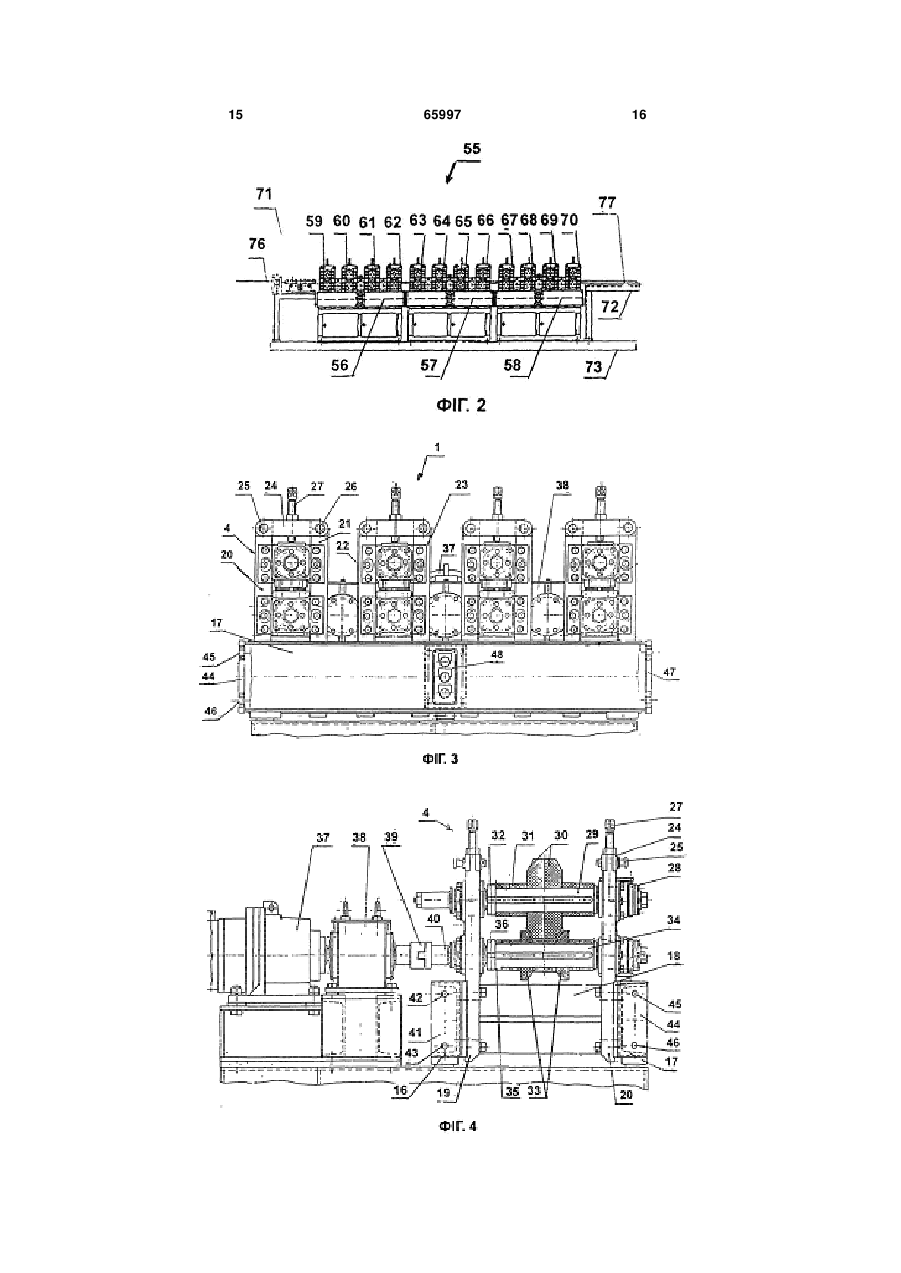
1. Модульний профілезгинальний комплекс, що містить профілезгинальний агрегат, який включає розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини, який відрізняється тим, що комплекс оснащений щонайменше одним додатковим профілезгинальним станом, розташованим поруч із профілезгинальним агрегатом, при цьому профілезгинальний стан профілезгинального агрегату і додатковий профілезгинальний стан скомпоновані з взаємозамінних профілезгинальних модулів, кожний з яких містить станину і закріплені на ній від двох до п'яти профілезгинальних клітей, причому кожен профілезгинальний модуль оснащений індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання з нижніми профілювальними валками кожної профілезгинальної кліті, що входить до складу даного профілезгинального модуля, при цьому профілезгинальні модулі і пристрій для поділу профілів на мірні довжини оснащені елементами для скріплення профілезгинальних модулів між собою і пристроєм для поділу профілів на мірні довжини. 2. Модульний профілезгинальний комплекс за п.1, який відрізняється тим, що кожний профілезги C2 2 UA 1 3 65997 4 ми і нижніми валами з профілювальними валками. гнутих профілів, що виробляються, профілезгинаВерхні і нижні вали кожної профілезгинальної кліті льний стан може містити 20-30 профілезгинальних приводяться в протилежне обертання від єдиного клітей. Кожну таку профілезгинальну кліть можна для профілезгинального стану приводу. Для розрозглядати як профілезгинальний модуль профіширення технологічних можливостей і спрощення лезгинального стану. У прототипі розмотувач рузміни профілювальних валків при переналаголонної заготовки, правильний пристрій, відрізний дженні одна з опорних стійок кожної профілезгипристрій і стикозварювальна машина закріплені на нальної кліті виконана рухливою у горизонтальній загальній рамі, що установлена з можливістю поплощині, а вали профілезгинальних клітей виконаперечного переміщення щодо осі профілезгинальні складеними рознімними [див. опис винаходу до ного стану. Видалення при необхідності зі складу патенту України №19872, МПК В21D5/06, 25.12.97, профілезгинального агрегату частини устаткуванБюл. №6]. ня його вхідної частини для забезпечення вільного У об'єкта, що заявляється, і аналога збігаютьдоступу до першої профілезгинальної кліті дозвося наступні суттєві ознаки: профілезгинальні стани ляє розширити сортамент профілів, що виготовмістять ряд профілезгинальних клітей з верхніми і ляються, за рахунок поштучного виробництва занижніми профілювальними валками. мкнутих профілів із заздалегідь виготовлених Одержанню очікуваного технічного результату зварених труб. Високопродуктивні профілезгинапри використанні аналога перешкоджають такі льні агрегати через складність переналагодження, причини. При утворенні профілезгинального стану як правило, призначені для виробництва гнутих відомої конструкції, як профілезгинальний модуль, профілів великими партіями [див. опис винаходу використовується одна профілезгинальна кліть до патенту Російської Федерації №2088357, МПК складної конструкції. У результаті складним в ексВ21D5/06, 1997]. плуатації виходить весь стан, утворений відносно У об'єкта, що заявляється, і прототипу збігавеликою кількістю цих клітей, розрахованих на ються наступні суттєві ознаки: профілезгинальні виробництво гнутого профілю самої складної конагрегати містять розмотувач рулонної заготовки, фігурації. Через це у відомому профілезгинальнопрофілезгинальний стан, утворений послідовно му стані ускладнена перевалка профілювальних встановленими профілезгинальними клітями з валків і переналагодження профілезгинальних верхніми і нижніми профілювальними валками, і клітей і всього профілезгинального стану в цілому пристрій для поділу профілів на мірні довжини. при частій зміні форми чи типорозміру гнутого Одержанню очікуваного технічного результату при профілю, для виробництва якого необхідна нова використанні прототипу перешкоджають наступні кількість профілезгинальних клітей. При переналапричини. Через складну конструкцію профілезгигодженні профілезгинальних клітей і налагодженні нального стану в цілому, утвореному профілезгитехнології виробництва гнутого профілю нової нальними клітями по відомим з рівня техніки принконфігурації профілезгинальний стан відомої консципам відносно великою кількістю (20-30) цих трукції простоює. Це приводить до зниження проклітей, розрахованих на виробництво профілю дуктивності при виробництві на одному стані гнудуже складної конфігурації, через наявність загатих профілів різноманітного сортаменту, особливо, льного для профілезгинального стану приводу, що профілів щодо малих розмірів, вироблених мализв'язаний з валками численних профілезгинальних ми партіями. Крім того, наявність загального для клітей через шпинделі і шестеренні кліті, ускладвсього профілезгинального стану приводу, що нене переналагодження профілезгинальних клітей зв’язаний із профілювальними валками численних і всього профілезгинального агрегату в цілому при профілезгинальних клітей через шпинделі і шесчастих змінах сортаменту гнутих профілів. У протеренні кліті, приводить до великих витрат електцесі послідовної тривалої перевалки всіх профілероенергії при виробництві гнутих профілів простої згинальних клітей і налагодження технології вироконфігурації, для виробництва яких досить декільбництва гнутого профілю нової конфігурації кох профілезгинальних клітей. профілезгинальний агрегат відомої конструкції Найбільш близьким по сукупності ознак до випростоює. Це приводить до зниження продуктивнаходу, що заявляється, є обраний, як прототип, ності при забезпеченні виробництва на одному профілезгинальний агрегат, що містить розмотупрофілезгинальному агрегаті гнутих профілів різвач рулонної заготовки, правильний пристрій, відноманітного сортаменту, для виготовлення яких різний пристрій, стикозварювальну машину, пронеобхідно налагоджувати щораз різну кількість філезгинальний стан, правильну машину і пристрій профілезгинальних клітей. Особливо сильно ці для поділу профілів на мірні довжини. Профілезнедоліки прототипу виявляються при виготовленні гинальний стан утворений послідовно встановлемалими партіями профілів щодо малих розмірів, ними на загальній станині профілезгинальними коли профілезгинальний агрегат більше часу проклітями з верхніми і нижніми профілювальними стоює на переналагодженні, чим працює. валками. Кожна профілезгинальна кліть має литі Крім того, наявність загального для всього опорні стійки і встановлені в них на підшипникових профілезгинального стану приводу, що через опорах верхній і нижній вали з профілювальними шпинделі і шестеренні кліті зв'язаний з верхніми і валками. Профілювальні валки виконані з дисконижніми валками численних профілезгинальних вих формуючих елементів і приводяться в оберклітей, що можуть утворити профілезгинальний тання від загального для профілезгинального стастан для виробництва гнутого профілю самої ну приводу, що зв'язаний з валками складної конфігурації, приводить до великих випрофілезгинальних клітей через шпинделі і шестрат електроенергії при виробництві гнутих профітеренні кліті. У залежності від форми і типорозміру лів простої конфігурації, для виробництва яких 5 65997 6 досить декількох профілезгинальних клітей. профілезгинальним модулем та з пристроєм для В основу винаходу поставлено задачу створиподілу профілів на мірні довжини. ти такий профілезгинальний модульний профілезУ залежності від товщини рулонної заготовки, гинальний комплекс, у якому удосконалення шляформи поперечного переріза готового профілю і хом зміни розташування елементів, уведення конструкції пристрою для поділу профілів на мірні нових елементів і зміни форми виконання елемендовжини цей пристрій може бути розташовано: тів, дозволило б при використанні винаходу забез- на початку профілезгинального агрегату пепечити досягнення технічного результату, що поред першим профілезгинальним модулем по ходу лягає в спрощенні переналагодження і підвищенні переміщення заготовки для розрізування плоскої продуктивності при виробництві гнутих профілів заготовки на мірні довжини; різноманітного сортаменту як великими, так і ма- перед останнім профілезгинальним модулем лими партіями. профілезгинального агрегату по ходу переміщення Модульний профілезгинальний комплекс, що заготовки для розрізування профілю на мірні довзаявляється, характеризується наступними суттєжини перед остаточним вигином його елементів; вими ознаками, які виражені визначеними понят- за останнім профілезгинальним модулем тями, достатніми для їхньої ідентифікації, спрямопрофілезгинального агрегату по ходу переміщення вані на рішення поставленої задачі і достатні для заготовки для розрізування профілю на мірні довдосягнення очікуваного технічного результату у жини після остаточного вигину його елементів; всіх випадках, на які поширюється обсяг правової - за правильною машиною профілезгинальноохорони. го агрегату по ходу переміщення заготовки для Модульний профілезгинальний комплекс, що розрізування на мірні довжини профілю після його заявляється, містить профілезгинальний агрегат, правки. який включає розмотувач рулонної заготовки, В окремому випадку виконання кожна профіпрофілезгинальний стан, утворений послідовно лезгинальна кліть профілезгинального модуля встановленими профілезгинальними клітями з містить опорні стійки і встановлені в них на підшиверхніми і нижніми профілювальними валками, і пникових опорах верхній і нижній вали з профілюпристрій для поділу профілів на мірні довжини. вальними валками. Станина кожного профілезгиМодульний профілезгинальний комплекс постаченального модуля виконана зі скріплених між собою ний, щонайменше, одним додатковим профілезгишвелерних прокатних профілів, стінки яких звернальним станом, що розташований поруч із пронені одна до одної. Як такі профілі можуть бути філезгинальним агрегатом. При цьому використані двотаврові чи швелерні профілі. Кожпрофілезгинальний стан профілезгинального агрена опорна стійка профілезгинальної кліті виконана гату і додатковий профілезгинальний стан скомпоу вигляді окремих вертикальних стійок, що закріпновані з окремих взаємозамінних профілезгинальлені на відповідних стінках прокатних профілів у них модулів. Кожен профілезгинальний модуль заданому координатними штифтами місці з утвомістить станину і закріплені на ній від двох до п'яти ренням пазів для підшипникових опор. Опорні профілезгинальних клітей. Причому кожен профістійки з'єднані між собою поворотними траверсалезгинальний модуль постачений індивідуальним ми, на яких установлені натискні гвинти для підприводом і роздавальною шестеренною коробкою шипникових опор верхніх валів. для з'єднання з нижніми профілювальними валкаПри використанні винаходу очікується досягми кожної профілезгинальної кліті, що входить до нення технічного результату, що полягає в спроскладу даного профілезгинального модуля. При щенні переналагодження і підвищенні продуктивцьому профілезгинальні модулі і пристрій для поності при виробництві гнутих профілів ділу профілів на мірні довжини постачені елеменрізноманітного сортаменту як великими, так і матами для скріплення профілезгинальних модулів лими партіями. між собою і з пристроєм для поділу профілів на Крім того, при використанні винаходу очікуєтьмірні довжини. Як такі елементи для скріплення ся також досягнення додаткового технічного реможуть бути використані фланці. Переважно, щоб зультату, що полягає в зниженні витрат електроекожен профілезгинальний модуль містив чотири нергії при виробництві гнутих профілів простої профілезгинальні кліті, і щоб у кожному профілезконфігурації, для виготовлення яких необхідна гинальному модулі роздавальна шестеренна коневелика кількість профілезгинальних клітей. робка була з'єднана з приводом через ланцюгову Між сукупністю суттєвих ознак винаходу і техпередачу. Кількість додаткових профілезгинальних нічним результатом, що досягається, існує наступстанів в одному модульному профілезгинальному ний причинно-наслідковий зв'язок. Об’єднання комплексі і кількість профілезгинальних модулів у високопродуктивного профілезгинального агрегату кожному профілезгинальному стані даного комі розташованого поруч додаткового профілезгинаплексу визначається з умов забезпечення одночального стану в єдиний профілезгинальний комсного виробництва гнутих профілів заданого сорплекс, у якому профілезгинальний стан профілезтаменту. гинального агрегату і додатковий При необхідності правки гнутих профілів склапрофілезгинальний стан скомпоновані з окремих дної конфігурації модульний профілезгинальний взаємозамінних профілезгинальних модулів, які комплекс доцільно постачити правильною машимістять переважно чотири профілезгинальні кліті, ною, що встановлюють у профілезгинальному агщо закріплені на станині профілезгинального морегаті за останнім профілезгинальним модулем по дуля, постачання кожного профілезгинального ходу переміщення заготовки. Правильна машина модуля індивідуальним приводом і елементами постачена елементами для скріплення із сусіднім для скріплення профілезгинальних модулів між 7 65997 8 собою і з іншими пристроями профілезгинального профілезгинального комплексу, що заявляється, агрегату, забезпечує профілезгинальному компленеобхідне переналагодження задіяних профілезксу, скомпонованому з таких профілезгинальних гинальних модулів і налагодження процесу профімодулів, нові можливості. Один такий профілезгилювання здійснюють спочатку на додатковому нальний модуль у профілезгинальному агрегаті і профілезгинальному стані цього комплексу, не такий же профілезгинальний модуль у додатковозупиняючи високопродуктивний профілезгинальму профілезгинальному стані можуть бути викориний агрегат. Після налагодження процесу профістані як, наприклад, два 4-х клітьових профілезгилювання нового гнутого профілю на додатковому нальних стана для виробництва різних гнутих профілезгинальному стані, задіяні профілезгинапрофілів не складної форми, наприклад, з одним льні модулі просто переставляють у профілезгимісцем вигину, таких як рівнополочні чи ні рівнопональний стан профілезгинального агрегату. Модулочні кутові гнуті профілі. Профілезгинальний стан льний профілезгинальний агрегат і додатковий профілезгинального агрегату чи додатковий промодульний профілезгинальний стан, що скомпофілезгинальний стан, що утворені двома скріпленовані із взаємозамінних профілезгинальних моними профілезгинальними модулями, можуть бути дулів, повинні бути розташовані поруч для спровикористані кожний для виробництва різних гнутих щення взаємного переміщення профілезгинальних профілів із двома місцями вигину, наприклад, модулів при переналагодженні. Усе це істотно підшвелерних чи зет-подібних гнутих профілів. Провищує продуктивність, особливо, при частій зміні філезгинальні стани, скомпоновані з трьох скріпсортаменту гнутих профілів, що виробляються як лених профілезгинальних модулів, можуть бути малими, так і великими партіями. Крім того, при одночасно використані для виробництва коритних, виробництві гнутих профілів простої конфігурації зет-подібних чи замкнутих не зварених гнутих суттєво знижуються витрати електроенергії, тому профілів. Використання профілезгинальних станів, що використовується не загальний дуже могутній скомпонованих з чотирьох, п'яти чи шести профіелектропривод для всього профілезгинального лезгинальних модулів, доцільно при виробництві стану, розрахованого на виробництво гнутих прогнутих профілів складної конфігурації, наприклад, філів складної конфігурації, а тільки індивідуальсортових гнутих профілів з гофрами й елементами ний, відносно малопотужний, електропривод того подвійної товщини, гофрованих листових гнутих профілезгинального модуля, що задіяний при випрофілів. Кількість додаткових профілезгинальних робництві даного гнутого профілю простої конфістанів в одному модульному профілезгинальному гурації. комплексі і різна кількість профілезгинальних моУ ряді випадків, з'єднання в профілезгинальдулів у кожному профілезгинальному стані даного ному модулі роздавальної шестеренної коробки з комплексу визначається з необхідності одночасноприводом через ланцюгову передачу дозволяє го виробництва гнутих профілів різноманітного зробити профілезгинальний модуль і, отже, модусортаменту і необхідних обсягів виробництва. Тальний профілезгинальний стан у цілому, більш ким чином, маючи в наявності невелику кількість компактним за рахунок більш доцільного вибору профілезгинальних модулів із загальною кількістю місця розташування приводу щодо профілезгинапрофілезгинальних клітей такою же, як і в профільних клітей. Таке компонування профілезгинальлезгинальному агрегаті, відомому з рівня техніки, ного модуля особливо доцільно, коли, як привод, можна забезпечити для об'єднаних у комплекс необхідно використовувати, наприклад, планетарвисокопродуктивного модульного профілезгинальний мотор-редуктор. ного агрегату і додаткового модульного профілезСутність винаходу пояснюється графічними гинального стану виробництво гнутих профілів матеріалами, на яких зображено: різноманітного сортаменту як великими, так і мана Фіг.1 - фронтальний вид на модульний лими партіями, використовуючи одночасно не всі профілезгинальний агрегат модульного профілезпрофілезгинальні кліті, а тільки необхідні профілегинального комплексу; згинальні модулі. на Фіг.2 - фронтальний вид на додатковий моПри зміні типорозміру чи форми гнутого продульний профілезгинальний стан модульного філю переналагоджують тільки ті профілезгинальпрофілезгинального комплексу; ні модулі, що необхідні для виробництва нового на Фіг.3 - фронтальний вид на профілезгинапрофілю. Такі профілезгинальні модулі можна зальний модуль; здалегідь укомплектувати необхідними профільна Фіг.4 - вид спереду на профілезгинальний ними елементами і при переході на виробництво модуль. нового профілю необхідно просто замінити старі на Фіг.5 - фронтальний вид на модульний профілезгинальні модулі на нові чи скомпонувати профілезгинальний агрегат, у якому пристрій для з них, наприклад, новий додатковий профілезгиподілу профілів на мірні довжини встановлено нальний стан. При цьому вільні профілезгинальні перед останнім профілезгинальним модулем по модулі можна використовувати для компонування ходу переміщення заготовки; додаткового профілезгинального стану для здійсна Фіг.6 - фронтальний вид на модульний нення поштучного виробництва гнутого профілю профілезгинальний агрегат, у якому пристрій для іншої форми, наприклад, замкнутого профілю із поділу профілів на мірні довжини встановлено за заздалегідь виготовленої звареної труби як у проправильною машиною після останнього профілезтотипі. гинального модуля по ходу переміщення заПри необхідності виробництва нового гнутого готовки; профілю у великих обсягах на високопродуктивНа графічних матеріалах проставлені наступні ному профілезгинальному агрегаті модульного позначення: 9 65997 10 1 - Профілезгинальний модуль; 66 - Профілезгинальна кліть; 2 - Профілезгинальний модуль; 67 - Профілезгинальна кліть; 3 - Профілезгинальний модуль; 68 - Профілезгинальна кліть; 4 - Профілезгинальна кліть; 69 - Профілезгинальна кліть; 5 - Профілезгинальна кліть; 70 - Профілезгинальна кліть; 6 - Профілезгинальна кліть; 71 - Пристрій для введення заготовки; 7 - Профілезгинальна кліть; 72 - Пристрій для прийому готових профілів; 8 - Вертикальна стійка; 73 - Станина; 9 - Вертикальна стійка; 74 - Заготовка для профілювання; 10 - Профілезгинальна кліть; 75 - Профіль; 11 - Профілезгинальна кліть; 76 - Заготовка для профілювання; 12 - Профілезгинальна кліть; 77 - Профіль. 13 - Профілезгинальна кліть; У конкретних прикладах виконання модульний 14 - Профілезгинальна кліть; профілезгинальний комплекс, що заявляється, 15 - Профілезгинальна кліть; містить модульний профілезгинальний агрегат, 16 - Швелерний прокатний профіль; який скомпонований із трьох профілезгинальних 17 - Швелерний прокатний профіль; модулів 1, 2 і 3 (Фіг.1, 5 і 6). Профілезгинальний 18 - Балка; модуль 1 містить чотири профілезгинальні кліті 419 - Вертикальна стійка; 7, профілезгинальний модуль 2 містить чотири 20 - Вертикальна стійка; профілезгинальні кліті 8-11 і профілезгинальний 21 - Вертикальна стійка; модуль 3 також містить чотири профілезгинальні 22 - Вертикальна стійка; кліті 12-15. Кожна група клітей 4-7, 8-11 і 12-15 23 - Вертикальна стійка; закріплена на станині відповідного профілезгина24 - Поворотна траверса; льного модуля 1, 2 і 3. Станина кожного профілез25 - Палець; гинального модуля, на якій закріплені профілезги26 - Штир; нальні кліті, виконана зі скріплених між собою 27 - Натискний гвинт; швелерних прокатних профілів, наприклад, 16 і 17, 28 - Підшипникова опора; стінки яких звернені одна до одної. Швелерні про29 - Верхній вал; катні профілі 16 і 17 з'єднані між собою двома бал30 - Формуючі елементи; ками, одна з яких на Фіг.4 позначена позицією 18. 31 - Дистанційні елементи; Опорні стійки всіх профілезгинальних клітей 32 - Гайка; виконані у вигляді окремих вертикальних стійок, 33 - Формуючі елементи; деякі з яких для двох перших профілезгинальних 34 - Нижній вал; клітей 4 і 5 профілезгинального модуля 1 позначе35 - Дистанційні елементи; ні на Фіг.3 і 4 позиціями 19-23. Вертикальні стійки 36 - Гайка; попарно закріплені на відповідних стінках швелер37 - Планетарний мотор-редуктор; них прокатних профілів 16 і 17 з використанням 38 - Роздавальна шестеренна коробка; базових площадок і болтів у заданому координат39 - Напівмуфта; ними штифтами місцях. 40 - Напівмуфта; Попарно установлені вертикальні стійки кожної 41 - Фланець; профілезгинальної кліті з'єднані між собою пово42 - Отвір; ротними траверсами. На цих траверсах установ4 3 - Отвір; лені натискні гвинти для підшипникових опор вер44 - Фланець; хніх валів. Так, наприклад, вертикальні стійки 19 і 45 - Отвір; 20 профілезгинальної кліті 4 профілезгинального 46 - Отвір; модуля 1 з'єднані між собою поворотною травер4 7 - Фланець; сою 24, що закріплена на вертикальній стійці 20 з 48 - Блок керування; можливістю повороту навколо пальця 25 і зафік49 - Розмотувач рулонної заготовки; сована у вертикальній стійці 21 швидко знімним 50 - Пристрій для введення заготовки; штирем 26 (Фіг.3 і 4). На поворотній траверсі 24 51 - Пристрій для поділу профілів на мірні доустановлений натискний гвинт 27 для підшипниковжини; вої опори 28 верхнього вала 29 профілезгинальної 52 - Правильна машина; кліті 4. У підшипникових опорах, що закріплені в 53 - Пристрій для прийому готових профілів; кожній профілезгинальній кліті між вертикальними 54 - Станина; стійками, установлені верхній і нижній вали з про55 - Додатковий профілезгинальний стан; філювальними валками. У кожній профілезгиналь56 - Профілезгинальний модуль; ній кліті верхній і нижній профілювальні валки 57 - Профілезгинальний модуль; утворені змінними формуючими елементами, що 58 - Профілезгинальний модуль; зафіксовані на відповідних валах за допомогою 59 - Профілезгинальна кліть; дистанційних елементів і гайки. Так, наприклад, 60 - Профілезгинальна кліть; верхній профілювальний валок профілезгинальної 61 - Профілезгинальна кліть; кліті 4 утворений змінними формуючими елемен62 - Профілезгинальна кліть; тами 30, що зафіксовані на верхньому валу 29 63 - Профілезгинальна кліть; профілезгинальної кліті 4 за допомогою дистан64 - Профілезгинальна кліть; ційних елементів 31 і гайки 32. Нижній профілюва65 - Профілезгинальна кліть; льний валок цієї кліті утворений змінними форму 11 65997 12 ючими елементами 33, що зафіксовані на нижньомодуль 57 містить чотири профілезгинальні кліті му валу 34 за допомогою дистанційних елементів 63-66 і профілезгинальний модуль 58 також міс35 і гайки 36 (Фіг.4). тить чотири профілезгинальні кліті 67-70. Кожна Кожний із профілезгинальних модулів 1-3 посгрупа клітей 59-62, 63-66 і 67-70 закріплена на статачений індивідуальним планетарним моторомнині відповідного профілезгинального модуля. редуктором 37 і кінематично зв'язаної з ним розПрофілезгинальні модулі 56, 57 і 58 конструктивно давальною шестеренною коробкою 38, що за довиконані так само, як і профілезгинальні модулі 1-3 помогою напівмуфт з'єднана тільки з нижніми вапрофілезгинального агрегату, що розміщений полами кожної профілезгинальної кліті даного руч (Фіг.3 і 4). профілезгинального модуля (Фіг.4). Так, наприНа початку додаткового профілезгинального клад, роздавальна шестеренна коробка 38 профістану профілезгинальний модуль 56 скріплений із лезгинального модуля 1 з'єднана з нижнім валом пристроєм 71 для введення заготовки. Наприкінці 34 профілезгинальної кліті 4 за допомогою напівдодаткового профілезгинального стану модуль 58 муфт 39 і 40. скріплений із пристроєм 72 для прийому готових Кожний із профілезгинальних модулів 1-3 профілів. Модулі 56-58 додаткового профілезгинапрофілезгинального стану постачений елементального стану 55 і інші його пристрої компонуються ми для скріплення профілезгинальних модулів між на загальній для всього стану станині 73. собою і з іншими пристроями профілезгинального У конкретних прикладах виконання в залежноагрегату. Ці елементи для скріплення виконані у сті від товщини рулонної заготовки для профілювигляді фланців, закріплених на кінцях кожного вання і її пружних властивостей, форми поперечшвелерного прокатного профілю станини. Фланці ного перерізу готового профілю і конструкції мають отвори, що скоординовані щодо базових пристрою для поділу профілів на мірні довжини поверхонь відповідних базових площадок, на яких цей пристрій може бути розташований в різних розташовані вертикальні стійки кожної профілезмісцях модульного профілезгинального агрегату. гинальної кліті. Так, наприклад, на передньому Так, при поштучному виробництві сортових профікінці швелерного прокатного профілю 16 станини лів, пристрій 51 для поділу профілів на мірні довпрофілезгинального модуля 1 закріплений флажини, виконаний у вигляді летучих ножиців, може нець 41 з отворами 42 і 43 (Фіг.4). На передньому бути встановлено для розрізування плоскої загокінці швелерного прокатного профілю 17 станини товки на початку профілезгинального агрегату, за профілезгинального модуля 1 закріплений флапристроєм 50 для введення заготовки, перед пернець 44 з отворами 45 і 46. Аналогічні фланці зашим профілезгинальним модулем 1 по ходу перекріплені на задніх кінцях швелерних прокатних міщення заготовки і з'єднується з ними за допомопрофілів 16 і 17, один із яких, позначений позицією гою фланців (Фіг.1). При профілюванні з 47, показаний на Фіг.3. безупинної заготовки відкритих профілів розрізуКожен профілезгинальний модуль має індивівання профілю на мірні довжини летучими фігурдуальний блок керування. Так, наприклад, профіними ножицями доцільно здійснювати перед осталезгинальний модуль 1 постачений блоком керуточним вигином його елементів з метою вання 48, що розташований усередині швелерного запобігання зміни форми профілю в місці різа. У прокатного профілю 17 (Фіг.3) . цьому випадку пристрій 51 для поділу профілів на Модульний профілезгинальний агрегат модумірні довжини, виконаний у вигляді летучих фігурльного профілезгинального комплексу, що заявляних ножиців, може бути встановлений перед ється, постачений розмотувачем 49 рулонної загоостаннім профілезгинальним модулем 3 по ходу товки для профілювання, пристроєм 50 для переміщення заготовки і скріплений з ним і з провведення заготовки і пристроєм 51 для поділу філезгинальним модулем 2 за допомогою фланців профілів на мірні довжини. Наприкінці модульного (Фіг.5). У цьому випадку профілезгинальний мопрофілезгинального агрегату може бути встановдуль 1 за допомогою фланців скріплюється з прилена правильна машина 52 і встановлено пристрій строєм для введення заготовки 50. У прикладі, 53 для прийому готових профілів. Пристрої профіпроілюстрованому на Фіг.1, профілезгинальний лезгинального агрегату постачені фланцями для модуль З, установлений наприкінці профілезгинаскріплення з профілезгинальними модулями і між льного агрегату, скріплений із правильною машисобою. Всі елементи модульного профілезгинальною 52, що скріплена з пристроєм 53 для прийому ного агрегату компонуються на загальній стаготових профілів. При профілюванні з безупинної нині 54. заготовки напівзамкнутих і замкнутих профілів, Модульний профілезгинальний комплекс, що розрізування профілю на мірні довжини летучою заявляється, постачений, щонайменше, одним пилкою доцільно здійснювати після остаточного додатковим модульним профілезгинальним ставигину його елементів до заданої форми. У цьому ном 55 (Фіг.2), який розташований поруч з модульвипадку пристрій 51 для поділу профілів на мірні ним профілезгинальним агрегатом, зображеним на довжини, виконаний у вигляді летучої пилки, поФіг.1. При цьому профілезгинальний стан профівинний бути встановленим за останнім профілезлезгинального агрегату і додатковий профілезгигинальним модулем 3 по ходу переміщення загональний стан скомпоновані з взаємозамінних протовки, а при наявності правильної машини 52 - за філезгинальних модулів. Додатковий нею і з'єднується з цією правильною машиною за профілезгинальний стан скомпонований із трьох допомогою згаданих вище фланців (Фіг.6). профілезгинальних модулів 56, 57 і 58 (Фіг.2). Модульний профілезгинальний комплекс в одПрофілезгинальний модуль 56 містить чотири ному з прикладів конкретного виконання предстапрофілезгинальні кліті 59-62, профілезгинальний вленому на Фіг.2 і Фіг.6 працює так. Заготовку для 13 65997 14 профілювання 74 зі стрічкового матеріалу змотути обсяг виробництва зет-подібного профілю проють з розмотувача 4 9 рулонної заготовки, пропусфілезгинальні модулі 1-3 високопродуктивного кають через пристрій 50 для введення заготовки і профілезгинального агрегату просто заміняються послідовно заправляють у кожну профілезгинальпрофілезгинальними модулями 56-58 додаткового ну кліть 4-15 профілезгинальних модулів 1-3 пропрофілезгинального стану 55, на яких процес вифілезгинального агрегату. При обертанні нижніх готовлення зет-подібного профілю вже налаговалів профілезгинальних клітей, зв'язаних з індиджений. відуальними приводами кожного профілезгинальПри необхідності виготовляти гнутий профіль ного модуля, наприклад, мотором-редуктором 37 іншого типорозміру чи нової конфігурації перена(Фіг.4), заготовка для профілювання послідовно лагодження модульного профілезгинального агрепереміщується в калібрах, що утворені формуюгату здійснюється дуже просто. Спочатку демончими елементами нижніх і верхніх профілювальтують ті профілезгинальні модулі них валків усіх профілезгинальних клітей трьох профілезгинального стану, профілювальні валки профілезгинальних модулів 1-3 профілезгинальнояких не будуть використані при виробництві нового го стану. У кожному такому калібрі, наприклад, профілю. Новий профілезгинальний стан компоутвореному формуючими елементами 30 і 33 нують з використанням профілезгинальних модупрофілезгинальної кліті 4 (фіг.4) здійснюється підлів із заздалегідь укомплектованих формуючими гинання елементів гнутого профілю на задані кути. елементами, необхідними для виробництва гнутоПісля послідовного вигину елементів гнутого прого профілю нової конфігурації. За рахунок швидкофілю в профілезгинальних клітях 4-15 профілезгиго скріплення між собою за допомогою фланців нальних модулів 1-3 профілезгинального агрегату вже готових до роботи профілезгинальних модулів одержують гнутий профіль 75, що правиться на для профілезгинального агрегату чи додаткового правильній машині 52. Далі пристроєм 51 для попрофілезгинального стану, значно скорочується ділення профілів на мірні довжини гнутий профіль час, коли модульний профілезгинальний комплекс 75 заданої конфігурації, наприклад замкнутої, розпростоює при частих змінах сортаменту профілів, різається і приймається пристроєм 53 для прийому що виготовляються, особливо профілів малого готових профілів. розміру, для виробництва яких необхідно незначна Одночасно з безупинним виготовленням на кількість профілезгинальних модулів. високопродуктивному профілезгинальному агрегаУ модульному профілезгинальному комплексі, ті замкнутого профілю здійснюють поштучне вирощо заявляється, час, коли високопродуктивний бництво на додатковому модульному профілезгимодульний профілезгинальний агрегат простоює, нальному стані 55, що знаходиться поруч, іншого зведений до мінімуму через забезпечення можлигнутого профілю, наприклад, зет-подібного. При вості налагодження процесу профілювання профіцьому заздалегідь порізану на мірні довжини заголю нової конфігурації на профілезгинальних модутовку 76 зі стрічкового матеріалу за допомогою лях додаткового профілезгинального стану з пристрою 71 для введення заготовки заправляють наступною заміною модулів профілезгинального у першу кліть профілезгинального модуля і пропуагрегату на вже полагодженні модулі. скають через профілезгинальні кліті 59-70 профіТак, при використанні винаходу, забезпечуєтьлезгинальних модулів 56-58. Після вигину елеменся досягнення технічного результату, що полягає в тів профілю на задані кути, готовий, наприклад, спрощенні переналагодження і підвищенні продукзет-подібний профіль 77 приймається пристроєм тивності при виробництві гнутих профілів різнома72 для прийому готових профілів. нітного сортаменту, як малими, так і великими При необхідності, наприклад, значно збільшипартіями, особливо профілів щодо малих розмірів. 15 65997 16 17 Комп’ютерна верстка Т. Чепелева 65997 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюModular profile-bending complex
Автори англійськоюPyvovar Viktor Semenovych
Назва патенту російськоюМодульный профилегибочный комплекс
Автори російськоюПивовар Виктор Семенович
МПК / Мітки
МПК: B21D 5/06
Мітки: комплекс, модульний, профілезгинальний
Код посилання
<a href="https://ua.patents.su/9-65997-modulnijj-profilezginalnijj-kompleks.html" target="_blank" rel="follow" title="База патентів України">Модульний профілезгинальний комплекс</a>
Модульний профілезгинальний комплекс
Номер патенту: 2803
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: модульний, профілезгинальний, комплекс
Формула / Реферат:
1. Модульний профілезгинальний комплекс, що містить профілезгинальний агрегат, який включає розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини, який відрізняється тим, що комплекс оснащено щонайменше одним додатковим профілезгинальним станом, котрий розташовано поруч із...
Модульний профілезгинальний стан
Номер патенту: 2802
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: стан, профілезгинальний, модульний
Формула / Реферат:
1. Модульний профілезгинальний стан, що містить ряд профілезгинальних клітей з верхніми і нижніми профілювальними валками, який відрізняється тим, що профілезгинальний стан складений з модулів, кожний з яких містить станину, на якій закріплено від двох до восьми профілезгинальних клітей, причому кожен модуль оснащено індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання приводу з нижніми профілювальними валками кожної...
Модульний профілезгинальний агрегат
Номер патенту: 2805
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: профілезгинальний, модульний, агрегат
Формула / Реферат:
1. Модульний профілезгинальний агрегат, що містить розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини, який відрізняється тим, що профілезгинальний стан скомпонований з модулів, кожний з яких містить станину і закріплені на ній від двох до восьми профілезгинальних клітей, причому...
Модульний профілезгинальний агрегат
Номер патенту: 65235
Опубліковано: 15.09.2006
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: агрегат, профілезгинальний, модульний
Формула / Реферат:
Спосіб визначення і контролю запасу газу на ділянці магістрального газопроводу, що включає вимір тиску Pп, температури Тп і витрати газу на початку і тиску Рк газу наприкінці ділянки магістрального газопроводу з заданим періодом і запам'ятовування їх значень, який відрізняється тим, що додатково вимірюють за допомогою датчиків або визначають лабораторним шляхом абсолютну...
Модульний профілезгинальний стан
Номер патенту: 65880
Опубліковано: 15.08.2006
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: модульний, профілезгинальний, стан
Формула / Реферат:
Корисна модель стосується пневматичних підйомників, зокрема ліфтів, використовуваних у житлових будинках і інших спорудженнях.Відомим є прийнятий найближчим аналогом корисної моделі пневматичний ліфт, розроблений американською компанією «Daytona Elevator» зі штату Флорида, описаний в інформації «Новости науки и технологий. Вакуумный лифт с шумом всасывает пассажиров», опублікованої на сайтах Інтернету http://pr.kg/articles,...
Попередній патент: Гальмо дискове
Наступний патент: Спосіб отримання шихти чистого або модифікованого змішаного ортоборату літію й гадолінію
Випадковий патент: Гуманізоване антитіло до cdcp1