Двопозіційний стенд для складання і зварювання торцевих стін піввагона
Номер патенту: 70013
Опубліковано: 25.05.2012
Автори: Малюсейко Віктор Миронович, В'юнник Микола Васильович, Моторін Артур Миколайович, Омельченко Володимир Анатолійович, Гусач Сергій Васильович, Роздабара Владислав Іванович

Формула / Реферат
1. Двопозиційний стенд для складання і зварювання торцевих стін піввагона, що складається із змонтованих на основі стенду для складання і зварювання в нормальному положенні, стенда для складання і зварювання в зворотному положенні, кожний з яких виконаний у вигляді рами із закріпленими на ній базуючими і притискними елементами, порталів з розташованими на них пневматичними притисками і зварювальним устаткуванням, кожний з яких виконаний з можливістю переміщення уздовж подовжньої осі відповідного стенда, і системи керування, при цьому портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда для складання і зварювання в зворотному положенні, містить каретку із закріпленим на ній зварювальним устаткуванням, виконану з можливістю переміщення в поперечному напрямі відносно згаданого стенда, а система управління виконана з можливістю управління базуючими і притискними елементами на стендах, притисками, зварювальним устаткуванням, переміщенням порталів і каретки, який відрізняється тим, що між згаданими стендами розташований кантувач, який містить поворотні важелі і привід для їх переміщення, виконаний з можливістю взаємодії поворотних важелів в їх крайніх положеннях з рамами згаданих стендів, портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда, для складання і зварювання в нормальному положенні, містить зварювальне устаткування у вигляді зварювального робота, виконаного з можливістю зварювання просторових швів і можливістю переміщення в поперечному напрямі відносно згаданого стенда, а система керування виконана з можливістю автоматичного керування операціями складання, кантування, зварювання лінійних швів в зворотному положенні і роботизованого зварювання лінійних і просторових швів в нормальному положенні.
2. Стенд за п. 1, який відрізняється тим, що зварювальний робот виконаний з шістьма ступенями рухливості і містить пристрій для пошуку шва і коректування траєкторії переміщення зварювального пальника при виконанні зварювальних операцій.
3. Стенд за п. 1, який відрізняється тим, що система керування виконана з можливістю блокування включення кантувача при нештатному положенні порталів відносно відповідних стендів, нештатному положенні базуючих і притискних елементів на стендах, нештатному положенні поворотних важелів на кантувачі і падінні тиску нижче заданої величини в системі пневматичних приводів, а також блокування переміщення порталів при нештатному положенні кантувача, нештатному положенні пневматичних притисків на порталах і падінні тиску нижче заданої величини в системі пневматичних приводів.
Текст
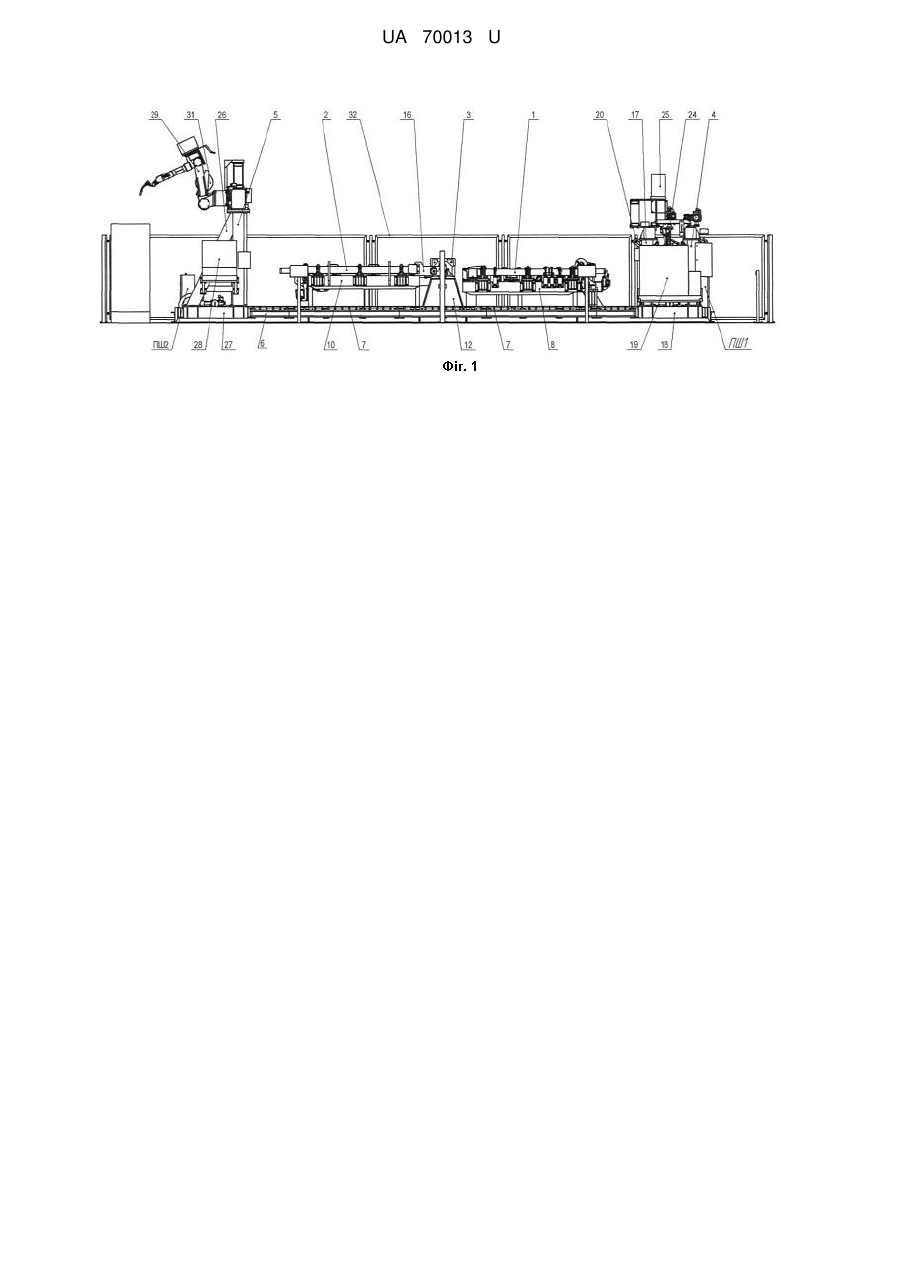
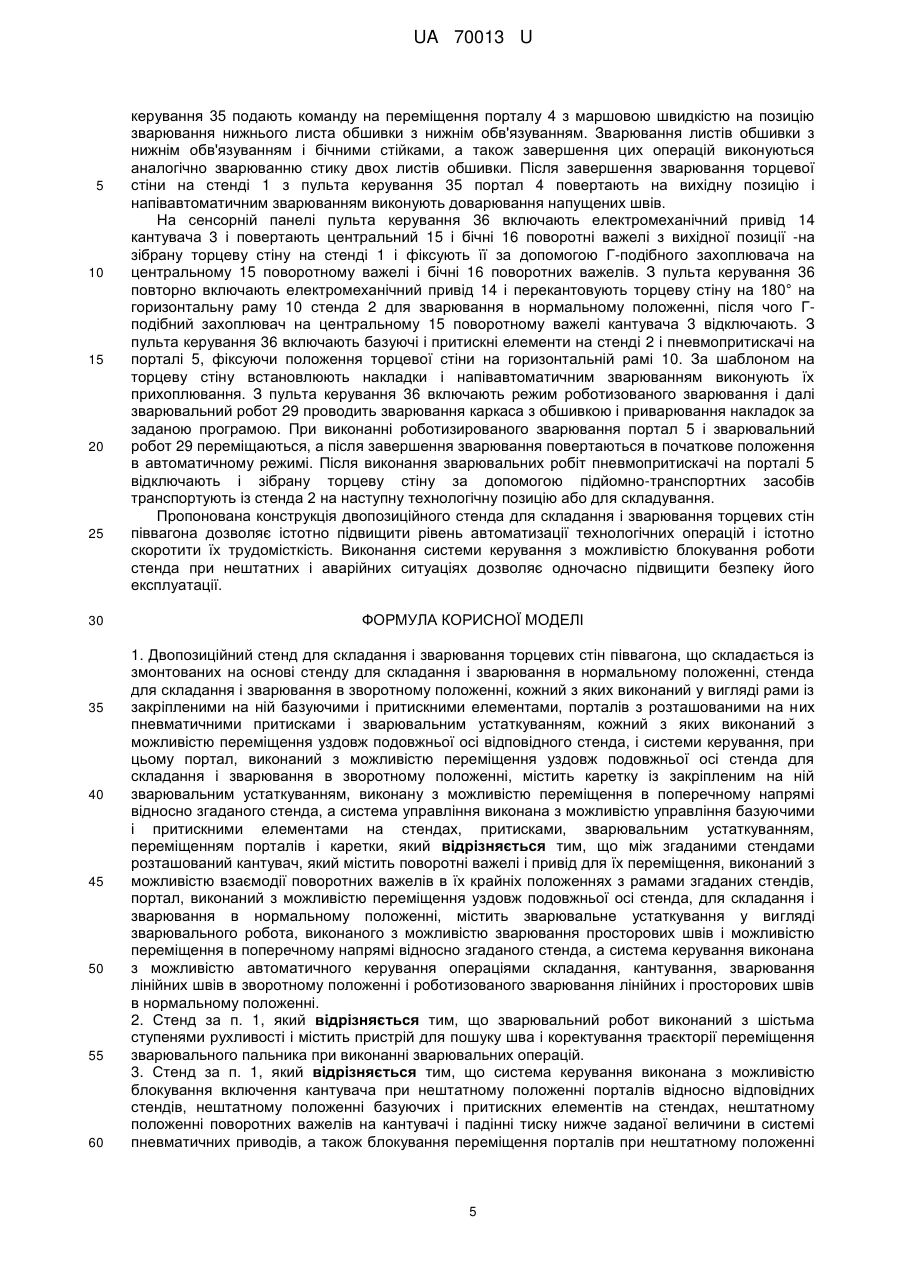
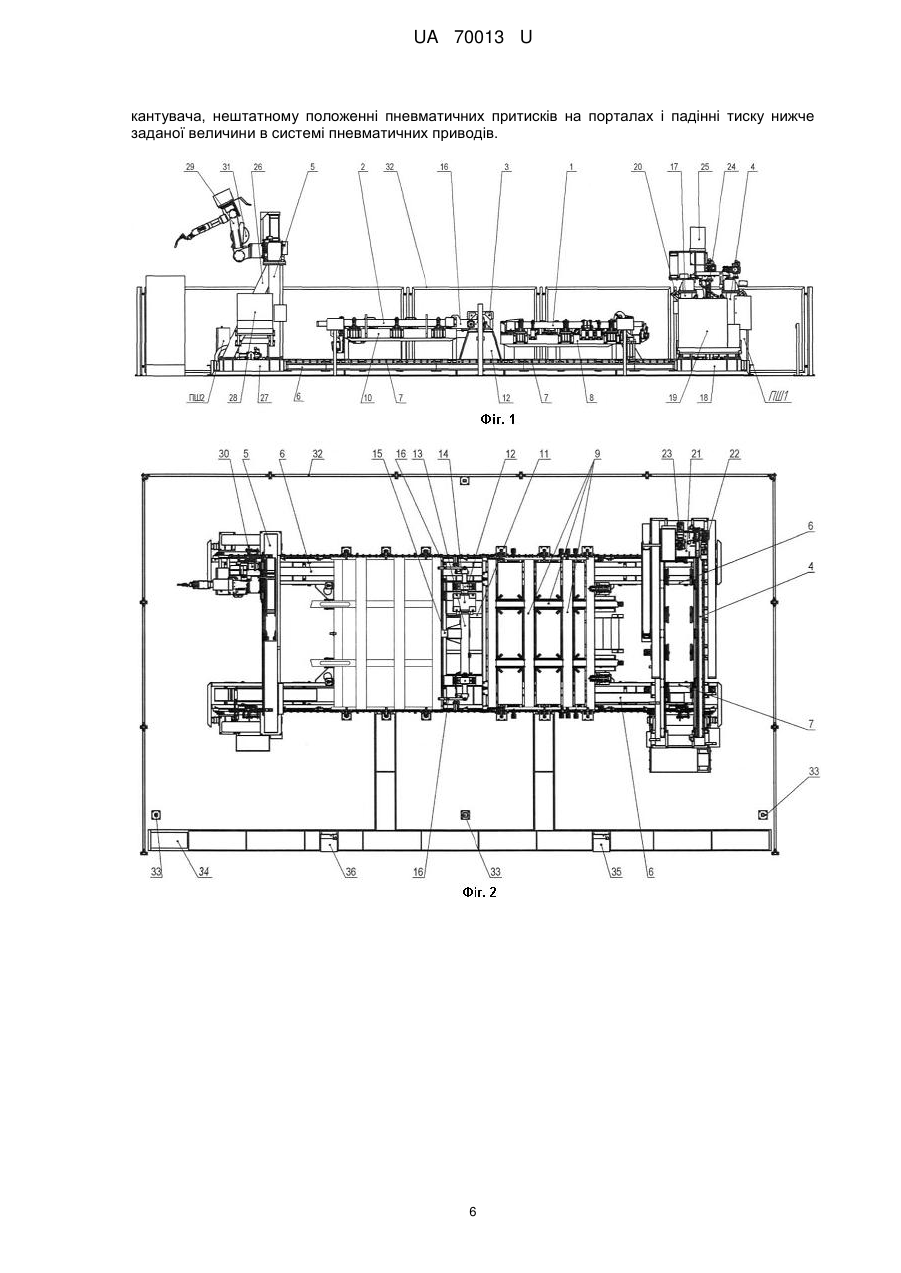
Реферат: Стенд містить змонтовані на основі стенд для складання і зварювання в нормальному положенні, стенд для складання і зварювання в зворотному положенні, кожний з яких виконаний у вигляді рами із закріпленими на ній базуючими і притискними елементами, портали з розташованими на них пневматичними притисками і зварювальним устаткуванням, кожний з яких виконаний з можливістю переміщення уздовж подовжньої осі відповідного стенда, і систему керування. Портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда для складання і зварювання в зворотному положенні, містить каретку із закріпленим на ній зварювальним устаткуванням. Остання виконана з можливістю переміщення в поперечному напрямі відносно згаданого стенда. Система керування виконана з можливістю керування базуючими і притискними елементами на стендах, пневматичними притисками, зварювальним устаткуванням, переміщенням порталів і каретки. UA 70013 U (12) UA 70013 U UA 70013 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювального устаткування, зокрема, до стендів для складання в положення для зварювання великогабаритних виробів і їх автоматичного зварювання в нормальному і зворотному положеннях, переважно великогабаритних виробів у вигляді торцевих стін піввагона, і може бути використана на вагонобудівних і на вагоноремонтних підприємствах при виготовленні, модернізації і капітальному ремонті вантажних вагонів. Відомий двопозиційний стенд для складання і зварювання торцевих стін піввагона [див. Распорский В.П., Кононов Н.М. Механизированные установки для сварки полувагонов // Сварка. - № 4, 2006. - С. 6-8.], що складається із змонтованих на основі стенда для складання і зварювання в нормальному положенні, стенда для складання і зварювання в зворотному положенні, кожний з яких виконаний у вигляді рами із закріпленими на ній базуючими і притискними елементами, і двох порталів, з розташованими на них пневматичними притисками і зварювальним устаткуванням, кожний з яких виконаний з можливістю переміщення уздовж подовжньої осі відповідного стенда. Портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда для складання і зварювання в нормальному положенні, виконаний з однією кареткою, а портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда для складання і зварювання в зворотному положенні - з двома каретками. На кожній каретці закріплені по одному зварювальному напівавтомату з механічною системою стеження за швом і механізмом для подачі зварювального дроту. Портали виконані з можливістю одночасного автоматичного зварювання двох подовжніх швів і переміщення по напрямним уздовж стенда з маршовою швидкістю 450 м/годину і робочими швидкостями при зварюванні в нормальному положенні - від 12 до 120 м/годину і в зворотному положенні - від 50 до 100 м/годину. Стенди розташовані на деякій відстані один від одного. Перевантаження торцевої стінки з одного стенда на іншій здійснюється цеховими підйомно-транспортними засобами, наприклад, мостовим краном. Операції по прихватці профілів каркаса виробу, зварюванні просторових швів у вузлах з'єднання профілів каркаса і приварюванні накладних деталей виконуються вручну зварювальними напівавтоматами на стенді для зварювання в нормальному положенні. Керування пневматичними приводами базуючих і притискних елементів на стендах, приводами і пневматичними притисками на порталах, приводами кареток і зварювальними автоматами здійснюється в автоматичному режимі системою керування. Недоліком відомого стенда є відносно висока трудомісткість складання і зварювання, обумовлена наявністю неавтоматизованих операцій по передачі виробів між стендами і зварюванні просторових швів. Це приводить до збільшення витрат на виготовлення піввагона і не дозволяє повною мірою забезпечити сучасний рівень вимог до організації виробництва і технології виготовлення піввагона на вагонобудівних і на вагоноремонтних підприємствах. В основу корисної моделі поставлена задача удосконалення конструкції двопозиційного стенда для складання і зварювання торцевих стін піввагона, в якому за рахунок введення в його конструкцію кантувача, іншого конструктивного виконання порталу для зварювання в нормальному положенні і іншому взаємозв'язку між стендами при перевантаженні торцевої стіни, а також за рахунок удосконалення системи керування забезпечується істотне підвищення рівня автоматизації виконання технологічних операцій і, як наслідок, скорочення трудомісткості складання і зварювання торцевих стін піввагона. Одночасно це дозволяє забезпечити сучасні вимоги як до організації виробництва і технології виготовлення піввагона на вагонобудівних і вагоноремонтних підприємствах, так і безпеки технологічного устаткування. Поставлена задача вирішується тим, що у двопозиційному стенді для складання і зварювання торцевих стін піввагона, що складається із змонтованих на основі стенда для складання і зварювання в нормальному положенні, стенда для складання і зварювання в зворотному положенні, кожний з яких виконаний у вигляді рами із закріпленими на ній базуючими і притискними елементами, порталів з розташованими на них пневматичними притисками і зварювальним устаткуванням, кожний з яких виконаний з можливістю переміщення уздовж подовжньої осі відповідного стенда, і системи керування, при цьому портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда для складання і зварювання в зворотному положенні, містить каретку із закріпленим на ній зварювальним устаткуванням, виконану з можливістю переміщення в поперечному напрямі відносно згаданого стенда, а система керування виконана з можливістю управління базуючими і притискними елементами на стендах, пневматичними притисками, зварювальним устаткуванням, переміщенням порталів і каретки, згідно з корисною моделлю, між згаданими стендами розташований кантувач, який містить поворотні важелі і привід для їх переміщення, виконаний з можливістю взаємодії поворотних важелів в їх крайніх положеннях з рамами згаданих стендів, портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда для складання і зварювання в 1 UA 70013 U 5 10 15 20 25 30 35 40 45 50 55 60 нормальному положенні, містить зварювальне устаткування у вигляді зварювального робота, виконаного з можливістю зварювання просторових швів і можливістю переміщення в поперечному напрямі відносно згаданого стенда, а система керування виконана з можливістю автоматичного управління операціями складання, кантування, зварювання лінійних швів в зворотному положенні і роботизованого зварювання лінійних і просторових швів в нормальному положенні. Для скорочення трудомісткості складання і зварювання торцевих стін піввагона зварювальний робот виконаний з шістьма ступенями рухливості і містить пристрій для пошуку шва і коректування траєкторії переміщення зварювального пальника при виконанні зварювальних операцій. Для підвищення безпеки технологічного устаткування система керування виконана з можливістю блокування включення кантувача при нештатному положенні порталів відносно відповідних стендів, нештатному положенні базуючих і притискних елементів на стендах, нештатному положенні поворотних важелів на кантувачі і падінні тиску нижче заданої величини в системі пневматичних приводів, а також блокування переміщення порталів при нештатному положенні кантувача нештатному положенні пневматичних притисків на порталах і падінні тиску нижче заданої величини в системі пневматичних приводів. Сукупність загальних і відмінних істотних ознак корисної моделі, що заявляються, дозволяє значно підвищити рівень автоматизації виконання технологічних операцій і скоротити трудомісткість складання і зварювання торцевих стін піввагона. Введення в конструкцію стенда кантувача, розташованого між стендами для складання і зварювання в нормальному і зворотному положеннях дозволяє автоматизувати операції по передачі торцевої стіни з одного стенда і за рахунок цього скоротити трудомісткість виконання цієї операції. Устаткування одного з порталів зварювальним роботом, виконаним з можливістю зварювання просторових швів і переміщення в поперечному напрямі щодо стенда, дозволяє виключити ручні операції по зварюванню таких швів у вузлах з'єднання профілів каркаса на торцевій стінці, що також знижує трудомісткість виконання операцій. Виконання системи керування з можливістю автоматичного керування операціями складання, зварювання в зворотному положенні, кантування і роботизованого зварювання в нормальному положенні лінійних і просторових швів дозволяє істотно підвищити рівень автоматизації виготовлення торцевих стінок, практично виключивши з технологічного процесу ручні операції. Окрім цього, пропонована система керування дозволяє підвищити рівень безпеки експлуатації стенда, виключивши пошкодження його устаткування при виникненні нештатних або аварійних режимів експлуатації. Корисна модель в цілому вирішує задачу по реалізації сучасного рівня вимог до організації виробництва і технології виготовлення піввагона на вагонобудівних і на вагоноремонтних підприємствах, являючи собою комплексне рішення питань якості продукції, охорони і безпеки праці, економії трудових, матеріальних і енергетичних ресурсів, санітарної і екологічної безпеки. Технічне рішення, що заявляється, пояснюється на прикладі конструктивного виконання двопозиційного стенда для автоматичного складання і роботизованого зварювання торцевих стін піввагона, розробленого Товариством з обмеженою відповідальністю "Науково-виробнича фірма "Техвагонмаш", м. Кременчук, Україна. Суть корисної моделі пояснюється представленими кресленнями, де на фіг. 1 показаний загальний вид стенда, вид спереду; на фіг. 2 - загальний вид стенда, вид зверху; на фіг. 3 принципова схема системи керування. Стенд містить (фіг. 1, 2) стенд 1 для складання і зварювання торцевої стіни в зворотному положенні (далі - стенд 1), стенд 2 для складання і зварювання торцевої стіни в нормальному положенні (далі - стенд 2), кантувач 3, портал 4 для автоматичного зварювання торцевої стіни в зворотному положенні на стенді 1, портал 5 для роботизованого зварювання торцевої стіни в нормальному положенні на стенді 2 і систему керування. Стенд 1, кантувач 3 і стенд 2 розташовані послідовно один за одним і змонтовані на загальній основі. Портали 4 і 5 в початковому положенні розташовані з протилежних сторін стендів 1 і 2 і виконані з можливістю переміщення уздовж подовжньої осі відповідного стенда по напрямним 6 і 7, закріпленим уздовж їх бічних сторін. Напрямні 6 і 7 виконані з профільного металопрокату і закріплених на них зубчастих рейок (не показані). Стенд 1 призначений для базування і фіксації торцевої стіни при її складанні для зварювання в зворотному положенні і виконаний у вигляді горизонтальної рами 8 з ложементами 9 для розміщення каркасних елементів торцевої стінки. На горизонтальній рамі 8 змонтовані базуючі і притискні елементи (не позначені), при цьому базуючі елементи виконані у вигляді упорів і досилателів, а притискні елементи - у вигляді вертикальних і горизонтальних притисків з пневматичними приводами (не позначені). 2 UA 70013 U 5 10 15 20 25 30 35 40 45 50 55 60 Стенд 2 призначений для базування і фіксації торцевої стіни при її складанні для зварювання в нормальному положенні і виконаний у вигляді горизонтальної рами 10 із закріпленими на ній базуючими і притискними елементами (не позначені), конструкція яких аналогічна відповідним елементам на стенді 1. Кантувач 3 призначений для транспортування торцевої стіни із стенда 1 на стенд 2 з одночасним її поворотом на 180°. Кантувач 3 складається з рами 11 з двома опорами 12, на яких змонтований вал 13 електромеханічного приводу 14. На валу 13 жорстко закріплені центральний 15 і два бічних 16 поворотних важеля. Консольна частина центрального 15 поворотного важеля обладнана привідним Г-подібним захоплювачем з пневматичним приводом (не показані). Портал 4 призначений для автоматичного зварювання обшивки з каркасом торцевої стінки в зворотному положенні і виконаний у вигляді рами 17, що складається з двох горизонтальних балок, жорстко закріплених на двох вертикальних стійках (не позначені), в нижній частині яких змонтовані ходові візки 18 і джерело живлення 19 зварювальної дуги. Ходові візки 18 складаються з рами, приводу з рейковою передачею і ходових роликів (не показані). На горизонтальних балках змонтовані пневматичні притиски 20, напрямні для переміщення каретки 21 і трак для подачі електричного і пневматичного живлення (не позначені) на згадані каретку і пневматичні притиски. Каретка 21 виконана з приводом 22 для її переміщення і містить зварювальний пальник 23 з копіювальним пристроєм і приводами для повороту (не позначені) і вертикального переміщення 24, а також механізм 25 для подачі зварювального дроту. Привід 22 виконаний з можливістю переміщення каретки 21 по напрямних на рамі 17 з маршовою швидкістю 66 м/годину і робочою швидкістю від 30 до 60 м/годину. Портал 5 призначений для роботизованого зварювання каркаса і обшивки з каркасом торцевої стінки в нормальному положенні і виконаний у вигляді рами 26, що складається з горизонтальної балки, жорстко закріпленої на двох вертикальних стійках (не позначені), в нижній частині яких змонтовані ходові візки 27 з електромеханічними приводами і джерело живлення 28 зварювальної дуги, а у верхній частині змонтовані зварювальний робот 29, пристрій 30 для його поперечного переміщення, механізм 31 для подачі зварювального дроту, три пневматичні притиски (не показані) і траки для подачі електричного і пневматичного живлення (не позначені). Ходові візки 27 складаються з рами, приводу з рейковою передачею і ходових роликів (не показані). В даному прикладі виконання використовується зварювальний робот 29 з шістьма ступенями рухливості моделі Kavasaki FAO6E FD40 з пристроєм пошуку шва і коректування траєкторії моделі Kavasaki RTPM, який забезпечує виконання прямолінійних і просторових швів. Максимальна досяжність робота - 1500 мм, погрішність позиціонування 0,1 мм, вантажопідйомність - 6,0 кг. Ходові візки 18 і 27 забезпечують переміщення порталів 4 і 5 з маршовою швидкістю 480 м/годину і робочою швидкістю від 30 до 60 м/годину. Регулювання і узгодження швидкостей в приводах згаданих візків забезпечується за допомогою частотного перетворювача. Подача електричного і пневматичного живлення на портали 4 і 5 забезпечується за допомогою траків, змонтованих на горизонтальних балках рам 17 і 26, відповідно. В цілях безпеки зона розташування стенда захищена з трьох сторін огорожею 32. З цією ж метою в необгородженій частині зони встановлені світлові датчики 33, які блокують роботу зварювального робота 29 при перерізі світлового променя. Керування стендом здійснюється в автоматичному режимі за допомогою системи керування, яка побудована на базі управляючого контролера з цифровими модулями розширення входів, модулем виводу аналогових сигналів і сенсорними панелями. Система керування через стабілізований блок живлення підключена до трифазної електромережі напругою 380 В і частотою 50 Гц. Об'єктами керування є: - пневматичні приводи базуючих і притискних елементів на стендах 1 і 2; - електромеханічний привід 14 кантує 2 і пневматичний привід Г-подібного зачіплювача на центральному 15 поворотному важелі; - електроприводи ходових візків 18 і 27 на порталах 4 і 5, привід 22 на каретці 21 порталу 4 і пристрої 30 для переміщення зварювального робота 29 на порталі 5; - зварювальний пальник з приводом для повороту 23 на каретці 21 порталу 4; - приводи пневматичних притисків 20 на порталі 4 і аналогічних притисків на порталі 5; - електроприводи на механізмах 25 і 31 для подачі зварювального дроту на порталах 4 і 5. Керування вказаними об'єктами здійснюють за допомогою (фіг. 3): - шафи керування 34; - пульта керування 35 стендом 1 і порталом 4; 3 UA 70013 U 5 10 15 20 25 30 35 40 45 50 55 60 - пульта керування 36 кантувачем 3, стендом 2, порталом 5 і зварювальним роботом 29. До складу системи керування також входять енкодери, контактні (у тому числі герконові) і безконтактні індуктивні датчики положення, світлові датчики безпеки 33, реле тиску повітря, пневмоострови, асинхронні і сервоелектродвигуни, світлові колони і світлозвукові пристрої (не показані). Шафа керування 34 розташована в лівій частині зони огорожі і містить пускову апаратуру, керуючий контролер, органи захисту і сигналізації (не показані). Пульти керування 35-36 взаємозв'язані з шафою керування 34 і містять керуючі контролери, сенсорні панелі, кнопкові органи керування і світлову сигналізацію (не показані). Система керування забезпечує: - наладку в автоматичному режимі устаткування на стендах 1 і 2, швидкості переміщення порталів 4 і 5, каретки 21, зварювального робота 29 і засобів контролю і керування; - діагностику в автоматичному режимі засобів контролю і керування; - автоматичний режим керування; - зупинку роботи стенда, у тому числі, аварійну, при виконанні будь-якій з операцій. Системою керування передбачені технологічні і захисні блокування стенда, у тому числі: - блокування включення кантувача 3 при нештатному положенні порталів 4 і 5 щодо стендів 1 і 3, нештатному положенні базуючих і притискних елементів на згаданих стендах, нештатному положенні центрального 15 і бічні 16 поворотних важелів кантувача 2 і падінні тиску нижче заданої величини в системі пневматичних приводів; - блокування переміщення порталів 4 і 5 при нештатному положенні кантувача 2, нештатному положенні пневматичних притисків 20 на порталі 4 і аналогічних притисків на порталі 5 і падінні тиску нижче заданої величини в системі пневматичних приводів. Руху порталів 4 і 5 і кантувача 2 передує попереджувальна звукова сигналізація, а супроводжує рух - світлова сигналізація. Світлові колони (не показані), встановлені на порталах 4 і 5, зеленим світлом сигналізують про закінчення циклу операцій, жовтим - про відсутність тиску повітря і червоним - переміщенні механізмів. Устаткування, що входить до складу стенда, і система керування виконані з можливістю складання і зварювання торцевих стін масою до 593,5 кг і з наступними габаритними розмірами: довжина - до 293 мм, ширина (товщина) - до 264 мм, висота - до 2492 мм. Габаритні розміри стенда 12120×7280×3880 мм, маса - 12152 кг. Робота стенда здійснюється таким чином. В початковому положенні стенда центральний 15 поворотний важіль кантувача 3 знаходиться над стендом 2, всі базуючі і притискні елементи на стендах 1 і 2 розтискні, портал 4 знаходиться в крайньому правому положенні, а портал 5 - в крайньому лівому. Після підключення силових електричних, пневматичних і гідравлічних ланцюгів в заданій послідовності включають кнопкові вимикачі в шафі управління 34 і на пультах керування 35 і 36. При цьому напруга подається у відповідні блоки живлення на пультах керування 35 і 36 і через них - на управляючі контролери, сенсорні панелі і світлосигнальні лампи. Сенсорні панелі після початкової ініціалізації переходять в робочий режим. За допомогою підйомно-транспортних засобів в ложементи 9 горизонтальної рами 8 стенда 1 укладають каркасні елементи торцевої стіни і на сенсорній панелі пульта керування 35 послідовно включають базуючі і притискні елементи на стенді 1, фіксуючи положення каркасних елементів у вертикальній і горизонтальній площинах. Після цього напівавтоматичним зварюванням прихоплюють каркасні елементи у вузлах їх з'єднання і відключають і відводять в початкове положення базуючі і притискні елементи і на зібраний каркас по упорах з пневматичними приводами послідовно укладають верхній і нижній листи обшивки. На сенсорній панелі пульта керування 35 включають електроприводи ходових візків 18 на порталі 4 і встановлюють його в початкове положення над стиком верхнього і нижнього листів, після чого включають пневмопритискувачі 20 і притискують листи до каркаса. Зварювальний пальник 23 з копіювальним пристроєм встановлюють в початок шва і після координації щодо нього, яке виконується поворотним пристроєм, за допомогою пристрою для вертикального переміщення 24 встановлюють на лінію шва. Далі на сенсорній панелі пульта керування 35 включають режим зварювання і каретка 21 за допомогою приводу 22 із заданою робочою швидкістю починає переміщатися уздовж лінії шва, при цьому зварювальний пальник 23 в автоматичному режимі виконує зварювання двох листів обшивки між собою. Подача зварювального дроту до зварювального пальника 23 виконує механізм 25. В кінцевому положенні каретки 21 спрацьовують датчики положення і за допомогою системи керування автоматично відключають її переміщення і режим зварювання. Після цього зварювальний пальник 23 з копіювальним механізмом повертають в транспортне положення і з пульта 4 UA 70013 U 5 10 15 20 25 30 35 40 45 50 55 60 керування 35 подають команду на переміщення порталу 4 з маршовою швидкістю на позицію зварювання нижнього листа обшивки з нижнім обв'язуванням. Зварювання листів обшивки з нижнім обв'язуванням і бічними стійками, а також завершення цих операцій виконуються аналогічно зварюванню стику двох листів обшивки. Після завершення зварювання торцевої стіни на стенді 1 з пульта керування 35 портал 4 повертають на вихідну позицію і напівавтоматичним зварюванням виконують доварювання напущених швів. На сенсорній панелі пульта керування 36 включають електромеханічний привід 14 кантувача 3 і повертають центральний 15 і бічні 16 поворотні важелі з вихідної позиції -на зібрану торцеву стіну на стенді 1 і фіксують її за допомогою Г-подібного захоплювача на центральному 15 поворотному важелі і бічні 16 поворотних важелів. З пульта керування 36 повторно включають електромеханічний привід 14 і перекантовують торцеву стіну на 180° на горизонтальну раму 10 стенда 2 для зварювання в нормальному положенні, після чого Гподібний захоплювач на центральному 15 поворотному важелі кантувача 3 відключають. З пульта керування 36 включають базуючі і притискні елементи на стенді 2 і пневмопритискачі на порталі 5, фіксуючи положення торцевої стіни на горизонтальній рамі 10. За шаблоном на торцеву стіну встановлюють накладки і напівавтоматичним зварюванням виконують їх прихоплювання. З пульта керування 36 включають режим роботизованого зварювання і далі зварювальний робот 29 проводить зварювання каркаса з обшивкою і приварювання накладок за заданою програмою. При виконанні роботизированого зварювання портал 5 і зварювальний робот 29 переміщаються, а після завершення зварювання повертаються в початкове положення в автоматичному режимі. Після виконання зварювальних робіт пневмопритискачі на порталі 5 відключають і зібрану торцеву стіну за допомогою підйомно-транспортних засобів транспортують із стенда 2 на наступну технологічну позицію або для складування. Пропонована конструкція двопозиційного стенда для складання і зварювання торцевих стін піввагона дозволяє істотно підвищити рівень автоматизації технологічних операцій і істотно скоротити їх трудомісткість. Виконання системи керування з можливістю блокування роботи стенда при нештатних і аварійних ситуаціях дозволяє одночасно підвищити безпеку його експлуатації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Двопозиційний стенд для складання і зварювання торцевих стін піввагона, що складається із змонтованих на основі стенду для складання і зварювання в нормальному положенні, стенда для складання і зварювання в зворотному положенні, кожний з яких виконаний у вигляді рами із закріпленими на ній базуючими і притискними елементами, порталів з розташованими на них пневматичними притисками і зварювальним устаткуванням, кожний з яких виконаний з можливістю переміщення уздовж подовжньої осі відповідного стенда, і системи керування, при цьому портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда для складання і зварювання в зворотному положенні, містить каретку із закріпленим на ній зварювальним устаткуванням, виконану з можливістю переміщення в поперечному напрямі відносно згаданого стенда, а система управління виконана з можливістю управління базуючими і притискними елементами на стендах, притисками, зварювальним устаткуванням, переміщенням порталів і каретки, який відрізняється тим, що між згаданими стендами розташований кантувач, який містить поворотні важелі і привід для їх переміщення, виконаний з можливістю взаємодії поворотних важелів в їх крайніх положеннях з рамами згаданих стендів, портал, виконаний з можливістю переміщення уздовж подовжньої осі стенда, для складання і зварювання в нормальному положенні, містить зварювальне устаткування у вигляді зварювального робота, виконаного з можливістю зварювання просторових швів і можливістю переміщення в поперечному напрямі відносно згаданого стенда, а система керування виконана з можливістю автоматичного керування операціями складання, кантування, зварювання лінійних швів в зворотному положенні і роботизованого зварювання лінійних і просторових швів в нормальному положенні. 2. Стенд за п. 1, який відрізняється тим, що зварювальний робот виконаний з шістьма ступенями рухливості і містить пристрій для пошуку шва і коректування траєкторії переміщення зварювального пальника при виконанні зварювальних операцій. 3. Стенд за п. 1, який відрізняється тим, що система керування виконана з можливістю блокування включення кантувача при нештатному положенні порталів відносно відповідних стендів, нештатному положенні базуючих і притискних елементів на стендах, нештатному положенні поворотних важелів на кантувачі і падінні тиску нижче заданої величини в системі пневматичних приводів, а також блокування переміщення порталів при нештатному положенні 5 UA 70013 U кантувача, нештатному положенні пневматичних притисків на порталах і падінні тиску нижче заданої величини в системі пневматичних приводів. 6 UA 70013 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюTwo-position stand for assembly and welding end walls of gondola car
Автори англійськоюViunnyk Mykola Vasyliovych, Husach Serhii Vasyliovych, Maliuseiko Viktor Myronovych, Motorin Artur Mykolaiovych, Omelchenko Volodymyr Anatoliiovych, Rozdabara Vladyslav Ivanovych
Назва патенту російськоюДвухпозиционный стенд для сборки и сварки торцевых стен полувагона
Автори російськоюВьюнник Николай Васильевич, Гусач Сергей Васильевич, Малюсейко Виктор Миронович, Моторин Артур Николаевич, Омельченко Владимир Анатольевич, Роздабара Владислав Иванович
МПК / Мітки
МПК: B23K 9/02, B61D 17/06, B23K 37/04
Мітки: стін, зварювання, двопозиційний, піввагона, торцевих, складання, стенд
Код посилання
<a href="https://ua.patents.su/9-70013-dvopozicijjnijj-stend-dlya-skladannya-i-zvaryuvannya-torcevikh-stin-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Двопозіційний стенд для складання і зварювання торцевих стін піввагона</a>
Стенд для складання і зварювання рам вагонів
Номер патенту: 46779
Опубліковано: 11.01.2010
Автори: Малюсейко Віктор Миронович, Моторін Артур Миколайович, В'юнник Микола Васильович
МПК: B23K 37/04
Мітки: стенд, зварювання, складання, рам, вагонів
Формула / Реферат:
1. Стенд для складання і зварювання рам вагонів, що містить основу із закріпленими на ній кондукторами, на яких змонтовані базуючі і притискні пристрої, при цьому кондуктори виконані у вигляді жорстких рам, розташованих перпендикулярно до подовжньої осі стенда, а базуючі і притискні пристрої забезпечені пневматичними приводами, який відрізняється тим, що основа містить установні елементи, жорстко закріплені уздовж подовжньої осі стенда на...
Лінія для складання і зварювання бокової стіни піввагонів
Номер патенту: 58855
Опубліковано: 26.04.2011
Автори: Роздабара Владислав Іванович, Моторін Артур Миколайович, Малюсейко Віктор Миронович
МПК: B23K 37/04, B23K 101/24, B61D 17/08, B23K 9/02
Мітки: зварювання, складання, лінія, піввагонів, стіни, бокової
Формула / Реферат:
1. Лінія для складання і зварювання бокової стіни піввагонів, що містить стенд для складання і зварювання стіни в нормальному положенні і стенд для складання і зварювання стіни в зворотному положенні, виконані у вигляді горизонтальних рам із закріпленими на них базуючими і притискними елементами, портали для зварювання подовжніх швів і портал для зварювання поперечних швів, що містять зварювальне устаткування і виконані з можливістю...
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана
Номер патенту: 997
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/04, B23K 37/00
Мітки: зварювання, корпусу, складання, переважно, балки, електромостового, дільниця, крана
Формула / Реферат:
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана, яка містить стенд із фіксатором нижньої заготовки і розміщений з можливістю переміщення по напрямних уздовж стенда привідний портал, оснащений верхнім притискним пристроєм, яка відрізняється тим, що портал оснащений бічними притискними пристроями, верхній притискний пристрій установлений із можливістю вертикального зворотно-поступального переміщення, а...
Потокова механізована лінія для складання й зварювання листових полотнищ
Номер патенту: 61072
Опубліковано: 11.07.2011
Автори: Роянов Вячеслав Олександрович, Коросташевський Павло Володимирович
МПК: B23K 37/04
Мітки: листових, механізована, полотнищ, лінія, потокова, складання, зварювання
Формула / Реферат:
Потокова механізована лінія для складання й зварювання листових полотнищ, що включає стенд для складання листів у полотнища зі шлеперним транспортуючим обладнанням, стенди зварювання стиків першого й другого боку полотнища й розміщений між ними кантувач, стенди обробки полотнищ і транспортуючі обладнання, виконані у вигляді блоків роликових тягнучих механізмів, яка відрізняється тим, що стенд зварювання першого боку полотнищ улаштований...
Стаціонарний стенд для складання і ремонту сталеплавильних конвертерів
Номер патенту: 26178
Опубліковано: 10.09.2007
Автори: Козловський Володимир Васильович, Ларіонов Олександр Олексійович, Шатунов Олександр Михайлович, Убийкінь Валерій Васильович
МПК: C21C 5/46
Мітки: стаціонарний, ремонту, стенд, складання, сталеплавильних, конвертерів
Формула / Реферат:
1. Стаціонарний стенд для складання й ремонту сталеплавильних конвертерів, що містить горизонтальну складальну площадку з жорстко встановленими на ній чотирма опорними стійками, який відрізняється тим, що горизонтальна складальна площадка розташована нижче рівня підлоги цеху не менш ніж на 0,3-0,35 загальної висоти корпуса конвертера й виконана з монолітного залізобетону із закладними фундаментними плитами, на яких жорстко закріплені металеві...
Попередній патент: Спосіб анкерного кріплення виробки
Наступний патент: Спосіб діагностики низьковольтної електричної мережі
Випадковий патент: Противірусний лікарський засіб