Сталепрокатний комплекс металургійного міні-заводу
Номер патенту: 73329
Опубліковано: 25.09.2012
Автори: Аріх Володимир Спиридонович, Рудюк Олексій Сергійович, Ваганов Юрій Олександрович, Денисенко Денис Валентинович, Павленко Олександр Анатолійович, Сталінський Дмитро Віталійович, Тищенко Олександр Олексійович

Формула / Реферат
1. Сталепрокатний комплекс металургійного міні-заводу, що включає сталеплавильну ділянку, що містить агрегат виплавки сталі у вигляді дугової сталеплавильної печі та агрегат розливання сталі в заготовки, піч для нагрівання заготовок під прокатку, прокатну ділянку, що містить напівбезперервний прокатний стан, що включає щонайменше одну обтискну кліть і безперервну групу клітей, установку прискореного охолодження прокату, яка встановлена за безперервною групою клітей, холодильник прокатного стану з підвідним рольгангом і відвідним рольгангом, ножиці для різання прокату на мірні довжини і пристрій для формування пачок готової продукції, який відрізняється тим, що сталеплавильна ділянка додатково містить установку позапічної обробки сталі "піч-ківш", агрегат розливання сталі в заготовки, який виконаний у вигляді радіальної машини безперервного лиття заготовок, піч для нагрівання заготовок під прокатку виконана з торцевим штовхачем, завантажувальним рольгангом, бічним виштовхувачем та розташована практично перпендикулярно осі прокатки прокатного стану, передавальний рольганг радіальної машини безперервного лиття заготовок уведений до прокатної ділянки та розташований практично паралельно печі для нагрівання заготовок під прокатку, машина безперервного лиття заготовок обладнана підйомно-поворотним стендом для ковша установки "піч-ківш", пристроєм для різання безперервнолитих заготовок на мірні довжини, бічним зштовхувачем і кантувальним холодильником, який встановлений перпендикулярно передавальному рольгангу машини безперервного лиття заготовок з боку печі для нагрівання заготовок під прокатку, сталепрокатний комплекс обладнаний поворотним столом зі шлепером та бічним штовхачем для передачі заготовок з передавального рольганга машини безперервного лиття заготовок на завантажувальний рольганг печі для нагрівання заготовок під прокатку, підвідний рольганг холодильника прокатного стану обладнаний нерухомим упором, розташованим у кінці холодильника, а відвідний рольганг установлений уздовж холодильника на протилежному боці відносно підвідного рольганга та направлений у протилежний бік відносно підвідного рольгангу, при цьому холодильник прокатного стану обладнаний ланцюговим шлепером для переміщення гарячого прокату з підвідного рольганга на холодильник та холодного прокату з холодильника на відвідний рольганг.
2. Сталепрокатний комплекс за п. 1, який відрізняється тим, що установка прискореного охолодження прокату змонтована на поворотному пристрої, що забезпечує, у разі непотрібності термічного зміцнення прокату, виведення цієї установки з лінії прокатки та введення на лінію прокатки секції передавального рольганга.
3. Сталепрокатний комплекс за п. 1, який відрізняється тим, що при об'ємі виробництва до 50 тисяч тон прокату на рік комплекс обладнаний однією дуговою сталеплавильною піччю і установкою позапічної обробки сталі "піч-ківш" з максимальною ємністю ковша по сталі, переважно, 10÷15 т, радіальна машина безперервного лиття заготовок виконана дворівчаковою та пристосована для лиття передільної квадратної заготовки з перерізом, переважно, 100×100 мм і довжиною, переважно, 2 м та товарної квадратної заготовки з перерізом, переважно, 100×100 мм.
4. Сталепрокатний комплекс за п. 1, який відрізняється тим, що комплекс обладнаний ямою для окалини, газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу і окалини перед їхнім введенням у шихту дугової сталеплавильної печі.
Текст
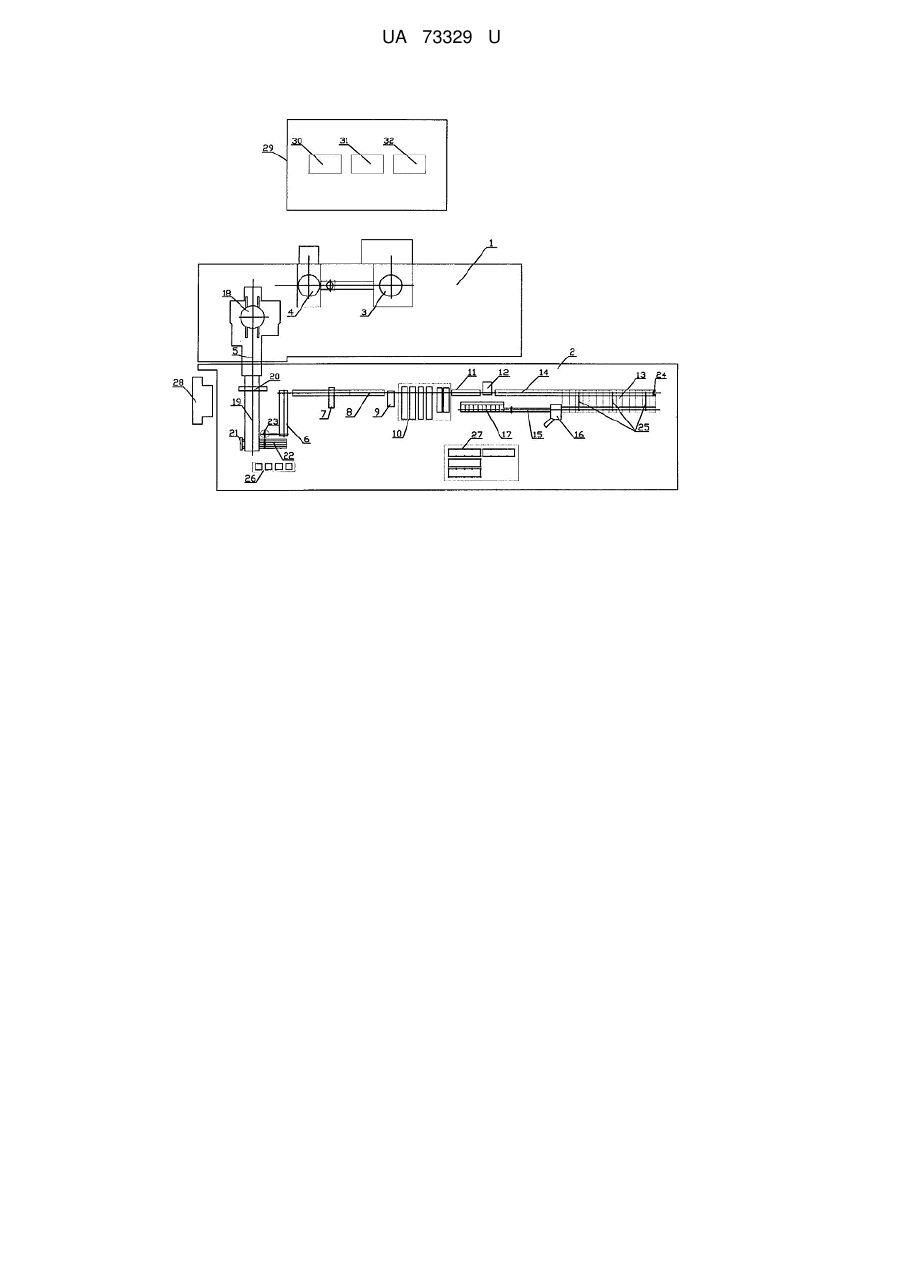
Реферат: Сталепрокатний комплекс металургійного міні-заводу включає сталеплавильну ділянку, що містить агрегат виплавки сталі у вигляді дугової сталеплавильної печі та агрегат розливання сталі в заготовки, піч для нагрівання заготовок під прокатку, прокатну ділянку, що містить напівбезперервний прокатний стан, що включає, щонайменше, одну обтискну кліть і безперервну групу клітей, установку прискореного охолодження прокату, холодильник прокатного стану з підвідним і відвідним рольгангами, ножиці, пристрій для формування пачок готової продукції. Сталеплавильна ділянка містить установку позапічної обробки сталі "пічківш", агрегат розливання сталі в заготовки. Піч для нагрівання заготовок під прокатку виконана з торцевим штовхачем, завантажувальним рольгангом, бічним виштовхувачем. UA 73329 U (12) UA 73329 U UA 73329 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, а саме до об'єднаних сталепрокатних комплексів металургійних заводів, та може бути використана при виробництві дрібносортних прокатних профілів різного сортаменту на металургійному міні-заводі. Найбільш близьким за сукупністю ознак до об'єкта, що заявляється, є ливарно-прокатний комплекс металургійного міні-заводу, який містить ливарну ділянку, що складається з агрегату виплавки сталі і агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку і прокатну ділянку. Агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі. Агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під регульованим тиском, яка оснащена механізмом потокової подачі касет-кристалізаторів для лиття заготовок. Піч для нагрівання литих заготовок під прокатку виконана у вигляді газополуменевої печі або індукційної печі, або електричної печі. Прокатна ділянка містить напівбезперервний прокатний стан, що складається з однієї обтискної реверсивної кліті дуо або нереверсивної кліті тріо та безперервної групи клітей. При цьому безперервна група клітей складається з клітей з горизонтальним і вертикальним розташуванням валків, що чергуються. За безперервною групою клітей послідовно встановлені установка прискореного охолодження прокату, холодильник прокатного стану з підвідним рольгангом і відвідним рольгангом, ножиці для різання прокату на мірні довжини та пристрій для формування пачок готової продукції (патент Російської Федерації № 2399443, МПК В21В 1/46, опубл. 09.2010). В комплексі, що заявляється, і в найближчому аналогу збігаються такі суттєві ознаки. Обидва комплекси металургійного міні-заводу включають сталеплавильну ділянку, що містить агрегат виплавки сталі у вигляді дугової сталеплавильної печі та агрегат розливання сталі в заготовки, піч для нагрівання заготовок під прокатку, прокатну ділянку, що містить напівбезперервний прокатний стан, який включає, щонайменше, одну обтискну кліть і безперервну групу клітей, установку прискореного охолодження прокату, яка встановлена за безперервною групою клітей, холодильник прокатного стану з підвідним рольгангом і відвідним рольгангом, ножиці для різання прокату на мірні довжини, і пристрій для формування пачок готової продукції. Аналіз технічних властивостей найближчого аналога, обумовлених його ознаками, показує, що отриманню очікуваного технічного результату при використанні найближчого аналога перешкоджають такі причини. Для розміщення агрегату розливання сталі в заготовки, виконаного у вигляді установки для розливання сталі під регульованим тиском, яка оснащена механізмом потокової подачі численних касет-кристалізаторів для лиття заготовок, для послідовного розташування за безперервною групою клітей установки прискореного охолодження прокату, холодильника прокатного стану з підвідним рольгангом і відвідним рольгангом, ножиць для різання прокату на мірні довжини та пристрою для формування пачок готової продукції необхідні значні виробничі площі. Труднощі з розташуванням зазначеного устаткування виникають при використанні для металургійного міні-заводу існуючої будівлі та реконструкції вже існуючого кранового устаткування. Крім того, ефективність виробництва дрібносортних прокатних профілів різного сортаменту з заготовок, відлитих під регульованим тиском, недостатня висока. В основу корисної моделі поставлена задача створити такий сталепрокатний комплекс металургійного міні-заводу, в якому удосконалення шляхом введення нових елементів і зміни розташування елементів дозволять забезпечити досягнення технічного результату, який полягає у підвищенні ефективності використання виробничих площ при підвищенні ефективності виробництва дрібносортних прокатних профілів різного сортаменту на металургійному міні-заводі. Задачу вирішують тим, що у сталепрокатному комплексі металургійного міні-заводу, що включає сталеплавильну ділянку, що містить агрегат виплавки сталі у вигляді дугової сталеплавильної печі та агрегат розливання сталі в заготовки, піч для нагрівання заготовок під прокатку, прокатну ділянку, що містить напівбезперервний прокатний стан, який включає, щонайменше, одну обтискну кліть і безперервну групу клітей, установку прискореного охолодження прокату, яка встановлена за безперервною групою клітей, холодильник прокатного стану з підвідним рольгангом і відвідним рольгангом, ножиці для різання прокату на мірні довжини та пристрій для формування пачок готової продукції. Відмітною особливістю об'єкта, що заявляється, є таке. Сталеплавильна ділянка додатково містить установку позапічної обробки сталі "піч-ківш". Агрегат розливання сталі в заготовки виконаний у вигляді радіальної машини безперервного лиття заготовок. Піч для нагрівання заготовок під прокатку виконана з торцевим штовхачем, завантажувальним рольгангом, бічним виштовхувачем та розташована практично перпендикулярно осі прокатки прокатного стану. 1 UA 73329 U 5 10 15 20 25 30 35 40 45 50 55 Передавальний рольганг радіальної машини безперервного лиття заготовок уведений до прокатної ділянки та розташований практично паралельно печі для нагрівання заготовок під прокатку. Машина безперервного лиття заготовок обладнана підйомно-поворотним стендом для ковша установки "піч-ківш", пристроєм для різання безперервнолитих заготовок на мірні довжини, бічним зіштовхувачем і кантувальним холодильником, який встановлений перпендикулярно передавальному рольганга машини безперервного лиття заготовок з боку печі для нагрівання заготовок під прокатку. Сталепрокатний комплекс обладнаний поворотним столом зі шлепером і бічним штовхачем для передачі заготовок з передавального рольганга машини безперервного лиття заготовок на завантажувальний рольганг печі для нагрівання заготовок під прокатку. Підвідний рольганг холодильника прокатного стану обладнаний нерухомим упором, розташованим у кінці холодильника, а відвідний рольганг встановлений уздовж холодильника на протилежному боці відносно підвідного рольганга та направлений у протилежний бік по відношенню до цього рольганга. При цьому холодильник прокатного стану обладнаний ланцюговим шлепером для переміщення гарячого прокату з підвідного рольганга на холодильник та холодного прокату з холодильника на відвідний рольганг. В окремих випадках виконання сталепрокатний комплекс металургійного міні-заводу, що заявляється, згідно корисної моделі, - установка прискореного охолодження прокату змонтована на поворотному пристрої, що забезпечує, у разі непотрібності термічного зміцнення прокату, виведення цієї установки з лінії прокатки та введення на лінію прокатки секції передавального рольганга; – при об'ємі виробництва до 50 тис. тон прокату на рік комплекс обладнаний однією дуговою сталеплавильною піччю і установкою позапічної обробки сталі "піч-ківш" з максимальною ємністю ковша по сталі, переважно, 10÷15 т, радіальна машина безперервного лиття заготовок виконана дворівчаковою та пристосована для лиття передільної квадратної заготовки з перерізом, переважно, 100×100 мм і довжиною, переважно, 2 м та товарної квадратної заготовки з перерізом, переважно, 100×100 мм; – комплекс обладнаний ямою для окалини, газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу і окалини перед їхнім введенням у шихту дугової сталеплавильної печі. При використанні корисної моделі забезпечується досягнення технічного результату, який полягає у підвищенні ефективності використання виробничих площ при підвищенні ефективності виробництва дрібносортних прокатних профілів різного сортаменту на металургійному міні-заводі. Між сукупністю суттєвих ознак корисної моделі та технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Оснащення сталеплавильної ділянки установкою позапічної обробки сталі "піч-ківш", виконання агрегату розливання сталі в заготовки у вигляді радіальної машини безперервного лиття заготовок, обладнання машини безперервного лиття заготовок підйомно-поворотним стендом для ковша установки "піч-ківш", виконання печі для нагрівання заготовок під прокатку з торцевим штовхачем, завантажувальним рольгангом, бічним виштовхувачем та розташування цієї печі практично перпендикулярно осі прокатки прокатного стану, введення передавального рольганга радіальної машини безперервного лиття заготовок до прокатної ділянки та розташування цього рольганга практично паралельно печі для нагрівання заготовок під прокатку, обладнання машини безперервного лиття заготовок пристроєм для різання безперервнолитих заготовок на мірні довжини, бічним зіштовхувачем і кантувальним холодильником, який встановлений перпендикулярно передавальному рольганга машини безперервного лиття заготовок з боку печі для нагрівання заготовок під прокатку, обладнання сталепрокатного комплексу поворотним столом зі шлепером і бічним штовхачем для передачі заготовок з передавального рольганга машини безперервного лиття заготовок на завантажувальний рольганг печі для нагрівання заготовок під прокатку, дозволяє на відносно невеликій виробничій площі, використовуючи шихту тільки на основі металевого брухту та, здійснюючи позапічну обробку сталі в одному ковші, забезпечити якісну виплавку марок сталей широкого сортаменту і передавати якісну, ще гарячу, передільну заготовку з передавального рольганга машини безперервного лиття заготовок в піч для нагрівання заготовок під прокатку, а якісну товарну заготовку передавати з кантувального холодильника на ділянку складування товарних заготовок. Враховуючи те, що цикл виплавки сталі у дуговій сталеплавильній печі майже у два рази більше циклу обробки сталі в установці "піч-ківш", можна забезпечити практично безперервний процес виплавки сталі та виробництво якісних дрібносортних прокатних профілів різного сортаменту з безперервнолитої заготовки при максимальному завантаженні дугової 2 UA 73329 U 5 10 15 20 25 30 35 40 45 50 55 60 сталеплавильної печі, установки "піч-ківш", радіальної машини безперервного лиття заготовок і напівбезперервного прокатного стану. Оснащення підвідного рольганга холодильника прокатного стану нерухомим упором, розташованим в кінці холодильника, розташування відвідного рольганга уздовж холодильника на протилежному боці відносно підвідного рольганга та орієнтація відвідного рольганга в протилежний бік по відношенню до підвідного рольганга, обладнання холодильника прокатного стану ланцюговим шлепером для переміщення гарячого прокату з підвідного рольганга на холодильник та холодного прокату з холодильника на відвідний рольганг дозволяє майже на третину скоротити виробничу площу, на якій розташований прокатний стан. Монтування установки прискореного охолодження прокату на поворотному пристрої, який забезпечує виведення цієї установки з лінії прокатки та введення на лінію прокатки секції передавального рольганга, дозволяє відмовитися від додаткової виробничої площі для зберігання цієї установки у разі непотрібності у термічному зміцненні прокату. Обладнання сталепрокатного комплексу однією дуговою сталеплавильною піччю і установкою позапічної обробки сталі "піч-ківш" з максимальною ємністю ковша по сталі, переважно, 10÷15 т, виконання радіальної машини безперервного лиття заготовок дворівчаковою для лиття передільної квадратної заготовки з перерізом, переважно, 100×100 мм і довжиною, переважно, 2 м та товарної квадратної заготовки з перерізом, переважно, 100×100 мм забезпечує можливість виробництва до 50 тисяч тонн на рік якісного прокату на порівняно невеликих виробничих площах. Оптимальні значення ємностей дугової сталеплавильної печі і ковша установки "піч-ківш", перерізи та довжини безперервнолитих квадратних заготовок визначені на підставі розрахунків за результатами моделювання. Оснащення сталепрокатного комплексу ямою для окалини, газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу і окалини перед їхнім введенням у шихту дугової сталеплавильної печі покращує екологічну обстановку, сприяє подальшому підвищенню ефективності сталепрокатного комплексу шляхом використання відходів виробництва в шихті дугової сталеплавильної печі. Суть об'єкта, що заявляється, пояснюється графічним матеріалом, на якому зображена блок-схема сталепрокатного комплексу металургійного міні-заводу. На графічних матеріалах проставлені такі позначення: 1 - сталеплавильна ділянка; 2 - прокатна ділянка; 3 - дугова сталеплавильна піч; 4 - установка позапічної обробки сталі "піч-ківш"; 5 - машина безперервного лиття заготовок; 6 - піч для нагрівання заготовок під прокатку; 7 - обтискна кліть тріо; 8 - підйомно-хитний стіл; 9 - ножиці гарячого різання; 10 - чистова група клітей; 11- установка прискореного охолодження прокату; 12 - летючі ножиці; 13 - холодильник прокатного стану; 14 - підвідний рольганг; 15 - відвідний рольганг; 16 - ножиці холодного різання; 17 - пристрій для формування пачок готової продукції; 18 - підйомно-поворотний стенд для ковша установки позапічної обробки сталі "піч-ківш"; 19 - передавальний рольганг машини безперервного лиття заготовок; 20 - гідравлічні ножиці; 21 - бічний зіштовхувач; 22 - кантувальний холодильник; 23 - поворотний стіл; 24 - нерухомий упор; 25 - ланцюговий шлепер; 26 - ділянка складування товарних безперервнолитих заготовок; 27 - ділянка складування прокату; 28 - яма для окалини; 29 - газоочисна споруда; 30 - рукавні фільтри; 3 UA 73329 U 5 10 15 20 25 30 35 40 45 50 55 31 - бункер для пилу; 32 - пристрій для згрудкування пилу. У конкретному прикладі сталепрокатний комплекс металургійного міні-заводу, що заявляється, включає сталеплавильну ділянку 1 і прокатну ділянку 2. Сталеплавильна ділянка 1 містить агрегат виплавки сталі, виконаний у вигляді дугової сталеплавильної печі 3, установку позапічної обробки сталі "піч-ківш" 4 та агрегат розливання сталі в заготовки, виконаний у вигляді радіальної машини безперервного лиття заготовок 5. На прокатній ділянці 2 розташовані піч для нагрівання заготовок під прокатку 6 і напівбезперервний прокатний стан, що містить, щонайменше, одну чорнову обтискну кліть тріо 7, підйомно-хитний стіл 8, ножиці гарячої різкі 9 та безперервну чистову групу клітей 10. Далі розташована установка прискореного охолодження прокату 11, летючі ножиці 12, холодильник прокатного стану 13 з підвідним рольгангом 14 і відвідним рольгангом, 15, ножиці холодного різання 16 для різання прокату на мірні довжини та пристрій для формування пачок готової продукції 17. Установка прискореного охолодження прокату 11 змонтована на поворотному пристрої (на кресленні не показаний), що забезпечує, у разі непотрібності термічного зміцнення прокату, виведення цієї установки з лінії прокатку та введення на лінію прокатки секції передавального рольганга. Піч для нагрівання заготовок під прокатку 6 виконана з торцевим штовхачем, завантажувальним рольгангом, бічним виштовхувачем (на кресленні не показані) та розташована практично перпендикулярно осі прокатки прокатного стану. Машина безперервного лиття заготовок 5 обладнана підйомно-поворотним стендом 18 для ковша установки позапічної обробки сталі "піч-ківш" 4. Передавальний рольганг 19 радіальної машини безперервного лиття заготовок 5, яка розташована на сталеплавильній ділянці 1, введений до прокатної ділянки 2 та розташований практично паралельно печі для нагрівання заготовок під прокатку 6. Машина безперервного лиття заготовок 5 обладнана гідравлічними ножицями 20 для різання безперервнолитих заготовок на мірні довжини, бічним зіштовхувачем 21 та кантувальним холодильником 22, який установлений перпендикулярно передавальному рольганга 19 машини безперервного лиття заготовок 5 з боку печі для нагрівання заготовок під прокатку 6. Сталепрокатний комплекс обладнаний поворотним столом 23 зі шлепером і бічним штовхачем для передачі заготовок з передавального рольганга 19 машини безперервного лиття заготовок 5 на завантажувальний рольганг печі для нагрівання заготовок під прокатку 6. Підвідний рольганг 14 холодильника прокатного стану 13 обладнаний нерухомим упором 24, розташованим у кінці холодильника, а відвідний рольганг 15 встановлений уздовж холодильника на протилежному боці відносно підвідного рольганга 14 та направлений у протилежний бік по відношенню до цього рольганга. При цьому холодильник прокатного стану 13 обладнаний ланцюговим шлепером 25 для переміщення гарячого прокату з підвідного рольганга 14 на холодильник і холодного прокату з холодильника на відвідний рольганг 15. На прокатній ділянці 2 в оптимально вибраних місцях розташовані ділянка складування товарних безперервнолитих заготовок 26 і ділянка складування прокату 27. Сталепрокатний комплекс металургійного міні-заводу, що заявляється, обладнаний ямою для окалини 28, газоочисною спорудою 29 з рукавними фільтрами 30, збірним бункером для пилу 31 та пристроєм 32 для згрудкування пилу і окалини перед їхнім введенням у шихту дугової сталеплавильної печі 3. При об'ємі виробництва 50 тисяч тонн на рік готового прокату комплекс обладнаний однією дуговою сталеплавильною піччю 3ємністю 10 тонн, однією установкою позапічної обробки сталі "піч-ківш" з максимальною ємністю ковша по сталі 10÷15 тонн і однією дворівчаковою радіальною машиною безперервного лиття заготовок 5, яка пристосована для лиття квадратної товарної заготовки мірної довжини з перерізом 100×100 мм, а також передільної заготовки з перерізом 100×100 мм та довжиною 2,0 м. Сталепрокатний комплекс металургійного міні-заводу працює так. Металевий брухт, який надходить на завод, повинен відповідати вимогам діючих нормативів. Склад для металевого брухту розташовується у шихтовому прольоті, де здійснюється прийом, складування, зберігання та підготовка металобрухту. Виплавку сталі здійснюють у дуговій сталеплавильній печі 3 з масою плавки 10 тон. Тривалість плавки складає 80 хвилин. Виплавлена в печі плавка в об'ємі 10 тон зливається в сталерозливний ківш ємністю 15 тон. Цей ківш подається на установку позапічної обробки сталі "піч-ківш" 4, де метал доводиться до необхідного хімічного складу і температури. Ківш з обробленою рідкою сталлю передається на підйомно-поворотний стенд 18 дворівчакової радіальної машини безперервного лиття заготовок 5, призначеної для отримання 4 UA 73329 U 5 10 15 20 25 30 35 40 45 50 55 товарної заготовки мірної довжини з перерізом 100×100 мм, а також передільної квадратної заготовки з перерізом 100×100 мм і довжиною 2 м. Швидкість розливання складає 0,35÷4,0 м/хв. Після різання на мірні довжини на гідравлічних ножицях 20, товарні квадратні заготовки перерізом 100×100 мм за допомогою введеного до прокатної ділянки 2 передавального рольганга 19 машини безперервного лиття заготовок 5 і бічного зіштовхувача 21 потрапляють з двох рівчаків на кантувальний холодильник 22, де остигають до температури приблизно 200 °C і складуються в штабелі на ділянці складування товарних безперервнолитих заготовок 26 для подальшої реалізації продукції споживачеві. Після різання на довжину 2 м на гідравлічних ножицях 20 передільні квадратні заготовки з температурою 750÷800 °C перерізом 100×100 мм за допомогою введеного до прокатної ділянки 2 передавального рольганга 19 машини безперервного лиття заготовок 5, шлеперів і поворотного столу 23 потрапляють на завантажувальний рольганг печі для нагрівання заготовок під прокатку 6 і подальшу прокатку. Загальна потужність печі для нагрівання заготовок під 3 прокатку складає 3,7 МВт, витрати води на охолодження елементів печі - 50 м за годину, площа для розміщення установки становить 2,5×13,0 м; продуктивність установки при гарячому посаді - 10 т/годину; температура нагрівання заготовок – 1150 °C. Переміщення нагрітої заготовки до напівбезперервного прокатного стану здійснюється шлеперами. Основний вид посаду - гарячий. Напівбезперервний прокатний стан складається з чорнової обтискної кліті тріо 7 і чистової групи клітей 10. Частота обертання валків - 100 об/хвилину. Обтискна кліть тріо 7 оснащена підйомно-хитним столом 8. Температура прокату після кліті тріо - 1070-1090 °C. Кантування прокату на передній стороні кліті здійснюється привалковою арматурою. Перевалка кліті -валками. Після чорнової обтискної кліті тріо 7 передній кінець прокату обрізується в ножицях гарячої різкі 9. Чистова група клітей 10 складається з шести горизонтальних клітей дуо, в т.ч. чотирьох горизонтальних клітей 350 і двох горизонтальних клітей 250. Відстань між осями клітей у групі 3500 мм. Температура прокату після чистової групи клітей складає близько 1000 °C. Перевалка клітей - касетами. Прокатку в клітях чистової групи 10 проводять з кантуванням прокату. У чистовій групі 10 прокатка проводиться в безперервному режимі без петлі і натягнення прокату в міжклітьових проміжках. Такий режим забезпечується системою автоматизації другого класу. Швидкість прокатки в чистовій кліті змінюється від 4 до 6 м/с залежно від розміру профілю, що прокатується. Контроль розмірів готового прокату здійснюється шаблонами шляхом виміру проб. Готовий прокат направляють в установку прискореного охолодження прокату 11, яка розташована за останньою чистовою кліттю. Довжина установки - 9,0 м. Установка прискореного охолодження прокату забезпечує зміцнення прокату при прокатці в одну нитку. У разі непотрібності термічного зміцнення прокату, ця установка за допомогою поворотного пристрою виводиться з лінії прокатки, а на її місце, на лінію прокатки, вводиться секція передавального рольганга. Прокат, що пройшов установку прискореного охолодження прокату 11, розрізається летючими ножицями 12 на довжину холодильника прокатного стану 13. Далі прокат переміщується по підвідному рольганга 14 уздовж холодильника прокатного стану 13 та зупиняється нерухомим упором 24, який встановлений у кінці холодильника. Ланцюговим шлепером 25 гарячий прокат переміщується з підвідного рольганга 14 на холодильник. Холодний прокат з холодильника прокатного стану 13 ланцюговим шлепером 25 переміщується на відвідний рольганг 15, який установлений уздовж холодильника на протилежній стороні відносно підвідного рольганга 14 та направлений по відношенню до нього в протилежний бік. Ножицями холодного різання 16, встановленими на відвідному рольганга 15, прокат розрізається на мірні довжини. Після різання прокат скидають у кишені пристрою для формування пачок готової продукції 17. Кожна пачка готової продукції обв'язується ручними обв'язувальними машинками. Готовий пакет зважується вагами кранів, на пакет навішується бирка та за допомогою крана готовий пакет транспортується на ділянку складування прокату 27, де складується горизонтально між вертикальними стійками. Зі складу готової продукції отриманий високоякісний прокат передається за межі прокатної ділянки 2 для подальшої реалізації споживачеві. Очищення технологічних газів, що утворюються в сталепрокатному комплексі в процесі виробництва прокату, здійснюється в газоочисній споруді 29 з рукавними фільтрами 30. Пил, уловлений рукавними фільтрами 30, за допомогою системи конвеєрів спрямовується в збірний бункер для пилу 31. Залізовмісні відходи виробництва (пил та окалина, яку витягують з ями для окалини 28) піддають згрудкуванню в пристрої для згрудкування пилу 32 та потім передають на 5 UA 73329 U 5 сталеплавильну ділянку 1 для додавання як додаткового матеріалу у шихту дугової сталеплавильної печі 3. Так при ефективному використанні виробничих площ для розміщення устаткування сталепрокатного комплексу металургійного міні-заводу забезпечується високоефективне виробництво дрібносортного прокату високої якості. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 30 35 40 45 50 1. Сталепрокатний комплекс металургійного міні-заводу, що включає сталеплавильну ділянку, що містить агрегат виплавки сталі у вигляді дугової сталеплавильної печі та агрегат розливання сталі в заготовки, піч для нагрівання заготовок під прокатку, прокатну ділянку, що містить напівбезперервний прокатний стан, що включає щонайменше одну обтискну кліть і безперервну групу клітей, установку прискореного охолодження прокату, яка встановлена за безперервною групою клітей, холодильник прокатного стану з підвідним рольгангом і відвідним рольгангом, ножиці для різання прокату на мірні довжини і пристрій для формування пачок готової продукції, який відрізняється тим, що сталеплавильна ділянка додатково містить установку позапічної обробки сталі "піч-ківш", агрегат розливання сталі в заготовки, який виконаний у вигляді радіальної машини безперервного лиття заготовок, піч для нагрівання заготовок під прокатку виконана з торцевим штовхачем, завантажувальним рольгангом, бічним виштовхувачем та розташована практично перпендикулярно осі прокатки прокатного стану, передавальний рольганг радіальної машини безперервного лиття заготовок уведений до прокатної ділянки та розташований практично паралельно печі для нагрівання заготовок під прокатку, машина безперервного лиття заготовок обладнана підйомно-поворотним стендом для ковша установки "піч-ківш", пристроєм для різання безперервнолитих заготовок на мірні довжини, бічним зіштовхувачем і кантувальним холодильником, який встановлений перпендикулярно передавальному рольганга машини безперервного лиття заготовок з боку печі для нагрівання заготовок під прокатку, сталепрокатний комплекс обладнаний поворотним столом зі шлепером та бічним штовхачем для передачі заготовок з передавального рольганга машини безперервного лиття заготовок на завантажувальний рольганг печі для нагрівання заготовок під прокатку, підвідний рольганг холодильника прокатного стану обладнаний нерухомим упором, розташованим у кінці холодильника, а відвідний рольганг установлений уздовж холодильника на протилежному боці відносно підвідного рольганга та направлений у протилежний бік відносно підвідного рольганга, при цьому холодильник прокатного стану обладнаний ланцюговим шлепером для переміщення гарячого прокату з підвідного рольганга на холодильник та холодного прокату з холодильника на відвідний рольганг. 2. Сталепрокатний комплекс за п. 1, який відрізняється тим, що установка прискореного охолодження прокату змонтована на поворотному пристрої, що забезпечує,у разі непотрібності термічного зміцнення прокату, виведення цієї установки з лінії прокатки та введення на лінію прокатки секції передавального рольганга. 3. Сталепрокатний комплекс за п. 1, який відрізняється тим, що при об'ємі виробництва до 50 тисяч тон прокату на рік комплекс обладнаний однією дуговою сталеплавильною піччю і установкою позапічної обробки сталі "піч-ківш" з максимальною ємністю ковша по сталі, переважно, 10÷15 т, радіальна машина безперервного лиття заготовок виконана дворівчаковою та пристосована для лиття передільної квадратної заготовки з перерізом, переважно, 100×100 мм і довжиною, переважно, 2 м та товарної квадратної заготовки з перерізом, переважно, 100×100 мм. 4. Сталепрокатний комплекс за п. 1, який відрізняється тим, що комплекс обладнаний ямою для окалини, газоочисною спорудою з рукавними фільтрами, збірним бункером для пилу та пристроєм для згрудкування пилу і окалини перед їхнім введенням у шихту дугової сталеплавильної печі. 6 UA 73329 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel rolling set of metallurgical mini-mill
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Pavlenko Oleksandr Anatoliyovych, Tyschenko Oleksandr Oleksiiovych, Denysenko Denys Valentynovych, Rudiuk Oleksii Serhiiovych, Vahanov Yurii Oleksandrovych, Arikh Volodymyr Spyrydonovych
Назва патенту російськоюСталепрокатный комплекс металлургического мини-завода
Автори російськоюСталинский Дмитрий Витальевич, Павленко Александр Анатольевич, Тищенко Александр Алексеевич, Денисенко Денис Валентинович, Рудюк Алексей Сергеевич, Ваганов Юрий Александрович, Арих Владимир Спиридонович
МПК / Мітки
МПК: B21B 1/46
Мітки: міні-заводу, комплекс, сталепрокатний, металургійного
Код посилання
<a href="https://ua.patents.su/9-73329-staleprokatnijj-kompleks-metalurgijjnogo-mini-zavodu.html" target="_blank" rel="follow" title="База патентів України">Сталепрокатний комплекс металургійного міні-заводу</a>
Ливарно-прокатний комплекс металургійного міні-заводу

Номер патенту: 63055
Опубліковано: 26.09.2011
Автори: Рудюк Олексій Сергійович, Медведев Віктор Степанович, Сталінський Дмитро Віталійович, Крюков Юрій Борисович
МПК: B21B 1/46
Мітки: металургійного, комплекс, міні-заводу, ливарно-прокатний
Формула / Реферат:
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі з індукційною піччю, агрегату позапічної обробки сталі та агрегату розливання сталі в заготовки на машині безперервного лиття заготовок, прокатну ділянку з піччю для нагрівання безперервнолитих заготовок під прокатку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді послідовно встановлених...
Ливарно-прокатний комплекс металургійного міні-заводу
Номер патенту: 37363
Опубліковано: 25.11.2008
Автори: Медведев Віктор Степанович, Крюков Юрій Борисович, Сталінський Дмитро Віталійович, Рудюк Олексій Сергійович
МПК: B21B 1/46
Мітки: міні-заводу, металургійного, ливарно-прокатний, комплекс
Формула / Реферат:
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку і прокатну ділянку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під...
Ливарно-прокатний комплекс металургійного міні-заводу

Номер патенту: 89448
Опубліковано: 25.01.2010
Автори: Рудюк Олексій Сергійович, Крюков Юрій Борисович, Сталінський Дмитро Віталійович, Медведев Віктор Степанович
МПК: B21B 13/22, B21B 1/46
Мітки: металургійного, комплекс, ливарно-прокатний, міні-заводу
Формула / Реферат:
1. Ливарно-прокатний комплекс металургійного міні-заводу, що включає ливарну ділянку, яка складається з агрегату виплавки сталі та агрегату розливання сталі в заготовки, піч для нагрівання литих заготовок під прокатку та прокатну ділянку, який відрізняється тим, що агрегат виплавки сталі виконаний у вигляді дугової електросталеплавильної печі, агрегат розливання сталі в заготовки виконаний у вигляді установки для розливання сталі під...
Спосіб обробки шламу з металургійного заводу в багатозональній печі
Номер патенту: 85295
Опубліковано: 12.01.2009
Автори: Лонарді Еміл, Рот Жан-Люк
МПК: C22B 19/00, C22B 7/02, F27B 9/00
Мітки: обробки, спосіб, багатозональній, металургійного, шламу, заводу, печі
Формула / Реферат:
1. Спосіб обробки шламів із металургійних заводів, який включає наступні стадії:регулювання рівня придатного СаО в шламах з одержанням рівня вмісту придатного СаО від 3 до 8 % відносно маси шламів,додавання вуглецевого палива,уведення шламів до однієї з вищих зон багатозональної печі,нагрівання багатозональної печі,поступове перенесення шламів до нижчих зон,регулювання температури відпрацьованого газу...
Комплекс для переробки металургійного шлаку
Номер патенту: 52057
Опубліковано: 17.01.2005
Автор: Павлушин Олександр Григорович
МПК: B03B 9/04
Мітки: комплекс, переробки, металургійного, шлаку
Формула / Реферат:
Спосіб одержання озокериту, шляхом виварювання озокериту з сировини гарячою водою, відрізняється тим, що озокерит одержують з твердих нафтових відкладів, які кип'ятять при атмосферному тиску, або під тиском, періодично міняючи воду, потім розчин відстоюють до повного охолодження та утворення над поверхнею води застиглої маси - озокериту сирцю, з якого після відгонки легких фракцій отримують озокерит стандарт, який додатково очищають...
Попередній патент: Змішувач-аератор компосту
Наступний патент: Комбінований вододиспенсер
Випадковий патент: Пристрій для охолодження газовідводу конвертора