Пристрій для безперервного розливу металів, зокрема сталі
Формула / Реферат
1. Пристрій для безперервного розливу металів, зокрема сталі, для здійснення способу тверднення „solidified bending” у якому заготовка після повного тверднення піддається згинанню, який містить розташовану за кристалізатором вертикальну пряму напрямну для заготовки, до якої примикає згинально-тягнучий пристрій, згинальні ролики якого встановлені з можливістю переміщення з положення, що звільняє шлях для затравки, у робоче положення або не робоче положення, а також згинальний пристрій для відділення затравки від відлитої заготовки для її ведення по радіусу на подальший правильно-тягнучий пристрій і щонайменше одну розташовану нижче пару привідних роликів для введення і виведення затравки, який відрізняється тим, що згинально-тягнучий пристрій (3), з одного боку, складається з установленого з можливістю повороту на його опорній стороні (1а) сегмента (9), що відводиться у сторону, який забезпечений обмежуючим шлях (3с) згинання у робочому положенні (3b) роликовим рядом (10), а з іншого боку - з рухомої частини (11), яка установлена на вільній стороні (1b) у робоче (3b) та неробоче положення або яка відводиться у сторону, згинальні ролики (3а) якої у робочому положенні (3b) утворюють відповідні ролики (3а) роликовому ряду (10), встановлювана рухома частина (11) виконана з можливістю установлення у робоче (3b) та неробоче положення за допомогою попарно і паралельно розташованих циліндро-поршневих вузлів (14), при цьому рухома частина (11) виконана з можливістю установлення на вільний простір до відлитої заготовки (2) для перегину, тобто відділення відлитої заготовки (2) від затравки (5).
2. Пристрій за п. 1, який відрізняється тим, що сегмент (9), що відводиться у сторону, який знаходиться на опорній стороні (1а), установлений на осі (12) повороту, що знаходиться зверху на основній рамі (16), при цьому протилежно осі (12) повороту на сегменті (9) шарнірно закріплений щонайменше один циліндро-поршневий вузол (13) для установлення у робоче (3b) та неробоче положення.
3. Пристрій за п. 1, який відрізняється тим, що в зоні вертикальної напрямної (1) для заготовки на опорній стороні (1а) передбачена основна рама (16), з якою шарнірно з'єднані циліндро-поршневі вузли (14) для сегмента (9), що відводиться у сторону.
4. Пристрій за п. 3, який відрізняється тим, що основна рама (16), яка повернена щонайменше до вертикальної напрямної (1) для заготовки, забезпечена водоохолоджуваними затискними плитами (17).
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що всередині сегмента (9), що відводиться у сторону, з можливістю поворотно- поступального переміщення перпендикулярно напрямку шляху (2а) заготовки встановлена сегментна деталь (18), що забезпечує можливість збільшення розхилу для проходження затравки (5).
6. Пристрій за п. 5, який відрізняється тим, що на сегменті (9), що відводиться у сторону, протилежно шляху (2а) заготовки виконаний виступ (19), з яким шарнірно з'єднані циліндро-поршневі вузли (13) для повороту сегмента (9), що відводиться у сторону.
7. Пристрій за будь-яким з пп. 5 або 6, який відрізняється тим, що переміщувана в сегменті (9), що відводиться у сторону, сегментна деталь (18) забезпечена власним приводом (20) переміщення.
8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що у напрямку (21) руху заготовки за сегментом (9), що відводиться у сторону, перед правильно-тягнучим пристроєм (7) розташований дугоподібний сегмент (22) напрямної для заготовки.
9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що в напрямку (21) руху заготовки перед сегментом (9), що відводиться у сторону, розташована додаткова вертикальна частина (23) для збільшення довжини зони підтримки заготовки.
10. Пристрій за будь-яким з пп. 1-9, який відрізняється тим, що для витягування затравки передбачені пари (8) роликів, які розміщені на рамі (24), при цьому сегмент (9), що відводиться у сторону, установлений на рамі (24) пар (8) привідних роликів для затравки з можливістю вертикального демонтажу.
11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що циліндро- поршневі вузли (14) рухомої частини (11) у сполученні з подальшим правильно- тягнучим пристроєм (7) і його циліндро-поршневими вузлами виконані з можливістю гідрокерування.
Текст
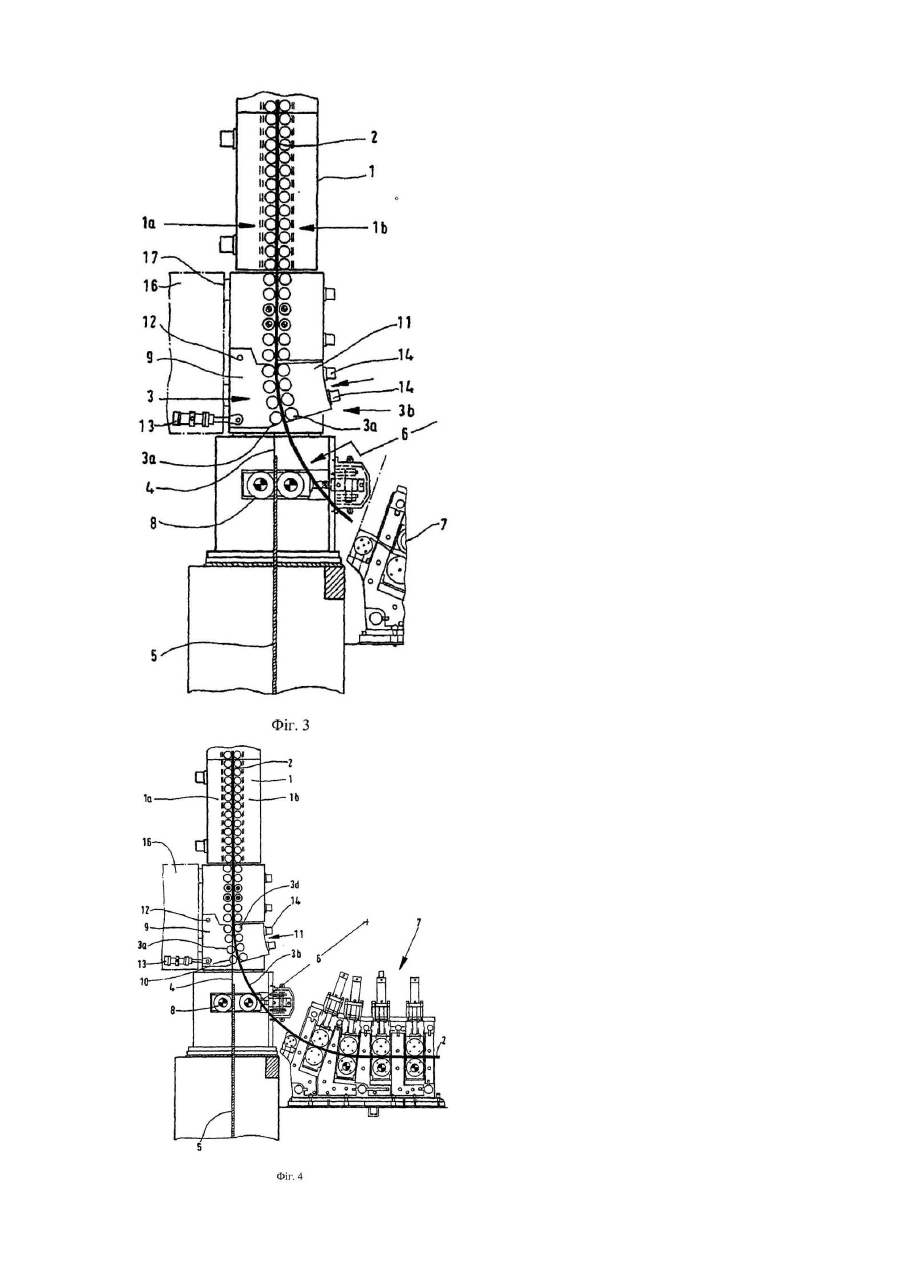
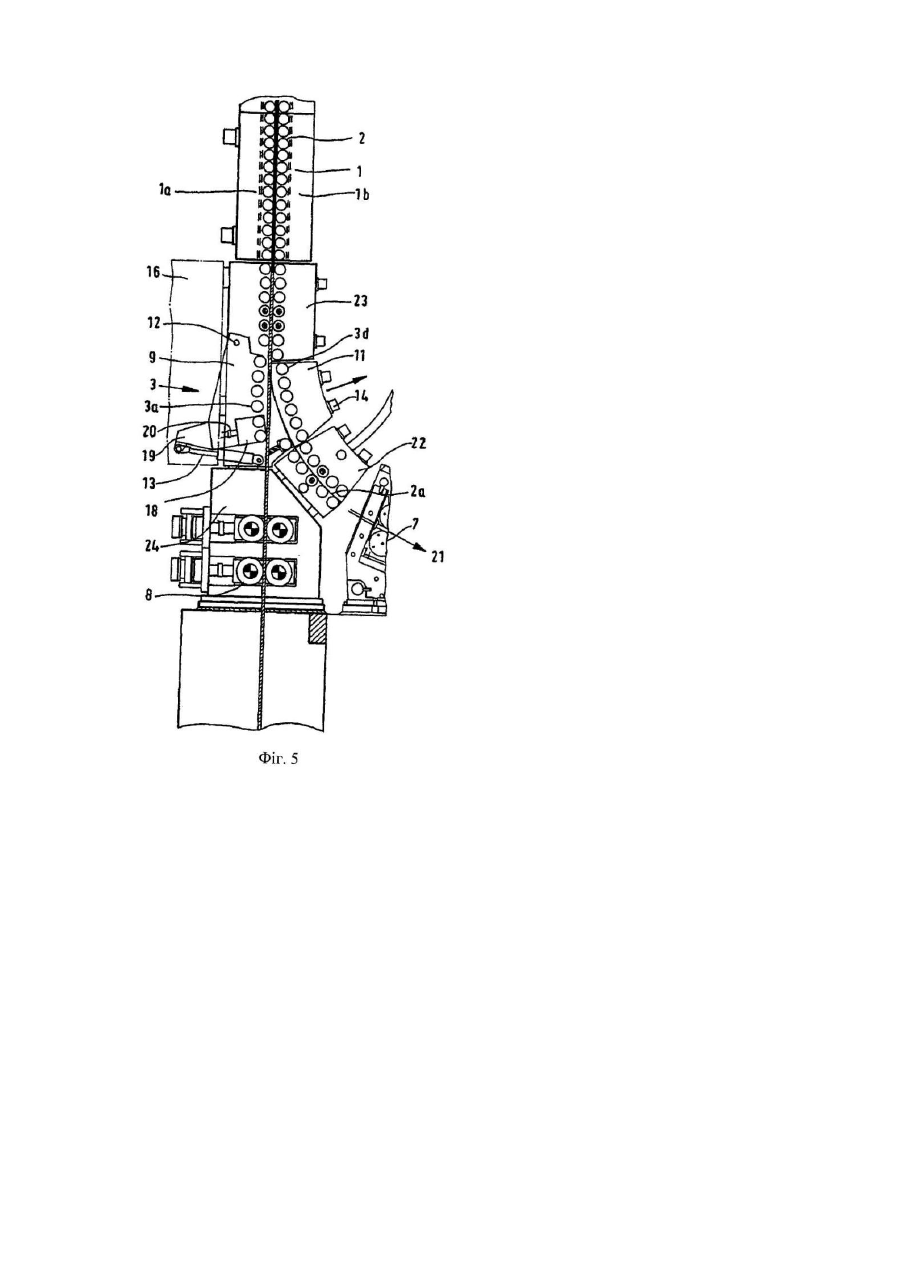
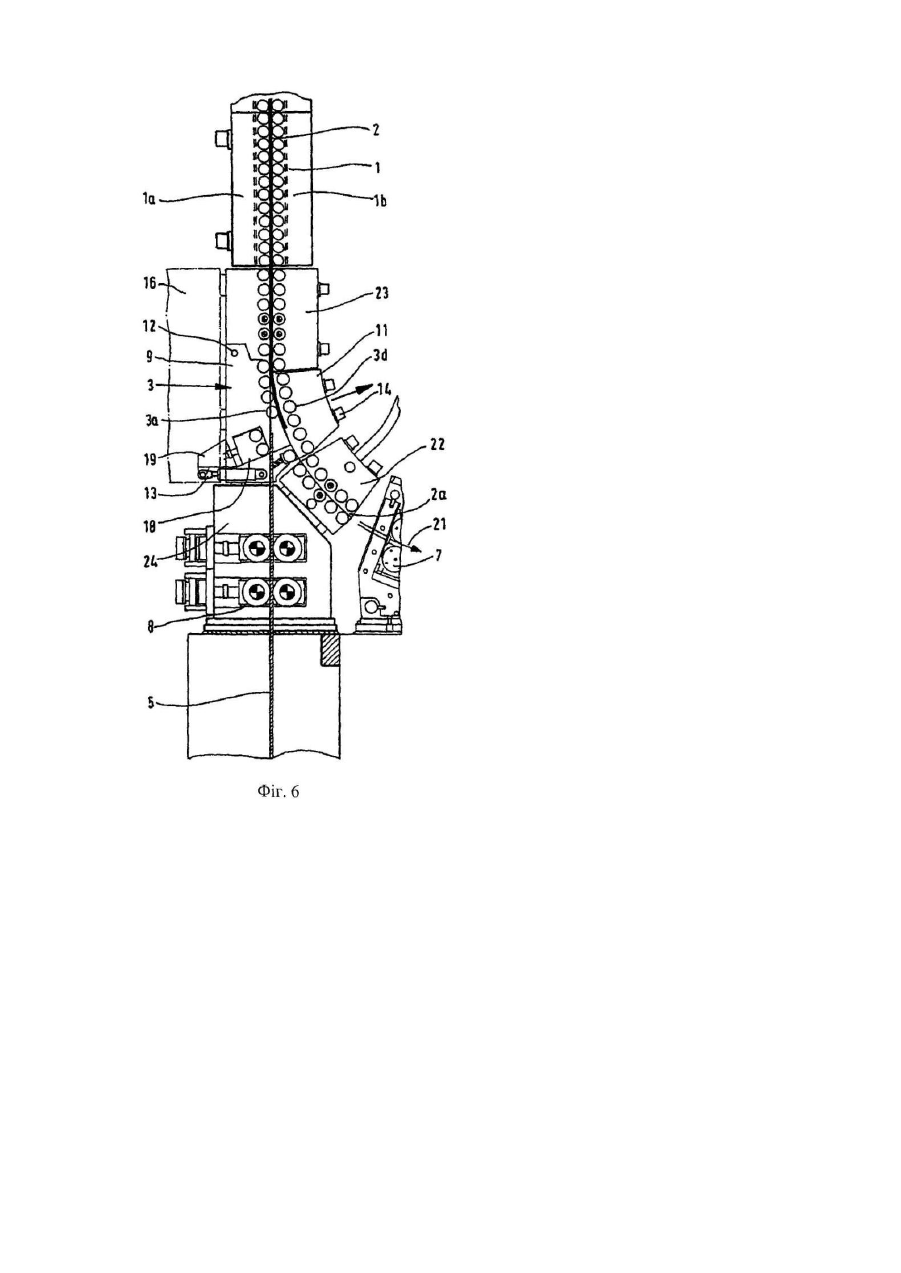
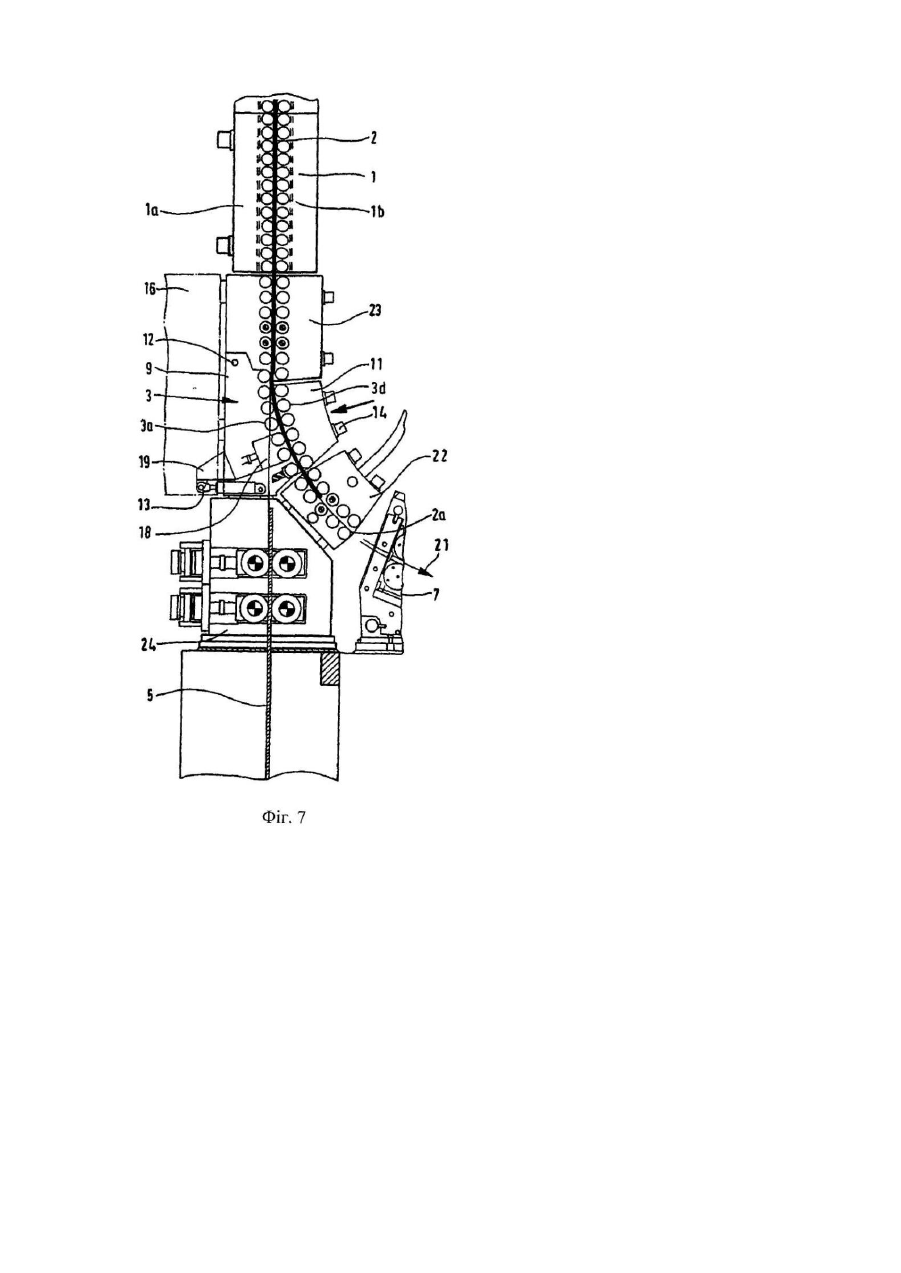
Винахід відноситься до пристрою для безперервного розливу металів, зокрема сталі, для здійснення способу з твердненням в процесі вигину „solidified bending", який містить розташовану за кристалізатором вертикальну прямолінійну напрямну для заготовки, до якої примикає згинально-тягнучий пристрій, згинальні ролики якого встановлені з можливістю переміщення з положення, що звільняє шлях для затравки, в робоче положення або зворотно, а також згинальний пристрій для відділення затравки від відлитої заготовки для її ведення по радіусу на подальший правильно-тягнучий пристрій і, щонайменше, одну розташовану нижче пару привідних роликів для введення і виведення. Описаний вище пристрій відомий з DE 19637545 А1. У ньому розкривається пристрій для відхилення відлитої в кристалізаторі тонкої заготовки з вертикального положення у горизонтальне положення видачі з вищезгаданими ознаками. У таких машин для безперервного розливу напрямна для заготовки виконана вертикальною. За рахунок цього виникає велике число переваг. Під напрямною, що примикає до кристалізатора, для заготовки знаходиться згинально-тягнучий пристрій, який виконує функцію «приводу відлитої заготовки і затравки», а також згинання наскрізь затверділої відлитої заготовки по радіусу. Радіус у декількох поколінь машин для безперервного розливу становить 3000-3250мм. Згинально-тягнучий пристрій з радіусом займає у висоту близько 4000мм. Ця висота і відповідний шлях для заготовки досі не використовуються як напрямна для заготовки. У DE 2247083 А передбачено бокове зміщення перших згинальних роликів, щоб створити зазор з сусідньою стороною затравки. В основі винаходу лежить задача використання цієї досі не використаної висоти також для спрямування заготовки або виконання всього пристрою більш низьким. Поставлена задача вирішується, згідно з винаходом, за рахунок того, що згинально-тягнучий пристрій, з одного боку, складається з сегмента, встановленого з можливістю відведення у сторону на опорній стороні, який забезпечений рядом роликів, обмежуючих шля х згинання у робочому положенні, а, з іншого боку, з перемішуваної частини, що встановлюється на вільній стороні у робочому і неробочому положенні або частині, що відводиться у сторону, згинальні ролики якої у робочому положенні утворюють відповідні ролики роликовому ряду, що регульована переміщувана частина виконана з можливістю установки в робоче і неробоче положення за допомогою попарно і паралельно розташованих циліндро-поршневих вузлів і що переміщувана частина виконана з можливістю установлення на вільний простір до відлитої заготовки для перегину, тобто відділення відлитої заготовки від затравки. За рахунок цього виконуються не тільки всі функції попереднього згинально-тягнучого пристрою із збереженням системи прямої затравки, що зарекомендувала себе, але і, крім того, за рахунок сегментної конструкції та оснащення напрямними роликами досягається значна довжина обпирання заготовки. Крім того, можна значно підвищити продуктивність. Далі існуючі машини для безперервного розливу можуть бути легко переобладнанні з невеликими витратами, оскільки можуть бути використані існуючі фундаменти. Сегмент, що відводиться у сторону, може бути, крім того, вертикально демонтований, як всі інші сегменти напрямної для заготовки. Шлях затравки обмежений, і відбувається розділення напрямної для заготовки на сегмент, що відводиться у сторону, і вільну частину. Для того, щоб обмежити шлях для введення затравки, згідно з іншими ознаками запропоновано, що сегмент, що відводиться у сторону, який знаходиться на опорній стороні, встановлений на осі повороту, що лежить зверху, і що протилежно осі повороту шарнірно закріплений, щонайменше, один циліндро-поршневий вузол для установлення в робоче та неробоче положення. Одне удосконалення полягає далі в тому, що в зоні вертикальної частини напрямної для заготовки на опорній стороні передбачена основна рама, на якій шарнірно установлені циліндро-поршневі вузли для сегмента, що відводиться у сторону. За ра хунок цього гідроциліндри можуть спиратися на фундамент. При цьому може бути передбачений термозахист за рахунок того, що основна рама, яка повернена, щонайменше, до вертикальної напрямної для заготовки, забезпечена водоохолоджувальними затискними плитами. Розхил для затравки може бути збільшений при довшій напрямній для заготовки за рахунок того, що, згідно з альтернативним виконанням, всередині сегмента, що відводиться у сторону, на ньому встановлена сегментна деталь, що має можливість поворотно-поступального переміщення перпендикулярно напрямку шляху заготовки. Інші функції можуть бути одержані за рахунок того, що на сегменті, що відводиться у сторону, протилежно шляху заготовки виконаний виступ, на якому шарнірно установлені циліндро-поршневі вузли для повороту сегмента, що відводиться у сторону. Згідно з іншими ознаками, передбачено, що сегментна деталь, переміщувана в сегменті, що відводиться у сторону, забезпечена власним приводом переміщення. Для ще більшого подовження напрямної для заготовки і тим самим зменшення висоти установки запропоновано, що в напрямку руху заготовки за сегментом, що відводиться у сторону, перед правильнотягнучим пристроєм розташований дугоподібний сегмент напрямної для заготовки. При відповідній конструктивній висоті установки напрямну для заготовки можна подовжити також за рахунок того, що у напрямку руху заготовки перед сегментом, що відводиться у сторону, розташована додаткова вертикальна частина. Інша можливість розміщення сегмента, що відводиться у сторону, полягає в тому, що сегмент, що відводиться у сторону, установлений на рамі пар привідних роликів для затравки з можливістю вертикального демонтажу. Інша перевага виникає ще за рахунок того, що циліндро-поршневі вузли вільної частини в поєднанні з подальшим процесом "liquid core reduction" (зменшення рідкої серцевини) виконані з можливістю гідрокерування. На кресленні зображені приклади виконання винаходу, що пояснюються нижче більш детально. На кресленні представлене наступне: На Фіг.1 показаний вигляд збоку пристрою для безперервного розливу при введенні затравки; Фіг.2 - той самий вигляд збоку при відділенні відлитої заготовки від затравки; Фіг.3 - той самий вигляд збоку при установленні вільної частини в робоче положення; Фіг.4 - вигляд збоку пристрою для безперервного розливу з правильно-тягнучим пристроєм у безперервному режимі; Фіг.5 - вигляд збоку пристрою для безперервного розливу в альтернативній формі виконання, в якій сегмент, що відводиться у сторону, з сегментною деталлю знаходиться у неробочому положенні при введенні затравки; Фіг.6 - той самий вигляд збоку при відділенні відлитої заготовки від затравки; Фіг.7 - той самий вигляд збоку, причому сегмент, що відводиться у сторону, сегментна деталь і вільна частина знаходяться у робочому положенні; Фіг.8 - вигляд збоку пристрою для безперервного розливу з сегментом, що відводиться у сторону, і сегментною деталлю у робочому положенні, далі правильно-тягнучий пристрій в безперервному режимі. Пристрій для безперервного розливу металів, зокрема сталі, призначений для здійснення способу тверднення заготовки в процесі згинання ("solidified bending"), в якому відлита заготовка остаточно затвердіває на кінці розташованої за кристалізатором вертикальної прямої напрямної 1. До прямої напрямної 1 для заготовки примикає згинально-тягнучий пристрій 3. Згинально-тягнучий пристрій 3 містить згинальні ролики 3а, які можуть переміщатися з положення, що звільняє шлях 4 для затравки, у робоче положення 3b або зворотно. Крім того, передбачений згинальний пристрій для відділення відлитої заготовки 2 від затравки 5. Згинально-тягнучий пристрій 3 направляє відлиту заготовку після відділення по радіусу 6 в правильнотягнучий пристрій 7. Розташована нижче пара 8 привідних роликів призначена для введення і виведення затравки 5. На Фіг.1 згинально-тягнучий пристрій 3 складається з встановленого з можливістю повороту у сторону на опорній стороні 1а сегмента 9, що відводиться у сторону, який забезпечений роликовим рядом 10, обмежуючим шлях 3с згинання у робочому положенні 3b (Фіг.3). Крім того, протилежно сегменту 9, що відводиться у сторону, на вільній стороні 1b розташована вільна частина 11, яка установлюється у робоче та неробоче положення або яка є поворотною, згинальні ролики 3а якої у робочому положенні 3b утворюють відповідні ролики 3d окремим роликам роликового ряду 10. Сегмент 9, що відводиться у сторону, на опорній стороні 1а установлений на розташованій зверху осі 12 повороту, а протилежно осі 12 повороту шарнірно установлений, щонайменше, один циліндро-поршневий вузол 13 для установлення у робоче та неробоче положення. Протилежно сегменту 9, що відводиться у сторону, передбачена переміщувана частина 11 з вільної сторони 1b, що переставляється за допомогою попарно і паралельно розташованих циліндро-поршневих вузлів 14. У зоні 15 вертикальної напрямної 1 для заготовки на опорній стороні 1а розташована основна рама 16, на якій розміщений циліндро-поршневий вузол 13 для сегмента 9, що відводиться у сторону. Основна рама 16, яка повернена, щонайменше, до вертикальної напрямної 1 для заготовки, закрита водоохолоджувальними затискними плитами 17. Рухома частина 11 (Фіг.2) виконана з можливістю установлення на вільний простір 18 до відлитої заготовки 2 для перегину, тобто відділення відлитої заготовки 2 від затравки 5. На Фіг.3 сегмент 9, що відводиться у сторону, і вільна частина 11 знаходяться у робочому положенні 3b, затравка 5 опущена, а відлита заготовка 2 рухається у правильно-тягнучий пристрій 7. На Фіг.4 показане робоче положення, в якому відлита заготовка 2 за рахунок згинально-тягнучого пристрою 3 і зовнішнього ролика пари привідних роликів безперервно спрямовується і обробляється у правильно-тягнучий пристрій 7. Альтернативна форма виконання здійснюється при інших рівних функціях та режимах з Фіг.5-8. Всередині сегмента 9, що відводиться у сторону, розташована сегментна деталь 18, що має можливість поворотно-поступального переміщення у напрямних сегмента 9, що відводиться у сторону, перпендикулярно напрямку шляху 2а заготовки (Фіг.5). За рахунок цього виникає ще більший розхил для проходження затравки 5, причому напрямна для заготовки, тобто кількість роликів у роликовому ряду 10, може бути збільшена. Сегмент 9, що відводиться у сторону, стає ще довшим. На сегменті 9, що відводиться у сторону, протилежно шляху 2а заготовки виконаний виступ 19, на якому шарнірно розташовані циліндро-поршневі вузли 13 для повороту сегмента 9, що відводиться у сторону. При цьому переміщувана в сегменті 9, що відводиться у сторону, сегментна деталь 18 забезпечена власним приводом 20 переміщення. Уся напрямна для заготовки може бути ще більше подовжена. Так, у напрямку 21 руху заготовки за сегментом 9, що відводиться у сторону, перед правильно-тягнучим пристроєм 7 розташований дугоподібний сегмент 22 напрямної для заготовки. Напрямна для заготовки зміщається, тим самим, все глибше вниз з використанням не використаного досі простору, завдяки чому висота установки може бути зменшена. Додаткове подовження підтримки заготовки може бути здійснене також за рахунок вертикальної частини 23, розташованої у напрямку 21 руху заготовки перед сегментом 9, що відводиться у сторону. Сегмент 9, що відводиться у сторону, може спиратися також на раму 24 пар 8 привідних роликів для затравки, а потім вертикально демонтуватися. Нарешті, циліндро-поршневі вузли 14 вільної частини 11 в поєднанні з подальшим процесом зменшення рідкої серцевини (Liquid Core Reduction) виконані з гідрокеруванням. Перелік посилальних позицій 1 - вертикальна пряма напрямна для заготовки 1а - опорна сторона 1b - вільна сторона 2 - відлита заготовка 2а - шлях заготовки 3 - згинально-тягнучий пристрій 3а - згинальні ролики 3b - робоче положення 3с - шлях згинання 3d - відповідні ролики 4 - шлях затравки 5 - затравка 6 - радіус 7 - правильно-тягнучий пристрій 8 - пара привідних роликів для затравки 9 - сегмент, що відводиться у сторону 10 - роликовий ряд 11 - вільна частина 12 - вісь повороту 13 - гідравлічні циліндро-поршеві вузли 14 - гідравлічні циліндро-поршеві вузли 15 - зона вертикальної напрямної для заготовки 16- основна рама 17 - водоохолоджувальні затискні плити 18 - сегментна деталь 19 - виступ 20 - привід переміщення 21 - напрямок руху заготовки 22 - дугоподібний сегмент напрямної для заготовки 23 - вертикальна частина 24 - рама
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for the continuous casting of metals, in particular steel
Автори англійськоюRittner Karl, Kneppe Guenter, Muller Jurgen
Назва патенту російськоюУстройство для непрерывного разлива металлов, в частности, стали
Автори російськоюРиттнер Карл, Кнеппе Гюнтер, Мюллер Юрген
МПК / Мітки
МПК: B22D 11/14, B22D 11/12, B22D 11/128
Мітки: зокрема, сталі, пристрій, безперервного, металів, розливу
Код посилання
<a href="https://ua.patents.su/9-74015-pristrijj-dlya-bezperervnogo-rozlivu-metaliv-zokrema-stali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного розливу металів, зокрема сталі</a>
Пристрій для безперервного розливання металів, зокрема сталі

Номер патенту: 74035
Опубліковано: 17.10.2005
Автори: Цайбер Адольф, Фест Томас
МПК: B22D 11/04, B22D 11/053
Мітки: безперервного, пристрій, зокрема, сталі, розливання, металів
Формула / Реферат:
1. Пристрій для безперервного розливання металів, зокрема сталі, що містить раму (2), яка несе кристалізатор (1), встановлений на рамі (2) осцилюючий пристрій (3) і встановлений на нижньому кінці (10) кристалізатора (1) рівчак (4) з роликами, який відрізняється тим, що кристалізатор (1) разом з коливальною рамою (3b) і впливаючим на коливальну раму (3b) осцилюючим приводом (3а) встановлені в кожусі (5), що закриває вгорі і з боків, при цьому...
Пристрій для направлення зливків при безперервному розливі металів, зокрема сталі
Номер патенту: 73602
Опубліковано: 15.08.2005
Автори: Кнеппе Гюнтер, Штройбель Ханс, Швелленбах Йоахім
МПК: B22D 11/128
Мітки: металів, зливків, безперервному, направлення, пристрій, розливі, зокрема, сталі
Формула / Реферат:
1. Пристрій для направлення зливків при безперервному розливі металів, зокрема сталі, що містить декілька сегментів, що розташовані один за одним, кожний з яких за допомогою пар верхніх і нижніх роликів утворює напрямну для зливків різної ширини, причому пари роликів встановлені з можливістю обертання на траверсах сегментних рам, і кожна поперечна траверса стягнута з розташованими з обох сторін напрямними рамами для зливків, який...
Пристрій для безперервного розливу сталі

Номер патенту: 23255
Опубліковано: 19.05.1998
Автори: Пілюшенко Віталій Лаврентійович, Лисицький Володимир Володимирович, Риженков Олександр Миколайович, Єронько Сергій Петрович, Хобта Олександр Степанович
МПК: B22D 11/047
Мітки: сталі, безперервного, пристрій, розливу
Формула / Реферат:
Устройство для непрерывной разливки стали, содержащее разливочный и промежуточный ковши, металлический футерованный металлопровод, прикрепленный к днищу разливочного ковша соосно его выпускному каналу, механизм создания разрежения в полости металлопровода, отличающееся тем, что механизм создания разрежения выполнен в виде по меньшей мере одной трубы, установленной тангенциально в футеровке металлопровода на уровне 0,65-0,80 его высоты от...
Кристалізатор для безперервного розливу сталі
Номер патенту: 29808
Опубліковано: 15.11.2001
Автори: Ларіонов Олександр Олексійович, Капланов Василій Илліч, Дудко Анатолій Григорович, Нечипуренко Евген Степанович, Налча Георгій Іванович, Овсянніков Вадим Георгійович, Довгошеев Володимир Тихонович, Бойко Володимир Семенович, Кузьмінов Анатолій Вікторович, Лехтер Олександр Вікторович
МПК: B22D 11/059
Мітки: розливу, сталі, безперервного, кристалізатор
Формула / Реферат:
1. Кристалізатор для безперервного розливу сталі, який містить в собі водоохолоджуваний корпус, утворений широкими і вузькими стінками і обличкуванням зі зносостійкими пластинами, розташованими в його нижній частині, який відрізняється тим, що зносостійкі пластини розміщені в зоні інтенсивного зносу по всьому периметру корпуса на 0,01-0,4 його висоти, а решта робочого шару обличкування широких і середніх по ширині пластин вузьких стінок...
Спосіб безперервного розливу металів методом плавка на плавку
Номер патенту: 22630
Опубліковано: 17.03.1998
Автор: Міславський Олександр Михайлович
Мітки: методом, безперервного, плавка, розливу, металів, спосіб, плавку
Текст:
...время .устойчивой работы МНЛЗ 75-28=47 мин. Количество металла, разливаемое за это время (при массе плавки 112т) 11217=951. Устойчивый, оптимальный режим разливки на .установке ~ = 2 г/мин или примерно 5 У/АШЙ - оптимальная скорость формирования слитка. 4 3 случае» если бы раэдивна велась в оптимальном режиме все 75 щнчт, то за ото врєг,я я на Ж№ было бы разлито 75»Л = І 50 ТОНН (вместо Такий образом. известны:! метод разливка "плавка на...
Попередній патент: Спосіб та апарат для рафінування свинцю
Наступний патент: Пристрій для затягування гайок фланцевих з’єднань
Випадковий патент: Низькошвидкісна електрична машина з кільцевим статором