Стенд для свердлення отворів в хребтовій балці піввагона
Номер патенту: 74147
Опубліковано: 25.10.2012
Автори: Рогожин Михайло Вікторович, Волков Олег Володимирович, Малюсейко Віктор Миронович, Моторін Артур Миколайович, Роздабара Владислав Іванович
Формула / Реферат
1. Стенд для свердлення отворів в хребтовій балці піввагона, що складається з основи із закріпленими на ній базуючими і притискними елементами з приводами, пристроїв для свердлення з приводами, пристроїв для подачі в зону свердлення змащувально-охолоджуючої рідини і збору згаданої рідини і системи керування, виконаної з можливістю керування приводами базуючих і притискних елементів, приводами пристроїв для свердлення і пристроями для подачі змащувально-охолоджуючої рідини в зону свердлення і збору згаданої рідини, який відрізняється тим, що він містить портал із змонтованими на ньому пристроєм для визначення координат отворів і магазинами для розміщення змінного інструменту, закріпленими дзеркально один щодо одного з можливістю взаємодії з відповідними пристроями для свердлення, пристрої для свердлення виконані у вигляді свердлувальних головок і закріплені на порталі дзеркально один щодо одного з можливістю переміщення у вертикальному і горизонтальному напрямах, пристрої для подачі змащувально-охолоджуючої рідини в зону свердлення закріплені на порталі дзеркально один щодо одного і з'єднані з пристроями для збору згаданої рідини, змонтованими на основі, базуючі і притискні елементи розміщені на основі і забезпечені досилателями і притисками з приводами для базування і фіксації хребтової балки, при цьому основа виконана у вигляді рами із закріпленими на ній напрямними, портал виконаний з можливістю переміщення уздовж подовжньої осі основи по напрямних, а система керування містить засоби для керування і контролю виконання операцій переміщення порталу і змонтованого на ньому згаданого устаткування, а також блокування роботи стенду при виникненні нештатних або аварійних ситуацій.
2. Стенд за п. 1, який відрізняється тим, що система керування виконана з можливістю керування в автоматичному і ручному режимах переміщеннями порталу, операціями визначення координат отворів відносно заданої бази на хребтовій балці, переміщення свердлувальних головок відповідно до певних координат отворів, виконання свердлення отворів по певних координатах, заміни інструменту в свердлувальних головках відповідно до діаметрів отворів і їх координат, наладки і діагности згаданого устаткування і програм керування ним, зупинки роботи стенду при виконанні будь-якій з операцій, зниження швидкості переміщення порталу при робочому положенні пристрою для визначення координат отворів, а також блокування автоматичного пуску порталу при незафіксованому положенні хребтової балки, блокування включення приводів базуючих і притискних елементів при нештатному положенні порталу, блокування продовження переміщення порталу при досягненні ним кінцевих положень і блокування виконання операцій в автоматичному режимі при відмові будь-якого з приводів згаданого устаткування і/або падінні тиску нижче заданої величини в пневматичній системі.
Текст
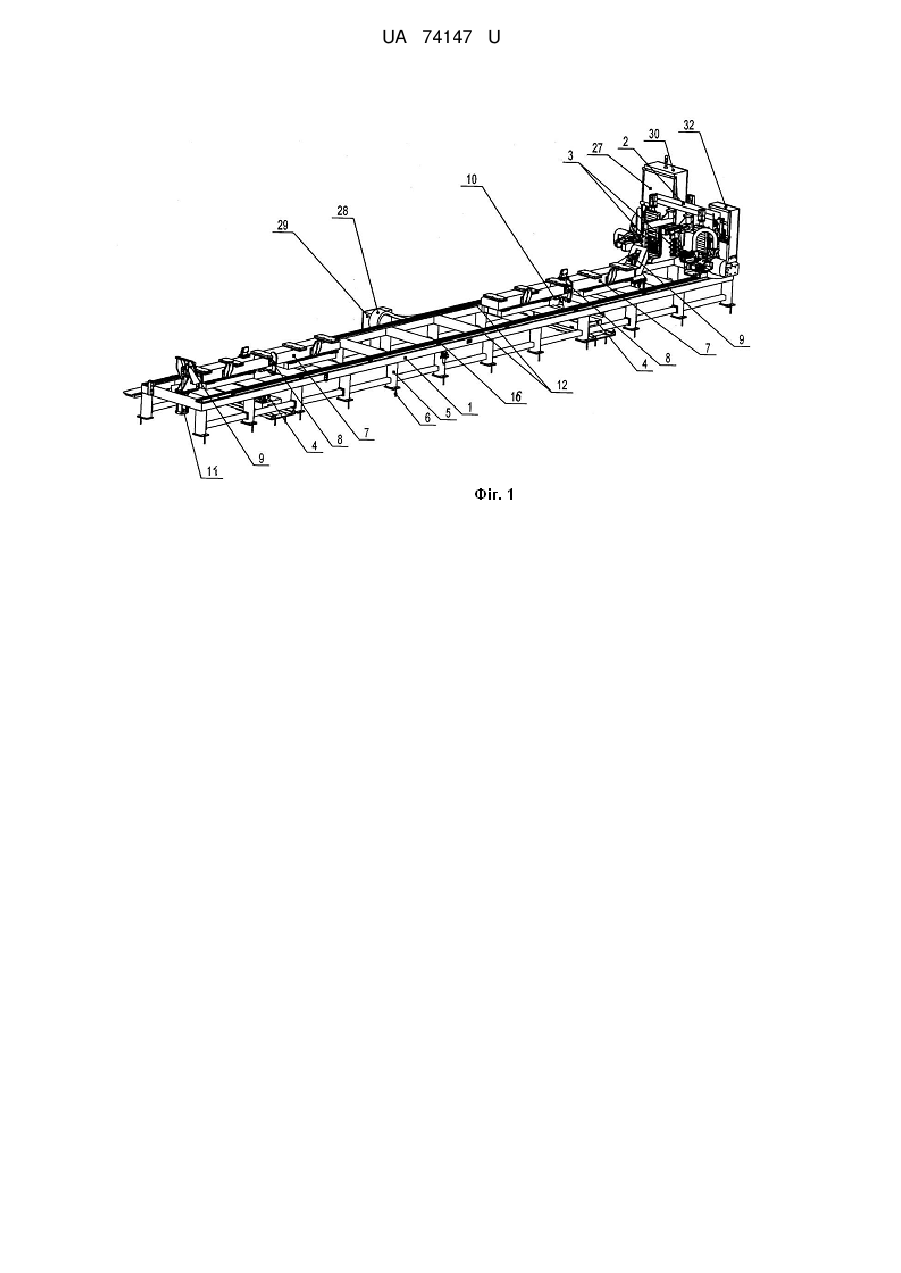
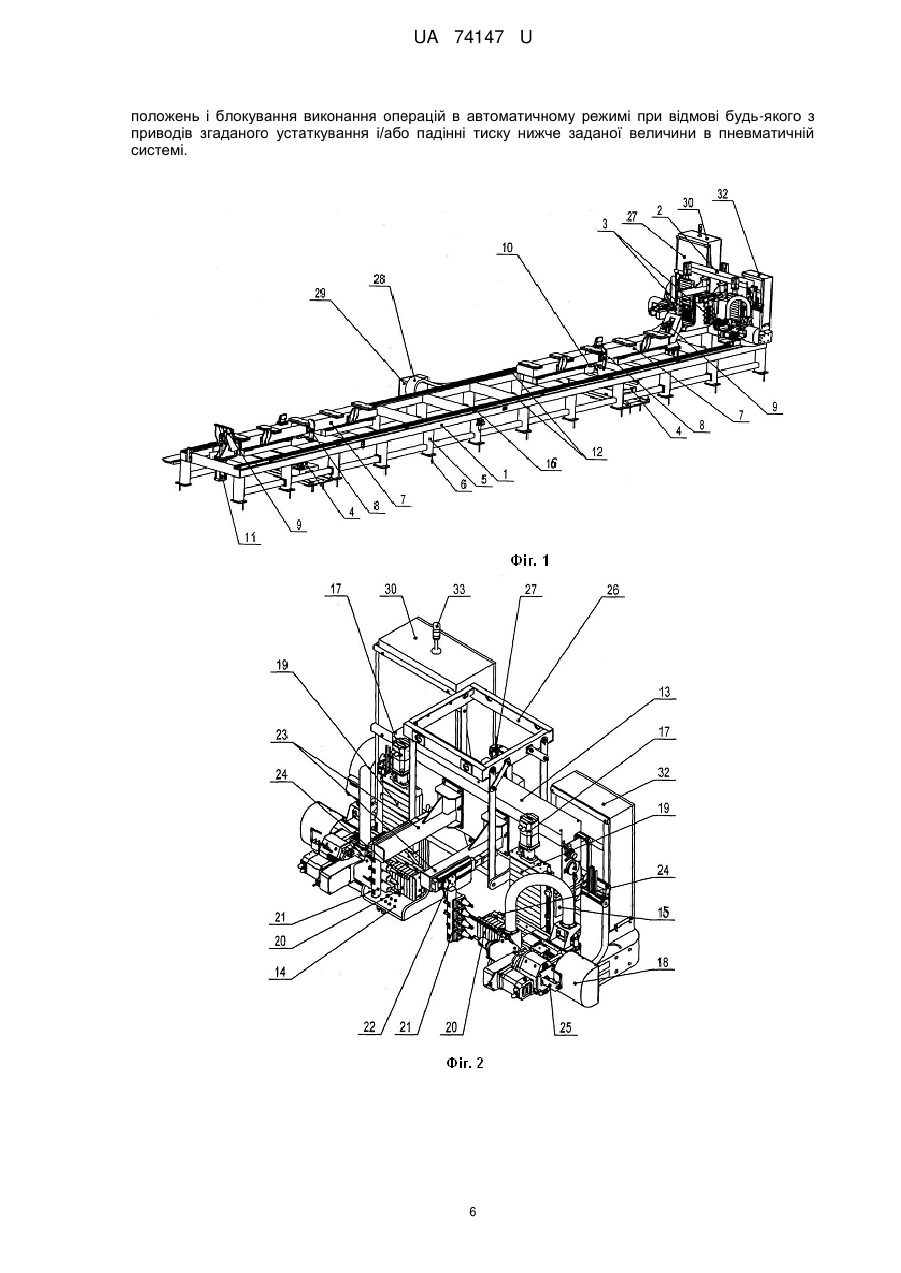
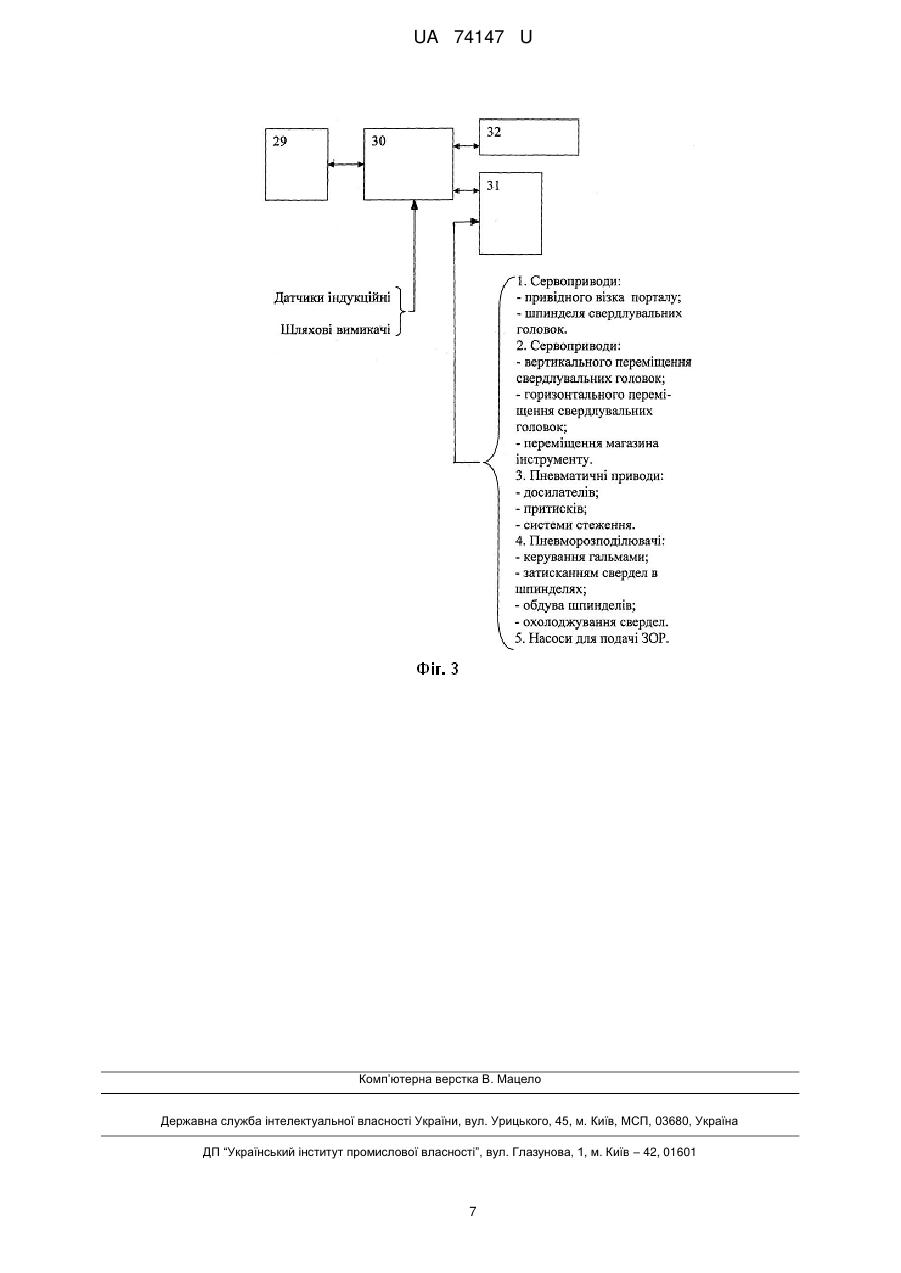
Реферат: Стенд для свердлення отворів в хребтовій балці піввагона містить основу виконану у вигляді рами, базуючі і притискні елементи з приводами, пристрої для свердлення з приводами, пристрої для подачі та збору змащувально-охолоджуючої рідини, систему керування, портал, пристрій для визначення координат отворів, магазини для розміщення змінного інструменту, досилателі і притискні, приводи для базування і фіксації хребтової балки, засоби для керування і контролю виконання операцій. Пристрої для свердлення виконані у вигляді свердлувальних головок. UA 74147 U (12) ОПИС ДО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ UA 74147 U UA 74147 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до спеціального свердлувального устаткування, призначеного для свердлення отворів в довгомірних великогабаритних виробах з переміщенням свердлувальних головок в робочі позиції по координатах отворів, зокрема для свердлення отворів в хребтових балках вантажних вагонів, і може бути використана на вагонобудівних і на вагоноремонтних підприємствах при виготовленні, модернізації і капітальному ремонті вагонів, а також на машинобудівних підприємствах різного профілю. Відомий стенд для свердлення отворів в хребтовій балці піввагона (Цыган Б.Г., Цыган А.Б. Вагоностроительные конструкции. Изготовление, модернизация, ремонт/ Монография, под ред. Б.Г. Цыгана. - Кременчуг: Изд. "Кременчуг", 2005. - 751 с. - С. 148-153), що складається з основи із закріпленими на ньому базуючими і притискними елементами з приводами, пристроїв для свердлення з приводами, пристроїв для подачі і збору змащувально-охолоджуючої рідини з насосами і системи керування, виконаної з можливістю керування приводами базуючих і притискних елементів, пристроїв для свердлення і насосами пристроїв для подачі і збору змащувально-охолоджуючої рідини. Стенд містить також приводний підйомний рольганг для транспортування і подачі хребтової балки на основу, кільцевий підйомний кантувач для її повороту в положення для свердлення і лотковий шнековий транспортер для видалення стружки. Пристрої для свердлення виконані у вигляді двох горизонтальних чотиристоронніх агрегатно-свердлувальних верстатів, закріплених на заданій відстані один від одного. Кожний верстат містить по чотири головки шпинделів, які розташовані попарно і дзеркально один щодо одного. Зміну параметрів свердлення здійснюють за допомогою заміни змінних зубчатих коліс на силових агрегатах верстатів. Основа виконана на верстатах у вигляді горизонтальних столів, на яких закріплені базуючі і притискні елементи з електромеханічними приводами. Пристрої для подачі і збору змащувально-охолоджуючої рідини змонтовані на верстатах. Система керування забезпечує роботу стенду в напівавтоматичному і налагоджувальному режимах. Робота стенду здійснюється таким чином: хребтову балку в зборі з передніми і задніми упорами подають на приводний підйомний рольганг, який закочує її в кільцевий підйомний кантувач; у кантувачі хребтову балку затискають, піднімають над рольгангом, повертають навкруги подовжньої осі на 180°, опускають на рольганг і звільняють від затисків; рольганг піднімає хребтову балку на горизонтальні столи верстатів і утримує її в цьому положенні; хребтову балку базують на першому верстаті, затискають притискними елементами і виконують свердлення отворів на цьому кінці з одночасною подачею в зону свердлення змащувальноохолоджуючої рідини і видаленням її разом із стружкою за допомогою лотків і шнекового транспортера; розтискують притискні елементи і досилають хребтову балку до базуючих елементів на другому верстаті, затискають притискними елементами і виконують свердлення отворів на її протилежному кінці з одночасною подачею в зону свердлення змащувальноохолоджуючої рідини і видаленням її разом із стружкою за допомогою лотків і шнекового транспортера; розтискують притискні елементи і приводним підйомним рольгангом закочують в кільцевий підйомний кантувач; затискають кантувачі, піднімають над рольгангом і повертають навкруги подовжньої осі на 180°, опускають на рольганг і звільняють від затисків; далі рольганг подає хребтову балку на наступну технологічну позицію - на ділянку клепки. Недоліками відомого стенду є висока трудомісткість виконання робіт, обумовлена великою кількістю підготовчо-заключних операцій, і порівняно невисокий рівень автоматизації виконання операцій, що приводить до зниження продуктивності і збільшення витрат на виготовлення хребтових балок і піввагонів в цілому. В основу корисної моделі поставлена задача удосконалення конструкції стенду для свердлення отворів в хребтовій балці піввагона, в якому за рахунок устаткування його порталом, виконаним з можливістю переміщення уздовж подовжньої осі основи, іншого виконання основи і іншого їх взаємозв'язку між собою, а також за рахунок оснащення порталу пристроєм для визначення координат отворів, іншого виконання пристроїв для свердлення і пристроїв для подачі змащувально-охолоджуючої рідини і розташування їх на порталі, оснащення порталу магазинами для розміщення змінного інструменту, виконаними з можливістю взаємодії з відповідними пристроями для свердлення, і іншого виконання системи керування забезпечується істотне зниження кількості підготовчо-заключних операцій і, відповідно, підвищення продуктивності стенду і збільшення рівня автоматизації технологічних операцій. Одночасно з вищезгаданим технічним результатом досягається зниження витрат на виготовлення хребтових балок і піввагонів в цілому, а також підвищення рівня безпеки стенду при експлуатації, що дозволяє забезпечити сучасні вимоги як до організації виробництва і технології виготовлення піввагонів на вагонобудівних і вагоноремонтних підприємствах, так і безпеки технологічного устаткування. 1 UA 74147 U 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішується тим, що стенд для свердлення отворів в хребтовій балці піввагона, що складається з основи із закріпленими на ній базуючими і притискними елементами з приводами, пристроїв для свердлення з приводами, пристроїв для подачі в зону свердлення змащувально-охолоджуючої рідини і збору згаданої рідини і системи керування, виконаної з можливістю керування приводами базуючих і притискних елементів, приводами пристроїв для свердлення і пристроями для подачі змащувально-охолоджуючої рідини в зону свердлення і збору згаданої рідини, згідно корисної моделі, містить портал із змонтованими на ньому пристроєм для визначення координат отворів і магазинами для розміщення змінного інструменту, закріпленими дзеркально один щодо одного з можливістю взаємодії з відповідними пристроями для свердлення, пристрої для свердлення виконані у вигляді свердлувальних головок і закріплені на порталі дзеркально один щодо одного з можливістю переміщення у вертикальному і горизонтальному напрямах, пристрої для подачі змащувально-охолоджуючої рідини в зону свердлення закріплені на порталі дзеркально один щодо одного і з'єднані з пристроями для збору згаданої рідини, змонтованими на основі, базуючі і притискні елементи розміщені на основі і забезпечені досилателями і притисками з приводами для базування і фіксації хребтової балки, при цьому основа виконана у вигляді рами із закріпленими на ній напрямними, портал виконаний з можливістю переміщення уздовж подовжньої осі основи по напрямних, а система керування містить засоби для керування і контролю виконання операцій переміщення порталу і змонтованого на ньому згаданого устаткування, а також блокування роботи стенду при виникненні нештатних або аварійних ситуацій. Для підвищення рівня автоматизації виконання технологічних операцій, продуктивності і безпеки експлуатації система керування виконана з можливістю керування в автоматичному і ручному режимах переміщеннями порталу, операціями визначення координат отворів відносно заданої бази на хребтовій балці, переміщення свердлувальних головок відповідно до певних координат отворів, виконання свердлення отворів по певних координатах, заміни інструменту в свердлувальних головках відповідно до діаметрів отворів і їх координат, наладки і діагностики згаданого устаткування і програм керування ним, зупинки роботи стенду при виконанні будь-якій з операцій, зниження швидкості переміщення порталу при робочому положенні пристрою для визначення координат отворів, а також блокування автоматичного пуску порталу при незафіксованому положенні хребтової балки, блокування включення приводів базуючих і притискних елементів при нештатному положенні порталу, блокування продовження переміщення порталу при досягненні ним кінцевих положень і блокування виконання операцій в автоматичному режимі при відмові будь-якого з приводів згаданого устаткування і/або падінні тиску нижче заданої величини в пневматичній системі. Сукупність загальних і відмітних істотних ознак корисної моделі, що заявляється, дозволяє знизити трудомісткість виконання операцій свердлення і за рахунок цього істотно підвищити продуктивність стенду і рівень автоматизації технологічних операцій і, відповідно, знизити витрати на виготовлення хребтових балок і піввагонів в цілому. Введення в конструкцію стенду порталу, виконаного з можливістю переміщення уздовж подовжньої осі основи, і виконання основи у вигляді рами із закріпленими на ній напрямними для переміщення порталу дозволяє істотно спростити технологічну схему і послідовність виконання операцій свердлення хребтової балки, скоротивши кількість підготовчо-заключних операцій, пов'язаних з транспортуванням хребтової балки, повністю виключивши операції по її багатократному кантуванню в положення для свердлення і для транспортування. Розміщення на порталі пристрою для визначення координат отворів, пристроїв для свердлення, виконаних у вигляді свердлувальних головок, закріплених дзеркально один щодо одного з можливістю переміщення у вертикальному і поперечному напрямах щодо хребтової балки, і пристроїв для подачі змащувально-охолоджуючої рідини в зону свердлення, закріплених дзеркально один щодо одного, дозволяє сконцентрувати основні технологічні операції на цій мобільній частині стенду і за рахунок цього виключити велику частину підготовчо-заключних операцій, пов'язаних з транспортуванням і кантуванням хребтової балки. Виконання порталу з магазинами для розміщення змінного інструменту, закріпленими дзеркально один щодо одного з можливістю взаємодії з відповідними пристроями для свердлення, дозволяє проводити в автоматичному режимі переналагодження інструменту в свердлувальних головках, що підвищує продуктивність стенду. Розміщення базуючих і притискних елементів на протилежних кінцях основи і виконання їх у вигляді підставок із закріпленими на них досилателями і притисками хребтової балки, обладнаних приводами, дозволяє змінити схему базування хребтової балки, виключивши необхідність в її проміжному переміщенні для базування по другому кінцю. 2 UA 74147 U 5 10 15 20 25 30 35 40 45 50 55 60 Виконання системи керування із засобами керування і контролю в автоматичному і ручному режимах операціями переміщення порталу і змонтованого на ньому устаткування, а також блокування роботи стенду при виникненні нештатних або аварійних ситуацій дозволяє підвищити рівень автоматизації керування стендом при одночасному підвищенні безпеки його експлуатації. Корисна модель, що заявляється, в цілому вирішує задачі, направлені на реалізацію сучасного рівня вимог до організації виробництва і технології виготовлення піввагонів на вагонобудівних і на вагоноремонтних підприємствах, який припускає комплексне рішення питань підвищення продуктивності технологічного устаткування, забезпечення якості продукції, охорони і безпеки праці, економії трудових, матеріальних і енергетичних ресурсів. Технічне рішення, що заявляється, пояснюється на прикладі конструктивного виконання стенду для свердлення отворів в хребтовій балці піввагона, розробленого Товариством з обмеженою відповідальністю "Науково-виробнича фірма "Техвагонмаш", м. Кременчук, Україна. Суть корисної моделі пояснюється представленими фігурами креслень, де на фіг. 1 показаний загальний вид стенду; на фіг. 2 - загальний вид порталу; на фіг. 3 - принципова схема системи керування. Стенд складається (фіг. 1, 2) з основи 1, порталу 2 з розміщеними на ньому двома свердлувальними головками 3, засобів 4 для подачі і збору змащувально-охолоджуючої рідини (ЗОР) і системи керування. Основа 1 призначена для базування і фіксації хребтової балки піввагона (не показана) в положення для свердлення і для переміщення по ньому порталу 2. Основа 1 виконана (фіг. 1) у вигляді горизонтальної рами, жорстко закріпленої на стійках 5, які за допомогою анкерних болтів 6 кріпляться на підлозі цеху. На горизонтальній рамі змонтовані базуючі і притискні елементи, виконані у вигляді двох підставок 7, на кожній з яких закріплено по одному досилателю 8 і притиску 9, обладнаних пневматичними приводами, відповідно, 10 і 11. Напрямні 12 для переміщення порталу 2 закріплені уздовж горизонтальної рами з двох її сторін і виконані у вигляді кулькових рейкових напрямних. Засоби 4 для збору ЗОР розташовані на горизонтальній рамі під підставками 7 і виконані у вигляді похилих жолобів (не показані), з'єднаних з баками, обладнаних насосами (не позначені). Портал 2 призначений для автоматичного визначення координат отворів у вертикальних стінках хребтової балки, подачі свердлувальних головок 3 в зону свердлення, виконання операцій свердлення отворів по їх координатах і виконання супутніх їм технологічних операцій. Портал 2 виконаний (фіг. 2) у вигляді рами, що складається з горизонтальної балки 13, жорстко з'єднаної з двома візками: ходовим візком 14 і приводним візком 15, забезпеченим сервоприводом, який кінематично зв'язаний із зубчастою рейкою 16. На порталі 2 дзеркально один щодо одного змонтовані наступні пристрої і устаткування: дві свердлувальні головки 3; сервоприводи 17 і 18 з механізмами 19 і 20 для переміщення свердлувальних головок 3, відповідно, у вертикальному і горизонтальному напрямах; магазини 21 для змінного інструменту з механізмами 22 для їх переміщення, закріплені на консольних балках 23; пристрої для підведення ЗОР в зону свердлення (не позначені) з шарнірними рукавами 24; пристрої 25 для видалення стружки за допомогою подачі стислого повітря через свердло в зону свердлення. Окрім цього на порталі 2 може встановлюватися траверса 26 для його транспортування, система стеження 27, що складається з щупа із закріпленими на ньому індуктивними датчиками і механізму переміщення з пневматичним приводом (не показані), і пневматичне устаткування для обдуву шпинделів свердлувальних головок 3, а також затискання свердел в шпинделях свердлувальних головок 3 (не показані). Подача стислого повітря і ЗОР на портал 2 забезпечується за допомогою енергетичного ланцюга 28, змонтованого на горизонтальній рамі основи 1. Приводний візок 15 забезпечує переміщення порталу 2 з маршовою швидкістю до 11 м/хв. Регулювання і швидкості в приводі приводного візка 15 забезпечується за допомогою програмного забезпечення. Керування стендом здійснюється за допомогою системи керування, яка побудована на базі керуючого контролера, сенсорної панелі і сервоприводів. Система керування через стабілізований блок живлення підключена до трифазної електромережі напругою 380 В і частотою 50 Гц. Об'єктами керування є: - пневматичні приводи 10 і 11, відповідно, досилателів 8 і притисків 9 на основі 1; - насоси засобів 4 для подачі і збору ЗОР; - сервопривід приводного візка 15 на порталі 2; - сервоприводи шпинделів свердлувальних головок 3; - сервоприводи 17 і 18 механізмів, відповідно, 19 і 20 для вертикального і горизонтального переміщення свердлувальних головок 3; 3 UA 74147 U 5 10 15 20 25 30 35 40 45 50 55 60 - пневматичний привід механізму переміщення щупа системи стеження 27; - пневматичне устаткування для обдува шпинделів і свердел, а також затискання свердел в шпинделях свердлувальних головок 3. Керування вказаними об'єктами здійснюють за допомогою (фіг. 3): - шаф керування 29 і 30, розташованих, відповідно, на горизонтальній рамі основи 1 і на порталі 2; - мобільного пульта керування 31, виконаного з сенсорною панеллю. До складу системи керування також входять магазин гальмівних опорів 32, розташований на порталі 2, контактні і безконтактні індуктивні датчики положення, електромагніти пневморозподілювачі, звукові (не показані) і світлосигнальні пристрої. Система керування забезпечує: - автоматичний і ручний режими керування операціями визначення координат отворів, свердлення отворів і виконання супутніх технологічних операцій; - наладку виконавчих механізмів і програми керування ними; - діагностику засобів контролю і керування; - зупинку роботи стенду, у тому числі, аварійну, при виконанні будь-якої з операцій. Системою керування передбачені технологічні і захисні блокування стенду, у тому числі: - блокування автоматичного пуску порталу 2 при незафіксованому положенні хребтової балки; - блокування включення пневмоприводів базуючих і притискних елементів на підставі 1 при нештатному положенні порталу 2; - зниження швидкості переміщення порталу 2 при робочому положенні щупа системи стеження 27; - блокування подальшого переміщення порталу 2 при досягненні ним кінцевих положень на основі 1; - блокування автоматичного циклу виконання операцій при відмові будь-якого приводу і/або падінні тиску в системі пневматичних приводів нижче заданої величини. Руху порталу 2 передує попереджувальна звукова сигналізація, а супроводжує рух сигналізація світлосигнального пристрою 33, розташованого на шафі керування 30. Робота стенду здійснюється таким чином. В початковому положенні стенду досилателі 8 і притиски 9 на підставках 7 розтискані, портал 2 знаходиться в крайньому положенні стоянки, а щуп системи стеження 27 знаходиться в піднятому положенні. Після підключення до стенду силових електричних, пневматичних ланцюгів в заданій послідовності включають кнопкові вимикачі в шафі керування 29 і на мобільному пульті керування 31. По команді з мобільного пульта керування 31 напруга поступає в блок живлення пульта керування 30 і через нього - на керуючі контролери, світлосигнальний пристрій і контактор, за допомогою якого напруга подається в силові ланцюги стенду. За допомогою підйомно-транспортних засобів хребтову балку із закріпленими в ній передніми і задніми упорами укладають на підставки 7. Подальше керування стендом виконують з сенсорної панелі мобільного пульта керування 31. Натисненням на відповідні вікна сенсорної панелі включають пневматичні приводи 10 і 11 досилателів 8 і притисків 9, які фіксують положення хребтової балки на основі 1. На сенсорній панелі включають автоматичний режим роботи стенду, після чого запускається цикл автоматичного виконання операцій за визначенням координат отворів в хребтовій балці і подальшого свердлення. На початку циклу портал 2 переміщається до бази виміру координат першої групи отворів, розташованої на дальньому кінці хребтової балки між переднім і заднім упорами. На цій позиції портал 2 автоматично зупиняється і опускає щуп з двома індуктивними датчиками системи стеження 27 між переднім і заднім упорами. Потім портал 2 поволі переміщається до переднього упора до моменту спрацьовування першого індуктивного датчика, після чого переміщається до заднього упора - до моменту спрацьовування другого індуктивного датчика. В блок даних контролера записуються показники датчиків, а портал 2 повертається до координати виміру і піднімає щуп. Програма контролера відображає на сенсорній панелі заміряні координати отворів і необхідний номер свердла, який автоматично порівнюється з номером свердла, встановленого в свердлувальних головках 3, і, при необхідності, виконується автоматична заміна свердла в магазині 21. Далі включаються сервоприводи 17 і 18 механізмів 19 і 20, які згідно координатам отворів переміщають свердлувальні головки 3 до точок свердлення на протилежних стінках хребтової балки. Досягши цих координат включаються сервоприводи шпинделів свердлувальних головок 3 і виконується свердлення отворів, поточна кількість яких відображається на лічильнику сенсорної панелі і автоматично порівнюється з їх кількістю по заміряних координатах отворів. Якщо ці значення не рівні між собою, то програма 4 UA 74147 U 5 10 15 20 25 контролера автоматично підставляє координати наступного отвору і номер відповідного йому свердла, після чого свердлувальні головки 3 переміщаються до цих координат і виконують свердлення. Після закінчення свердлення першої групи отворів, портал автоматично переводиться в транспортне положення і переміщається до бази виміру координат другої групи отворів на ближньому кінці хребтової балки. На цій позиції виконуються вищеописані операції для цієї групи отворів. Після завершення свердлення останнього отвору в другій групі портал 2 повертається в початкове положення і автоматичний цикл виконання операцій завершується. На сенсорній панелі вимикають пневматичні приводи досилателів 8 і притисків 9, звільняючи хребтову балку на основі 1, і за допомогою підйомно-транспортних засобів транспортують її на наступну технологічну позицію - для виконання заклепувального кріплення передніх і задніх упорів. Вищезгадані операції можуть виконуватися в ручному режимі при виборі на сенсорній панелі відповідної програми. Перемикання стенду на налагоджувальний, діагностичний і сервісний режими роботи здійснюють в стартовому меню на сенсорній панелі мобільного пульта керування 31. При роботі в налагоджувальному режимі автоматично відключаються технологічні блокування стенду, після чого виконують регулювання швидкості переміщення порталу 2, координат і діаметрів отворів в деталі, швидкості подачі і оборотів шпинделя свердлувальних головок 3, а також їх координат і координат магазина 21 для заміни змінного інструменту залежно від розмірів і розташування отворів, що задаються. В діагностичному режимі роботи виконують перевірку засобів контролю і керування, а в сервісному режимі - регулювання калібрування і контрастності сенсорного екрану. Пропонована конструкція стенду для свердлення отворів в хребтовій балці піввагона дозволяє підвищити рівень автоматизації технологічних операцій і на 20-25 % скоротити їх трудомісткість. Виконання системи керування з можливістю блокування роботи стенду при нештатних і аварійних ситуаціях дозволяє одночасно підвищити безпеку його експлуатації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 45 50 55 60 1. Стенд для свердлення отворів в хребтовій балці піввагона, що складається з основи із закріпленими на ній базуючими і притискними елементами з приводами, пристроїв для свердлення з приводами, пристроїв для подачі в зону свердлення змащувально-охолоджуючої рідини і збору згаданої рідини і системи керування, виконаної з можливістю керування приводами базуючих і притискних елементів, приводами пристроїв для свердлення і пристроями для подачі змащувально-охолоджуючої рідини в зону свердлення і збору згаданої рідини, який відрізняється тим, що він містить портал із змонтованими на ньому пристроєм для визначення координат отворів і магазинами для розміщення змінного інструменту, закріпленими дзеркально один щодо одного з можливістю взаємодії з відповідними пристроями для свердлення, пристрої для свердлення виконані у вигляді свердлувальних головок і закріплені на порталі дзеркально один щодо одного з можливістю переміщення у вертикальному і горизонтальному напрямах, пристрої для подачі змащувально-охолоджуючої рідини в зону свердлення закріплені на порталі дзеркально один щодо одного і з'єднані з пристроями для збору згаданої рідини, змонтованими на основі, базуючі і притискні елементи розміщені на основі і забезпечені досилателями і притисками з приводами для базування і фіксації хребтової балки, при цьому основа виконана у вигляді рами із закріпленими на ній напрямними, портал виконаний з можливістю переміщення уздовж подовжньої осі основи по напрямних, а система керування містить засоби для керування і контролю виконання операцій переміщення порталу і змонтованого на ньому згаданого устаткування, а також блокування роботи стенду при виникненні нештатних або аварійних ситуацій. 2. Стенд за п. 1, який відрізняється тим, що система керування виконана з можливістю керування в автоматичному і ручному режимах переміщеннями порталу, операціями визначення координат отворів відносно заданої бази на хребтовій балці, переміщення свердлувальних головок відповідно до певних координат отворів, виконання свердлення отворів по певних координатах, заміни інструменту в свердлувальних головках відповідно до діаметрів отворів і їх координат, наладки і діагностики згаданого устаткування і програм керування ним, зупинки роботи стенду при виконанні будь-якій з операцій, зниження швидкості переміщення порталу при робочому положенні пристрою для визначення координат отворів, а також блокування автоматичного пуску порталу при незафіксованому положенні хребтової балки, блокування включення приводів базуючих і притискних елементів при нештатному положенні порталу, блокування продовження переміщення порталу при досягненні ним кінцевих 5 UA 74147 U положень і блокування виконання операцій в автоматичному режимі при відмові будь-якого з приводів згаданого устаткування і/або падінні тиску нижче заданої величини в пневматичній системі. 6 UA 74147 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюStand for drilling holes in center sill of gondola car
Автори англійськоюVolkov Oleh Volodymyrovych, Maliuseiko Viktor Myronovych, Motorin Artur Mykolaiovych, Rohozhyn Mykhailo Viktorovych, Rozdabara Vladyslav Ivanovych
Назва патенту російськоюСтенд для сверления отверстий в хребтовой балке полувагона
Автори російськоюВолков Олег Владимирович, Малюсейко Виктор Миронович, Моторин Артур Николаевич, Рогожин Михаил Викторович, Роздабара Владислав Иванович
МПК / Мітки
МПК: B23B 41/00, B23B 39/14, B23B 35/00
Мітки: хребтовій, піввагона, балці, свердлення, стенд, отворів
Код посилання
<a href="https://ua.patents.su/9-74147-stend-dlya-sverdlennya-otvoriv-v-khrebtovijj-balci-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Стенд для свердлення отворів в хребтовій балці піввагона</a>
Кондуктор для свердлення отворів у трубі
Номер патенту: 48673
Опубліковано: 25.03.2010
Автори: Козяр Олександр Анатолийович, Хабрат Микола Іванович, Менасанова Саадат Енверівна, Халілов Вадім
МПК: B23B 49/00
Мітки: отворів, кондуктор, трубі, свердлення
Формула / Реферат:
Кондуктор для свердлення отворів у трубі, що включає підставу й з'єднаний з нею з можливістю вертикального переміщення притискач, на яких утворені опозитно розташовані кутові пази для фіксації труби, а на притискачі симетрично зазначеним пазам закріплена кондукторна втулка для входу свердла, який відрізняється тим, що на підставі по осі кондукторної втулки встановлений підпружинений конусний уловлювач з можливістю входу в раніше...
Спосіб свердлення отворів з використанням двох змінних твердосплавних пластин
Номер патенту: 28061
Опубліковано: 26.11.2007
Автори: Воєводін Альберт Борисович, Сидоров Володимир Анатолійович, Воєводіна Тетяна Альбертівна, Федотенко Святослав Юрійович
МПК: B23B 51/00
Мітки: твердосплавних, пластин, змінних, отворів, двох, спосіб, використанням, свердлення
Формула / Реферат:
Спосіб свердлення отворів з використанням двох змінних твердосплавних пластин, який складається з подачі свердла в зону обробки, самого свердлення з заданою частотою обертання свердла і виводу його із зони обробки, який відрізняється тим, що частоту обертання встановлюють з виразу: (1);де n - частота обертання, об/хв.;В - кут нахилу різальної кромки...
Спосіб розмітки труб великого діаметра для свердлення отворів
Номер патенту: 50158
Опубліковано: 25.05.2010
Автори: Менасанова Саддат Енверівна, Хабрат Микола Іванович, Козяр Олександр Анатолийович, Халілов Вадім
МПК: G01B 21/10, G01B 3/02
Мітки: великого, труб, свердлення, спосіб, отворів, діаметра, розмітки
Формула / Реферат:
1. Спосіб розмітки труб великого діаметра для свердлення отворів, що включає нанесення положення отворів на смузі ватману, оперізування, закріплення і перенесення на трубу нанесених на смузі ватману центрів отворів, який відрізняється тим, що трубу оперізують смугою ватману з перекриттям її кінців перед нанесенням на ній положень центрів отворів, на перекритті яких спільно проколюють перший розмічальний отвір, а другий отвір, що збігається з...
Двопозіційний стенд для складання і зварювання торцевих стін піввагона

Номер патенту: 70013
Опубліковано: 25.05.2012
Автори: Омельченко Володимир Анатолійович, В'юнник Микола Васильович, Роздабара Владислав Іванович, Моторін Артур Миколайович, Малюсейко Віктор Миронович, Гусач Сергій Васильович
МПК: B61D 17/06, B23K 37/04, B23K 9/02
Мітки: піввагона, торцевих, стенд, складання, стін, зварювання, двопозиційний
Формула / Реферат:
1. Двопозиційний стенд для складання і зварювання торцевих стін піввагона, що складається із змонтованих на основі стенду для складання і зварювання в нормальному положенні, стенда для складання і зварювання в зворотному положенні, кожний з яких виконаний у вигляді рами із закріпленими на ній базуючими і притискними елементами, порталів з розташованими на них пневматичними притисками і зварювальним устаткуванням, кожний з яких виконаний з...
Стенд для складання і зварювання кузова піввагона
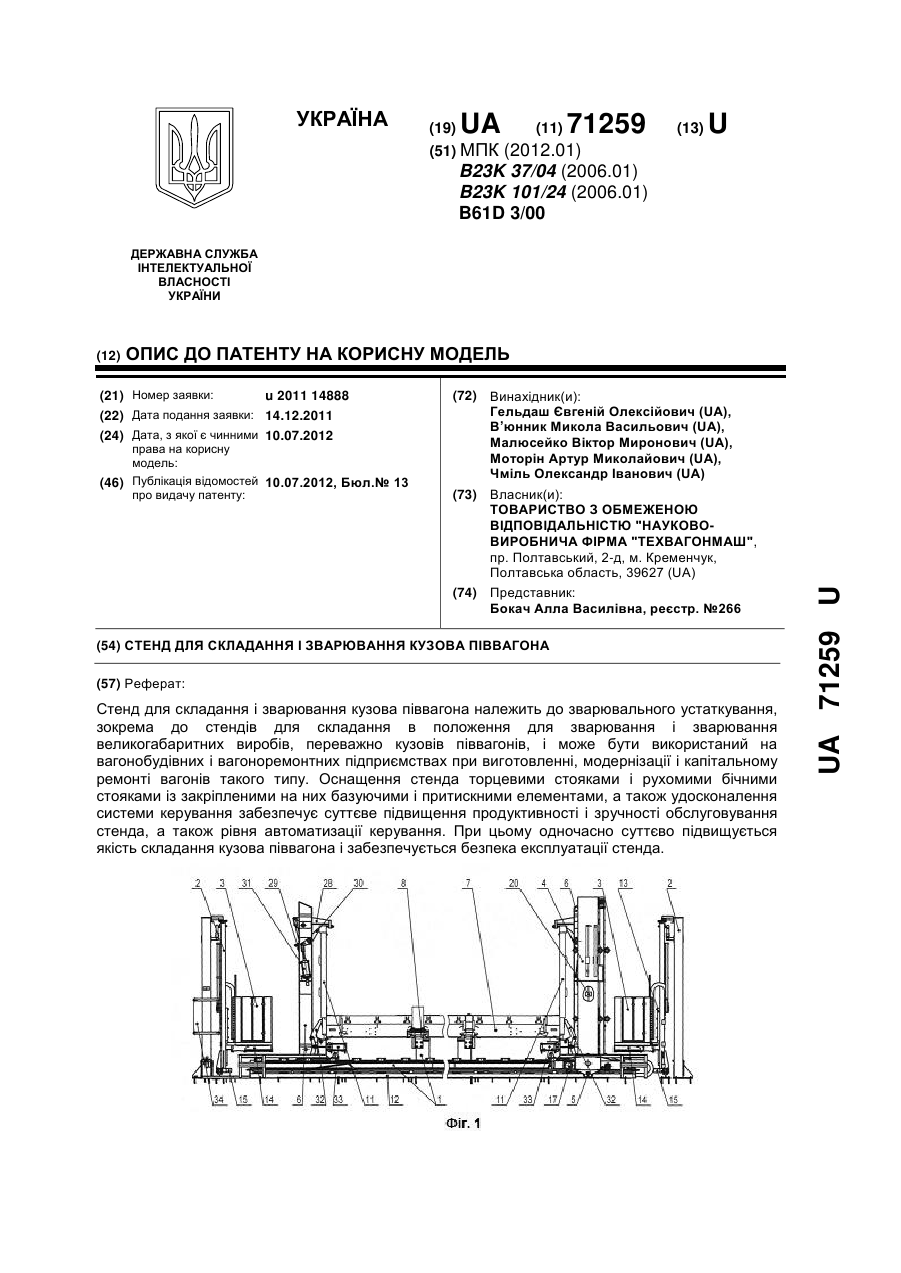
Номер патенту: 71259
Опубліковано: 10.07.2012
Автори: Малюсейко Віктор Миронович, Моторін Артур Миколайович, Чміль Олександр Іванович, В'юнник Микола Васильович, Гельдаш Євгеній Олексійович
МПК: B61D 3/00, B23K 101/24, B23K 37/04
Мітки: зварювання, стенд, складання, піввагона, кузова
Формула / Реферат:
1. Стенд для складання і зварювання кузова піввагона, що складається з основи із закріпленими на ній базуючими елементами для установки рами піввагона, вертикальних опор із закріпленими на них робочими майданчиками, розташованих дзеркально з протилежних торцевих сторін основи, базуючих і притискних елементів для установки бічних і торцевих стінок кузова на рамі піввагона і їх фіксації один щодо одного і відносно рами піввагона і системи...
Попередній патент: Упаковка для рідини
Наступний патент: Пристрій для ультразвукового кавітаційного знезараження рідини
Випадковий патент: Масогабаритний макет стрілецької зброї