Адаптивний пристрій для віброабразивної обробки деталей
Номер патенту: 76368
Опубліковано: 10.01.2013
Автори: Чубик Роман Васильович, Паламарчук Ігор Павлович, Горбатюк Руслан Миколайович, Скварок Юрій Юліанович

Формула / Реферат
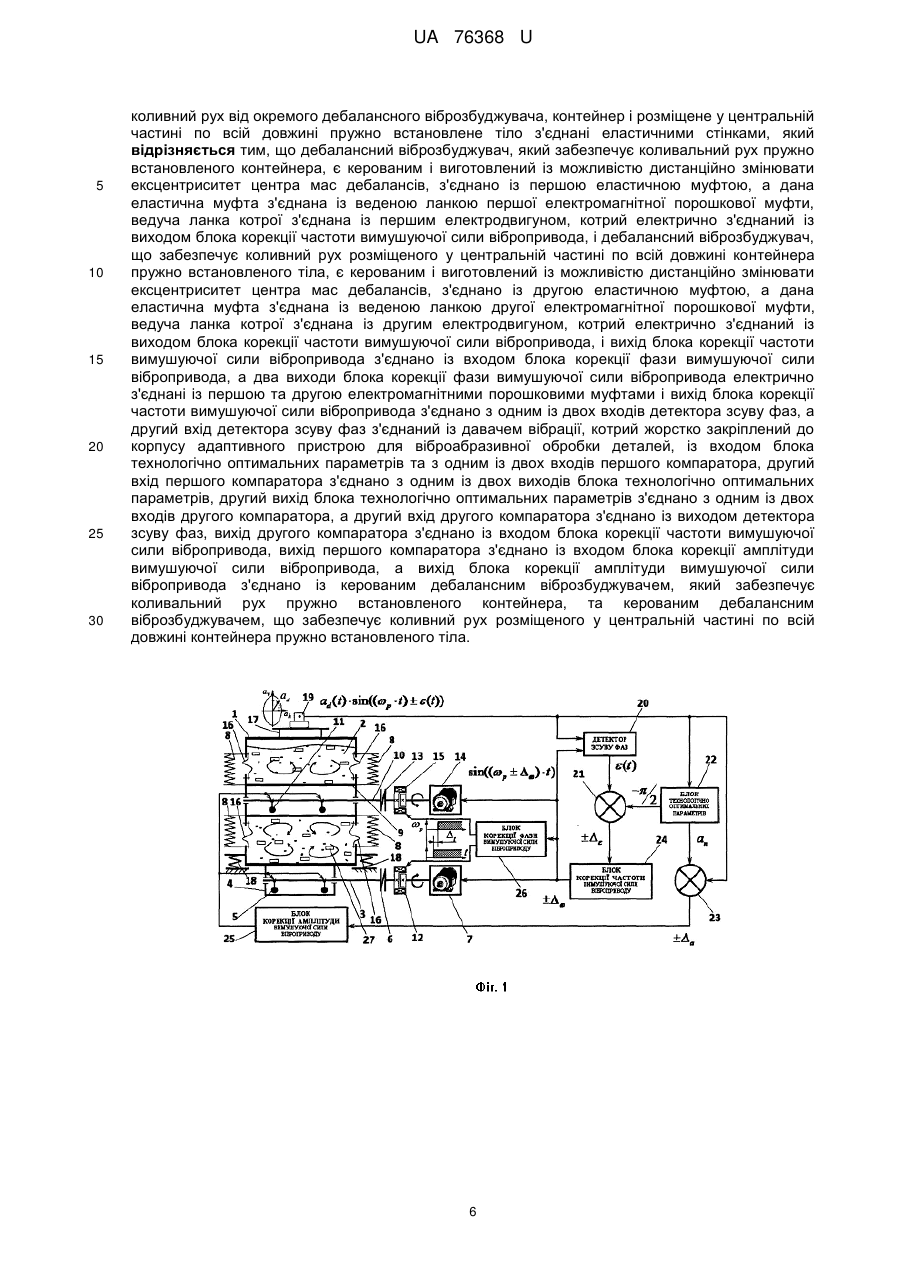
Адаптивний пристрій для віброабразивної обробки деталей, що містить пружно встановлений контейнер, котрий здійснює коливний рух від дебалансного віброзбуджувача, і розміщене у центральній частині по всій довжині контейнера пружно встановлене тіло, що приводиться у коливний рух від окремого дебалансного віброзбуджувача, контейнер і розміщене у центральній частині по всій довжині пружно встановлене тіло з'єднані еластичними стінками, який відрізняється тим, що дебалансний віброзбуджувач, який забезпечує коливальний рух пружно встановленого контейнера, є керованим і виготовлений із можливістю дистанційно змінювати ексцентриситет центра мас дебалансів, з'єднано із першою еластичною муфтою, а дана еластична муфта з'єднана із веденою ланкою першої електромагнітної порошкової муфти, ведуча ланка котрої з'єднана із першим електродвигуном, котрий електрично з'єднаний із виходом блока корекції частоти вимушуючої сили вібропривода, і дебалансний віброзбуджувач, що забезпечує коливний рух розміщеного у центральній частині по всій довжині контейнера пружно встановленого тіла, є керованим і виготовлений із можливістю дистанційно змінювати ексцентриситет центра мас дебалансів, з'єднано із другою еластичною муфтою, а дана еластична муфта з'єднана із веденою ланкою другої електромагнітної порошкової муфти, ведуча ланка котрої з'єднана із другим електродвигуном, котрий електрично з'єднаний із виходом блока корекції частоти вимушуючої сили вібропривода, і вихід блока корекції частоти вимушуючої сили вібропривода з'єднано із входом блока корекції фази вимушуючої сили вібропривода, а два виходи блока корекції фази вимушуючої сили вібропривода електрично з'єднані із першою та другою електромагнітними порошковими муфтами і вихід блока корекції частоти вимушуючої сили вібропривода з'єднано з одним із двох входів детектора зсуву фаз, а другий вхід детектора зсуву фаз з'єднаний із давачем вібрації, котрий жорстко закріплений до корпусу адаптивного пристрою для віброабразивної обробки деталей, із входом блока технологічно оптимальних параметрів та з одним із двох входів першого компаратора, другий вхід першого компаратора з'єднано з одним із двох виходів блока технологічно оптимальних параметрів, другий вихід блока технологічно оптимальних параметрів з'єднано з одним із двох входів другого компаратора, а другий вхід другого компаратора з'єднано із виходом детектора зсуву фаз, вихід другого компаратора з'єднано із входом блока корекції частоти вимушуючої сили вібропривода, вихід першого компаратора з'єднано із входом блока корекції амплітуди вимушуючої сили вібропривода, а вихід блока корекції амплітуди вимушуючої сили вібропривода з'єднано із керованим дебалансним віброзбуджувачем, який забезпечує коливальний рух пружно встановленого контейнера, та керованим дебалансним віброзбуджувачем, що забезпечує коливний рух розміщеного у центральній частині по всій довжині контейнера пружно встановленого тіла.
Текст
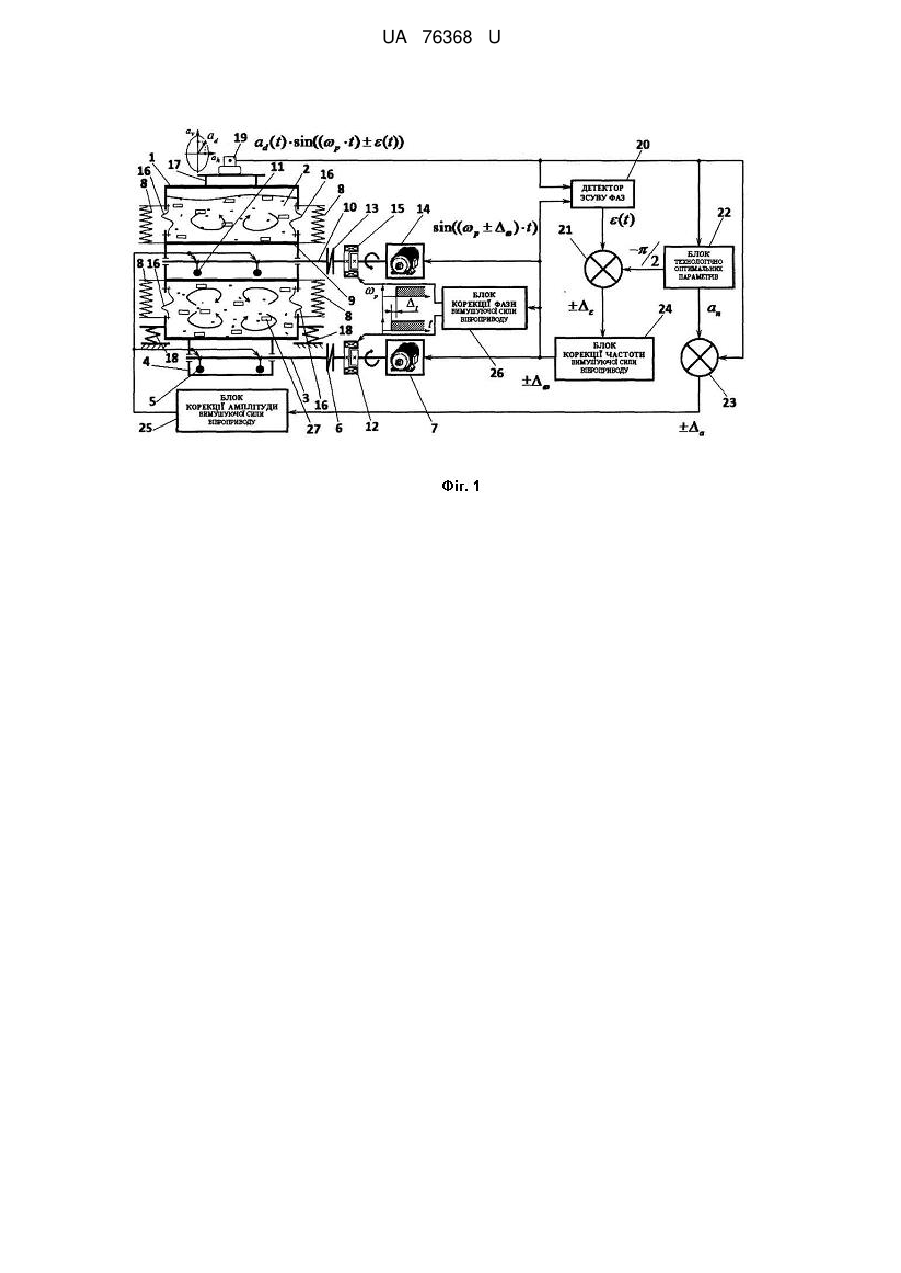
Реферат: Адаптивний пристрій для віброабразивної обробки деталей містить пружно встановлений контейнер, котрий здійснює коливний рух від дебалансного віброзбуджувача, і розміщене у центральній частині по всій довжині контейнера пружно встановлене тіло. Дебалансний віброзбуджувач, який забезпечує коливальний рух пружно встановленого контейнера, є керованим і виготовлений із можливістю дистанційно змінювати ексцентриситет центра мас дебалансів. UA 76368 U (12) UA 76368 U UA 76368 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до вібраційної обробки деталей в машинобудівній промисловості і може бути використана для видалення нагару, заокруглень гострих кромок, декоративного шліфування та полірування деталей. Відомий пристрій [1] для вібраційної обробки деталей, який містить пружно встановлений контейнер, обладнаний дебалансним віброзбуджувачем і пружно підвішеним тілом у центральній його частині, що з'єднані між собою еластичними стінками, підвіска тіла здійснена за допомогою системи пружин, що мають заданий коефіцієнт жорсткості. Недоліком такого пристрою є мала величина імпульсів, що передаються робочому середовищу. Найбільш близьким по своїй технічній суті до запропонованої корисної моделі є пристрій [2], що містить пружно встановлений контейнер, який здійснює коливний рух від дебалансного віброзбуджувача і має розміщене у центральній частині по всій довжині контейнера пружно встановлене тіло, що приводиться у коливний рух від окремого дебалансного віброзбуджувача, при цьому контейнер і розміщене у центральній його частині по всій довжині пружно встановлене тіло, з'єднані еластичними стінками та їх дебалансні віброзбуджувачі кінематично пов'язані між собою, при чому їх вали обертаються на зустріч один одному. Пристрій такого типу [2] передає більшу величину імпульсів робочому середовищу завдяки тому, що розміщене у центральній частині по всій довжині контейнера пружно встановлене тіло має додатковий дебалансний активатор. Недоліком такого пристрою є велика споживана потужність вібропривода, відсутня можливість керування технологічними параметрами вібраційного поля контейнера при вібраційній обробці деталей та складність виконання кінематичного зв'язку в дебалансному віброприводі. Задача корисної моделі - зменшити затрати електроенергії на дебалансний вібропривод та розширити функціональні можливості пристрою. Поставлена задача вирішується тим, що у адаптивному пристрої для віброабразивної обробки деталей, що містить пружно встановлений контейнер, котрий здійснює коливний рух від дебалансного віброзбуджувача, і розміщене у центральній частині по всій довжині контейнера пружно встановлене тіло, що приводиться у коливний рух від окремого дебалансного віброзбуджувача, контейнер і розміщене у центральній частині по всій довжині пружно встановлене тіло з'єднані еластичними стінками, згідно з корисною моделлю, дебалансний віброзбуджувач, який забезпечує коливальний рух пружно встановленого контейнера, є керованим і виготовлений із можливістю дистанційно змінювати ексцентриситет центра мас дебалансів, з'єднано із першою еластичною муфтою, а дана еластична муфта з'єднана із веденою ланкою першої електромагнітної порошкової муфти, ведуча ланка котрої з'єднана із першим електродвигуном, котрий електрично з'єднаний із виходом блока корекції частоти вимушуючої сили вібропривода і дебалансний віброзбуджувач, що забезпечує коливний рух розміщеного у центральній частині по всій довжині контейнера пружно встановленого тіла, є керованим і виготовлений із можливістю дистанційно змінювати ексцентриситет центра мас дебалансів, з'єднано із другою еластичною муфтою, а дана еластична муфта з'єднана із веденою ланкою другої електромагнітної порошкової муфти, ведуча ланка котрої з'єднана із другим електродвигуном, котрий електрично з'єднаний із виходом блока корекції частоти вимушуючої сили вібропривода, і вихід блока корекції частоти вимушуючої сили вібропривода з'єднано із входом блока корекції фази вимушуючої сили вібропривода, а два виходи блока корекції фази вимушуючої сили вібропривода електрично з'єднані із першою та другою електромагнітними порошковими муфтами і вихід блока корекції частоти вимушуючої сили вібропривода з'єднано з одним із двох входів детектора зсуву фаз, а другий вхід детектора зсуву фаз з'єднаний із давачем вібрації, котрий жорстко закріплений до корпусу адаптивного пристрою для віброабразивної обробки деталей, із входом блока технологічно оптимальних параметрів та з одним із двох входів першого компаратора, другий вхід першого компаратора з'єднано з одним із двох виходів блока технологічно оптимальних параметрів, другий вихід блока технологічно оптимальних параметрів з'єднано з одним із двох входів другого компаратора, а другий вхід другого компаратора з'єднано із виходом детектора зсуву фаз, вихід другого компаратора з'єднано із входом блока корекції частоти вимушуючої сили вібропривода, вихід першого компаратора з'єднано із входом блока корекції амплітуди вимушуючої сили вібропривода, а вихід блока корекції амплітуди вимушуючої сили вібропривода з'єднано із керованим дебалансним віброзбуджувачем, який забезпечує коливальний рух пружно встановленого контейнера та керованим дебалансним віброзбуджувачем, що забезпечує коливний рух розміщеного у центральній частині по всій довжині контейнера пружно встановленого тіла. 1 UA 76368 U 5 10 15 20 25 30 35 40 45 50 55 60 Таке конструктивне рішення адаптивного пристрою для віброабразивної обробки деталей дозволяє реалізувати мінімальні енергозатрати на вібропривод завдяки забезпеченню і підтримуванню постійного резонансного режиму роботи контейнера (робочої камери). При роботі в режимі мінімальних енергозатрат дане конструктивне рішення адаптивного пристрою для віброабразивної обробки деталей дозволяє керувати енергією вібраційного поля (на резонансній частоті вібромашини) для забезпечення стабільного наперед заданого значення питомої роботи вібраційного поля контейнера. Це дозволяє при довільній масі завантаження робочої камери (контейнера) деталями отримувати заданий технологічний ефект (заданий клас шорсткості поверхні деталей при шліфуванні та поліруванні, задану величину зйому металу із деталі при зняті заусенців та оздоблювально-зачисній обробці, задане зміцнення поверхні пластичним деформуванням…) при мінімальних енергозатратах. На фіг. 1 зображено принципову схему запропонованого адаптивного пристрою для віброабразивної обробки деталей. На фіг. 2 зображено структурну схему розташування керованого синхронного дебалансного вібропривода контейнера та активатора, у адаптивному пристрої для віброабразивної обробки деталей. На фіг. 3 зображено зв'язок між вертикальною складовою av амплітуди коливань контейнера та кутом між центрами мас дебалансів керованого дебалансного вібропривода. Адаптивний пристрій для віброабразивної обробки деталей (фіг. 1 та фіг. 2) складається із пружно встановленого на пружинах 18 контейнера 1, який заповнений робочим середовищем 2 та оброблюваними деталями 27. В нижній частині контейнера 1 розміщений вал 3 нижнього керованого дебалансного вібропривода 4, у якого є можливість [3] дистанційно змінювати ексцентриситет центра мас дебалансів 5 за рахунок кута ± між ними. Вал 3 через еластичну муфту 6 [4, 5] з'єднано із електромагнітною порошковою муфтою 12 [6, 7], а вона з'єднана із електродвигуном 7. В центральній частині контейнера 1 встановлено на пружинах 8 центральне тіло 9 (активатор), що складається із вала 10 та дебалансів 11, у яких є можливість [3] дистанційно змінювати ексцентриситет центра мас. Вал 10 через еластичну муфту 13 з'єднано із електромагнітною порошковою муфтою 15, а вона з'єднана із електродвигуном 14. Активатор 9 з'єднано із контейнером 1 за допомогою еластичних стінок 16. Зверху контейнера 1 заходиться завантажувальна горловина 17, а знизу вивантажувальна горловина 28. До завантажувальної горловини 17 (або до верхньої частини контейнера 1) жорстко прикріплено давач вібрації 19 вихід котрого з'єднано з одним із входів детектора зсуву фаз 20, з одним із входів блока технологічно оптимальних параметрів 22 та з одним із входів компаратора 23. Другий вхід компаратора 23 з'єднано з одним із виходів блока технологічно оптимальних параметрів 22, а другий вихід блока технологічно оптимальних параметрів 22 з'єднано з одним із входів компаратора 21. Другий вхід компаратора 21 з'єднано із виходом детектора зсуву фаз 20, а вихід компаратора 21 з'єднано з одним із входом блока корекції частоти вимушуючої сили вібропривода 24. Вихід входом блока корекції частоти вимушуючої сили вібропривода 24 з'єднано із електродвигунами 7, 14 та з'єднано з одним із входів детектора зсуву фаз 20 і ходом блока корекції фази вимушуючої сили вібропривода 26. Виходи блока корекції фази вимушуючої сили вібропривода 26 з'єднано із електромагнітними порошковими муфтами 12 та 15. Вихід компаратора 23 з'єднано із входам блока корекції амплітуди вимушуючої сили вібропривода 25, а вихід даного блока з'єднано із керованими дебалансами 5 та 11. Адаптивний пристрій для віброабразивної обробки деталей працює наступним чином. Оброблювані деталі 27 із робочим середовищем 2 через горловину 17 завантажуються в контейнер 1. В процесі запуску пристрою для адаптивної віброабразивної обробки деталей на частоту роботи (котра не дорівнює власній резонансній частоті 0 коливної системи пристрою, контейнер 1 якого завантажено деталями із певною загальною масою) електродвигун 7 передає крутний момент до електромагнітної порошкової муфти 12. Муфта (12) по команді від блока корекції фази вимушуючої сили вібропривода 26 передає даний крутний момент до еластичної муфти 6, дана муфта (6) передає крутний момент вала 3, що приводить до обертання дебалансів 5 (із змінним ексцентриситетом центра мас) керованого дебалансного вібропривода 4. В результаті цього контейнер 1 починає здійснювати коливання еліпсоподібної траєкторії із дійсною амплітудою ad (фіг. 3). Вертикальна складова av амплітуди коливань контейнера 1 (в даному випадку при сталій ) визначається величиною кута між центрами мас дебалансів 5 на валу 3. Разом із контейнером 1, деталями 27 та робочим середовищем 2 коливається активатор 9 (центральне тіло), але активатор 9 коливається завжди на зустріч контейнеру 1. Такий характер коливання активатора 9 обумовлений тим, що після включення керованого дебалансного вібропривода 4 електромагнітною порошковою муфтою 12 через проміжок часу t блок корекції фази вимушуючої сили вібропривода 26 вмикає електромагнітну порошкову муфту 15. В результаті чого вона (15) передає крутний момент від електродвигуна 14 (котрий працює 2 UA 76368 U 5 10 15 20 25 30 35 40 45 50 55 на тій же частоті , що й і електродвигун 7, але обертається в протилежному до нього напрямі) до еластичної муфти 13, вала 10 та керованих дебалансів 11. Завдяки затримці запуску керованого дебалансного вібропривода активатора 9 на проміжок часу t верхні керовані дебаланси 11 починають обертатися із частотою в протилежному напрямі в той момент часу, коли нижні керовані дебаланси 5 знаходяться у верхній точці траєкторії. Беручи до уваги той факт, що електродвигунів 7 і 14 одинакові масові та динамічні характеристики верхніх 11 та нижніх 5 керованих дебалансів ідентичні, то у встановленому режимі після запуску ми отримаємо їхні синхронні рухи із певною заданою фазою. Тобто в процесі синхронної роботи електродвигунів 7 і 14 вони (дебаланси 5 та 11) будуть зустрічатися в ту мить, коли нижній дебаланс 5 буде у верхній точці траєкторій, верхній дебаланс 11 у нижній точці траєкторій. При такому русі (на зустріч) контейнера 1 та активатора 9 до робочого середовища 2 передається енергія у вигляді ударних імпульсів. Причому завжди імпульси, що передаються від контейнера 1 до середовища 2, співпадають у часі із імпульсами, котрі передаються від активатора 9 до робочого середовища 2, тому загальна енергія, котру отримує робоче середовище 2, рівна їх сумі. Також такий характер руху контейнера 1 та активатора 9 створює зустрічні потоки гранул робочого середовища 2 та оброблювальних деталей 27. Згідно [2], шари робочого середовища 2 та деталей 27, котрі розміщенні біля поверхні контейнера 1, переміщуються в напрямі, протилежному до напряму обертання вала керованого дебалансного вібропривода 4, а шари робочого середовища 2 та деталей 27, котрі розміщенні біля поверхні центрального тіла 9 (активатора), переміщуються в напрямі, протилежному до напряму обертання вала 10 керованого дебалансного вібропривода активатора 9. В результаті цього шари робочого середовища 2 та деталей 27, котрі розміщенні біля поверхні контейнера 1, рухаються назустріч шарам робочого середовища 2 та деталей 27, котрі розміщенні біля поверхні центрального тіла 9 (активатора). Такий характер руху робочого середовища 2 та оброблюваних деталей 27 активізує технологічний процес віброабразивної обробки деталей у пристрої за рахунок збільшення відносної взаємної швидкості переміщення гранул робочого середовища 2 та оброблюваних деталей 27. Після запуску пристрою (час: 2-3 с.) для адаптивної віброабразивної обробки деталей на початковій частоті , при стабілізації коливань контейнера, тобто у встановленому режимі, із давача вібрації 19 надходить інформація про динамічні параметри контейнера 1 зокрема амплітуду ad(t), частоту p(t) та фазу (t) його коливань у наступній формі ad(t)sin(pt±(t)). Дана інформація надходить в детектор зсуву фаз 20, блок технологічно оптимальних параметрів 22 та на компаратор 23. На другий вхід детектора зсувуфаз 20 надходить інформація sin((p±)t) про відкоректовану на величину ± (дійсну на даному етапі) частоту роботи керованого дебалансного вібропривода (5, 11) контейнера 1 та активатора 9. Тобто в блоці 20 у відповідності до [8] проходить порівняння двох гармонійних сигналів на предмет наявності зсуву фази коливань контейнера 1 відносно вимушуючої циклічної сили керованого дебалансного вібропривода пристрою для адаптивної віброабразивної обробки деталей. Іншими словами блок 20 детектора зсуву фаз проводить постійне відслідковування реакції контейнера 1 на збурюючий фактор (вимушуюча циклічна сила). Відповідно [8] при вимушених коливаннях дані сигнали мають однакову частоту, а при резонансі фаза (t) амплітуди коливань контейнера 1 пристрою для адаптивної віброабразивної обробки деталей відстає на кут /2 від амплітуди циклічної вимушуючої сили керованого дебалансного вібропривода. Таким чином, зміна маси деталей 27, котрими завантажений контейнер 1, та робочого середовища буде причиною зміни власної резонансної частоти пристрою для адаптивної віброабразивної обробки деталей, а це при сталій (фіксованій) частоті керованого дебалансного вібропривода p(t) є причиною [8] зміни кута зсуву фаз між контейнером 1 та циклічною вимушуючої силою вібропривода. Тому, коректуючи (±) частоту p(t) вимушуючої циклічної сили керованого дебалансного вібропривода пристрою для адаптивної віброабразивної обробки деталей в ту чи іншу сторону, можна наближатись (чи віддалятись) від власної резонансної частоти і, тим самим, змінювати величину зсуву фаз (t) між контейнером 1 та віброприводом (5 та 11). Виходячи із цього, у компараторі 21 постійно проводиться порівняння між існуючим зсувом фаз при частоті р керованого дебалансного вібропривода із необхідним оптимальним (із енергетичної точки зору) значенням зсуву ваз - /2. Оптимальне значення в компаратор надходить із блока технологічно оптимальних параметрів 22, куди вноситься оператором вібромашини. В результаті порівняння інформації в компараторі 21 ми отримуємо величину ±, величина котрої вказує на скільки коливна система (контейнер 1) відійшла від резонансного режиму роботи, а знак її (±) вказує, в котру сторону коливна система вібромашини відійшла від резонансного режиму роботи. На підставі величини та знаку ± у блоці корекції частоти р вимушуючої сили вібропривода 24 на 3 UA 76368 U 5 10 15 20 25 30 базі закладених у ньому законів керування (реалізованих на класичних функціях) проводиться визначення величини та напряму корекції ± частоти вимушуючої сили вібропривода. Відкоригована частота p(t)± вимушуючої сили вібропривода буде наближатись в часі до власної резонансної частоти 0 контейнера 1 завдяки дії ±, аж поки 0(t)=p(t)± тобто не стане справедливою рівність =-/2. Адаптація частоти керованого дебалансного вібропривода (5 та 11) до власної резонансної частоти механічної коливної системи вібромашини 0(t)=p(t)±, дозволяє забезпечувати постійний резонансний режим роботи контейнера 1 при довільній масі його завантаження (пристрою для адаптивної віброабразивної обробки деталей) як робочим середовищем 2 так і оброблюваними деталями 27. Резонансний режим роботи пристрою для адаптивної віброабразивної обробки деталей забезпечує мінімальні енергозатрати вібропривода на реалізацію технологічного процесу в контейнері 1. Конструктивне рішення, надане на фіг. 1 та фіг. 2, дозволяє реалізувати не тільки енергетично оптимальний режим роботи пристрою для адаптивної віброабразивної обробки деталей, але й заданий технологічно оптимальний режим роботи при мінімальних енергозатратах на вібропривод. Необхідність та доцільність реалізації (контролю та стабілізації) технологічно оптимальних параметрів віброабразивної обробки деталей обумовлюється тим, що сама віброабразивна обробка повинна проходити заданий (чітко визначений) період часу при заданих динамічних параметрах контейнера 1. Під динамічними параметрами контейнера 1 кожна розуміти, наприклад амплітуду та частоту його коливань. Недотримання даних динамічних параметрів контейнера 1 протягом заданого проміжку часу для віброабразивної обробки деталей, є причиною порушення самої технології обробки деталей. Неконтрольоване відхилення динамічних параметрів контейнера 1 протягом часу технологічної обробки в меншу сторону буде причиною отримання іншого від заданого класу шорсткості поверхні деталей (при шліфуванні та поліруванні), іншої величини зйому металу із деталі (при зняті заусенців та оздоблювально-зачисній обробці). В такому випадку готова продукція (оброблювані деталі 27) по суті буде бракованою. Відхилення в більшу сторону динамічних параметрів контейнера 1 протягом часу технологічної обробки взагалі може привести до руйнування деталей шляхом помолу (дану вібромашину можна розглядати також як вібромлин [9]). Опираючись на дослідження [10, 11, 12], доцільним за критерій оцінки динамічних параметрів пристрою для 2 адаптивної віброабразивної обробки деталей взяти питому роботу A p p a 2 вібраційного d поля (робочого середовища) контейнера 1 або інтегральний критерій (питому потужність) 3 Ip p a2 для оцінки рівноцінності вібрацій різних частот. Сергиев А.П. в роботі [13] показав, d що зняття металу при віброабразивній обробці деталей зостається постійним при збережені 35 2 величини p a2 незалежно від значення амплітуди та частоти. Фізичний зміст питомої роботи d 40 2 вібраційного поля A p p a 2 можна зрозуміти, виходячи із загального означення роботи d (A=Fs), в загальному робота рівна добутку сили F на переміщення s. Враховуючи, що сила виражається як добуток маси на прискорення (F=ma) та беручи до уваги те, що при коливному руху вібромашини в усталеному (встановившомуся) режимі переміщення контейнера 1 в загальному описується виразом adsin(pt). Взявши другу похідну від переміщення та 2 підставивши його у вираз роботи, отримаємо (m a d p ) a d . Виходячи із цього, розрахунок необхідної амплітуди коливань аn на даній резонансній частоті 0 (0=р), доцільно проводити із 45 50 наступного співвідношення an 2 a2 / 2 , де z та аz наперед задані із технологічної точки z z 0 зору оптимальні параметри вібраційного поля для віброабразивної обробки деталей в контейнері 1. Параметри z та аz (та час обробки при такому режимі) вводяться оператором вібромашини безпосередньо в блок технологічно оптимальних параметрів 22, куди також надходить інформація про дійсне значення амплітуди ad та власну резонансну частоту коливань контейнера 1 0=р із давача вібрації 19 у наступній формі adsin(pt). В результаті обробки інформації від давача 19 блок технологічно оптимальних параметрів 22 проводить постійне визначення (обраховування) необхідного значення амплітуди коливань аn, щоб забезпечити 2 стале значення питомої роботи ( A p p a2 const вібраційного контейнера 1 на даній ) d (новій) резонансній частоті 0 протягом заданого оператором часу обробки. Інформація про необхідне значення амплітуди коливань аn постійно надходить на компаратор 23, де порівнюється із дійсним значенням амплітуди ad. В результаті порівняння отримуємо ±a 4 UA 76368 U величину (та напрям), на котру необхідно провести корекцію амплітуди коливань контейнера 1, 5 10 15 20 25 30 35 40 45 50 2 щоб забезпечити сталість питомої роботи його вібраційного поля ( A p p a2 const ) d протягом заданого часу віброобробки. Значення величини (та напрям) корекції амплітуди коливань контейнера 1 ±0 передається у блок корекції амплітуди вимушуючої сили (керованого) дебалансного вібропривода 25. Даний блок (25) на базі закладених у ньому законів керування (реалізованих на класичних функціях) проводить корекцію ± величини кута між ексцентриситетами центра мас дебалансів 5 та 11 (фіг. 2), що приводить до зміни величини амплітуди циклічної вимушуючої сили керованого дебалансного вібропривода пристрою для віброабразивної обробки деталей. Внаслідок зміни (зменшення, збільшення) величини амплітуди циклічної вимушуючої сили керованого дебалансного вібропривода змінюється амплітуда коливань контейнера 1 (фіг. 3) в сторону, котра забезпечує стабільність в часі питомої роботи його (1) вібраційного поля. Застосування в конструктивному рішенні (фіг. 1 та фіг. 2) ще одного контуру адаптації збурюючого фактору (амплітуди циклічної сили віброприводу) дозволяє отримувати стабільне в часі значення питомої роботи вібраційного поля контейнера 1 і, тим самим, забезпечувати повноцінну реалізацію технологічного процесу віброабразивної обробки деталей 27. Стабільність питомої роботи вібраційного поля контейнера 1 протягом часу технологічної обробки є запорукою отримання заданого класу шорсткості поверхні деталей (при шліфуванні та поліруванні), заданої величини зйому металу із деталі (при зняті заусенців та оздоблювально-зачисній обробці). Джерела інформації: 1. Пристрій для вібраційної обробки деталей: UA 35946 А, М. КЛ., В24В 31/06, Л.П. Середа, П.С Берник, В.Г. Писаренко, Є.Ф. Боковий, P.M. Горбатюк, (Україна). -№ 99052635; Опубл. 16.04.2001; Бюл. № 3, 3 ст. 2. Пристрій для вібраційної обробки деталей: UA 32159 А, М. КЛ., В24В 31/06, П.С Берник, Л.В. Ярошенко, Р.М. Горбатюк, (Україна). - № 98126990; Опубл. 15.12.2000; Бюл. № 7, 3 ст. 3. Берник П.С, Чубик Р.В. Аналіз структурних схем пристроїв для керування віброприводом вібраційних технологічних машин. // Вибрации в технике и технологиях. Всеукраїнський наук.тех. журнал. 2005. № 3 (41) - С. 9-22. 4. Пат. 43813 А Україна, F16D 3/4. Пружна муфта. / П.С. Берник, П.Д. Денісов, О.В. Солона. (Україна) - № 99116344; Заявл. 23.11.99; Опуб. 17.12.2001. Бюл. № 11-3 с. 5. Пат. 43814 А Україна, F16D 3/74. Еластична муфта. / П.С. Берник, П.Д. Денісов, О.В. Солона. (Україна) - № 99116345; Заявл. 23.11.99; Опуб. 17.12.2001. Бюл.№ 11-3 с. 6. В.Г. Могилевский Электромагнитные порошковые муфты и тормоза. - М.: Энергия, 1964.104 с. 7. В.С. Поляков, И.Д. Барбаш Муфты. Конструкция и ращет. Изд. 4 переработ, и доп. - Л.: Машиностроение, 1973.-336 с. 8. Пат. 87776 А Україна, B65G 27/00. Спосіб керування роботою адаптивних вібраційних технологічних машин. Середа Л.П., Чубик Р.В., Ярошенко Л.В. (Україна). - № а200803685; Опубл. 10.08.2009; Бюл. № 15, 4 ст. 9. Овчинников П.Ф. О характере ударного разрушения в вибромельницах // Прикладная механика.-1968, - № 4. - С. 104-110. 10. Сердюк Л.И., Давыденко Ю.А., Осина Л.М. Различные подходы к оценке динамических, энергетических и технологических возможностей вибрационных машин // Вибрации в технике и технологиях. Всеукраїнський науково-технічний журнал. 2004. - № 3 (35) - C. 113-117. 11. Копылов Ю.Р. Амплитудные и фазо-частотные характеристики вибрирующей рабочей среды // Вибрации в технике и технологиях. Труды III международной научно-технической конференции. - Евпатория, 1998. - С. 133-137. 12. Чубик Р.В., Ярошенко Л.В. Метод стабілізації технологічно оптимальних параметрів вібраційного поля адаптивних вібраційних технологічних машин// Вібрації в техніці та технологіях.-2008. № 2(51).- С. 57-60. 13. Сергеев А.П. Исследование процесса обработки, механизация и автоматизация вспомогательных работ на машинах для объемной вибрационной обработки // Механизация процесса снятия заусенцев. МДНТП. - М., 1966. - С. 74-85. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Адаптивний пристрій для віброабразивної обробки деталей, що містить пружно встановлений контейнер, котрий здійснює коливний рух від дебалансного віброзбуджувача, і розміщене у центральній частині по всій довжині контейнера пружно встановлене тіло, що приводиться у 5 UA 76368 U 5 10 15 20 25 30 коливний рух від окремого дебалансного віброзбуджувача, контейнер і розміщене у центральній частині по всій довжині пружно встановлене тіло з'єднані еластичними стінками, який відрізняється тим, що дебалансний віброзбуджувач, який забезпечує коливальний рух пружно встановленого контейнера, є керованим і виготовлений із можливістю дистанційно змінювати ексцентриситет центра мас дебалансів, з'єднано із першою еластичною муфтою, а дана еластична муфта з'єднана із веденою ланкою першої електромагнітної порошкової муфти, ведуча ланка котрої з'єднана із першим електродвигуном, котрий електрично з'єднаний із виходом блока корекції частоти вимушуючої сили вібропривода, і дебалансний віброзбуджувач, що забезпечує коливний рух розміщеного у центральній частині по всій довжині контейнера пружно встановленого тіла, є керованим і виготовлений із можливістю дистанційно змінювати ексцентриситет центра мас дебалансів, з'єднано із другою еластичною муфтою, а дана еластична муфта з'єднана із веденою ланкою другої електромагнітної порошкової муфти, ведуча ланка котрої з'єднана із другим електродвигуном, котрий електрично з'єднаний із виходом блока корекції частоти вимушуючої сили вібропривода, і вихід блока корекції частоти вимушуючої сили вібропривода з'єднано із входом блока корекції фази вимушуючої сили вібропривода, а два виходи блока корекції фази вимушуючої сили вібропривода електрично з'єднані із першою та другою електромагнітними порошковими муфтами і вихід блока корекції частоти вимушуючої сили вібропривода з'єднано з одним із двох входів детектора зсуву фаз, а другий вхід детектора зсуву фаз з'єднаний із давачем вібрації, котрий жорстко закріплений до корпусу адаптивного пристрою для віброабразивної обробки деталей, із входом блока технологічно оптимальних параметрів та з одним із двох входів першого компаратора, другий вхід першого компаратора з'єднано з одним із двох виходів блока технологічно оптимальних параметрів, другий вихід блока технологічно оптимальних параметрів з'єднано з одним із двох входів другого компаратора, а другий вхід другого компаратора з'єднано із виходом детектора зсуву фаз, вихід другого компаратора з'єднано із входом блока корекції частоти вимушуючої сили вібропривода, вихід першого компаратора з'єднано із входом блока корекції амплітуди вимушуючої сили вібропривода, а вихід блока корекції амплітуди вимушуючої сили вібропривода з'єднано із керованим дебалансним віброзбуджувачем, який забезпечує коливальний рух пружно встановленого контейнера, та керованим дебалансним віброзбуджувачем, що забезпечує коливний рух розміщеного у центральній частині по всій довжині контейнера пружно встановленого тіла. 6 UA 76368 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюAdaptive device for vibroabrasive machining parts
Автори англійськоюHorbatiuk Ruslan Mykolaiovych, Skvarok YuriiYulianovych, Chubyk Roman Vasyliovych, Palamarchuk Ihor Pavlovych
Назва патенту російськоюАдаптивное устройство для виброабразивной обработки деталей
Автори російськоюГорбатюк Руслан Николаевич, Скварок Юрий Юлианович, Чубик Роман Васильевич, Паламарчук Игорь Павлович
МПК / Мітки
МПК: B24B 31/06
Мітки: деталей, обробки, пристрій, віброабразивної, адаптивний
Код посилання
<a href="https://ua.patents.su/9-76368-adaptivnijj-pristrijj-dlya-vibroabrazivno-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Адаптивний пристрій для віброабразивної обробки деталей</a>
Пристрій для віброабразивної обробки
Номер патенту: 45115
Опубліковано: 15.03.2002
Автори: Лубенська Людмила Михайлівна, Сухаревська Оксана Миколаївна
МПК: B24B 31/06
Мітки: пристрій, віброабразивної, обробки
Формула / Реферат:
Пристрій для віброабразивної обробки, що містить основу, віброзбудник, збовтувач зі штоком, касету з валами для закріплення оброблюваних деталей з направляючим кільцем, жорстко закріплену на основі, контейнер, зв'язаний з основою за допомогою кривошипно-шатунного механізму і двох пар пружин, з яких одна група розміщена в горизонтальній площині, а друга - під кутом до неї, при цьому віброзбудник закріплено до дна контейнера з зовнішньої...
Пристрій для віброшпиндельної обробки деталей
Номер патенту: 76113
Опубліковано: 17.07.2006
Автори: Берник Павло Степанович, Писаренко Віктор Григорович, Голуб Юрій Миколайович, Боковий Євген Федорович, Ярошенко Леонід Вікторович
МПК: B24B 31/06
Мітки: пристрій, віброшпиндельної, деталей, обробки
Формула / Реферат:
Пристрій для віброшпиндельної обробки деталей, що містить пружно встановлений контейнер кільцевого типу, який отримує коливання від віброприводу, та незалежну від контейнера поворотну обертальну колону, яка несе шпиндельні пристрої з деталями, який відрізняється тим, що поворотна колона виконана у вигляді водила, яке має вертикальну вісь обертання і встановлене із ексцентриситетом е відносно осі привідного вала контейнера, а знизу до...
Пристрій для вібраційної обробки деталей
Номер патенту: 32159
Опубліковано: 15.12.2000
Автори: Ярошенко Леонід Вікторович, Горбатюк Руслан Миколайович, Берник Павло Степанович
МПК: B24B 31/06
Мітки: пристрій, вібраційної, деталей, обробки
Текст:
...робочого середовища та оброблюваних деталей. Інтенсивність взаємного переміщення робочого середовища та деталей, які знаходяться в центральній частині контейнера, відносно такого ж робочого середовища та деталей, які знаходяться в периферійній частині контейнера, також збільшується за рахунок коливань еластичних стінок контейнера На фіг. 1 зображено принципову схему запропонованого вібраційного пристрою для обробки деталей, на фіг 2 - розріз...
Пристрій для вібраційної обробки деталей
Номер патенту: 77746
Опубліковано: 15.01.2007
Автори: Ярошенко Леонід Вікторович, Берник Максим Павлович, Голуб Юрій Миколайович, Сіденко Павло Валерійович
МПК: B24B 31/06
Мітки: обробки, деталей, вібраційної, пристрій
Формула / Реферат:
Пристрій для вібраційної обробки деталей, який містить пружно підвішений контейнер, який встановлений на станині з можливістю отримувати коливання від вібратора, та розміщене всередині контейнера пристосування для встановлення оброблюваних деталей, вал якого змонтований у підшипникових опорах з можливістю обертання від автономного електродвигуна, який відрізняється тим, що вал пристосування встановлений у отворах контейнера з зазором на...
Пристрій для вібраційної обробки деталей в u-подібному контейнері
Номер патенту: 59627
Опубліковано: 15.09.2003
Автори: Калмиков Михайло Олександрович, Міцик Андрій Володимирович, Лубенська Людмила Михайлівна, Ясуник Світлана Миколаївна
МПК: B24B 31/06
Мітки: пристрій, обробки, вібраційної, деталей, контейнері, u-подібному
Формула / Реферат:
1. Пристрій для вібраційної обробки деталей в U-подібному контейнері, з жорстко встановленим всередині контейнера приладом у вигляді балки із взаємно перпендикулярними горизонтальною та вертикальною полицями з рядами штирів, який відрізняється тим, що прилад, розташований в центрі контейнера вздовж його подовжньої осі, виконаний у вигляді підпружиненої балки з вільно встановленими у вертикальній площині штирями, облицьованими зносостійким...
Попередній патент: Спосіб виробництва водню
Наступний патент: Спосіб створення сортів редиски посівної
Випадковий патент: Піперазинові проліки і заміщені піперидинові антивірусні засоби