Транспортувальний пристрій електролізної ванни електролізера та його застосування, спосіб транспортування електролізної ванни електролізера (варіанти)
Формула / Реферат
1. Транспортувальний пристрій (300) електролізної ванни (11) електролізера (2), призначеного для виробництва алюмінію електролізом у розплавлених солях, причому згадана ванна є прямокутною, має основну вісь X і включає в себе металевий кожух (12), забезпечений ребордою (14) щонайменше вздовж довгих сторін (17а, 17b) електролізної ванни (11), що містить щонайменше один засіб (301, 301') підвіски, виконаний з можливістю його захоплення підйомно-транспортувальним пристосуванням (20), який відрізняється тим, що він містить арматуру (310), забезпечену великою кількістю засобів (320) жорсткого кріплення, розподілених таким чином, щоб забезпечити жорстке кріплення арматури (310) до кожуха (12) у певні численні місця.
2. Транспортувальний пристрій (300) за п. 1, який відрізняється тим, що він містить щонайменше два засоби (301, 301') підвіски.
3. Транспортувальний пристрій (300) за будь-яким із пп. 1 або 2, який відрізняється тим, що арматура (310) містить щонайменше одну подовжню балку (311, 311а, 311b) і велику кількість засобів (320) жорсткого кріплення, розподілених по довжині кожної балки (311, 311а, 311b) таким чином, щоб забезпечити жорстке кріплення арматури (310) щонайменше до довгих бічних сторін (17а, 17b) кожуха (12).
4. Транспортувальний пристрій (300) за п. 3, який відрізняється тим, що засоби (320) кріплення розміщені по краях захоплювачів (313), прикріплених до однієї або кожної балки (311, 311а, 311b).
5. Транспортувальний пристрій (300) за будь-яким із пп. 3 або 4, який відрізняється тим, що арматура (310) містить подовжню балку (311), призначену бути розташованою паралельно основній осі X електролізної ванни (11) і зверху від неї.
6. Транспортувальний пристрій (300) за п. 5, який відрізняється тим, що засіб(оби) (301, 301') підвіски передбачений(і) на згаданій балці (311).
7. Транспортувальний пристрій (300) за будь-яким із пп. 3 або 4, який відрізняється тим, що арматура (310) містить дві подовжні балки (311а, 311b), паралельні одна одній, з'єднані одна з одною щонайменше двома поперечними брусами (315, 315') і призначені бути розташованими паралельно основній осі X електролізної ванни (11) і кріпитися до відповідної довгої сторони (17а, 17b) кожуха (12) електролізної ванни (11).
8. Транспортувальний пристрій (300) за п. 7, який відрізняється тим, що засіб(оби) (301, 301') підвіски передбачений(і) на поперечному(их) брусі(ах) (315, 315').
9. Транспортувальний пристрій (300) за будь-яким із пп. 7 або 8, який відрізняється тим, що арматура (310) переважно містить щонайменше два поперечних бруси (315, 315'), кожен з яких забезпечений засобом (301, 301') підвіски.
10. Транспортувальний пристрій (300) за будь-яким із пп. 7 або 9, який відрізняється тим, що кожний поперечний брус (315, 315') виконаний спільно з подовжніми балками (311а, 311b).
11. Транспортувальний пристрій (300) за будь-яким із пп. 7 або 10, який відрізняється тим, що подовжні балки (311, 311b) встановлені так, щоб вони могли бути розміщені повністю або частково над кожною з відповідних реборд (14а, 14b) кожуха (12) електролізної ванни (11), розташованих вздовж його довгих сторін (17а, 17b).
12. Транспортувальний пристрій (300) за будь-яким із пп. 1-11, який відрізняється тим, що засоби (320) кріплення включають у себе розпірні гвинти (321), здатні витримувати силу упору на транспортувальний пристрій (300), з одного боку, і на кожух (12) електролізної ванни (11), з іншого боку.
13. Транспортувальний пристрій (300) за будь-яким із пп. 1-12, який відрізняється тим, що він додатково містить велику кількість розпірок (330), призначених для регулювання відстані Е між кожухом (12) і транспортувальним пристроєм (300).
14. Транспортувальний пристрій (300) за п. 13, який відрізняється тим, що розпірки (330) являють собою встановлювальні гвинти.
15. Застосування транспортувального пристрою (300) за будь-яким із пп. 1-14 на заводі з виробництва алюмінію електролізом у розплавлених солях.
16. Спосіб транспортування електролізної ванни (11) електролізера, призначеного для виробництва алюмінію електролізом у розплавлених солях, який включає в себе етапи, на яких:
- забезпечують наявність транспортувального пристрою (300) за будь-яким із пп. 1-14,
- встановлюють транспортувальний пристрій (300) на кожусі (12) електролізної ванни (11),
- прикріплюють транспортувальний пристрій (300) до кожуха електролізної ванни (11) за допомогою засобів (320) кріплення,
- прикріплюють транспортувальний пристрій (300) до підйомно-транспортувального пристосування (20) за допомогою щонайменше одного засобу (301, 301') підвіски.
17. Спосіб транспортування за п. 16, який відрізняється тим, що він додатково включає в себе етап, на якому між арматурою (310) і кожухом (12) електролізної ванни (11) встановлюють велику кількість розпірок (330).
18. Спосіб транспортування електролізної ванни (11) електролізера, призначеного для виробництва алюмінію електролізом у розплавлених солях, який включає в себе етапи, на яких:
- забезпечують наявність транспортувального пристрою (300) за будь-яким із пп. 13 або 14,
- встановлюють транспортувальний пристрій (300) на кожусі (12) електролізної ванни (11),
- регулюють відстань Е між кожухом (12) електролізної ванни (11) і транспортувальним пристроєм (300) за допомогою згаданих розпірок (330),
- прикріплюють транспортувальний пристрій (300) до кожуха (12) електролізної ванни (11) за допомогою засобів (320) кріплення,
- прикріплюють транспортувальний пристрій (300) до підйомно-транспортувального пристосування (20) за допомогою щонайменше одного засобу (301, 301') підвіски.
Текст
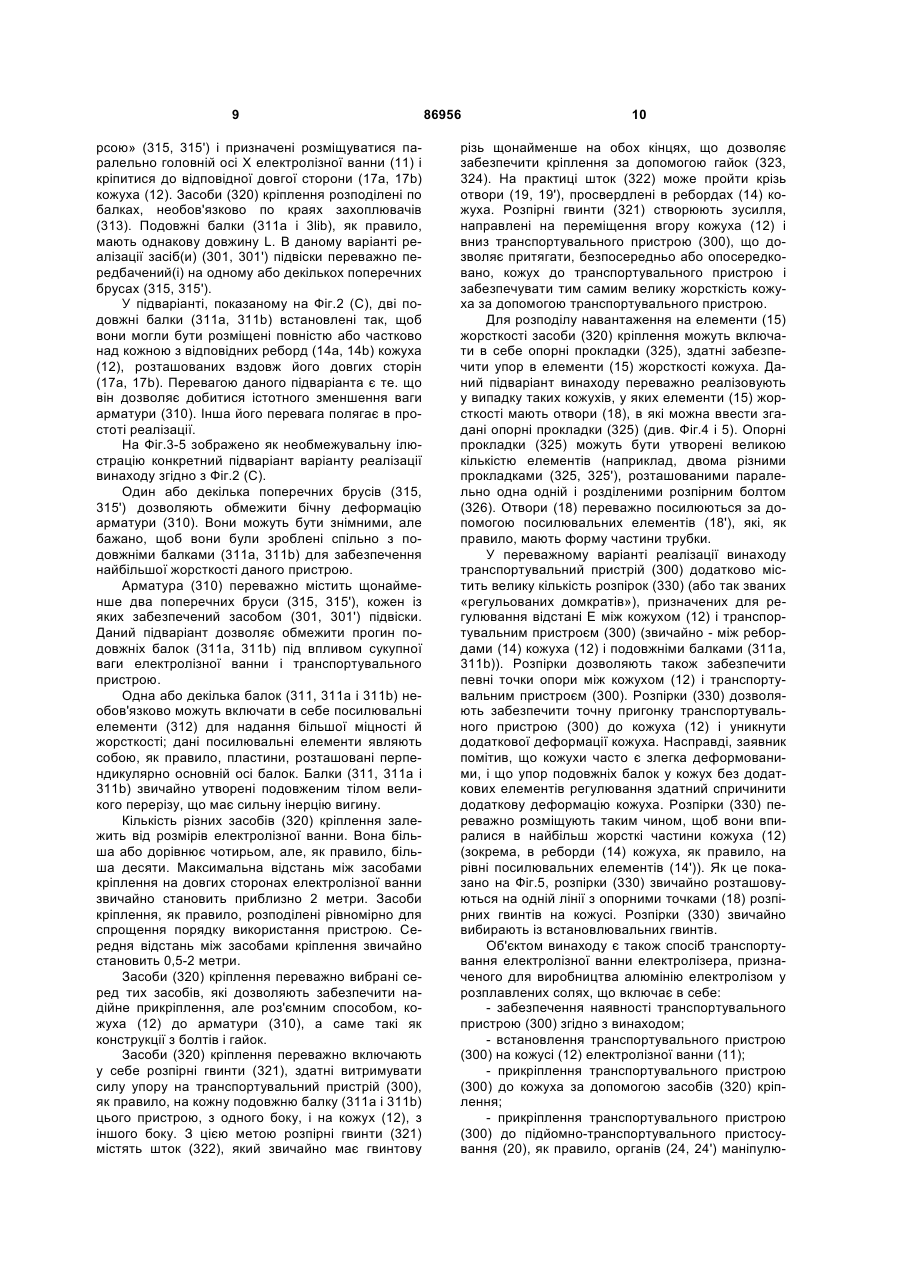
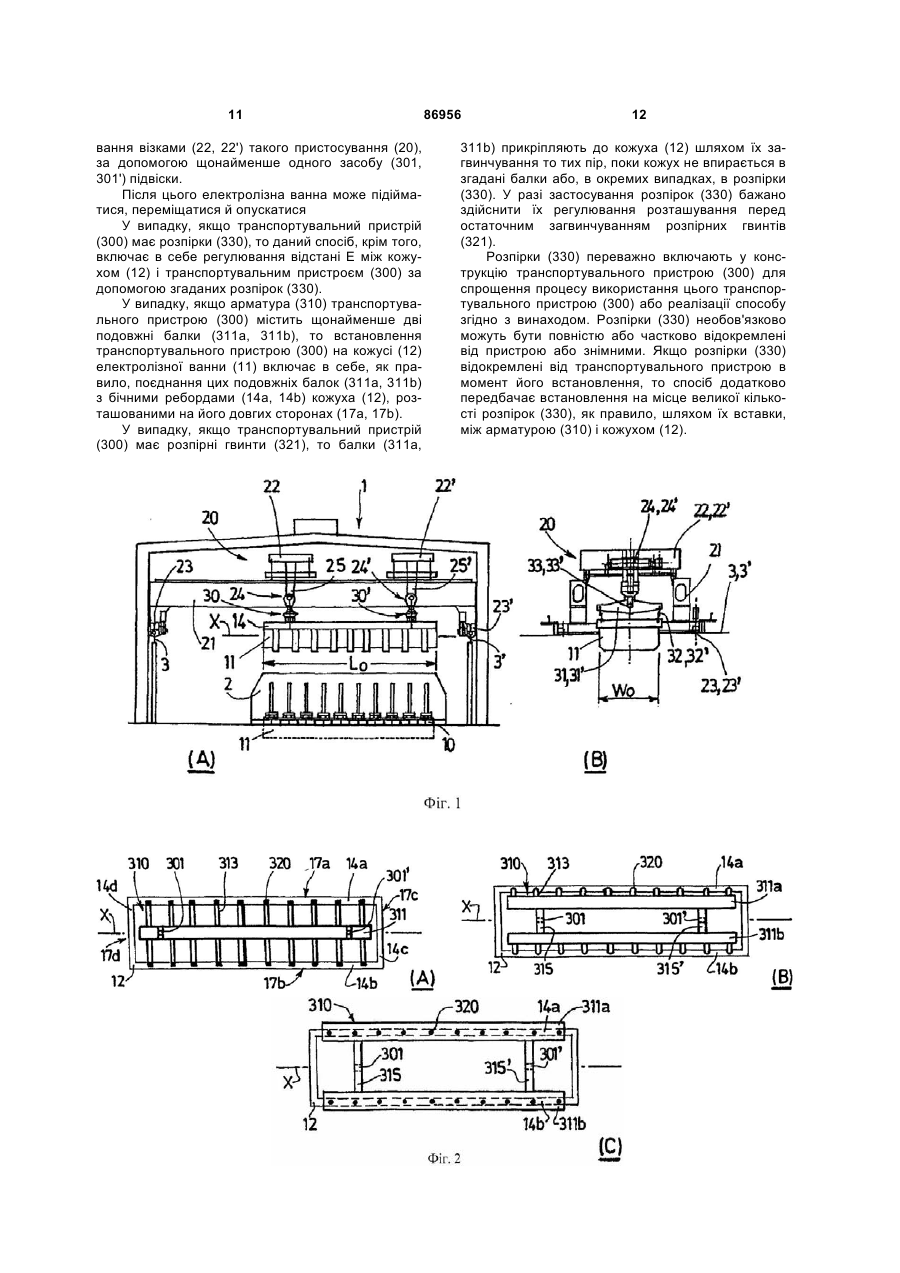
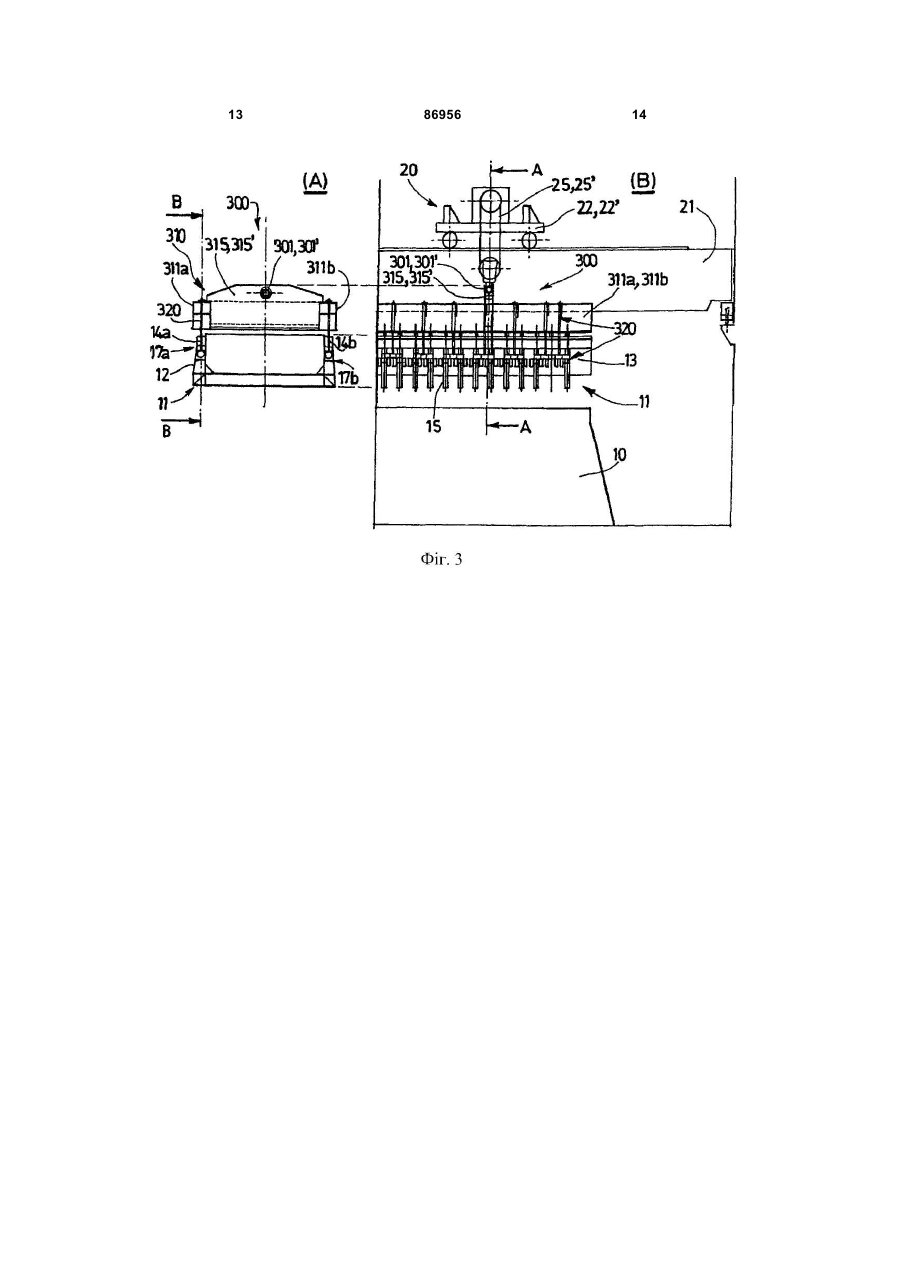
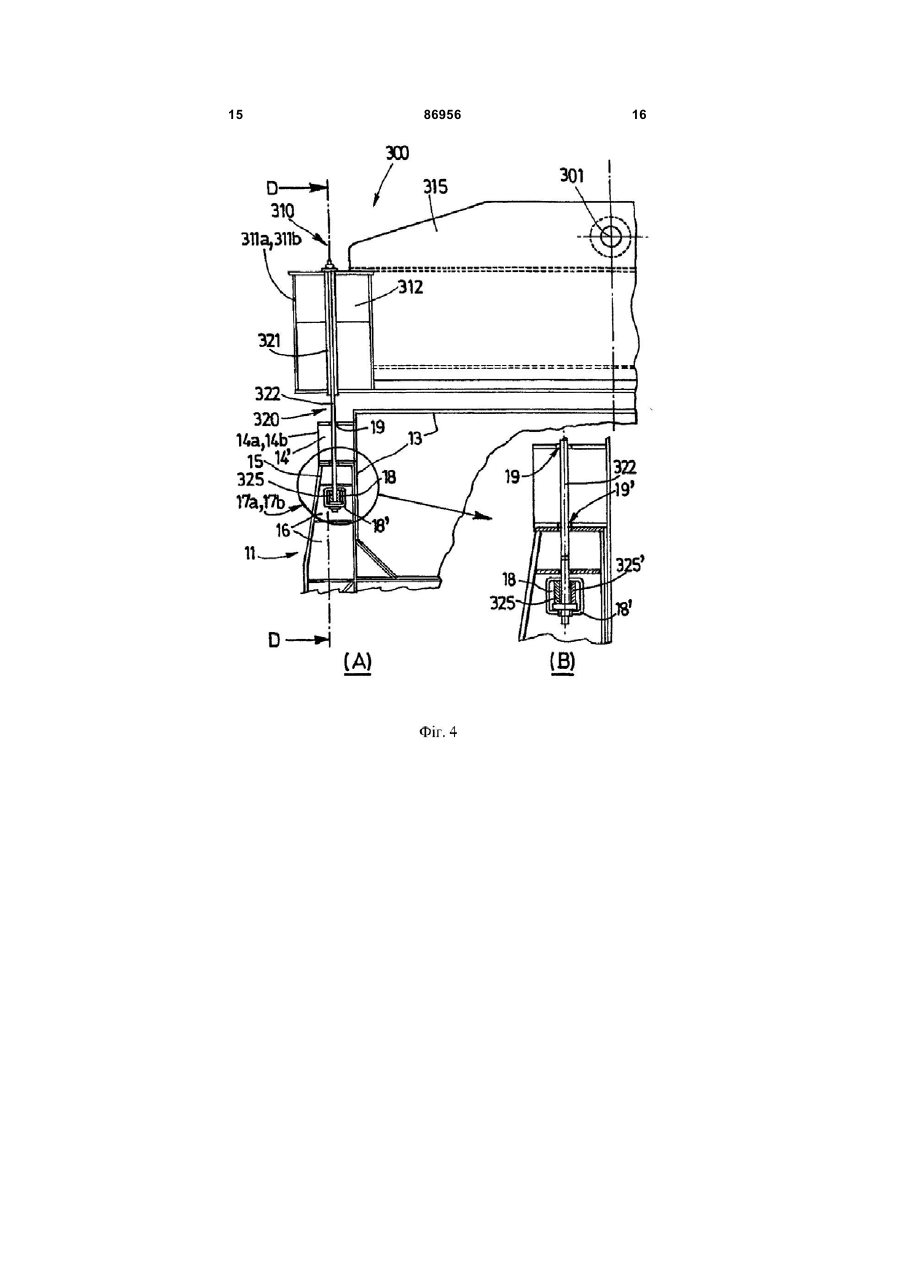
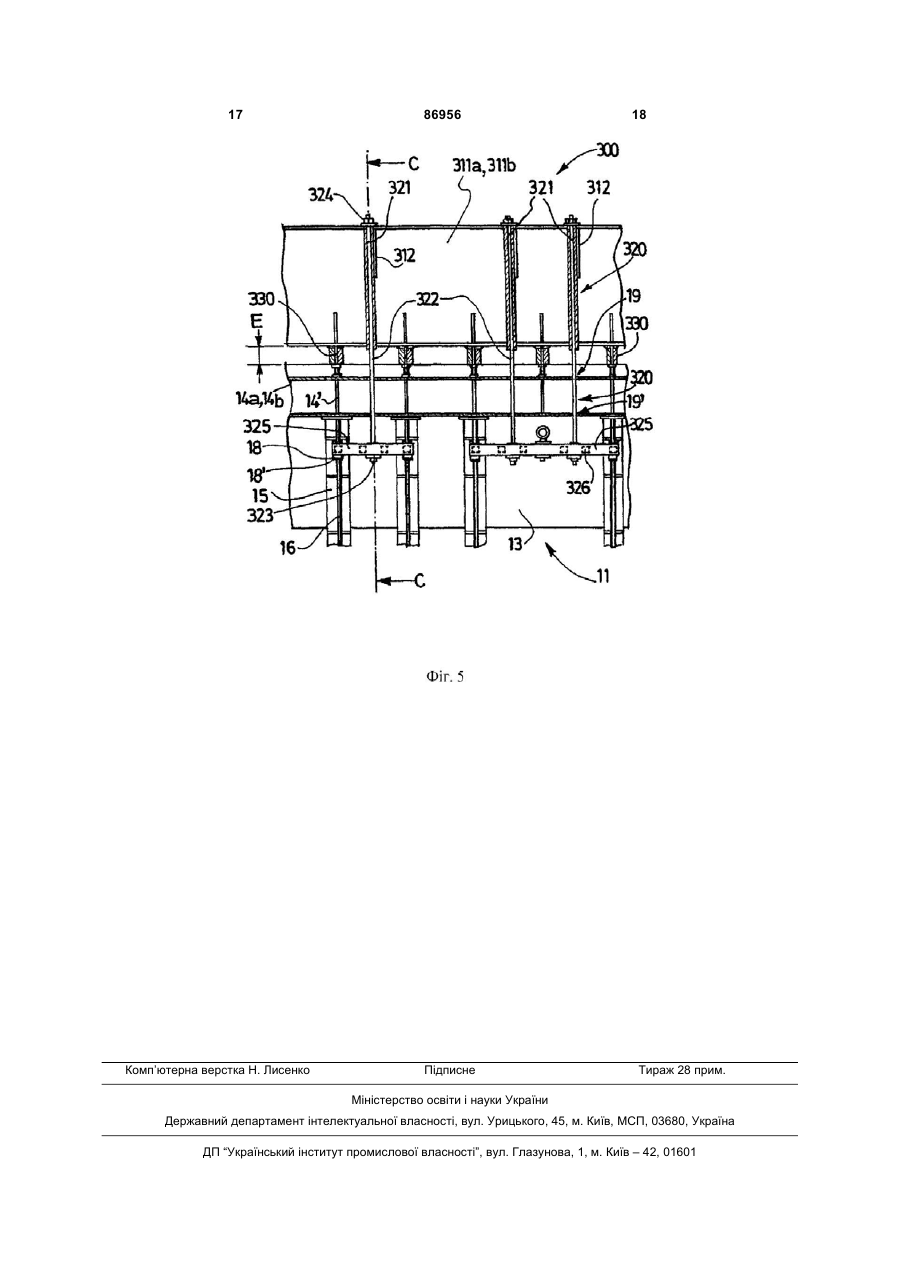
1. Транспортувальний пристрій (300) електролізної ванни (11) електролізера (2), призначеного для виробництва алюмінію електролізом у розплавлених солях, причому згадана ванна є прямокутною, має основну вісь X і включає в себе металевий кожух (12), забезпечений ребордою (14) щонайменше вздовж довгих сторін (17а, 17b) електролізної ванни (11), що містить щонайменше один засіб (301, 301') підвіски, виконаний з можливістю його захоплення підйомнотранспортувальним пристосуванням (20), який відрізняється тим, що він містить арматуру (310), забезпечену великою кількістю засобів (320) жорсткого кріплення, розподілених таким чином, щоб забезпечити жорстке кріплення арматури (310) до кожуха (12) у певні численні місця. 2. Транспортувальний пристрій (300) за п.1, який відрізняється тим, що він містить щонайменше два засоби (301, 301') підвіски. 3. Транспортувальний пристрій (300) за будьяким із пп.1 або 2, який відрізняється тим, що арматура (310) містить щонайменше одну подовжню балку (311, 311а, 311b) і велику кількість засобів (320) жорсткого кріплення, розподілених по довжині кожної балки (311, 311а, 311b) таким 2 (19) 1 3 86956 4 подовжні балки (311, 311b) встановлені так, щоб вони могли бути розміщені повністю або частково над кожною з відповідних реборд (14а, 14b) кожуха (12) електролізної ванни (11), розташованих вздовж його довгих сторін (17а, 17b). 12. Транспортувальний пристрій (300) за будьяким із пп.1-11, який відрізняється тим, що засоби (320) кріплення включають у себе розпірні гвинти (321), здатні витримувати силу упору на транспортувальний пристрій (300), з одного боку, і на кожух (12) електролізної ванни (11), з іншого боку. 13. Транспортувальний пристрій (300) за будьяким із пп.1-12, який відрізняється тим, що він додатково містить велику кількість розпірок (330), призначених для регулювання відстані Е між кожухом (12) і транспортувальним пристроєм (300). 14. Транспортувальний пристрій (300) за п.13, який відрізняється тим, що розпірки (330) являють собою встановлювальні гвинти. 15. Застосування транспортувального пристрою (300) за будь-яким із пп.1-14 на заводі з виробництва алюмінію електролізом у розплавлених солях. 16. Спосіб транспортування електролізної ванни (11) електролізера, призначеного для виробництва алюмінію електролізом у розплавлених солях, який включає в себе етапи, на яких: - забезпечують наявність транспортувального пристрою (300) за будь-яким із пп.1-14, - встановлюють транспортувальний пристрій (300) на кожусі (12) електролізної ванни (11), - прикріплюють транспортувальний пристрій (300) до кожуха електролізної ванни (11) за допомогою засобів (320) кріплення, - прикріплюють транспортувальний пристрій (300) до підйомно-транспортувального пристосування (20) за допомогою щонайменше одного засобу (301, 301') підвіски. 17. Спосіб транспортування за п.16, який відрізняється тим, що він додатково включає в себе етап, на якому між арматурою (310) і кожухом (12) електролізної ванни (11) встановлюють велику кількість розпірок (330). 18. Спосіб транспортування електролізної ванни (11) електролізера, призначеного для виробництва алюмінію електролізом у розплавлених солях, який включає в себе етапи, на яких: - забезпечують наявність транспортувального пристрою (300) за будь-яким із пп.13 або 14, - встановлюють транспортувальний пристрій (300) на кожусі (12) електролізної ванни (11), - регулюють відстань Е між кожухом (12) електролізної ванни (11) і транспортувальним пристроєм (300) за допомогою згаданих розпірок (330), - прикріплюють транспортувальний пристрій (300) до кожуха (12) електролізної ванни (11) за допомогою засобів (320) кріплення, - прикріплюють транспортувальний пристрій (300) до підйомно-транспортувального пристосування (20) за допомогою щонайменше одного засобу (301, 301') підвіски. Даний винахід стосується заводів з виробництва алюмінію електролізом у розплавлених солях за методом Хол-Еру. Зокрема, він стосується обладнання, яке використовується на цих заводах для транспортування. Виробництво алюмінію в промисловості здійснюють шляхом електролізу в розплавлених солях, тобто електролізу глинозему (оксиду алюмінію), розчиненого у ванні кріолітового розплаву, яка називається ванною електроліту, згідно з відомим методом Хол-Еру. Електролізери, призначені для виробництва алюмінію, включають у себе електролізну ванну, оснащену катодами, і аноди з вуглецевого матеріалу, частково занурені у ванну електроліту. Електролізна ванна містить сталевий кожух, елементи футерівки з вогнетривких матеріалів і катодний пристрій, розташований на дні електролізної ванни. [У французькій заявці на патент FR 2806742 (що відповідає американському патенту US 6409894)] дається більш детальний опис типової структури заводів з виробництва алюмінію, а також електролізерів, що використовуються на них. У процесі роботи електролізні заводи потребують проведення операцій з обслуговування електролізерів («інтервенцій»), таких як заміна анодів і ремонт електролізних ванн. Для проведення таких операцій з обслуговування найбільш сучасні заводи оснащені підйомно-транспортувальним пристосуванням, що включає мостовий кран, який може переміщатися над електролізерами і вздовж них, а також щонайменше один візок, забезпечений органами транспортування й обслуговування (маніпуляторами). Ремонт електролізної ванни включає в себе операції по її «набиванню» і «повторному набиванню». Такі операції мають на меті поновити тигель, утворений внутрішньою футерівкою і катодними елементами електролізної ванни. Дані операції можуть проводитися на місці, тобто без витягування електролізної ванни з відповідного електролізера, але вони можуть призвести до порушення функціонування електролізерів і ускладнити технічне обслуговування електролізних цехів. Насправді, такі операції дають багато пилу, приводять до численних переміщень в електролізних цехах нових та використаних матеріалів і до скорочення обсягу виробництва всієї серії електролізерів у зв'язку з зупинкою відповідного електролізера під час проведення робіт. З метою усунення таких незручностей бажано, щоб ремонт електролізних ванн здійснювався у спеціальному цеху, призначеному для ремонту електролізних ванн і розташованому поза межами електролізного цеху. Підйомно-транспортувальні пристосування, які використовуються для переміщення електролізних 5 ванн між ремонтним цехом і електролізним цехом (або електролізними цехами) містять, як правило, один або два візки, забезпечені підйомними засобами. Під час проведення операцій по ремонту до кожуха електролізної ванни звичайно прикріпляють одну або декілька траверс, за допомогою якої(их) здійснюють маніпуляції з електролізною ванною. Однак відомі на сьогодні засоби мають певні недоліки, які полягають у неможливості уникнути деформації електролізної ванни під впливом власної ваги, що може призвести до пошкодження «набивання» і, відповідно, до можливого істотного скорочення терміну експлуатації електролізної ванни. Заявник шукав засоби, які дозволили б уникнути цих недоліків. Об'єктом винаходу є транспортувальний пристрій (пристрій транспортування) електролізної ванни електролізера, призначеного для виробництва алюмінію електролізом у розплавлених солях, причому згадана ванна є прямокутною, має основну вісь X і включає в себе металевий кожух, забезпечений ребордою щонайменше вздовж довгих сторін електролізної ванни, при цьому згаданий пристрій включає в себе щонайменше один засіб підвіски, виконаний з можливістю його захоплення підйомно-транспортувальним пристосуванням, і відрізняється тим, що він містить арматуру, забезпечену великою кількістю засобів жорсткого кріплення, розподілених таким чином, щоб забезпечити жорстке кріплення арматури до кожуха у численних місцях. Основна ідея заявника полягала в тому, щоб надати електролізній ванні жорсткості за допомогою щонайменше одного елемента жорсткості, тобто вищеназваної арматури, яка б розташовувалася між електролізною ванною і підйомнотранспортувальним пристосуванням і жорстко кріпилася в численних місцях до кожуха електролізної ванни. Ця арматура дозволяє стримувати в певних допустимих межах деформацію кожуха електролізної ванни, зокрема, за рахунок подовжнього прогину (тобто вздовж подовжньої осі електролізної ванни), коли вона утримується в підвішеному стані за допомогою підйомнотранспортувального пристосування, й уникнути тим самим пошкодження внутрішньої футерівки електролізної ванни під час операцій з її транспортування. Розподіл численних засобів кріплення по арматурі дозволяє розподілити навантаження на цю арматуру, зокрема, в подовжньому напрямі електролізної ванни, і мінімізувати таким чином деформацію кожуха внаслідок впливу ваги всього вузла в зборі, наближаючи дану деформацію до деформації запропонованого пристрою. Певні місця кріплення звичайно розподілені по певній ділянці периметра кожуха. Дана ділянка, як правило, являє собою щонайменше 70% довгих сторін електролізної ванни з метою мінімізувати «плаваючу» (незакріплену) частину електролізної ванни. Деформаційний прогин арматури під дією її власної ваги й ваги електролізної ванни, до якої кріпиться даний пристрій, переважно складає менше ±5мм на всю довжину арматури (у подовж 86956 6 ньому напрямі електролізної ванни), а більш переважно, менше або дорівнює ±2мм. Переважно, арматура містить одну або дві подовжні балки, призначені для розміщення в напрямку довжини електролізної ванни. У першому випадку балка звичайно забезпечена захоплювачами (поперечками), а засоби кріплення розташовані по краях цих захоплювачів. У другому випадку балки розташовані переважно паралельно одна одній і сполучені щонайменше одним поперечним брусом, а засоби кріплення переважно розподілені по балках, необов'язково на краях захоплювачів, таким чином, щоб забезпечити кріплення кожної балки до відповідної довгої сторони електролізної ванни. У переважному варіанті реалізації винаходу транспортувальний пристрій також містить регульовані розпірки, призначені для компенсації можливих геометричних дефектів арматури і/або кожуха. Крім того, об'єктом даного винаходу також є застосування пристрою згідно з винаходом на заводі з виробництва алюмінію електролізом у розплавлених солях. Об'єктом даного винаходу є також спосіб транспортування електролізної ванни електролізера, призначеного для виробництва алюмінію електролізом у розплавлених солях, який може бути здійснений за допомогою транспортувального пристрою згідно з винаходом. Нижче винахід описується детальніше з посиланням на додані фігури. Фіг.1 зображує типовий електролізний цех із виробництва алюмінію, обладнаний підйомнотранспортувальним пристосуванням (механізмом). Фіг.2 схематично представляє вигляд зверху можливих варіантів арматури транспортувального пристрою згідно з винаходом. Фіг.3-5 ілюструють один переважний варіант реалізації транспортувального пристрою згідно з винаходом. Фіг.3 зображує поперечний вигляд (А) і вигляд збоку (В) пристрою. Фіг.3 (А) відповідає вигляду в розрізі в площині А-А на Фіг.3 (В). Фіг.3 (В) відповідає вигляду в розрізі в площині В-В на Фіг.3 (А). На Фіг.3 (В) також схематично показано електролізер (2) і підйомно-транспортувальне пристосування (20) у процесі транспортування електролізної ванни (11). Фіг.4 зображує частковий поперечний вигляд цього пристрою. На Фіг.4 (В) показаний детальний вигляд однієї частини засобу кріплення електролізної ванни до транспортувального пристрою. На Фіг.5 більш детально, на вигляді збоку, показаний варіант реалізації транспортувального пристрою, зображеного на Фіг.3 і 4. Фіг.4 відповідає вигляду в розрізі в площині С-С на Фіг.5. Фіг.5 відповідає вигляду в розрізі в площині D-D на Фіг.4. На Фіг.2-5 транспортувальний пристрій (300) зображений прикріпленим до електролізної ванни (11) для того, щоб проілюструвати відносне розташування арматурних елементів. Електролізні заводи з виробництва алюмінію мають один або декілька електролізних цехів (1), що містять велику кількість (як правило, декілька 7 сотень) електролізерів (2), кожен із яких містить електролізну ванну (11) й аноди (10). Як це показано на Фіг.1, електролізні ванни (11) звичайно мають витягнуту прямокутну форму з основною віссю X; електролізні ванни (11) мають довжину L0, яка, як правило, у три рази більша її ширини W0. Основна вісь X електролізної ванни (11) звичайно проходить через центр маси електролізної ванни паралельно її довгій бічній стороні. Як це показано на фігурах, зокрема, на Фіг.3-5, кожна електролізна ванна (11) має металевий кожух (12), який містить резервуар (13), реборду (14) та елементи (15) жорсткості, розподілені вздовж резервуара. Реборда (14) звичайно включає в себе щонайменше бічні реборди (14а, 14b) вздовж довгих сторін (17а, 17b) електролізної ванни і торцеві реборди (14с, 14d) вздовж коротких сторін (17с, 17d) електролізної ванни. Елементи (15) жорсткості, як правило, складаються з потовщень (16), що розташовуються перпендикулярно зовнішній поверхні резервуара (13). Кожух (12) футерований зсередини елементами футерівки з вогнетривких матеріалів (не показані) і вміщує в себе катодний пристрій (не показано). Електролізна ванна (11) може встановлюватися або переміщатися за допомогою підйомнотранспортувального пристосування (20), виконаного з можливістю переміщення вздовж електролізерів по рейкових коліях (3, 3') за допомогою засобів (23, 23') приведення в рух. На Фіг.1 зображені вигляд збоку (Фіг.1 (А)) і вигляд по основній осі (Фіг.1 (В)) типового підйомно-транспортувального пристосування. Згадане пристосування (20) звичайно включає в себе мостовий кран (21), щонайменше один візок (22, 22'), який може переміщатися по мостовому крану (21), і органи (24, 24') маніпулювання візками (22, 22'), які, переважно, містять щонайменше один підйомний пристрій (25, 25'), такий як таль (лебідка). Електролізна ванна (11) кріпиться до підйомного пристрою за допомогою знімних засобів (30, 30') з'єднання, які звичайно включають у себе різні траверси (31, 31') (англійською «lifting beams» - підйомна консоль) і шарнірні засоби (32, 32') прикріплення, такі як тяги або шарнірнозчленовані важелі, які дозволяють виробляти коливальні рухи навколо точок зчленування. Траверси (31, 31') розміщуються перпендикулярно електролізній ванні (11) і кріпляться до підйомного пристрою (25, 25') за допомогою засобів (33, 33') підвіски. Засоби (32, 32') прикріплення забезпечують ізостатичне з'єднання між одним або декількома підйомними пристроями (25, 25') та електролізною ванною (11). Відомі засоби (30, 30') з'єднання не виключають подовжньої і поперечної деформації електролізної ванни. Згідно з винаходом, електролізна ванна (11) кріпиться до підйомного пристрою (25, 25') за допомогою транспортувального пристрою (300), призначеного для надання більшої жорсткості кожуху та обмеження деформації. Вузол, утворений електролізною ванною (11) і транспортувальним пристроєм (300), може в подальшому транспортуватися за допомогою підйомно-транспортувального пристосування (20). 86956 8 Транспортувальний пристрій (300) згідно з винаходом включає в себе: - щонайменше один засіб (301, 301') підвіски, виконаний з можливістю його захоплення підйомно-транспортувальним пристосуванням (20); - арматуру (310), забезпечену великою кількістю засобів (320) жорсткого кріплення, розподілених таким чином, щоб забезпечити жорстке кріплення арматури (310) до кожуха (12) у певних численних місцях. Засоби (320) жорсткого кріплення забезпечують з'єднання, що статично не визначається (гіперстатичне), між одним або декількома підйомними пристроями (25, 25') та електролізною ванною (11). Один або декілька засобів (301, 301') підвіски, як правило, можуть забезпечити зв'язок підйомного пристрою (25, 25') з підйомнотранспортувальним пристосуванням (20). Вони звичайно вибрані з крізних отворів, систем кріплення болтами і крюків. Транспортувальний пристрій (300) включає в себе щонайменше два засоби (301, 301') підвіски. Вони розташовуються на певній відстані один від одного, при цьому бажано, щоб вони мали достатнє віддалення відносно один одного з метою виключення кутових коливань кожуха в подовжній площині в процесі транспортування. Даний варіант дозволяє також обмежити деформацію арматури (310) під впливом сукупної ваги електролізної ванни і транспортувального пристрою. Як це показано на Фіг.2, арматура (310) переважно містить щонайменше одну подовжню балку (311, 311а і 311b) і велику кількість засобів (320) жорсткого кріплення, розподілених по довжині кожної балки (311, 311а і 311b) таким чином, щоб забезпечити жорстке кріплення арматури (310) щонайменше на довгих сторонах (17а, 17b) кожуха (12). Ці балки (311, 311а і 311b) призначені для розміщення в напрямку довжини електролізної ванни. Засоби (320) кріплення необов'язково розташовуються по краях захоплювачів (313), які кріпляться до однієї або кожної балки (311, 311а і 311b). Кожна подовжня балка (311, 311а і 311b) має довжину L, яка переважно складає більше 70% від довжини L0 електролізної ванни (11), а переважно, більше 80% від L0. У першому варіанті реалізації винаходу арматура (310) включає в себе подовжню балку (311), переважно одну єдину балку, яка призначена встановлюватися паралельно основній осі X електролізної ванни (11) і зверху від неї. У варіанті, зображеному на Фіг.2 (А), подовжня балка (311) забезпечена захоплювачами (313), розподіленими вздовж довжини цієї балки, як правило, на однакових відстанях один від одного, а засоби (320) кріплення розміщені по краях цих захоплювачів. У даному варіанті реалізації засіб(и) (301, 301') підвіски звичайно передбачений(і) на балці (311). В іншому варіанті реалізації винаходу, два підваріанти якого показані на Фіг.2 (В) і 2 (С), арматура (310) містить дві подовжні балки (311а і 311b), паралельні одна одній, з'єднані одна з одною щонайменше одним поперечним брусом або «траве 9 рсою» (315, 315') і призначені розміщуватися паралельно головній осі X електролізної ванни (11) і кріпитися до відповідної довгої сторони (17а, 17b) кожуха (12). Засоби (320) кріплення розподілені по балках, необов'язково по краях захоплювачів (313). Подовжні балки (311а і 3lib), як правило, мають однакову довжину L. В даному варіанті реалізації засіб(и) (301, 301') підвіски переважно передбачений(і) на одному або декількох поперечних брусах (315, 315'). У підваріанті, показаному на Фіг.2 (С), дві подовжні балки (311а, 311b) встановлені так, щоб вони могли бути розміщені повністю або частково над кожною з відповідних реборд (14а, 14b) кожуха (12), розташованих вздовж його довгих сторін (17а, 17b). Перевагою даного підваріанта є те. що він дозволяє добитися істотного зменшення ваги арматури (310). Інша його перевага полягає в простоті реалізації. На Фіг.3-5 зображено як необмежувальну ілюстрацію конкретний підваріант варіанту реалізації винаходу згідно з Фіг.2 (С). Один або декілька поперечних брусів (315, 315') дозволяють обмежити бічну деформацію арматури (310). Вони можуть бути знімними, але бажано, щоб вони були зроблені спільно з подовжніми балками (311а, 311b) для забезпечення найбільшої жорсткості даного пристрою. Арматура (310) переважно містить щонайменше два поперечних бруси (315, 315'), кожен із яких забезпечений засобом (301, 301') підвіски. Даний підваріант дозволяє обмежити прогин подовжніх балок (311а, 311b) під впливом сукупної ваги електролізної ванни і транспортувального пристрою. Одна або декілька балок (311, 311а і 311b) необов'язково можуть включати в себе посилювальні елементи (312) для надання більшої міцності й жорсткості; дані посилювальні елементи являють собою, як правило, пластини, розташовані перпендикулярно основній осі балок. Балки (311, 311а і 311b) звичайно утворені подовженим тілом великого перерізу, що має сильну інерцію вигину. Кількість різних засобів (320) кріплення залежить від розмірів електролізної ванни. Вона більша або дорівнює чотирьом, але, як правило, більша десяти. Максимальна відстань між засобами кріплення на довгих сторонах електролізної ванни звичайно становить приблизно 2 метри. Засоби кріплення, як правило, розподілені рівномірно для спрощення порядку використання пристрою. Середня відстань між засобами кріплення звичайно становить 0,5-2 метри. Засоби (320) кріплення переважно вибрані серед тих засобів, які дозволяють забезпечити надійне прикріплення, але роз'ємним способом, кожуха (12) до арматури (310), а саме такі як конструкції з болтів і гайок. Засоби (320) кріплення переважно включають у себе розпірні гвинти (321), здатні витримувати силу упору на транспортувальний пристрій (300), як правило, на кожну подовжню балку (311а і 311b) цього пристрою, з одного боку, і на кожух (12), з іншого боку. З цією метою розпірні гвинти (321) містять шток (322), який звичайно має гвинтову 86956 10 різь щонайменше на обох кінцях, що дозволяє забезпечити кріплення за допомогою гайок (323, 324). На практиці шток (322) може пройти крізь отвори (19, 19'), просвердлені в ребордах (14) кожуха. Розпірні гвинти (321) створюють зусилля, направлені на переміщення вгору кожуха (12) і вниз транспортувального пристрою (300), що дозволяє притягати, безпосередньо або опосередковано, кожух до транспортувального пристрою і забезпечувати тим самим велику жорсткість кожуха за допомогою транспортувального пристрою. Для розподілу навантаження на елементи (15) жорсткості засоби (320) кріплення можуть включати в себе опорні прокладки (325), здатні забезпечити упор в елементи (15) жорсткості кожуха. Даний підваріант винаходу переважно реалізовують у випадку таких кожухів, у яких елементи (15) жорсткості мають отвори (18), в які можна ввести згадані опорні прокладки (325) (див. Фіг.4 і 5). Опорні прокладки (325) можуть бути утворені великою кількістю елементів (наприклад, двома різними прокладками (325, 325'), розташованими паралельно одна одній і розділеними розпірним болтом (326). Отвори (18) переважно посилюються за допомогою посилювальних елементів (18'), які, як правило, мають форму частини трубки. У переважному варіанті реалізації винаходу транспортувальний пристрій (300) додатково містить велику кількість розпірок (330) (або так званих «регульованих домкратів»), призначених для регулювання відстані Е між кожухом (12) і транспортувальним пристроєм (300) (звичайно - між ребордами (14) кожуха (12) і подовжніми балками (311а, 311b)). Розпірки дозволяють також забезпечити певні точки опори між кожухом (12) і транспортувальним пристроєм (300). Розпірки (330) дозволяють забезпечити точну пригонку транспортувального пристрою (300) до кожуха (12) і уникнути додаткової деформації кожуха. Насправді, заявник помітив, що кожухи часто є злегка деформованими, і що упор подовжніх балок у кожух без додаткових елементів регулювання здатний спричинити додаткову деформацію кожуха. Розпірки (330) переважно розміщують таким чином, щоб вони впиралися в найбільш жорсткі частини кожуха (12) (зокрема, в реборди (14) кожуха, як правило, на рівні посилювальних елементів (14')). Як це показано на Фіг.5, розпірки (330) звичайно розташовуються на одній лінії з опорними точками (18) розпірних гвинтів на кожусі. Розпірки (330) звичайно вибирають із встановлювальних гвинтів. Об'єктом винаходу є також спосіб транспортуванняелектролізної ванни електролізера, призначеного для виробництва алюмінію електролізом у розплавлених солях, що включає в себе: - забезпечення наявності транспортувального пристрою (300) згідно з винаходом; - встановлення транспортувального пристрою (300) на кожусі (12) електролізної ванни (11); - прикріплення транспортувального пристрою (300) до кожуха за допомогою засобів (320) кріплення; - прикріплення транспортувального пристрою (300) до підйомно-транспортувального пристосування (20), як правило, органів (24, 24') маніпулю 11 вання візками (22, 22') такого пристосування (20), за допомогою щонайменше одного засобу (301, 301') підвіски. Після цього електролізна ванна може підійматися, переміщатися й опускатися У випадку, якщо транспортувальний пристрій (300) має розпірки (330), то даний спосіб, крім того, включає в себе регулювання відстані Е між кожухом (12) і транспортувальним пристроєм (300) за допомогою згаданих розпірок (330). У випадку, якщо арматура (310) транспортувального пристрою (300) містить щонайменше дві подовжні балки (311а, 311b), то встановлення транспортувального пристрою (300) на кожусі (12) електролізної ванни (11) включає в себе, як правило, поєднання цих подовжніх балок (311а, 311b) з бічними ребордами (14а, 14b) кожуха (12), розташованими на його довгих сторонах (17а, 17b). У випадку, якщо транспортувальний пристрій (300) має розпірні гвинти (321), то балки (311а, 86956 12 311b) прикріпляють до кожуха (12) шляхом їх загвинчування то тих пір, поки кожух не впирається в згадані балки або, в окремих випадках, в розпірки (330). У разі застосування розпірок (330) бажано здійснити їх регулювання розташування перед остаточним загвинчуванням розпірних гвинтів (321). Розпірки (330) переважно включають у конструкцію транспортувального пристрою (300) для спрощення процесу використання цього транспортувального пристрою (300) або реалізації способу згідно з винаходом. Розпірки (330) необов'язково можуть бути повністю або частково відокремлені від пристрою або знімними. Якщо розпірки (330) відокремлені від транспортувального пристрою в момент його встановлення, то спосіб додатково передбачає встановлення на місце великої кількості розпірок (330), як правило, шляхом їх вставки, між арматурою (310) і кожухом (12). 13 86956 14 15 86956 16 17 Комп’ютерна верстка Н. Лиcенко 86956 Підписне 18 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTransportation device of electrolytic bath of electrolyzer and its use, method of transportation electrolytic bath of electrolyzer (embodiments)
Автори англійськоюDelescluz Patrick, Van Acker Alain
Назва патенту російськоюТранспортирующее устройство электролизной ванны электролизера и его применение, способ транспортирования электролизной ванны электролизера (варианты)
Автори російськоюДелесклюз Патрік, Ван Акер Ален
МПК / Мітки
МПК: B66C 1/10, C25C 3/06, C25C 7/00, B66C 1/62, C25C 3/10, C25C 3/08
Мітки: пристрій, варіанти, ванни, транспортувальний, застосування, електролізера, спосіб, електролізної, транспортування
Код посилання
<a href="https://ua.patents.su/9-86956-transportuvalnijj-pristrijj-elektrolizno-vanni-elektrolizera-ta-jjogo-zastosuvannya-sposib-transportuvannya-elektrolizno-vanni-elektrolizera-varianti.html" target="_blank" rel="follow" title="База патентів України">Транспортувальний пристрій електролізної ванни електролізера та його застосування, спосіб транспортування електролізної ванни електролізера (варіанти)</a>
Транспортувальний орган швейної машини
Номер патенту: 40981
Опубліковано: 27.04.2009
Автор: Горобець Василь Андрійович
МПК: D05B 27/00
Мітки: машини, транспортувальний, орган, швейної
Формула / Реферат:
1. Транспортувальний орган швейної машини, що містить виконані за одне ціле основу та паралельні призматичні пластини з верхньою робочою гранню, який відрізняється тим, що верхня робоча грань має криволінійну форму та виконана шорсткою.2. Транспортувальний орган за п. 1, який відрізняється тим, що параметри кривизни верхньої робочої грані визначаються в залежності від її довжини та параметрів траєкторії транспортувального органa.
Транспортувальний блок і спосіб його формування
Номер патенту: 74652
Опубліковано: 16.01.2006
Автори: Дюбро Ханне, Вальквіст Андерс
МПК: B65D 71/06, B65D 71/00
Мітки: формування, спосіб, транспортувальний, блок
Формула / Реферат:
1. Транспортувальний блок, що містить пакет (3), закритий оболонкою (2), причому пакет (3) містить щонайменше один штабель (5) теплоізоляційних панелей (6), що утримують опорні елементи (4), при цьому опорні елементи (4) і теплоізоляційні панелі (6) виконані з матеріалу, що використовується для теплоізоляції, який відрізняється тим, що оболонка (2), що закриває пакет (3), містить перший чохол (7) і другий чохол (8), а чохли (7, 8) розташовані...
Пристрій транспортувальний

Номер патенту: 17871
Опубліковано: 16.10.2006
Автори: Шевченко Роман Сергійович, Сорока Георгій Митрофанович, Олійник Сергій Леонідович
МПК: B22D 33/00
Мітки: пристрій, транспортувальний
Формула / Реферат:
1. Пристрій транспортувальний, який містить забезпечений очисниками корпус, на якому змонтована вал-шестірня, що взаємодіє з приводом, з шестірнею, штовхач, що складається з балки і напрямних, що взаємодіють з роликами, а також зубчастої рейки, який відрізняється тим, що на валу-шестірні встановлені котки, виконані з діаметром, що дорівнює діаметру ділильного кола шестірні, при цьому напрямні розміщені на верхній і нижній поверхнях балки...
Спосіб зливу стоків до каналізації з ванни для ошпарювання і пристрій для його здійснення
Номер патенту: 40321
Опубліковано: 16.07.2001
Автори: Ісаєв Олег Федорович, Яценко Анатолій Павлович
МПК: A22B 5/00, A22C 21/00
Мітки: пристрій, зливу, ванни, здійснення, каналізації, спосіб, стоків, ошпарювання
Формула / Реферат:
1. Спосіб зливу стоків до каналізації з ванни для ошпарювання, який відрізняється тим, що стоки в кінці робочої зміни спрямовують за допомогою насоса через рекуперативний теплообмінник до каналізації з одночасною подачею свіжої води протитечійно та з однаковою витратою через той же теплообмінник в акумулюючу ізольовану ємкість, з якої на початку зміни самопливом заповнюють ванну підігрітою водою.2. Пристрій для зливу стоків до...
Спосіб відновлення оксиду діазоту (варіанти) і пристрій для його здійснення (варіанти)
Номер патенту: 70376
Опубліковано: 15.10.2004
Автори: Горивода Марек, Луптон Девід Френсіс, Лунд Джонатан
МПК: C01B 21/26, B01J 35/00, F23L 7/00, B01J 23/40, C01B 21/28, F23C 13/00, B01J 23/46, B01D 53/94, B01D 53/86
Мітки: діазоту, здійснення, пристрій, варіанти, відновлення, оксиду, спосіб
Формула / Реферат:
1. Спосіб відновлення оксиду діазоту, утвореного при каталітичному спалюванні аміаку і кисню з отриманням оксидів азоту, причому використовують каталітичну систему для спалювання аміаку і кисню з утворенням оксидів азоту, яка складається із щонайменше однієї першої каталізаторної сітки і щонайменше однієї другої каталізаторної сітки, і причому щонайменше одна перша каталізаторна сітка є платино-родієвою сіткою, який відрізняється тим, що...
Попередній патент: Спосіб консервативного внутрішньозубного лікування міжкореневого періодонтиту багатокореневого зуба
Наступний патент: Похідні азепіноіндолу як фармацевтичні засоби
Випадковий патент: Напіввологий корм для котів "мурчик"