Спосіб та пристрій для відводу розплавленого скла зі зливальних каналів скловарної печі


Формула / Реферат
1. Спосіб відводу розплавленого скла (3) зі зливальних каналів (1) скловарної печі, згідно з яким направляють виробниче скло зі скловарної печі через зливальні канали до місця відбору (8) виробничого скла, причому зливальний канал (1) оснащують стійким до впливу скла внутрішнім облицюванням (5, 5а), яке із зовнішнього боку оточують оболонкою (7) з мінерального теплоізоляційного матеріалу, при цьому перед місцем відбору (8) виробничого скла розташовують дренажний пристрій (20) для донного скла, який відрізняється тим, що
а) внутрішнє облицювання (5а) щонайменше в області дренажного пристрою (20) утворюють з литого електропровідного мінерального матеріалу із групи AZS- та ZAC-сполук, причому у внутрішньому облицюванні (5а) розташовують дренажний отвір (23) для донного скла й над цим дренажним отвором (23) дренажний зазор (21), який направляють поперек напрямку зливу (2),
б) на протилежних сторонах зливального каналу (1) і дренажного пристрою (20) для донного шару скла додатково розташовують щонайменше два електроди (22, 26), виконані у вигляді стрижнів і які вводять своїми торцевими поверхнями (22а, 26а) у внутрішнє облицювання (5а) у напрямку розплавленого скла (3) на таку глибину, що, не маючи контакту з розплавленим склом, вони забезпечують при цьому проведення переважної частини струму, який через них проводять, крізь розплавлене скло (3) і таким шляхом до електродної пластини (24), яку розташовують нижче дренажного отвору (23), причому донне скло нагрівають сильніше, ніж виробниче скло, яке перебуває над ним.
2. Спосіб за п. 1, який відрізняється тим, що розташовані один навпроти одного електроди (22) розташовують над віртуальною горизонтальною площиною, у якій знаходиться фазова межа між виробничим склом і донним склом у зливальному каналі (1).
3. Спосіб за п. 1, який відрізняється тим, що розташовані один навпроти одного електроди (26) розташовують під віртуальною горизонтальною площиною, у якій знаходиться фазова межа між виробничим склом і донним склом у зливальному каналі (1).
4. Пристрій для відводу розплавленого скла (3) містить зливальний канал (1), який направляє виробниче скло зі скловарної печі до місця відбору (8) виробничого скла, причому зливальний канал (1) має стійке до впливу скла внутрішнє облицювання (5, 5а), яке із зовнішньої сторони оточене оболонкою (7) з мінерального теплоізоляційного матеріалу, при цьому перед місцем відбору (8) виробничого скла розташований дренажний пристрій (20) для зливу донного скла, який відрізняється тим, що:
а) внутрішнє облицювання (5а) щонайменше в області дренажного пристрою (20) складається з литого електропровідного мінерального матеріалу із групи AZS- та ZAC-сполук, причому у внутрішньому облицюванні (5а) розташований дренажний отвір (23) для донного скла й над дренажним отвором (23) - дренажний зазор (21), який проходить поперек потоку зливу (2),
б) на протилежних сторонах зливального каналу (1) і дренажного пристрою (20) для донного скла розташовані щонайменше два електроди (22), уведені своїми торцевими поверхнями (22а) у внутрішнє облицювання (5а) на таку глибину в напрямку розплавленого скла (3), що, не маючи при цьому контакту з розплавленим склом, забезпечують проведення переважної частини струму, який через них проходить, крізь розплавлене скло (3) і до контакту з електродною пластиною (24), яка розташована нижче дренажного отвору (23).
5. Пристрій за п. 4, який відрізняється тим, що електроди (22), які знаходяться один навпроти одного, розташовані над впускним отвором (21а) для донного скла.
6. Пристрій за п. 4, який відрізняється тим, що електроди (26), які знаходяться один навпроти одного, розташовані під впускним отвором (21а) для донного скла.
7. Пристрій за п. 4, який відрізняється тим, що над дренажним отвором (23) у внутрішньому облицюванні (5а) виконаний дренажний зазор (21), який звужений, якщо дивитися в напрямку поперечного перерізу зливального каналу (1), двома похилими ділянками (21b) від впускного отвору (21а) до дренажного отвору (23).
8. Пристрій за п. 7, який відрізняється тим, що кут "α" між похилими ділянками (21b) знаходиться в діапазоні від 15° до 45° до горизонталі.
9. Пристрій за п. 4, який відрізняється тим, що осі електродів (22, 26) орієнтовані відносно горизонтального компоненту напрямку по осі (А-А), яка проходить крізь дренажний отвір (23).
Текст
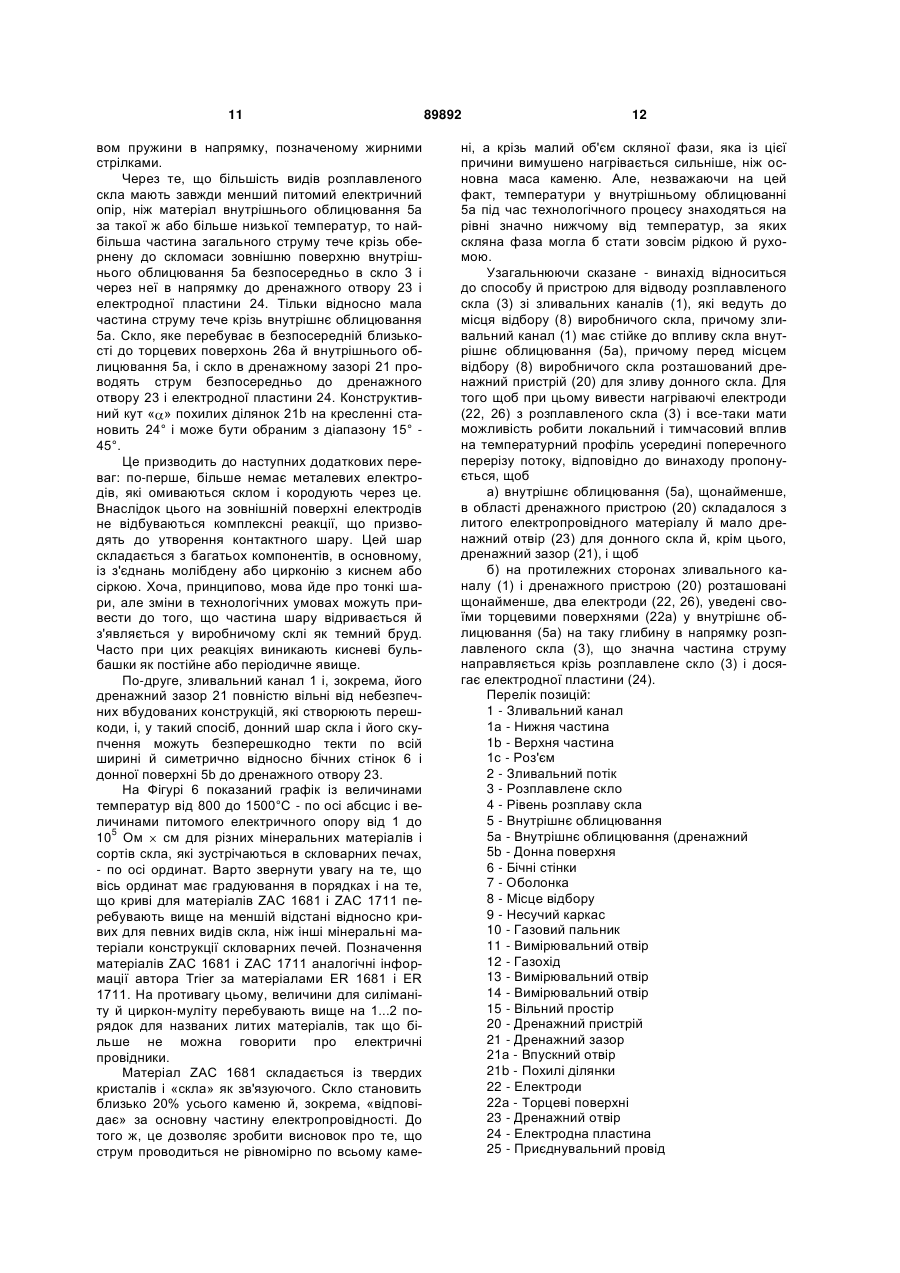
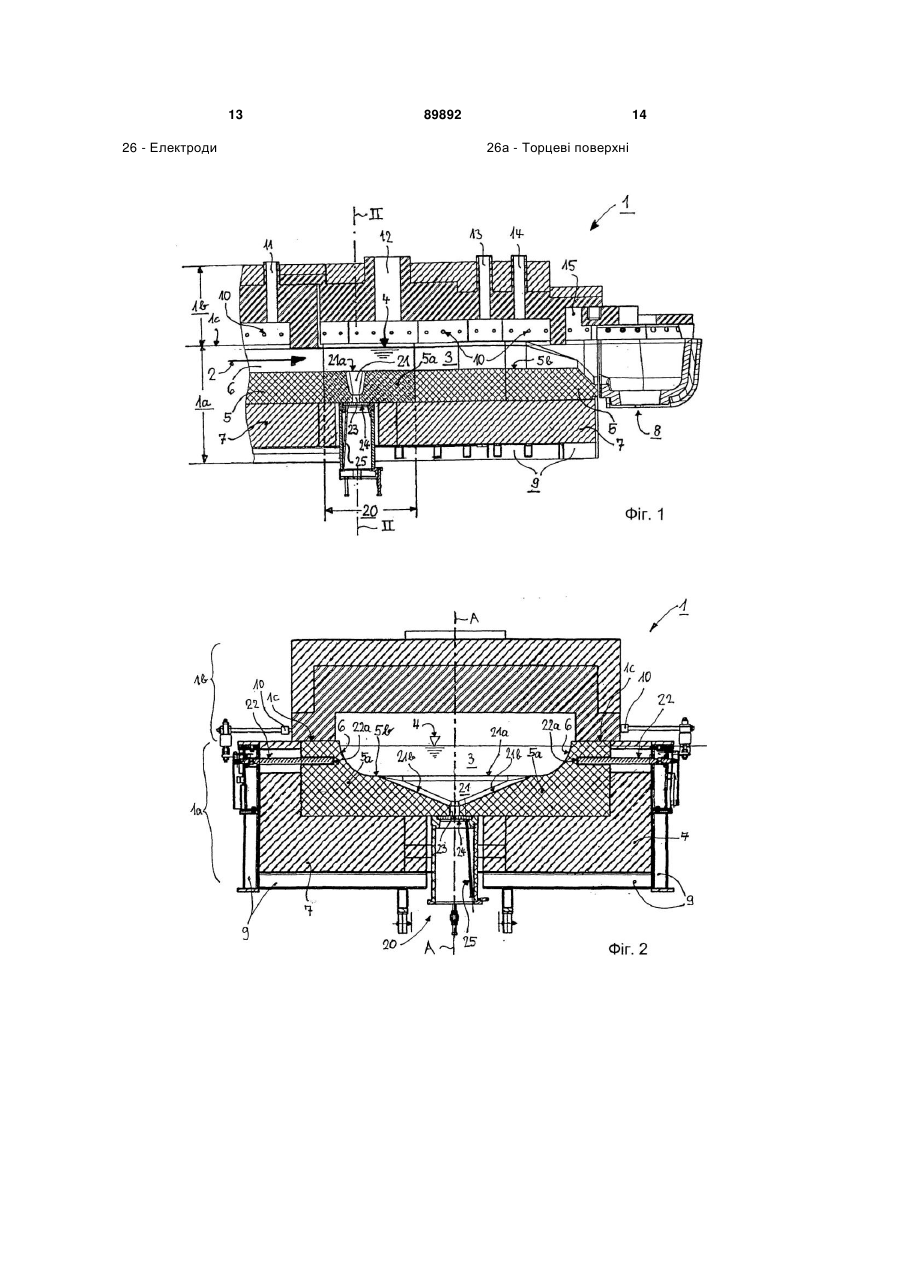
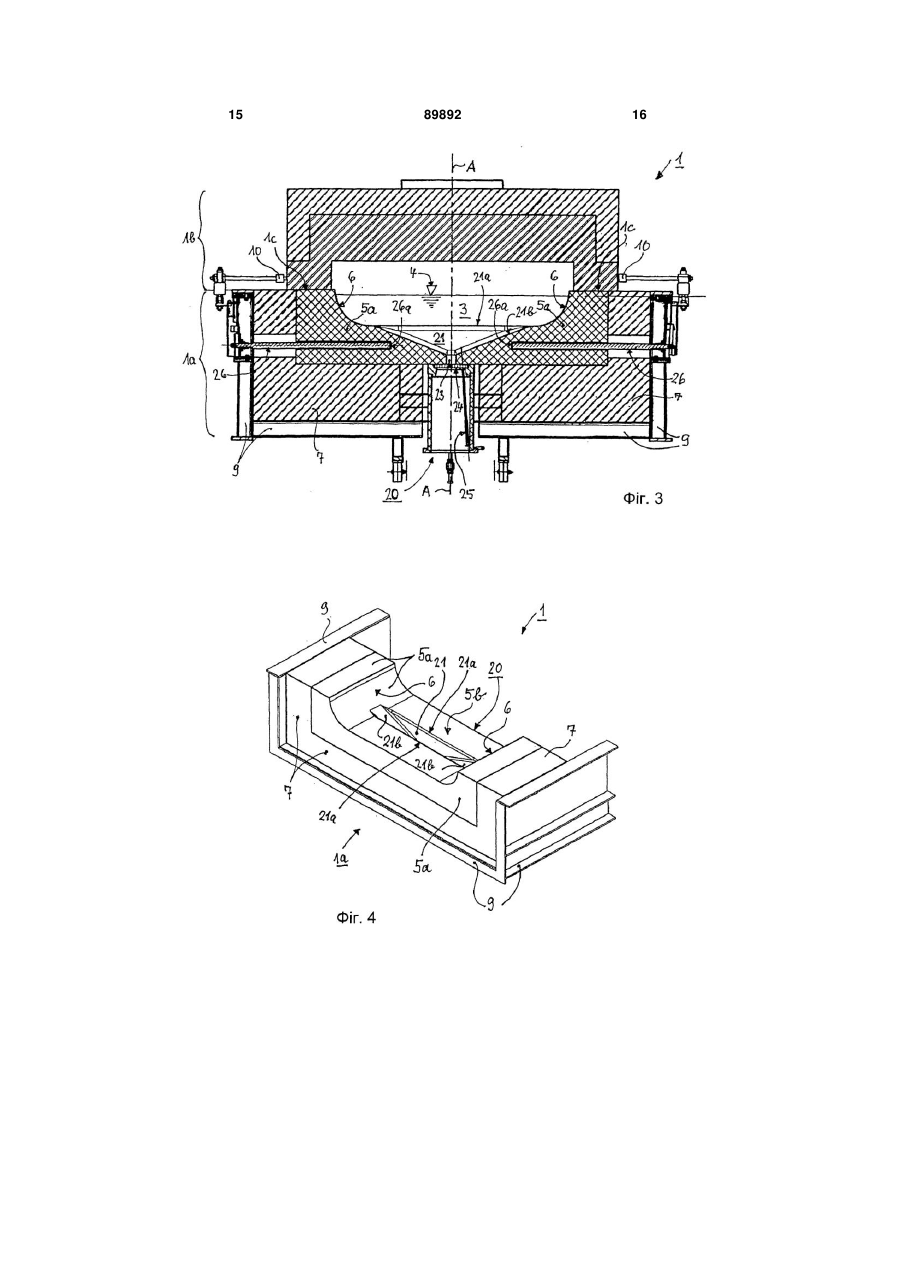
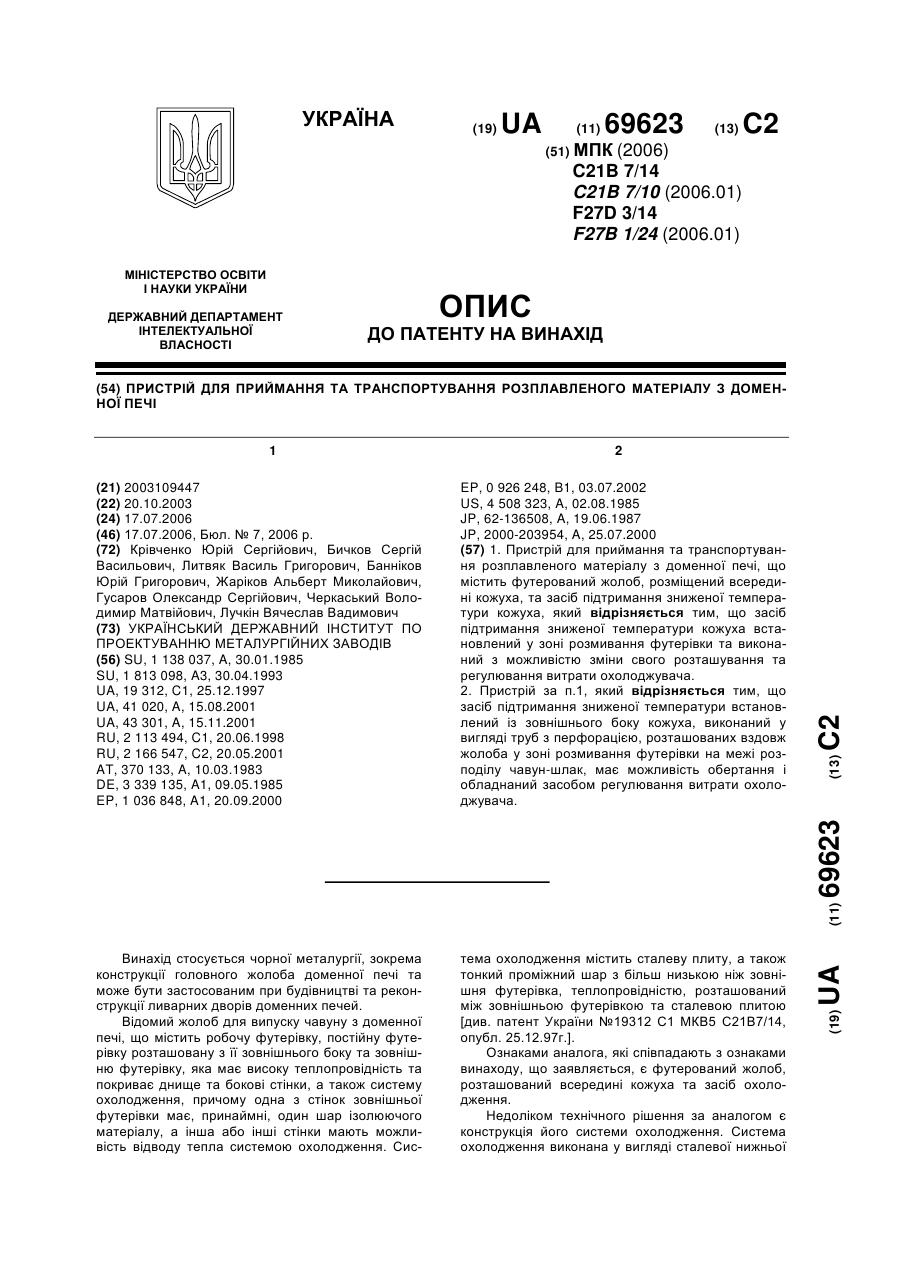
1. Спосіб відводу розплавленого скла (3) зі зливальних каналів (1) скловарної печі, згідно з яким направляють виробниче скло зі скловарної печі через зливальні канали до місця відбору (8) виробничого скла, причому зливальний канал (1) оснащують стійким до впливу скла внутрішнім облицюванням (5, 5а), яке із зовнішнього боку оточують оболонкою (7) з мінерального теплоізоляційного матеріалу, при цьому перед місцем відбору (8) виробничого скла розташовують дренажний пристрій (20) для донного скла, який відрізняється тим, що а) внутрішнє облицювання (5а) щонайменше в області дренажного пристрою (20) утворюють з литого електропровідного мінерального матеріалу із групи AZS- та ZAC-сполук, причому у внутрішньому облицюванні (5а) розташовують дренажний отвір (23) для донного скла й над цим дренажним отвором (23) дренажний зазор (21), який направляють поперек напрямку зливу (2), б) на протилежних сторонах зливального каналу (1) і дренажного пристрою (20) для донного шару скла додатково розташовують щонайменше два електроди (22, 26), виконані у вигляді стрижнів і які вводять своїми торцевими поверхнями (22а, 26а) у внутрішнє облицювання (5а) у напрямку розплавленого скла (3) на таку глибину, що, не маючи контакту з розплавленим склом, вони забезпечують при цьому проведення переважної частини струму, який через них проводять, крізь розплавлене скло (3) і таким шляхом до електродної пластини 2 (19) 1 3 89892 4 5. Пристрій за п. 4, який відрізняється тим, що електроди (22), які знаходяться один навпроти одного, розташовані над впускним отвором (21а) для донного скла. 6. Пристрій за п. 4, який відрізняється тим, що електроди (26), які знаходяться один навпроти одного, розташовані під впускним отвором (21а) для донного скла. 7. Пристрій за п. 4, який відрізняється тим, що над дренажним отвором (23) у внутрішньому облицюванні (5а) виконаний дренажний зазор (21), який звужений, якщо дивитися в напрямку поперечного перерізу зливального каналу (1), двома похилими ділянками (21b) від впускного отвору (21а) до дренажного отвору (23). 8. Пристрій за п. 7, який відрізняється тим, що кут "α" між похилими ділянками (21b) знаходиться в діапазоні від 15° до 45° до горизонталі. 9. Пристрій за п. 4, який відрізняється тим, що осі електродів (22, 26) орієнтовані відносно горизонтального компоненту напрямку по осі (А-А), яка проходить крізь дренажний отвір (23). Винахід відноситься до способу відводу розплавленого скла зі зливальних каналів, які направляють виготовлене скло зі скловарної печі до місця відбору виготовленого скла, причому зливальний канал має стійке до впливу скломаси внутрішнє облицювання, складене із зовнішньої сторони із оболонки з мінерального теплоізоляційного матеріалу, причому перед місцем відбору виготовленого скла розташовується дренажний пристрій для донного шару скла. Для оцінки рівня техніки та винаходу варто докладно зупинитися, з одного боку, на конструктивних елементах зливальних каналів, які нагріваються, і які також називаються живильниками або виносними горнами, а, з іншого боку, на складових ліній струму в розглянутих зливальних каналах і на виділенні тепла, яке виникає при цьому. Як мінеральні внутрішні поверхні зливальних каналів, так і металеві зовнішні поверхні нагрівальних електродів мають властивість більшою або меншою мірою піддаватися впливу звичайного розплавленого скла, причому продукти реакції взаємодії є важчими, ніж розплавлене скло, і тому вони збираються на дні зливального каналу у вигляді донного шару скла, забрудненого домішками. При цьому особливо шкідливими є продукти реакції взаємодії розплаву скла з металом електродів, занурених безпосередньо в розплав. У донному шарі скла осаджуються також інші забруднюючі домішки, такі як піщинки та скупчення. Розплавлене скло, яке знаходиться над донним шаром скла, призначається для виготовлення виробів, і тому називається виробничим склом. Виробниче скло зливається крізь місце відбору або безперервно, наприклад, для виготовлення листового скла, або порційно, наприклад, у вигляді крапель або «Gobs» для виготовлення пляшок або посудин для напоїв. Якщо донний шар скла, відділений фазовою межею від виробничого скла, не видаляється безперервно крізь дренажний отвір перед вищезгаданим місцем відбору виробленого скла або видаляється з перебоями, то виробниче скло забруднюється склом із донного шару, і стає непридатним до вживання. Це призводить, крім іншого, до зниження прозорості, наприклад, внаслідок забарвлення скла та/або крізь утворення скупчень, які, у колах фахівців, за свій зовнішній вигляд діс тали назву «сліди від удару котячої лапи» («CatScratches»). Наступний блок проблем полягає у виборі й об'ємному виконанні мінеральних матеріалів зливального каналу, а також у просторовому розташуванні відносно електродів. Якщо внутрішнє облицювання зливального каналу виконане за відомим типом - з литого матеріалу із групи AZSабо ZAC-матеріалів, відомих також як трикомпонентні системи, наприклад, АІ2О3 -ZrO2 - SlO2, то їхня електрична провідність має величину приблизно в 20 разів більшу від електричної провідності звичайного мінерального матеріалу, який застосовується для теплоізоляційної оболонки зливального каналу. Із цього випливає, що лінії струму проходять переважно через такі матеріали, причому знову ж об'ємне виконання матеріалу та просторові координати цих ліній струму зі свого боку повинні бути визначені, виходячи з відповідних електродів усередині цих матеріалів, включаючи переходи й зміни ліній відносно розплавленого скла та у ньому. Але це, у свою чергу, знаходиться у взаємодії із просторовими координатами температур. Звідси випливають співвідношення між частками сили струму, які припадають на мінеральні речовини, з одного боку, і на розплавлене скло, з іншого боку, і співвідношення залежних від цього локальних потужностей, які йдуть на нагрівання. Величини електричної провідності або питомого опору як у скла, так і в мінеральних конструкційних матеріалів дуже сильно залежать від температури в діапазоні 700...1700°С, розмах цих величин у зазначеному температурному діапазоні становить більше декількох порядків. Тому результати ґрунтуються на численних, інтенсивних і витратних дослідженнях, проведених для пошуку оптимального рішення. До того ж, свою роль грає швидкість зміни температури в районі дренажного отвору. Завдяки повідомленню Об'єднання німецької скляної промисловості HVG № 1671 та доповіді від 20 квітня 1988 p., a також заявці DE 40 06 229 С2 відомо, що в живильнику скловарної установки перед донним випускним отвором для розплавленого виробничого скла і його кінцевого продукту варто розташовувати так званий дренажний отвір (другий донний отвір) для донного шару скла, який створює в кінцевому продукті скупчення, так звані «Cat-Scratches» («сліди від удару котячої лапи»). Крім того, на дні може бути передбачений поріг, 5 який повинен перешкоджати надходженню важкого донного шару скла до випускного отвору для виробленого скла. Безпосередньо не розглядається призначений обігрів, його регулювання та просторові координати температур. Крім того, із заявки ЕР 0 329 930 В1 від 1989 р. і зі статті «CONTI-DRAIN, eine Lösung von Sorg bei zirkonhaltigen Schlieren in der Produktion» («CONTIDRAIN, технічне рішення компанії Sorg при наявності цирконійвмісних шлірів у продукції») автора H.Lutz, опублікованої у виданні «Glas-Ingenieur», 1.99, с. 47...50, відомо, що під фільєрою для випуску донного шару скла, який утворює цирконійвмісні шліри, варто розташовувати електрод для підключення до трансформатора з регулювальним реостатом, причому подавана потужність регулюється залежно від температури за допомогою датчика, який розташовується поблизу донного випускного отвору. Конкретно повідомляється, що контрелектрод повинен розташовуватися безпосередньо в розплавленому склі. Так як для цього контрелектрода повинен застосовуватися, нехай навіть такий тугоплавкий метал як молібден, не вдалося уникнути того, що ці електроди поступово розчиняються в склі, що, як відомо, веде до забруднення скла. Це знову ж антипродуктивно і є, певною мірою, «вибиванням клина клином». Ці публікації демонструють як розуміння суті проблеми, так і невизначеність, недостатнє пророблення та неповноту. Крім того, слід зазначити наступне: пряме електричне нагрівання металевими електродами, молібденовими або цирконієвими, насамперед при варінні білого скла (Weissglas) не є незаперечним. На зовнішній поверхні електродів відбуваються складні реакції, які призводять до утворення контактного шару. Цей шар складається з багатьох компонентів, в основному, із з'єднань металів із киснем або сіркою. Хоча, принципово, мова йде про тонкий шар, але зміни в технологічних умовах можуть призвести до того, що частина шару відривається й з'являється у виробничому склі у вигляді темного змащення. Часто при цих реакціях виникають кисневі пухирці як постійне або періодичне явище. І хоча з 1974 р. із заявки DE 24 61 700 С3 відомо, що металеві електроди варто виводити із зони прямого впливу скла й використовувати замість них між електродами та розплавленим склом відповідне керамічне обшивання або внутрішні облицювання живильника, які в галузі мають назву - ZAC. Електричний опір таких керамічних матеріалів має негативний температурний коефіцієнт, тобто, їхня електропровідність збільшується з підвищенням температури, та як і у скла. При нерівномірному розподілі температур внаслідок зміни теплового балансу між нагріванням і охолодженням для окремих ліній струму виходять дуже різні просторові координати. Хоча вказуються деякі лінії струму між електродами на ділянках зовнішньої поверхні футерування ззаду й знизу, але відсутня інформація про лінії струму до кільцеподібного електрода, який розташовується нижче донного випускного отвору для виробничого скла, та про можливості регулювання й керування ними. Також 89892 6 не розглядається дренажний отвір, який нагрівається, і який розташовується перед вищезгаданим випускним отвором. Із заявки DE 2 017 096 A1 відомо, для регульованого пуску розташування скла, нижче донного випускного отвору живильника вертикального співвісного послідовного набору кільцеподібних електродів, крізь які може бути пропущений ще один концентричний стрижневий електрод. Як матеріал електрода вказаний молібден, що входить у контакт із розплавом, навіть якщо він усувається з живильника. Також вказується, що така система може розміщуватися або під живильником для дренажу поверхневого скла й, отже, виробничого скла, або на дні ванни для дренажу донного скла. Практичний досвід показав, що такі варіанти вибору крізь різні приписання не можуть бути застосованими за місцем використання. Зокрема, у такій системі, незважаючи на контакт зі склом, відсутній широкодіапазонний зворотний тепловий вплив на струм розплаву в живильнику або в зливальному каналі. З огляду на все це, завданням винаходу є розробка способу відведення розплавленого скла зі зливальних каналів і пристрою для цього з електродами, які перебувають в електричній і тепловій взаємодії як із дренажним отвором, так і його кільцеподібним контрелектродом, і в якому електроди виводяться з-під безпосереднього впливу розплавленого скла, і в якому активні закінчення електродів все-таки мають локальний і тимчасовий вплив на температурний профіль усередині поперечного перерізу потоку розплавленого скла в зливальному каналі й/або над дренажним отвором. Вирішення поставленого завдання, відповідно до винаходу, здійснюється за допомогою одного разу наведеного способу завдяки тому, що: а) внутрішнє облицювання, принаймні, в області дренажного пристрою складаються з литого, електропровідного мінерального матеріалу із групи AZC- і ZAC-сполук, причому у внутрішньому облицюванні дренажного отвору для донного скла й над цим дренажним отвором розташовується дренажний зазор, який проходить поперек напрямку зливу, і що б) на протилежних сторонах зливального каналу й дренажного отвору для донного скла розташовані виконані у вигляді стрижнів, принаймні, два електроди, уведені своїми торцевими поверхнями у внутрішнє облицювання в напрямку розплавленого скла на таку глибину, що й не маючи при цьому контакту з розплавленим склом, переважна частина електроструму, який проходить, направляється крізь розплавлене скло й досягає таким шляхом електронної пластини, яка розташовується нижче дренажного отвору, таким чином, що донне скло нагрівається сильніше, ніж виробниче скло, яке знаходиться над ним. У такий спосіб повністю вирішується поставлене завдання. Зокрема, з одного боку, електроди виводяться з-під безпосереднього впливу розплавленого скла, а з іншого боку, активні закінчення електродів все-таки мають локальний і тимчасовий вплив на зміну ліній струму й на температур 7 ний профіль усередині поперечного перерізу потоку розплавленого скла в зливальному каналі й/або над дренажним отвором. Особливо бажано, серед ряду інших варіантів виконання способу запропонованого відповідно до винаходу, якщо - окремо або в поєднанні: - розташовані один навпроти одного електроди розміщаються над віртуальною горизонтальною площиною, у якій перебуває фазова межа між виробничим склом і донним склом у зливальному каналі, і/або якщо - розташовані один навпроти одного електроди розміщаються під віртуальною горизонтальною площиною, у якій перебуває фазова межа між виробничим склом і донним склом у зливальному каналі. Винахід відноситься також до пристрою для відведення розплавленого скла зі зливальних каналів, які направляють подачу виробничого скла зі скловарної печі до місця відбору виробничого скла, причому зливальний канал має стійке до впливу скла внутрішнє облицювання, обкладене із зовнішньої сторони оболонкою з мінерального теплоізоляційного матеріалу, і причому перед місцем відбору виробничого скла знаходиться дренажний пристрій для зливу донного скла. Для вирішення подібного завдання й з однаковими перевагами, такий пристрій, відповідно до винаходу, відрізняється тим, що: а) внутрішнє облицювання, щонайменше, в області дренажного пристрою складаються з литого, електропровідного мінерального матеріалу із групи AZC- і ZAC-сполук, причому у внутрішньому облицюванні розташований дренажний отвір для зливу донного скла й над цим дренажним отвором розташований дренажний зазор, який проходить поперек зливального каналу, і тим, що б) на протилежних сторонах зливального каналу й дренажного пристрою для зливу донного шару скла розташовані виконані у вигляді стрижнів, щонайменше, два електроди, уведені своїми торцевими поверхнями у внутрішнє облицювання на таку глибину в напрямку розплавленого скла, що й не маючи при цьому контакту з розплавленим склом, переважна частина електроструму, який проходить, направляється крізь розплавлене скло й перебуває в контакті із пластинчастим електродом, розташованим нижче дренажного отвору. В інших варіантах наповнення пристрою, запропонованого даним винаходом, присутні - окремо або у поєднанні: - розташовані один навпроти одного електроди, які розташовані над впускним отвором для донного скла, - розташовані один навпроти одного електроди, які розташовані під впускним отвором для донного скла, - над дренажним отвором у внутрішньому облицюванні міститься дренажний зазор, просвіт якого звужується у напрямку, якщо дивитися поперек зливального каналу, двома похилими ділянками від впускного отвору до дренажного отвору, - похилі ділянки виконані під кутом « », величина якого складає 15...45° до горизонталі, і/або якщо, 89892 8 - осі електродів із горизонтальними компонентами напрямку орієнтовані по осі (А-А), яка проходить крізь дренажний отвір. Два варіанти виконання винаходу й принцип їхньої дії, а також інші переваги пояснюються далі за допомогою фігур 1...6, на яких зображено: Фігура 1. Вертикальний поздовжній осьовий розріз по площині, яка проходить крізь віддалене від печі закінчення зливального каналу, Фігура 2. Вертикальний поперечний розріз по лінії II -II (див. Фігуру 1) першого варіанта виконання винаходу, де електроди розташовані вище впускного отвору дренажного зазору, Фігура 3. Вертикальний поперечний розріз аналогічно до Фігури 2 другого варіанту виконання винаходу, де електроди розташовані нижче впускного отвору дренажного зазору, Фігура 4. Вигляд у перспективі конструктивного елемента в районі дренажного зазору й дренажного отвору, Фігура 5. Збільшений фрагмент розрізу, зображеного на Фігурі 3, у районі дренажного отвору, і Фігура 6. Графік зміни питомого опору (Ом см) деяких литих матеріалів, включаючи ZAC 1711 та ZAC 1681, і деяких сортів скла в розглянутому діапазоні температур 800...1500°С. На Фігурі 1 зображене закінчення зливального каналу 1, а початок зливального каналу, не показаний на кресленні, з'єднується зі скловарною піччю. Через нього задано напрямок зливу 2 для розплавленого скла 3, що має рівень 4 розплаву. Зливальний канал 1 має стійке до впливу скломаси внутрішнє облицювання 5, 5а, причому внутрішнє облицювання 5а утворює фрагмент, який складається з литого мінерального матеріалу групи AZC- і ZAC-сполук. До того ж, автор Dr.-Ing. Illig у виданні «ABC Glas» («Абетка скла»), видавництво Deutscher Verlag fur GrunstoffIndustrie, Leipzig, 1991, пише наступне: на с. 23: AZC-камені - камені «алюміній цирконій - силікат» цирконієвмісний вогнетрив. На с. 235-236: литі камені особлива якість, необхідна для процесу скловаріння. А на с. 303: цирконієвмісний вогнетрив особлива якість, необхідна в області основ виносних ванн і горен для розплавів скла. Крім того, автор W. Trier у виданні «Glasschmelzöfen Konstruktion und Betriebsverhalten» («Конструкція й режими роботи скловарних печей»), видавництво Springer-Verlag, 1984, пише: на с. 66:4.2,4 Литі камені - застосування терміна «конгломерат корунд - оксид цирконію (KZ- камені)» особлива якість, необхідна для скловарних ванн, які нагріваються за допомогою електрики, яка ґрунтується на відносно низькому електричному опорі. На малюнку 4.3 на с. 68 показані графіки залежності питомого електричного опору скла і вогнетривких облицювань ванн від температури в діапазоні 800...1500°С. Таблиця 4.4 «Хімічний і мінералогічний склад, фізичні характеристики литих каменів», група «корунд - оксид цирконію», на с. 67 в комірці « KZ-камінь» міститься інформація, зокрема, за матеріалами ER 1681 і ER 9 1711. Примітка: для цих матеріалів також використовуються позначення ZAC 1681 і ZAC 1711. Зливальний канал 1 має нижню частину 1а й верхню частину 1b, які відділені одна від одної роздільним швом 1с. Трохи нижче роздільного шва 1с знаходиться рівень 4 розплаву скла. Верхня частина 1b також виконана багатошаровою, що в даному описі не вимагає докладного пояснення, і нагрівається двома рядами розташованих один навпроти одного газових пальників 10, позначеними на кресленні тільки отворами сопел. У напрямку зливу 2 розташовані вимірювальний отвір 11, газохід 12 для відводу продуктів згорання від газових пальників 10 і два вимірювальних отвори 13 і 14. Вимірювальні отвори можуть застосовуватися для введення крізь них пірометрів або термоелементів. Позицією 15 позначається вільний об'єм для установки шибера відсічення. Внутрішнє облицювання 5, 5а має донні поверхні 5b і дві бічні стінки 6, розташовані одна навпроти одної, і які охоплюються знизу й із боків оболонкою 7 зі звичайного мінерального теплоізоляційного матеріалу. Біля закінчення зливального каналу 1 знаходиться місце відбору 8 виробничого скла, розташоване нижче донної поверхні 5b, причому керуючий пристрій для безперервного або порційного відвантаження розплавленого скла не показаний. Уся нижня частина 1а зливального каналу 1 утримується несучим каркасом 9. Перед місцем відбору 8 виробничого скла розташований дренажний пристрій 20 для так званого донного шару скла. Важливим елементом є дренажний зазор 21, який іде поперек до напрямку зливу потоку 2 і який має вертикальну площину симетрії II - II, яка на Фігурі 1 лише позначена. Варіанти принципу побудови конструкції винаходу докладно пояснюються на Фігурах 2, 3, 4 і 5, на яких використовуються попередні позначення позицій. У варіанті виконання, представленому на Фігурі 2, два розташованих один навпроти одного горизонтальних електрода 22, з їхніми торцевими поверхнями 22а, розташовані над впускним отвором 21а дренажного зазору 21. Від цього впускного отвору 21а до циліндричного дренажного отвору 23 ведуть дві дзеркально симетричних похилих ділянки 21b, нижче яких розташована кільцеподібна електродна пластина 24 із приєднувальним проводом 25. До торцевих поверхонь 22а прикладене натискне зусилля від пружини, яке діє на зовнішні закінчення електродів 22. Через малий зазор між торцевими поверхнями 22а й площиною поділу між внутрішнім облицюванням 5а й розплавленим склом 3, значна частина струмів для розплаву протікає найкоротшим шляхом до розплавленого скла 3 і звідти крізь дренажний зазор 21 і дренажний отвір 23 до електродної пластини 24. Через те, що розплавлене скло в діапазоні температур, звичайних для такого способу, має менший коефіцієнт електричного опору, ніж матеріал внутрішнього облицювання 5а при своїй більш низькій температурі, то значна частина теплового потоку поширюється донною поверхнею зливального каналу 1 і, зокрема, усередині дренажного зазору 21, що приводить до відчутного пок 89892 10 рашення відтоку некондиційного цирконієвмісного донного скла, в'язкість якого при співвідносних температурах вища, ніж в'язкість виробничого скла . У варіанті виконання, представленому на Фігурах 3 і 5, два розташованих один навпроти одного горизонтальних електрода 26, які мають торцеві поверхні 26а, розташовані під впускним отвором 21а дренажного зазору 21. Також від впускного отвору 21а до циліндричного дренажного отвору 23 ведуть дві дзеркально симетричних похилих ділянки 21b, нижче яких розташовується кільцеподібна електродна пластина 24 із приєднувальним проводом 25. До торцевих поверхонь 26а прикладене натискне зусилля від пружини, яке діє на зовнішні закінчення електродів 22. Через малий зазор між торцевими поверхнями 22 і площиною поділу між внутрішнім облицюванням 5а й розплавленим склом 3, значна частина струмів, які розплавляють скло, іде найкоротшим шляхом до розплавленого скла 3 у дренажному зазорі 21 і крізь дренажний отвір 23 до електродної пластини 24, як показано на Фігурі 5 товстими лініями. Найбільш бажаним є проходження горизонтальних осей електродів 22 і 23 - відповідно на одній висоті - у площині симетрії II - II (див. Фігуру 1), зрозуміло, що принципи побудови конструкцій, зображених на Фігурах 2 і 3, також можуть комбінуватися між собою, тобто, до дренажного зазору 21 могло б бути додано дві пари електродів 22 і 26. У принципі, відбулося б накладення конструкцій, зображених на Фігурах 2 і 3, одна на одну. Через те, що розплавлене скло в діапазоні температур, звичайних для такого способу, має менший коефіцієнт електричного опору, ніж матеріал внутрішнього облицювання 5а, який має більш низьку температуру, то значна частина теплового потоку створюється усередині дренажного зазору 21, що призводить до відчутного покрашення відтоку некондиційного цирконієвмісного донного скла, в'язкість якого при співвідносних температурах вища, ніж в'язкість виробничого скла. На Фігурі 4 показане, зі збереженням раніше назначених позицій, перспективне зображення конструктивного елемента в області внутрішнього облицювання 5а із щілиноподібним дренажним зазором 21 і його впускним отвором 21а. Можна відзначити, що довжина дренажного зазору 21 поперек поздовжнього або напрямку потоку в зливальному каналі власне кажучи мають таку ж величину, що і ширина горизонтальної і плоскої донної поверхні 5b у цих напрямках. Таким чином, перепиняється шлях донному склу до місця відбору 8 виробничого скла. Переходи між донною поверхнею 5b і бічними стінками 6 добре округлені. Таке внутрішнє облицювання 5а може позначатися також як дренажний камінь. На Фігурі 5 додатково зображене наступне: лінії струму, які виходять від обох електродів 26 однієї полярності, зображені вигнутими товстими лініями. Бажано передача струму на внутрішнє облицювання 5а відбувається через торцеві поверхні 26а електродів 26, які перебувають під впли 11 вом пружини в напрямку, позначеному жирними стрілками. Через те, що більшість видів розплавленого скла мають завжди менший питомий електричний опір, ніж матеріал внутрішнього облицювання 5а за такої ж або більше низької температур, то найбільша частина загального струму тече крізь обернену до скломаси зовнішню поверхню внутрішнього облицювання 5а безпосередньо в скло 3 і через неї в напрямку до дренажного отвору 23 і електродної пластини 24. Тільки відносно мала частина струму тече крізь внутрішнє облицювання 5а. Скло, яке перебуває в безпосередній близькості до торцевих поверхонь 26а й внутрішнього облицювання 5а, і скло в дренажному зазорі 21 проводять струм безпосередньо до дренажного отвору 23 і електродної пластини 24. Конструктивний кут « » похилих ділянок 21b на кресленні становить 24° і може бути обраним з діапазону 15° 45°. Це призводить до наступних додаткових переваг: по-перше, більше немає металевих електродів, які омиваються склом і кородують через це. Внаслідок цього на зовнішній поверхні електродів не відбуваються комплексні реакції, що призводять до утворення контактного шару. Цей шар складається з багатьох компонентів, в основному, із з'єднань молібдену або цирконію з киснем або сіркою. Хоча, принципово, мова йде про тонкі шари, але зміни в технологічних умовах можуть привести до того, що частина шару відривається й з'являється у виробничому склі як темний бруд. Часто при цих реакціях виникають кисневі бульбашки як постійне або періодичне явище. По-друге, зливальний канал 1 і, зокрема, його дренажний зазор 21 повністю вільні від небезпечних вбудованих конструкцій, які створюють перешкоди, і, у такий спосіб, донний шар скла і його скупчення можуть безперешкодно текти по всій ширині й симетрично відносно бічних стінок 6 і донної поверхні 5b до дренажного отвору 23. На Фігурі 6 показаний графік із величинами температур від 800 до 1500°С - по осі абсцис і величинами питомого електричного опору від 1 до 5 10 Ом см для різних мінеральних матеріалів і сортів скла, які зустрічаються в скловарних печах, - по осі ординат. Варто звернути увагу на те, що вісь ординат має градуювання в порядках і на те, що криві для матеріалів ZAC 1681 і ZAC 1711 перебувають вище на меншій відстані відносно кривих для певних видів скла, ніж інші мінеральні матеріали конструкції скловарних печей. Позначення матеріалів ZAC 1681 і ZAC 1711 аналогічні інформації автора Trier за матеріалами ER 1681 і ER 1711. На противагу цьому, величини для силіманіту й циркон-муліту перебувають вище на 1...2 порядок для названих литих матеріалів, так що більше не можна говорити про електричні провідники. Матеріал ZAC 1681 складається із твердих кристалів і «скла» як зв'язуючого. Скло становить близько 20% усього каменю й, зокрема, «відповідає» за основну частину електропровідності. До того ж, це дозволяє зробити висновок про те, що струм проводиться не рівномірно по всьому каме 89892 12 ні, а крізь малий об'єм скляної фази, яка із цієї причини вимушено нагрівається сильніше, ніж основна маса каменю. Але, незважаючи на цей факт, температури у внутрішньому облицюванні 5а під час технологічного процесу знаходяться на рівні значно нижчому від температур, за яких скляна фаза могла б стати зовсім рідкою й рухомою. Узагальнюючи сказане - винахід відноситься до способу й пристрою для відводу розплавленого скла (3) зі зливальних каналів (1), які ведуть до місця відбору (8) виробничого скла, причому зливальний канал (1) має стійке до впливу скла внутрішнє облицювання (5а), причому перед місцем відбору (8) виробничого скла розташований дренажний пристрій (20) для зливу донного скла. Для того щоб при цьому вивести нагріваючі електроди (22, 26) з розплавленого скла (3) і все-таки мати можливість робити локальний і тимчасовий вплив на температурний профіль усередині поперечного перерізу потоку, відповідно до винаходу пропонується, щоб а) внутрішнє облицювання (5а), щонайменше, в області дренажного пристрою (20) складалося з литого електропровідного матеріалу й мало дренажний отвір (23) для донного скла й, крім цього, дренажний зазор (21), і щоб б) на протилежних сторонах зливального каналу (1) і дренажного пристрою (20) розташовані щонайменше, два електроди (22, 26), уведені своїми торцевими поверхнями (22а) у внутрішнє облицювання (5а) на таку глибину в напрямку розплавленого скла (3), що значна частина струму направляється крізь розплавлене скло (3) і досягає електродної пластини (24). Перелік позицій: 1 - Зливальний канал 1а - Нижня частина 1b - Верхня частина 1с - Роз'єм 2 - Зливальний потік 3 - Розплавлене скло 4 - Рівень розплаву скла 5 - Внутрішнє облицювання 5а - Внутрішнє облицювання (дренажний 5b - Донна поверхня 6 - Бічні стінки 7 - Оболонка 8 - Місце відбору 9 - Несучий каркас 10 - Газовий пальник 11 - Вимірювальний отвір 12 - Газохід 13 - Вимірювальний отвір 14 - Вимірювальний отвір 15 - Вільний простір 20 - Дренажний пристрій 21 - Дренажний зазор 21а - Впускний отвір 21b - Похилі ділянки 22 - Електроди 22а - Торцеві поверхні 23 - Дренажний отвір 24 - Електродна пластина 25 - Приєднувальний провід 13 26 - Електроди 89892 14 26а - Торцеві поверхні 15 89892 16 17 Комп’ютерна верстка Л.Литвиненко 89892 Підписне 18 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for extracting glass melt from flow channels of glass furnace
Автори англійськоюGresler Jurgen
Назва патенту російськоюСпособ и устройство для отвода расплавленного стекла из сливных каналов стекловаренной печи
Автори російськоюГреслер Юрген
МПК / Мітки
Мітки: каналів, пристрій, спосіб, відводу, зливальних, розплавленого, скла, скловарної, печі
Код посилання
<a href="https://ua.patents.su/9-89892-sposib-ta-pristrijj-dlya-vidvodu-rozplavlenogo-skla-zi-zlivalnikh-kanaliv-sklovarno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для відводу розплавленого скла зі зливальних каналів скловарної печі</a>
Пристрій для приймання та транспортування розплавленого матеріалу з доменної печі
Номер патенту: 69623
Опубліковано: 17.07.2006
Автори: Банніков Юрій Григорович, Черкаський Володимир Матвійович, Гусаров Олександр Сергійович, Лучкін Вячеслав Вадимович, Жаріков Альберт Миколайович, Литвяк Василь Григорович, Крівченко Юрій Сергійович, Бичков Сергій Васильович
МПК: F27B 1/24, C21B 7/10, F27D 3/14, C21B 7/14
Мітки: приймання, печі, доменної, розплавленого, пристрій, матеріалу, транспортування
Формула / Реферат:
A 2-(N-methyl-N-methanesulfonylamino)pyrimidine compound of the formula (3): (R is a hydrocarbyl group], is prepared by the steps of: (I) reacting an isobutyrylacetate ester with 4-fluorobenzaldehyde and urea in the presence of a protonic compound and a metal salt; (II) oxidizing the reaction product of the step (І); (IIІ) reacting the oxidation product of the step (II) with an organic sulfonyl halide or an organic sulfonyl anhydride; and...
Пристрій для відводу газу з коксової печі

Номер патенту: 57862
Опубліковано: 15.07.2003
Автори: Каменюка Вячеслав Борисович, Альбовський Володимир Євгенійович, Волков Віталій Іванович
МПК: C10B 27/00
Мітки: відводу, газу, печі, пристрій, коксової
Формула / Реферат:
Пристрій для відводу газу з коксової печі, що включає корпус стояка, фланець з газопідвідним каналом і кришку, встановлені з можливістю створення камери газового бар'єра для витоку коксового газу, який відрізняється тим, що по периметру привалкової поверхні кришки виконано замкнений канал з можливістю з'єднання з газопідвідним каналом, а привалкова поверхня фланця виконана плоскою.
Спосіб контролю рівня розплавленого матеріалу в печі і управління завантаженням шихти в піч та пристрій для його реалізації
Номер патенту: 14877
Опубліковано: 30.04.1999
Автор: Сікора Любомир Степанович
МПК: C03B 5/00, G01F 23/284
Мітки: спосіб, шихти, піч, розплавленого, печі, управління, пристрій, рівня, завантаженням, матеріалу, контролю, реалізації
Формула / Реферат:
1. Способ контроля уровня расплавленного материала в печи и управления загрузкой шихты в печь, включающий зондирование лазерным лучом контролируемой среды, прием отраженного от среды сигнала и распределение его по двум каналам в зависимости от положения луча по отношению к заданной линии уровня расплавленного материала посредством плоской двухкоординатной матрицы фотоприемника, преобразование его в электрический сигнал, усиление его и...
Спосіб виробництва сталі в електричній печі при заливанні до неї розплавленого переробного чавуну
Номер патенту: 47487
Опубліковано: 15.07.2002
Автори: Рот Жан-Люк, КРЕМЕР Андре, ДЕН'Є Гі
МПК: C21C 5/52, C21C 7/072
Мітки: електричний, печі, переробного, неї, чавуну, сталі, заливанні, розплавленого, виробництва, спосіб
Формула / Реферат:
1. Спосіб виробництва сталі в електричній печі, у якому в електричну піч завантажують деяку кількість скрапу, що розплавляється в печі під дією електричної дуги, потім після того, як частина скрапу розплавиться, у піч заливають певну кількість розплавленого переробного чавуну і після заливання у піч відповідної кількості переробного чавуну до неї починають вдувати рафінувальний газ, який вдувають у піч доти, доки концентрація вуглецю і/або...
Ванна скловарної печі

Номер патенту: 71784
Опубліковано: 15.12.2004
Автори: Кошельнік Олександр Вадимович, Кошельник Вадим Михайлович, Долженко Олена Юріївна, Селіхов Юрій Анатолійович
МПК: C03B 5/00
Мітки: печі, ванна, скловарної
Формула / Реферат:
Ванна скловарної печі, яка включає стіни варильного басейну з вогнетривкої кладки, систему випарного охолодження з трубчастих елементів з оребренням і додаткове охолодження зовнішньої поверхні панелей системи випарного охолодження, яка відрізняється тим, що в технологічну схему роботи встановлено бак-акумулятор, який має дві секції необхідного об’єму, розділені перегородкою, і в якому бокові стіни, дно і кришка облицьовані теплоізоляційним...
Попередній патент: Протиерозійне ґрунтообробне знаряддя
Наступний патент: Спосіб підсилення фундаменту будинку
Випадковий патент: Пристрій для світлотерапії