Програмований блок для відкривальних пристроїв, які приклеюються до герметичних упаковок з розливними харчовими продуктами
Номер патенту: 95467
Опубліковано: 10.08.2011
Автори: Табарте Махмод, Балдіні Клаудіо, Скарін Ларс, Цукотті Алессандро, Густафссон Андерс
Формула / Реферат
1. Програмований блок (1), який виконаний з можливістю функціонування вздовж траєкторії (А) подачі послідовності відкривальних пристроїв (3) для кріплення їх до відповідних герметичних упаковок з розливними харчовими продуктами, при цьому згаданий блок (1) має:
- штовхальні засоби (25), які виконані з можливістю взаємодії з наперед визначеною швидкістю із згаданою послідовністю відкривальних пристроїв (3) для подачі їх вздовж згаданої траєкторії (А); і
- розміщувальні засоби (29), які виконані з можливістю взаємодії із згаданими відкривальними пристроями (3) і мають змінну конфігурацію для утримування відкривальних пристроїв (3) з різними геометричними характеристиками у наперед визначеному положенні відносно згаданих штовхальних засобів (25), при цьому згадані розміщувальні засоби (29) мають першу пару (50) напрямних (51, 52), які виконані з можливістю взаємодії із згаданими відкривальними пристроями (3) для розміщення їх відносно згаданих штовхальних засобів (25) в першому напрямі (Y) упоперек до згаданої траєкторії (А), при цьому згадані напрямні (51, 52) виконані з можливістю переміщення назад і вперед відносно одна одної для пристосування до геометричних характеристик кожного згаданого відкривального пристрою (3), який відрізняється тим, що відстань, виміряна паралельно згаданому першому напряму (Y), між згаданими напрямними (51, 52) у згаданій першій парі (50), зменшується вздовж згаданої траєкторії (А).
2. Блок за п. 1, який відрізняється тим, що згадана перша пара (50) має першу напрямну (51), прикріплену до фіксованої частини згаданого блока (1), та другу напрямну (52), виконану з можливістю навантаження пружними засобами (58) в напрямі до згаданої першої напрямної (51).
3. Блок за п. 1 або 2, який відрізняється тим, що згадані розміщувальні засоби (29) мають другу пару (70) напрямних (71, 72), які виконані з можливістю взаємодії із згаданими відкривальними пристроями (3) для розміщення їх відносно згаданих штовхальних засобів (25) в другому напрямі (X) упоперек до згаданого першого напряму (Y) і згаданої траєкторії (А), при цьому згадані напрямні (71, 72) у згаданій другій парі (70) виконані з можливістю переміщення назад і вперед відносно одна одної для пристосування до геометричних характеристик кожного згаданого відкривального пристрою (3).
4. Блок за п. 3, який відрізняється тим, що згадана друга пара (70) має першу напрямну (72), прикріплену до наступної фіксованої частини (73) згаданого блока (1), та другу напрямну (71), здатну до навантаження додатковими пружними засобами (75) в напрямі до згаданої першої напрямної (72) у згаданій другій парі (70).
5. Блок за п. 3 або п. 4, який відрізняється тим, що згадана перша пара (50) напрямних (51, 52) проходить вверх по ходу технологічної лінії від згаданої другої пари (70) напрямних (71, 72) вздовж згаданої траєкторії (А).
Текст
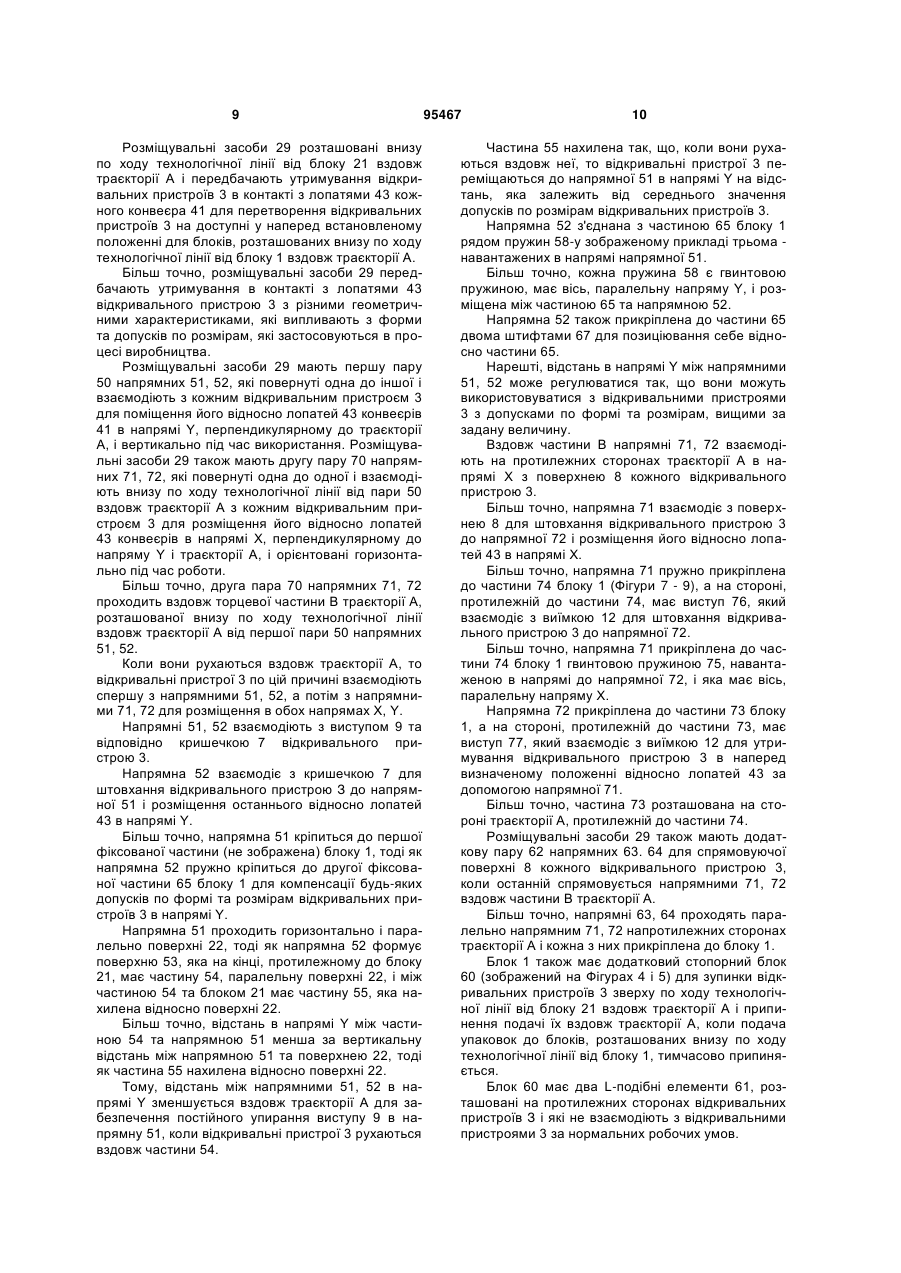
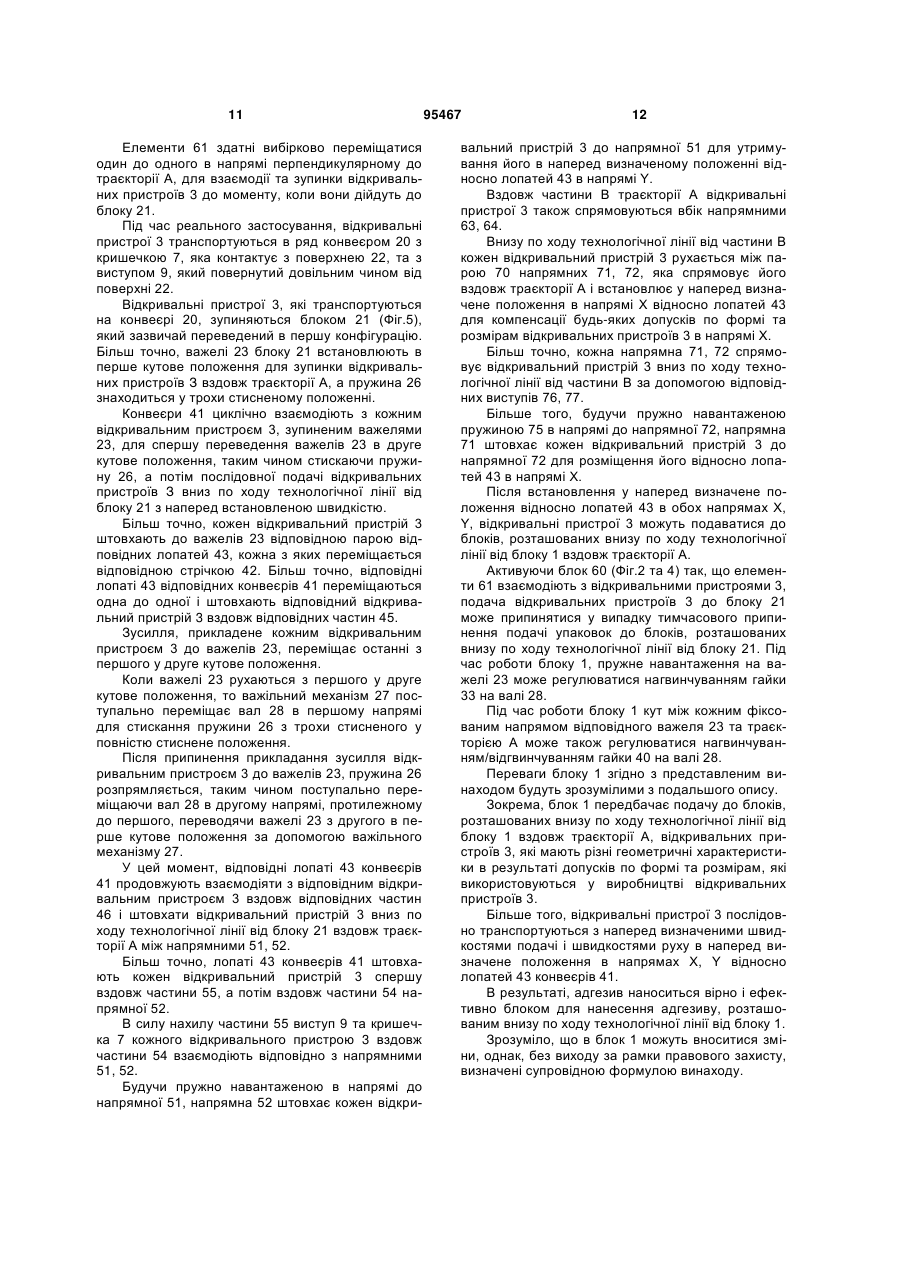
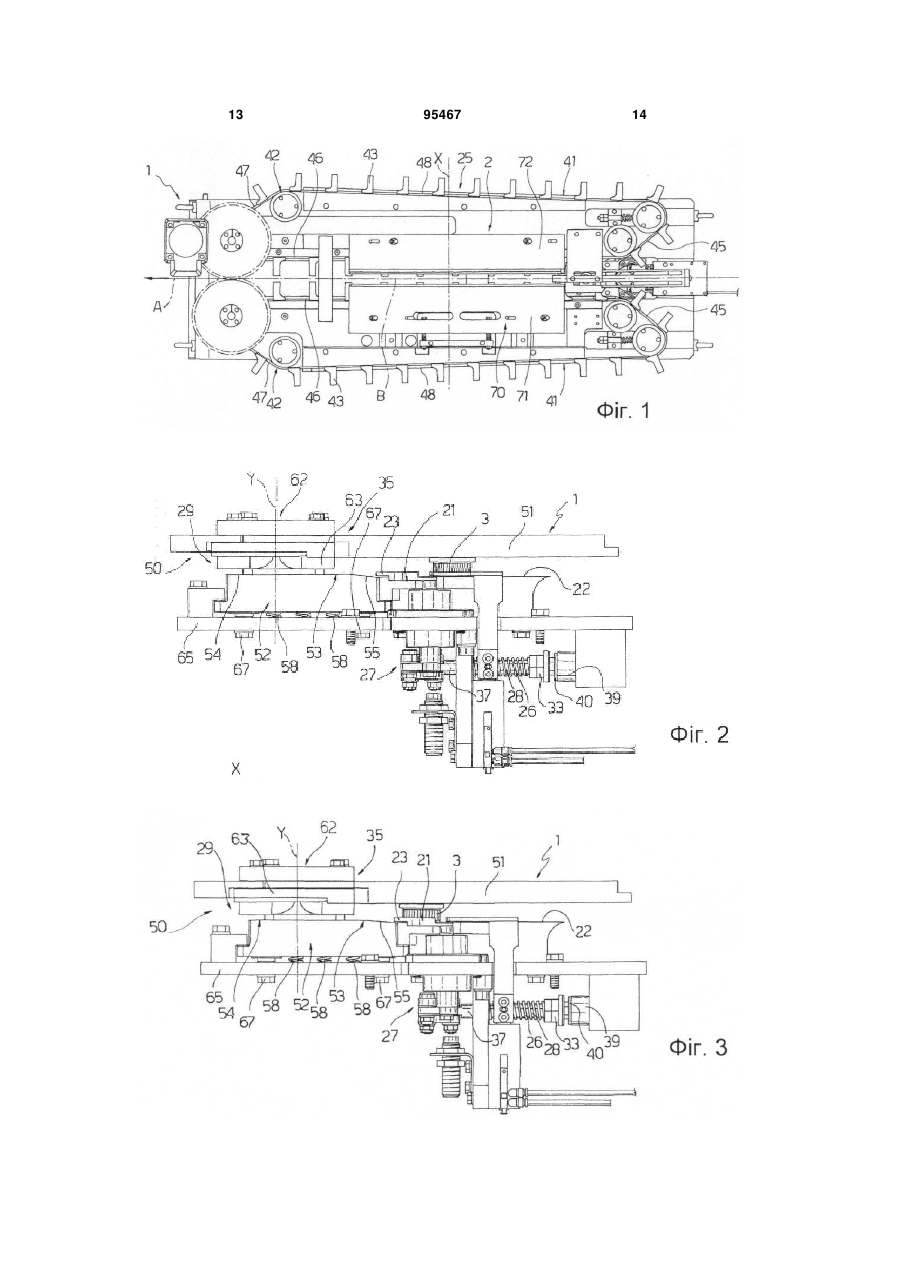
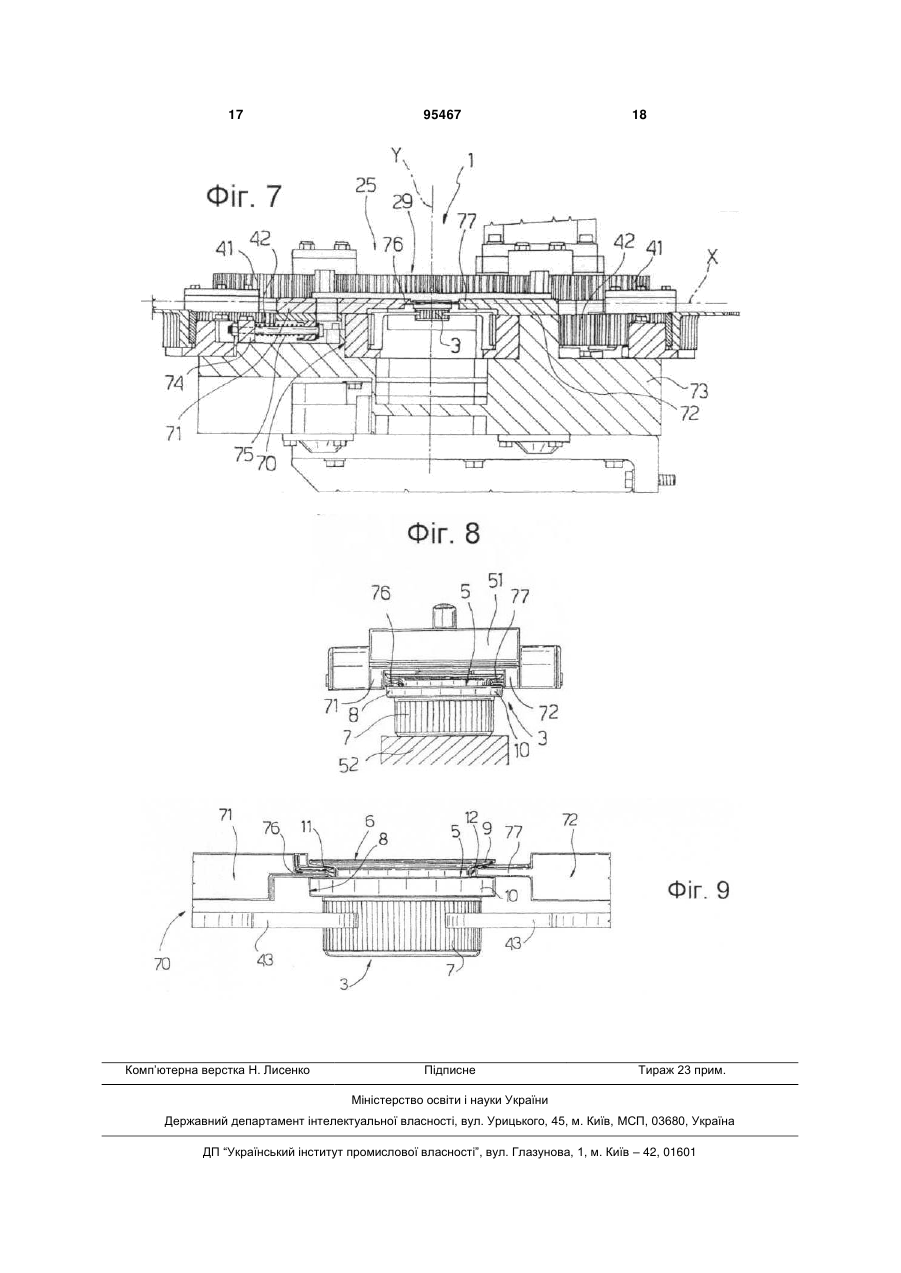
1. Програмований блок (1), який виконаний з можливістю функціонування вздовж траєкторії (А) подачі послідовності відкривальних пристроїв (3) для кріплення їх до відповідних герметичних упаковок з розливними харчовими продуктами, при цьому згаданий блок (1) має: - штовхальні засоби (25), які виконані з можливістю взаємодії з наперед визначеною швидкістю із згаданою послідовністю відкривальних пристроїв (3) для подачі їх вздовж згаданої траєкторії (А); і - розміщувальні засоби (29), які виконані з можливістю взаємодії із згаданими відкривальними пристроями (3) і мають змінну конфігурацію для утримування відкривальних пристроїв (3) з різними геометричними характеристиками у наперед визначеному положенні відносно згаданих штовхальних засобів (25), при цьому згадані розміщувальні засоби (29) мають першу пару (50) напрямних (51, 52), які виконані з можливістю взаємодії із згаданими відкривальними пристроями (3) для розміщення їх відносно згаданих штовхальних засобів (25) в першому напрямі (Y) упоперек до згаданої 2 (19) 1 3 Представлений винахід відноситься до програмованого блоку для відкривальних пристроїв для приклеювання них до герметичних упаковок з розливними харчовими продуктами. Як відомо, багато розливних харчових продуктів, таких як фруктовий сік, пастеризоване (оброблене при ультрависокій температурі) молоко, вино, томатний соус і подібне продаються в упаковках, виготовлених з стерилізованого пакувального матеріалу Типовим прикладом цього типу упаковки є упаковка у формі паралелепіпеда для рідких або розливних харчових продуктів, відома як Tetra Brik Aseptic (зареєстрована торгівельна марка), яка виробляється складанням і зварюванням ламінованого смугового пакувального матеріалу. Пакувальний матеріал має багатошарову структуру, яка має основний шар для цупкості і міцності, який може мати шар волокнистого матеріалу, наприклад паперу, або наповненого мінералом поліпропілену, який покритий з обох сторін шарами термопластичного матеріалу, наприклад поліетиленової плівки. У випадку асептичних упаковок для продуктів з довгим терміном зберігання, таких як пастеризоване молоко, пакувальний матеріал має шар кисненепроникного матеріалу, наприклад алюмінієвої фольги, який накладений на шар термопластичного матеріалу і, у свою чергу, покритий іншим шаром термопластичного матеріалу, який формує внутрішню поверхню упаковки, яка, врешті решт, контактує з харчовим продуктом. Як відомо, упаковки цього типу виготовляються на повністю автоматизованих пакувальних установках, на яких формують суцільну трубу з рулонного пакувального матеріалу, при цьому полотно пакувального матеріалу стерилізують на пакувальній установці, наприклад нанесенням хімічного стерилізуючого агенту, такого як розчин пероксиду водню, який після завершення стерилізації видаляється з поверхонь пакувального матеріалу, наприклад випарюванням шляхом нагрівання, і таким чином стерилізоване полотно пакувального матеріалу зберігається в закритому стерильному навколишньому середовищі і складається та зварюється в поздовжньому напрямі для формування вертикальної труби. Трубу заповнюють стерилізованим або стерильно обробленим харчовим продуктом і зварюють, а потім розрізають через однакові проміжки для формування подушкоподібних упаковок, які потім механічно складають для формування відповідних кінцевих упаковок, наприклад у формі по суті паралелепіпеду. Альтернативно, пакувальний матеріал може розрізатися на заготовки, з яких формують упаковки на формувальних валах і заповнюють харчовим продуктом та герметизують. Одним прикладом цього типу упаковки є так звана "гостроверха" упаковка, відома під торгівельною назвою Tetra Rex (зареєстрована торгівельна марка). Після формування вищезгадані упаковки можуть подаватися на подальшу процедуру, таку як кріплення здатного до повторного закривання відкривального пристрою для захисту харчового про 95467 4 дукту всередині упаковки від контакту із зовнішніми агентами і для надання можливості розливання продукту. На даний момент, найбільш поширені на ринку відкривальні пристрої мають кільцевий каркас, який формує отвір для розливання і прикріплений навколо знімної або пробивної ділянки верхньої стінки упаковки, та кришечку, шарнірно прикріплену або нагвинчену на каркас, яка може зніматися для відкривання упаковки. Альтернативно, відоме також використання інших типів відкривальних пристроїв, наприклад ковзних. Знімна частина упаковки може формуватися герметизацією листа, приклеєного або термопривареного до зовнішньої частини упаковки для закривання наскрізного отвору в упаковці. Один приклад цього рішення описаний і проілюстрований в заявці на патент ЕР-А-9433549. Альтернативно, знімна частина упаковки може формуватися так званим "попередньо ламінованим" отвором, тобто отвором, виконаним в основному шарі пакувального матеріалу перед покриванням основного шару іншими шарами, які формують пакувальний матеріал, наприклад шарами термопластичного матеріалу і/або шаром захисного матеріалу, який герметично закриває отвір. Один приклад цього рішення описаний і проілюстрований в заявці на патент ЕР-А-331798. В обох випадках, відкривальні пристрої подаються з магазину до блоку для нанесення адгезиву, а потім до приклеювального блоку для приклеювання кожного відкривального пристрою до відповідної упаковки. Для покращення роботи блоку для нанесення адгезиву, в промисловості існує потреба в програмованих блоках для послідовної подачі відкривальних пристроїв до блоку для нанесення адгезиву з наперед встановленими швидкостями переміщення і швидкостями подачі у наперед встановлене положення для ефективного та точного нанесення адгезиву. Більш точно, існує потреба в програмованих блоках, здатних до транспортування відкривальних пристроїв з різними геометричними характеристиками, які випливають з форми та допусків по розмірам, які застосовуються у виробництві відкривальних пристроях. Задачею представленого винаходу є надання програмованого блоку для відкривальних пристроїв для приклеювання них до герметичних упаковок з розливними продуктами, розробленого для виконання вищезгаданої вимоги прямим дешевим способом. Згідно з представленим винаходом, надається програмований блок, який працює вздовж траєкторії подачі послідовності відкривальних пристроїв для кріплення них до відповідних герметичних упаковок з розливними харчовими продуктами, який відрізняється тим, що має: - штовхальні засоби, які взаємодіють з наперед встановленою швидкістю із згаданою послідовністю відкривальних пристроїв для подачі їх вздовж траєкторії; і 5 - розміщувальні засоби, які взаємодіють із згаданими відкривальними пристроями і мають змінну конфігурацію для утримування відкривальних пристроїв з різними геометричними характеристиками у наперед визначеному положенні відносно згаданих штовхальних засобів. Переважний необмежувальний варіант виконання представленого винаходу буде описуватися у вигляді прикладу з посиланням на супровідні креслення, на яких: Фіг.1 зображає вид зверху програмованого блоку у відповідності з винаходом; Фіг.2 та 3 зображають види збоку з видаленими для ясності частинами програмованого блоку з Фігури 1 у першому і відповідно другому робочому стані; Фіг.4 та 5 зображають види зверху з видаленими для ясності частинами програмованого блоку з Фігури 1 у першому і відповідно другому робочому стані; Фіг.6 зображає боковий переріз блоку з Фігури 1 у третьому робочому стані; Фіг.7 зображає задній переріз блоку з Фігури 1 в третьому робочому стані; Фіг.8 зображає збільшений вигляд деталі з Фіг.7; Фіг.9 зображає збільшений вигляд деталі з Фіг.8. Посилаючись на Фіг.1-7, цифра 1 вказує увесь програмований блок для відкривальних пристроїв 3, який може встановлюватися у відомій установці для пакування розливних харчових продуктів (не зображена) типу, описаного у вступній частині. Більш точно, блок 1 працює вздовж траєкторії А подачі відкривальних пристроїв 3. Траєкторія А проходиться кожним відкривальним пристроєм 3 в напрямі, вказаному на Фіг.1, 4 і 5, і проходить від магазину (не зображений), розташованого вверху по ходу технологічної лінії від блоку 1, до ряду блоків (не зображені), які формують частину пакувальної установки, взаємодіють з відкривальними пристроями 3 і розташовані внизу по ходу технологічної лінії від блоку 1 вздовж траєкторії А, як наприклад блок для нанесення адгезиву на відкривальні пристрої 3 і блок для приклеювання кожного відкривального пристрою 3 до відповідної упаковки (не зображена). Необмежувальними прикладами упаковок, виготовлених на пакувальних установках вищезгаданого типу, є упаковки у формі паралелепіпеда, відомі під торгівельною назвою Tetra Brik Aseptic (зареєстрована торгівельна марка), або так звані "гостроверхі" упаковки, відомі під торгівельною назвою Tetra Rex (зареєстрована торгівельна марка). Пакувальний матеріал упаковок має багатошарову структуру (не зображена), яка має основний шар волокнистого матеріалу, наприклад паперу, або наповненого мінералом поліпропілену, покритого з обох сторін шарами термопластичного матеріалу, наприклад поліетиленовою плівкою. У випадку асептичних упаковок для продуктів з довгим терміном зберігання, таких як пастеризоване молоко, пакувальний матеріал має шар кисненепропускного матеріалу, наприклад алюмінієвої фо 95467 6 льги, який накладається на шар термопластичного матеріалу і, у свою чергу, покривається іншим шаром термопластичного матеріалу, який формує внутрішню поверхню упаковки, яка, врешті-решт, контактує з харчовим продуктом. Відкривальний пристрій 3 кріпиться до знімної частини відповідної упаковки (не зображена), тобто до частини, яка може від'єднуватися від решти упаковки для надання можливості розливання розливного продукту. Знімна частина може формуватися герметизацією листа, приклеєного або термопривареного до упаковки для закривання наскрізного отвору в упаковці. Альтернативно, знімна частина може формуватися так званим "попередньо ламінованим" отвором, тобто отвором, виконаним в основному шарі пакувального матеріалу і герметично закритому іншими шарами, які формують пакувальний матеріал (принаймні шарами термопластичного матеріалу). Особливо посилаючись на Фіг.8 та 9, пристрій 3 по суті має трубчастий каркас 5 який формує отвір 6 для розливання і приклеюється до стінки відповідної упаковки так що отвір 6 для розливання розташований на знімній частині, і кришечку 7, яка зовні нагвинчується на один кінець бічної поверхні 8 каркасу 5 для закривання отвору 6, і здатна зніматися з каркасу 5 для розливання харчового продукту. Більш точно, на протилежних кінцях поверхня 8 кожного відкривального пристрою 3 має виступ 9, який приклеюється до відповідної упаковки, і різьбову частину (не зображена на Фігурах 8 і 9), за допомогою якої нагвинчують/відгвинчують кришечку 7 . Поверхня 8 також має виступ 10, розташований в проміжному положенні між різьбовою частиною та виступом 9, та з'єднувальну частину 11, яка з'єднує виступи 9 та 10. Більш точно, частина 11 менша в радіальному напрямі за виступи 9 та 10 і з'єднана на протилежних сторонах з ними для формування кільцевої виїмки 12. Вздовж траєкторії А блок 1 має перший конвеєр 20 для транспортування відкривальних пристроїв 3, розташованих в лінію, і рознімний стопорний блок 21, який взаємодіє з відкривальними пристроями 3 внизу по ходу технологічної лінії від конвеєра 20, і зазвичай переведений в першу конфігурацію, яка зупиняє відкривальні пристрої 3 вздовж траєкторії А, і здатен переходити в другу конфігурацію, яка дозволяє переміщення відкривальних пристроїв 3. Переважно, блок 1 має також штовхальні засоби 25 (Фіг.1), які взаємодіють з наперед встановленою швидкістю із згаданою послідовністю відкривальних пристроїв З для подачі них вздовж згаданої траєкторії А внизу по ходу технологічної лінії від стопорного блоку 21, і розміщувальні засоби 29, які взаємодіють із згаданими відкривальними пристроями 3 і мають змінну конфігурацію для утримування відкривальних пристроїв 3 з різними геометричними характеристиками у наперед встановленому положенні відносно згаданих штовхальних засобів 25. 7 Більш точно, конвеєр 20 приймає відкривальні пристрої 3 з магазину та від пристрою (не зображений) для розміщення відкривальних пристроїв 3 в лінію, роблячи їх доступними для конвеєра 20. Конвеєр 20 формує плоску поверхню 22, з'єднану в робочому стані з двигуном (не зображений) і здатну рухатися паралельно траєкторії А для транспортування відкривальних пристроїв 3. Більш точно, поверхня 22 транспортує відкривальні пристрої З, розташовані в лінію, кожен з яких розміщений з відповідною кришечкою 7, яка контактує з поверхнею 22, та з відповідним вільним виступом 9. Особливо посилаючись на Фігури 4 та 5, блок 21 має два важелі 23, які повертаються навколо відповідних осей В, С, паралельних одна одній, і які проходять перпендикулярно траєкторії А. Кожен важіль 23 може встановлюватися у перше кутове положення, у якому він взаємодіє з відповідним відкривальним пристроєм 3 для зупинки останнього вздовж траєкторії А і перешкоджання подачі його крізь блок 21, та в друге кутове положення, у якому він від'єднується від відповідного відкривального пристрою 3 для надання останньому можливості проходити крізь блок 21 вздовж траєкторії А. Більш точно, важелі 23 мають дугоподібну форму для взаємодії з іншою частиною відкривальних пристроїв 3. Блок 21 також має пружину 26 (Фіг.2, 3 і 6) для пружного переведення важелів 23 у згадане перше кутове положення, та важільний механізм 27 (Фіг.5), який з'єднує в робочому стані вал 28 та опорну пружину 26 з обома важелями 23. Більш точно, вал 28 має вісь, яка проходить паралельно траєкторії А, перший осьовий кінець 37, з'єднаний з важільним механізмом 27, і другий осьовий кінець (не зображений на Фіг.2 і 3), протилежний до кінця 37 і який ковзає всередину фіксованої конструкції блоку 1. Більш точно, другий кінець валу 28 нагвинчений на гайку 33, яка охоплює його. Пружина 26 є гвинтовою пружиною, проходить паралельно траєкторії А і навита коаксіально на вал 28. Більш точно, пружина 26 встановлена між виступом 32 та гайкою 33, яка коаксіально охоплює вал 28. При прикладанні зовнішнього зусилля вал 28 ковзає в першому напрямі, паралельному траєкторії А, для переміщення гайки 33 до виступу 32 і стискання пружини 26; і, при усуненні зовнішнього зусилля, пружина 26 розпрямляється з ковзним переміщенням вала 28 в другому напрямі, протилежному до першого, і, таким чином, з переміщенням гайки 33 від виступу 32. За допомогою валу 28 та виступу 32 важільний механізм 27 перетворює розпрямляння/стискання пружини 26 на повертання важелів 23 навколо відповідних осей В, С. Більш точно, важільний механізм 27 перетворює повертання відкривальними пристроями 3 кожного важеля 23 з першого у друге кутове положення із стисканням пружини 26 з її трохи стисненого положення, і перетворює розпрямляння пружини 26 з повністю стисненого положення на 95467 8 повертання кожного важеля 23 з другого в перше кутове положення. Положення гайки 33 може вибірково регулюватися зовні для регулювання попереднього навантаження пружини 26 і, тому, пружного переведення важелів 23 в перше кутове положення. Більш точно, повертання гайки 33 на валі 28 в першому напрямі розпрямляє пружину 26 із зменшенням попереднього навантаження, і, навпаки, повертання гайки 33 на валі 28 в протилежному напрямі додатково стискає пружину 26 із збільшенням попереднього навантаження. Блок 21 також має гайку 40, яка коаксіально охоплює вал 28 і може нагвинчуватися на нього для поступального переміщення його паралельно траєкторії А. Нагвинчування/відгвинчування гайки 40 на валі 28 регулює положення кінця 37 валу 28 і, тому, кут між фіксованим напрямом кожного важеля 23 та траєкторією А, коли важіль 23 перебуває в першому кутовому положенні. Гайка 40 міцно з'єднана з демпфером 39, переважно виготовленим з еластомерного матеріалу і передбаченим для гасіння вібрацій гайки 21 і, таким чином, зниження рівня робочого шуму та подовження терміну експлуатації гайки 21. Посилаючись на Фігуру 1, штовхальні засоби 25 мають два конвеєри 41, які взаємодіють через наперед встановлені інтервали з відкривальними пристроями 3 для штовхання останніх до блоку 21 та для переміщення важелів 23 з першого у друге кутове положення і, таким чином, для стискання пружини 26 з трохи стисненого положення. Конвеєри 41 продовжують взаємодіяти з відкривальними пристроями 3 навіть після подачі останніх крізь блок 21 для штовхання них вздовж траєкторії А до блоків, розташованих внизу по ходу технологічної лінії від блоку 1. Кожен конвеєр 41 розташований з відповідної сторони траєкторії А і має конвеєрну зубчасту стрічку 42 (яка приводиться в дію двигуном, не зображеним) та ряд лопатей (тільки одна зображена і вказана цифрою 43), які виступають із стрічки 42 зовні контуру, утвореного нею. Коли стрічки 42 працюють, то лопаті 43 кожної з них рухаються вздовж нескінченної траєкторії, яка має: - першу частину 45, яка сходиться до траєкторії А, і вздовж якої кожна лопать 43 наближається і штовхає кожен відкривальний пристрій 3, утримуваний блоком 21; - другу частину 46, паралельну траєкторії А, вздовж якої кожна лопать 43 спрямовує згаданий відкривальний пристрій 3 вниз по ходу технологічної лінії від блоку 21; - третю частину 47, вздовж якої кожна лопать 43 відходить від згаданого відкривального пристрою 3; і - четверту частину 48, яка нахилена відносно траєкторії А, і вздовж якої лопаті 43 подаються назад. Кожна лопать 43 має по суті L-подібну форму, коротка ніжка якої прикріплена до відповідної стрічки 42, а довга ніжка взаємодіє з відкривальними пристроями 3. 9 Розміщувальні засоби 29 розташовані внизу по ходу технологічної лінії від блоку 21 вздовж траєкторії А і передбачають утримування відкривальних пристроїв 3 в контакті з лопатями 43 кожного конвеєра 41 для перетворення відкривальних пристроїв 3 на доступні у наперед встановленому положенні для блоків, розташованих внизу по ходу технологічної лінії від блоку 1 вздовж траєкторії А. Більш точно, розміщувальні засоби 29 передбачають утримування в контакті з лопатями 43 відкривального пристрою 3 з різними геометричними характеристиками, які випливають з форми та допусків по розмірам, які застосовуються в процесі виробництва. Розміщувальні засоби 29 мають першу пару 50 напрямних 51, 52, які повернуті одна до іншої і взаємодіють з кожним відкривальним пристроєм 3 для поміщення його відносно лопатей 43 конвеєрів 41 в напрямі Y, перпендикулярному до траєкторії А, і вертикально під час використання. Розміщувальні засоби 29 також мають другу пару 70 напрямних 71, 72, які повернуті одна до одної і взаємодіють внизу по ходу технологічної лінії від пари 50 вздовж траєкторії А з кожним відкривальним пристроєм 3 для розміщення його відносно лопатей 43 конвеєрів в напрямі X, перпендикулярному до напряму Y і траєкторії А, і орієнтовані горизонтально під час роботи. Більш точно, друга пара 70 напрямних 71, 72 проходить вздовж торцевої частини В траєкторії А, розташованої внизу по ходу технологічної лінії вздовж траєкторії А від першої пари 50 напрямних 51, 52. Коли вони рухаються вздовж траєкторії А, то відкривальні пристрої 3 по цій причині взаємодіють спершу з напрямними 51, 52, а потім з напрямними 71, 72 для розміщення в обох напрямах X, Y. Напрямні 51, 52 взаємодіють з виступом 9 та відповідно кришечкою 7 відкривального пристрою 3. Напрямна 52 взаємодіє з кришечкою 7 для штовхання відкривального пристрою З до напрямної 51 і розміщення останнього відносно лопатей 43 в напрямі Y. Більш точно, напрямна 51 кріпиться до першої фіксованої частини (не зображена) блоку 1, тоді як напрямна 52 пружно кріпиться до другої фіксованої частини 65 блоку 1 для компенсації будь-яких допусків по формі та розмірам відкривальних пристроїв 3 в напрямі Y. Напрямна 51 проходить горизонтально і паралельно поверхні 22, тоді як напрямна 52 формує поверхню 53, яка на кінці, протилежному до блоку 21, має частину 54, паралельну поверхні 22, і між частиною 54 та блоком 21 має частину 55, яка нахилена відносно поверхні 22. Більш точно, відстань в напрямі Y між частиною 54 та напрямною 51 менша за вертикальну відстань між напрямною 51 та поверхнею 22, тоді як частина 55 нахилена відносно поверхні 22. Тому, відстань між напрямними 51, 52 в напрямі Y зменшується вздовж траєкторії А для забезпечення постійного упирання виступу 9 в напрямну 51, коли відкривальні пристрої 3 рухаються вздовж частини 54. 95467 10 Частина 55 нахилена так, що, коли вони рухаються вздовж неї, то відкривальні пристрої 3 переміщаються до напрямної 51 в напрямі Y на відстань, яка залежить від середнього значення допусків по розмірам відкривальних пристроїв 3. Напрямна 52 з'єднана з частиною 65 блоку 1 рядом пружин 58-у зображеному прикладі трьома навантажених в напрямі напрямної 51. Більш точно, кожна пружина 58 є гвинтовою пружиною, має вісь, паралельну напряму Y, і розміщена між частиною 65 та напрямною 52. Напрямна 52 також прикріплена до частини 65 двома штифтами 67 для позиціювання себе відносно частини 65. Нарешті, відстань в напрямі Y між напрямними 51, 52 може регулюватися так, що вони можуть використовуватися з відкривальними пристроями 3 з допусками по формі та розмірам, вищими за задану величину. Вздовж частини В напрямні 71, 72 взаємодіють на протилежних сторонах траєкторії А в напрямі X з поверхнею 8 кожного відкривального пристрою 3. Більш точно, напрямна 71 взаємодіє з поверхнею 8 для штовхання відкривального пристрою 3 до напрямної 72 і розміщення його відносно лопатей 43 в напрямі X. Більш точно, напрямна 71 пружно прикріплена до частини 74 блоку 1 (Фігури 7 - 9), а на стороні, протилежній до частини 74, має виступ 76, який взаємодіє з виїмкою 12 для штовхання відкривального пристрою 3 до напрямної 72. Більш точно, напрямна 71 прикріплена до частини 74 блоку 1 гвинтовою пружиною 75, навантаженою в напрямі до напрямної 72, і яка має вісь, паралельну напряму X. Напрямна 72 прикріплена до частини 73 блоку 1, а на стороні, протилежній до частини 73, має виступ 77, який взаємодіє з виїмкою 12 для утримування відкривального пристрою 3 в наперед визначеному положенні відносно лопатей 43 за допомогою напрямної 71. Більш точно, частина 73 розташована на стороні траєкторії А, протилежній до частини 74. Розміщувальні засоби 29 також мають додаткову пару 62 напрямних 63. 64 для спрямовуючої поверхні 8 кожного відкривального пристрою 3, коли останній спрямовується напрямними 71, 72 вздовж частини В траєкторії А. Більш точно, напрямні 63, 64 проходять паралельно напрямним 71, 72 напротилежних сторонах траєкторії А і кожна з них прикріплена до блоку 1. Блок 1 також має додатковий стопорний блок 60 (зображений на Фігурах 4 і 5) для зупинки відкривальних пристроїв 3 зверху по ходу технологічної лінії від блоку 21 вздовж траєкторії А і припинення подачі їх вздовж траєкторії А, коли подача упаковок до блоків, розташованих внизу по ходу технологічної лінії від блоку 1, тимчасово припиняється. Блок 60 має два L-подібні елементи 61, розташовані на протилежних сторонах відкривальних пристроїв З і які не взаємодіють з відкривальними пристроями 3 за нормальних робочих умов. 11 Елементи 61 здатні вибірково переміщатися один до одного в напрямі перпендикулярному до траєкторії А, для взаємодії та зупинки відкривальних пристроїв 3 до моменту, коли вони дійдуть до блоку 21. Під час реального застосування, відкривальні пристрої 3 транспортуються в ряд конвеєром 20 з кришечкою 7, яка контактує з поверхнею 22, та з виступом 9, який повернутий довільним чином від поверхні 22. Відкривальні пристрої 3, які транспортуються на конвеєрі 20, зупиняються блоком 21 (Фіг.5), який зазвичай переведений в першу конфігурацію. Більш точно, важелі 23 блоку 21 встановлюють в перше кутове положення для зупинки відкривальних пристроїв З вздовж траєкторії А, а пружина 26 знаходиться у трохи стисненому положенні. Конвеєри 41 циклічно взаємодіють з кожним відкривальним пристроєм 3, зупиненим важелями 23, для спершу переведення важелів 23 в друге кутове положення, таким чином стискаючи пружину 26, а потім послідовної подачі відкривальних пристроїв З вниз по ходу технологічної лінії від блоку 21 з наперед встановленою швидкістю. Більш точно, кожен відкривальний пристрій 3 штовхають до важелів 23 відповідною парою відповідних лопатей 43, кожна з яких переміщається відповідною стрічкою 42. Більш точно, відповідні лопаті 43 відповідних конвеєрів 41 переміщаються одна до одної і штовхають відповідний відкривальний пристрій 3 вздовж відповідних частин 45. Зусилля, прикладене кожним відкривальним пристроєм 3 до важелів 23, переміщає останні з першого у друге кутове положення. Коли важелі 23 рухаються з першого у друге кутове положення, то важільний механізм 27 поступально переміщає вал 28 в першому напрямі для стискання пружини 26 з трохи стисненого у повністю стиснене положення. Після припинення прикладання зусилля відкривальним пристроєм 3 до важелів 23, пружина 26 розпрямляється, таким чином поступально переміщаючи вал 28 в другому напрямі, протилежному до першого, переводячи важелі 23 з другого в перше кутове положення за допомогою важільного механізму 27. У цей момент, відповідні лопаті 43 конвеєрів 41 продовжують взаємодіяти з відповідним відкривальним пристроєм 3 вздовж відповідних частин 46 і штовхати відкривальний пристрій 3 вниз по ходу технологічної лінії від блоку 21 вздовж траєкторії А між напрямними 51, 52. Більш точно, лопаті 43 конвеєрів 41 штовхають кожен відкривальний пристрій 3 спершу вздовж частини 55, а потім вздовж частини 54 напрямної 52. В силу нахилу частини 55 виступ 9 та кришечка 7 кожного відкривального пристрою 3 вздовж частини 54 взаємодіють відповідно з напрямними 51, 52. Будучи пружно навантаженою в напрямі до напрямної 51, напрямна 52 штовхає кожен відкри 95467 12 вальний пристрій 3 до напрямної 51 для утримування його в наперед визначеному положенні відносно лопатей 43 в напрямі Y. Вздовж частини В траєкторії А відкривальні пристрої 3 також спрямовуються вбік напрямними 63, 64. Внизу по ходу технологічної лінії від частини В кожен відкривальний пристрій 3 рухається між парою 70 напрямних 71, 72, яка спрямовує його вздовж траєкторії А і встановлює у наперед визначене положення в напрямі X відносно лопатей 43 для компенсації будь-яких допусків по формі та розмірам відкривальних пристроїв 3 в напрямі X. Більш точно, кожна напрямна 71, 72 спрямовує відкривальний пристрій 3 вниз по ходу технологічної лінії від частини В за допомогою відповідних виступів 76, 77. Більше того, будучи пружно навантаженою пружиною 75 в напрямі до напрямної 72, напрямна 71 штовхає кожен відкривальний пристрій 3 до напрямної 72 для розміщення його відносно лопатей 43 в напрямі X. Після встановлення у наперед визначене положення відносно лопатей 43 в обох напрямах X, Y, відкривальні пристрої 3 можуть подаватися до блоків, розташованих внизу по ходу технологічної лінії від блоку 1 вздовж траєкторії А. Активуючи блок 60 (Фіг.2 та 4) так, що елементи 61 взаємодіють з відкривальними пристроями 3, подача відкривальних пристроїв 3 до блоку 21 може припинятися у випадку тимчасового припинення подачі упаковок до блоків, розташованих внизу по ходу технологічної лінії від блоку 21. Під час роботи блоку 1, пружне навантаження на важелі 23 може регулюватися нагвинчуванням гайки 33 на валі 28. Під час роботи блоку 1 кут між кожним фіксованим напрямом відповідного важеля 23 та траєкторією А може також регулюватися нагвинчуванням/відгвинчуванням гайки 40 на валі 28. Переваги блоку 1 згідно з представленим винаходом будуть зрозумілими з подальшого опису. Зокрема, блок 1 передбачає подачу до блоків, розташованих внизу по ходу технологічної лінії від блоку 1 вздовж траєкторії А, відкривальних пристроїв 3, які мають різні геометричні характеристики в результаті допусків по формі та розмірам, які використовуються у виробництві відкривальних пристроїв 3. Більше того, відкривальні пристрої 3 послідовно транспортуються з наперед визначеними швидкостями подачі і швидкостями руху в наперед визначене положення в напрямах X, Y відносно лопатей 43 конвеєрів 41. В результаті, адгезив наноситься вірно і ефективно блоком для нанесення адгезиву, розташованим внизу по ходу технологічної лінії від блоку 1. Зрозуміло, що в блок 1 можуть вноситися зміни, однак, без виходу за рамки правового захисту, визначені супровідною формулою винаходу. 13 95467 14 15 95467 16 17 Комп’ютерна верстка Н. Лиcенко 95467 Підписне 18 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSequencing unit for opening device to be glued to sealed packages of pourable food products
Автори англійськоюZuccotti Alessandro, Baldini Claudio, Tabarte Mahmod, Skarin Lars, Gustafsson Anders
Назва патенту російськоюПрограммируемый блок для открывающих устройств, которые приклеиваются к герметичным упаковкам с разливными пищевыми продуктами
Автори російськоюЦукотти Алессандро, Балдини Клаудио, Табарте Махмод, Скарин Ларс, Густафссон Андерс
МПК / Мітки
МПК: B65B 61/18, B31B 3/00, B31B 1/62, B65G 21/00
Мітки: герметичних, приклеюються, продуктами, розливними, харчовими, упаковок, блок, програмований, відкривальних, пристроїв
Код посилання
<a href="https://ua.patents.su/9-95467-programovanijj-blok-dlya-vidkrivalnikh-pristrov-yaki-prikleyuyutsya-do-germetichnikh-upakovok-z-rozlivnimi-kharchovimi-produktami.html" target="_blank" rel="follow" title="База патентів України">Програмований блок для відкривальних пристроїв, які приклеюються до герметичних упаковок з розливними харчовими продуктами</a>
Блок для кріплення відкривальних пристроїв до упаковок з розливними харчовими продуктами
Номер патенту: 93698
Опубліковано: 10.03.2011
Автори: Морселлі Алессандро, Табарте Махмод, Скарін Ларс
МПК: B31B 1/00, B65B 61/00
Мітки: харчовими, блок, пристроїв, продуктами, кріплення, відкривальних, розливними, упаковок
Формула / Реферат:
1. Блок (1, 1') для кріплення відкривальних пристроїв (2, 2') до упаковок (3) з розливними харчовими продуктами, який має:перший конвеєр (8, 8') для послідовної подачі згаданих відкривальних пристроїв (2, 2') вздовж першої траєкторії (Р1, Р1');другий конвеєр (9) для послідовної подачі згаданих упаковок (3) вздовж другої траєкторії (Р2); іпередавальні засоби (10) для передачі згаданих відкривальних пристроїв (2, 2') від...
Модульний блок для кріплення відкривальних пристроїв до упаковок з розливними харчовими продуктами
Номер патенту: 92627
Опубліковано: 25.11.2010
Автори: Скарін Ларс, Густафссон Андерс, Табарте Махмод, Морселлі Алессандро
МПК: B65B 61/18
Мітки: кріплення, харчовими, блок, пристроїв, модульний, розливними, продуктами, упаковок, відкривальних
Формула / Реферат:
1. Модульний блок (1, 1') для кріплення відкривальних пристроїв (2, 2') до упаковок (3) з розливними харчовими продуктами, який має:- перший конвеєр (8, 8') для послідовної подачі згаданих відкривальних пристроїв (2, 2') вздовж першої траєкторії (Р1, Р1');- другий конвеєр (9) для послідовної подачі згаданих упаковок (3) вздовж другої траєкторії (Р2);- передавальні засоби (10) для передачі згаданих відкривальних пристроїв...
Горлечко для відкривальних пристроїв герметичних упаковок з розливними харчовими продуктами
Номер патенту: 92766
Опубліковано: 10.12.2010
Автори: Морчяно Давіде, Мартіні П'єтро
МПК: B65D 5/74
Мітки: горлечко, упаковок, продуктами, пристроїв, герметичних, харчовими, відкривальних, розливними
Формула / Реферат:
1. Горлечко (4) для відкривальних пристроїв (3) герметичних упаковок (1) з розливними харчовими продуктами, яке має:- кріпильну частину (7), яка виконана з можливістю кріплення його до відповідної упаковки (1); і- шийку (8), яка виступає із згаданої кріпильної частини (7) і формує з нею наскрізний отвір (6), який має вісь (А) і який виконаний з можливістю розливання крізь нього харчового продукту; і- принаймні одне...
Спосіб і пристрій для відділення відкривальних пристроїв, які подаються разом у формі листа і кріпляться окремо до відповідних упаковок з розливними харчовими продуктами

Номер патенту: 92628
Опубліковано: 25.11.2010
Автори: Бокандер Стефан, Діккнер Йонас, Нільссон Інге
МПК: B65B 61/00
Мітки: харчовими, пристрій, відповідних, подаються, спосіб, кріпляться, відділення, упаковок, розливними, пристроїв, листа, продуктами, окремо, відкривальних, форми
Формула / Реферат:
1. Спосіб відділення відкривальних пристроїв (2), які подаються разом у формі листа (3) і кріпляться окремо до відповідних упаковок з розливними харчовими продуктами; при цьому згаданий лист має певну кількість паралельних рядів (7) відкривальних пристроїв, об'єднаних один з одним, який відрізняється тим, що у ньому:- подають перший ряд (7а) згаданого листа до першого блока (12) відділення;- від'єднують згаданий перший ряд (7а)...
Пристрій для подачі відкривальних пристроїв, які приклеюються до упаковок, які містять розливні харчові продукти
Номер патенту: 94599
Опубліковано: 25.05.2011
Автори: Морселлі Алессандро, Меноцці Стефано
МПК: B65B 61/18
Мітки: відкривальних, розливні, продукти, містять, харчові, подачі, упаковок, пристрій, приклеюються, пристроїв
Формула / Реферат:
1. Пристрій для подачі відкривальних пристроїв, які приклеюються до упаковок, які містять розливні харчові продукти, який є програмованим блоком (1), який виконаний з можливістю функціонування вздовж траєкторії (А) подачі ряду відкривальних пристроїв (3) для кріплення їх до відповідних герметичних упаковок з розливними харчовими продуктами, який відрізняється тим, що він має:транспортувальні засоби (10) для транспортування згаданих...
Попередній патент: Спосіб управління охолодженням технічної установки
Наступний патент: Ферментативне одержання органічних сполук
Випадковий патент: Хобот портального крана