Пристрій і спосіб для з’єднання штаб
Номер патенту: 96227
Опубліковано: 10.10.2011
Автори: де Кок Петер, Бендлер Мануель, Золь Ральф-Хартмут, Томциг Міхель, Берг Роберт, Кюммель Лутц, Беренс Хольгер
Формула / Реферат
1. Пристрій (100) для з'єднання штаб в нескінченну штабу затискним пристроєм (110, 120) з розташованим на вході затискним пристроєм (110-r, 120-r) і розташованим на виході затискним пристроєм (110-l, 120-l), з різальним пристроєм (155) з верхнім ножем (150) і нижнім ножем (130) та зі з'єднувальним пристроєм, який відрізняється тим, що щонайменше розташований на вході затискний пристрій (110-r, 120-r) і/або розташований на виході затискний пристрій (110-l, 120-l) виконаний як попередньо зібраний блок.
2. Пристрій за п. 1, який відрізняється тим, що штаби (200-1, 200-2) для з'єднання за допомогою розташованих на вході і виході затискних пристроїв (110-r, 120-r, 110-l, 120-l) можуть підніматися над нижніми ножами (130) в положення зварювання.
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що різальний пристрій оснащений нижнім і верхнім ножами, причому нижній ніж зафіксований в касеті нижнього ножа в рамі (300) пристрою (100), а верхній ніж (150) виконаний з можливістю керованого переміщування щонайменше вертикально.
4. Пристрій за п. 3, який відрізняється тим, що різальний пристрій (155) містить верхні і нижні ножі (150, 130), причому верхні ножі (150) для розрізання виконані з можливістю переміщування зверху в напрямку нерухомих нижніх ножів (130).
5. Пристрій за одним із пп. 1-4, який відрізняється тим, що після розрізання відрізані кінці штаб за допомогою бічного переміщування відповідного затискного пристрою (110, 120) можуть рухатися назустріч один одному.
6. Пристрій за одним із пп. 1-5, який відрізняється тим, що після бічного переміщування штаби виконується друге розрізання.
7. Пристрій за одним із пп. 1-6, який відрізняється тим, що для підтримування кінців штаб під штабою міститься виконаний з можливістю переміщування щонайменше один зварювальний стіл (170).
8. Пристрій за одним із пп. 1-7, який відрізняється тим, що пристрій виконаний по суті симетрично і має два затискних пристрої (110, 120), два різальних пристрої (130-r, 130-l, 150-r, 150-l) і щонайменше один або два з'єднувальних пристрої.
9. Спосіб експлуатації пристрою (100) за одним із пп. 1-8 для з'єднання штаб в нескінченну штабу затискним пристроєм (110, 120) з розташованим на вході затискним пристроєм (110-r, 120-r) і розташованим на виході затискним пристроєм (110-l, 120-l), з різальним пристроєм (155) з верхнім ножем (150) і нижнім ножем (130) та зі з'єднувальним пристроєм, який відрізняється тим, що на першому етапі затискні пристрої розкриваються і вводяться два кінці штаб, на наступному етапі кінці штаб затискаються в затискних пристроях і на наступному етапі кінці штаб відрізаються за допомогою різального пристрою, перш ніж вони будуть пересунені в положення з'єднання і там з'єднані.
10. Спосіб за п. 9, який відрізняється тим, що підтримування щонайменше одного кінця штаби виконують за допомогою зварювального стола.
11. Спосіб за п. 9 або п. 10, який відрізняється тим, що, зокрема для компенсації різниць по товщині кінців штаби, здійснюють підганяння по висоті щонайменше одного кінця штаби.
12. Спосіб за одним із пп. 9-11, який відрізняється тим, що після першого розрізання подавальний пристрій (500) з ще затиснутими кінцями штаби знову позиціонується, а кромки штаб, перш ніж вони будуть пересунені в положення з'єднання, щоб з'єднатися там, розрізають повторно.
Текст
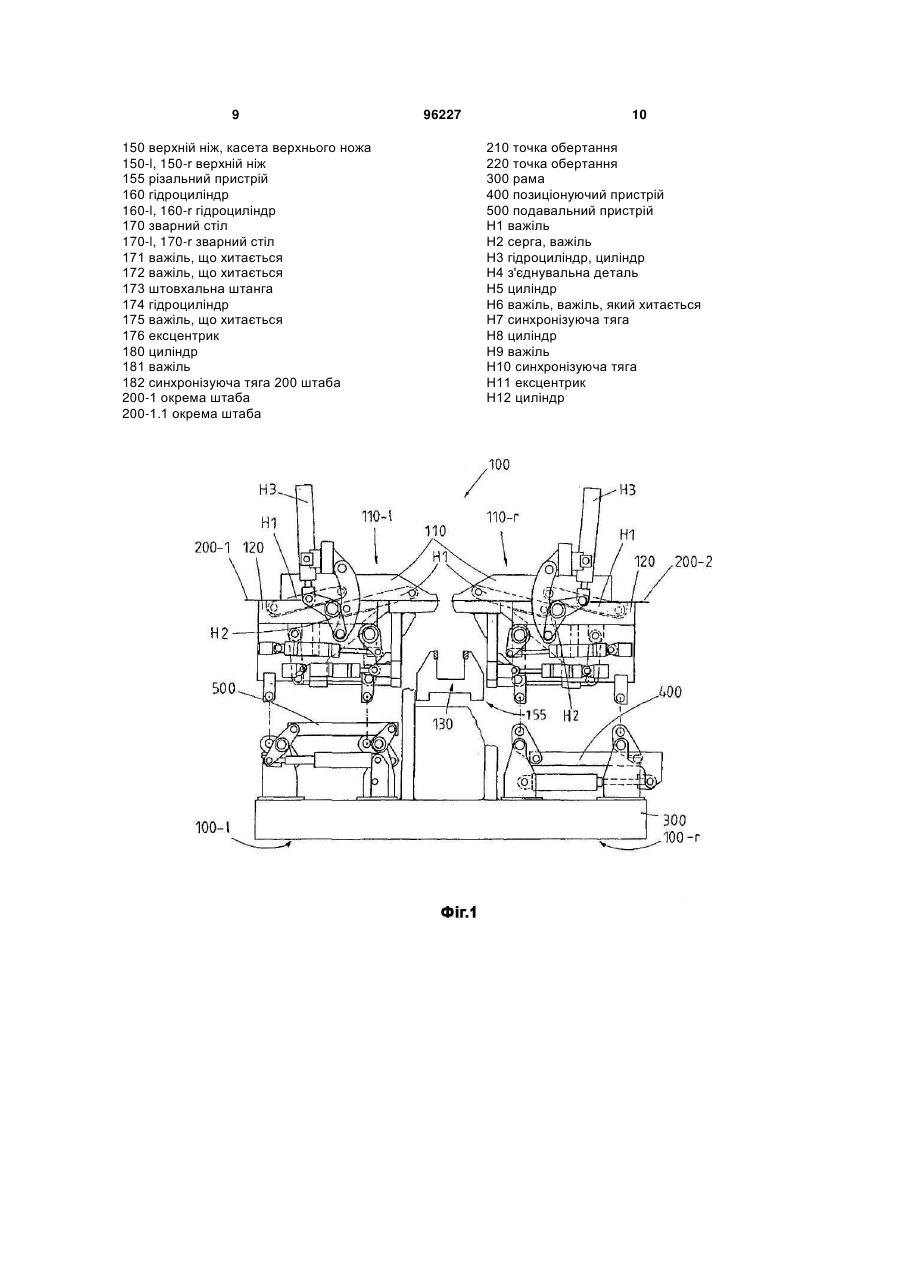
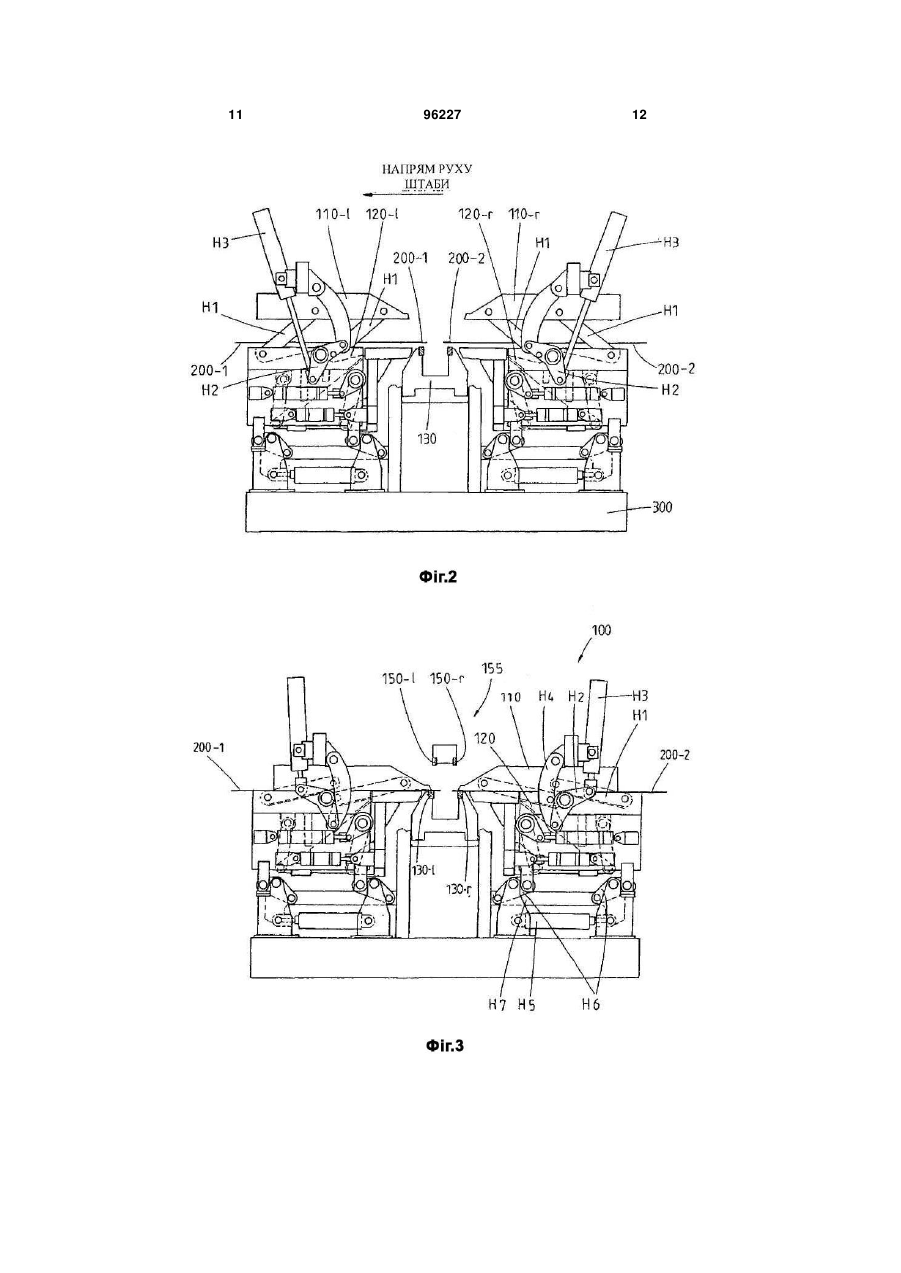
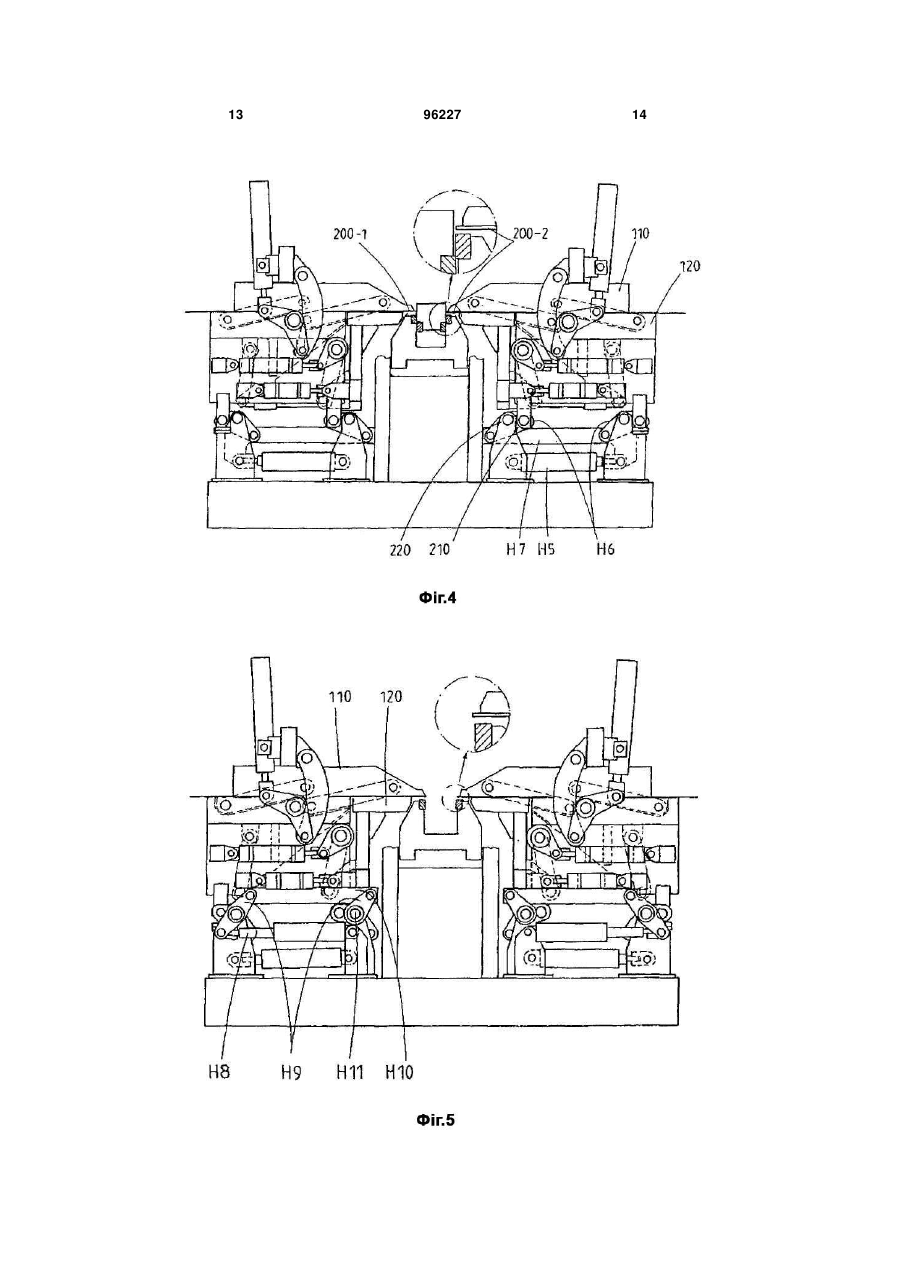
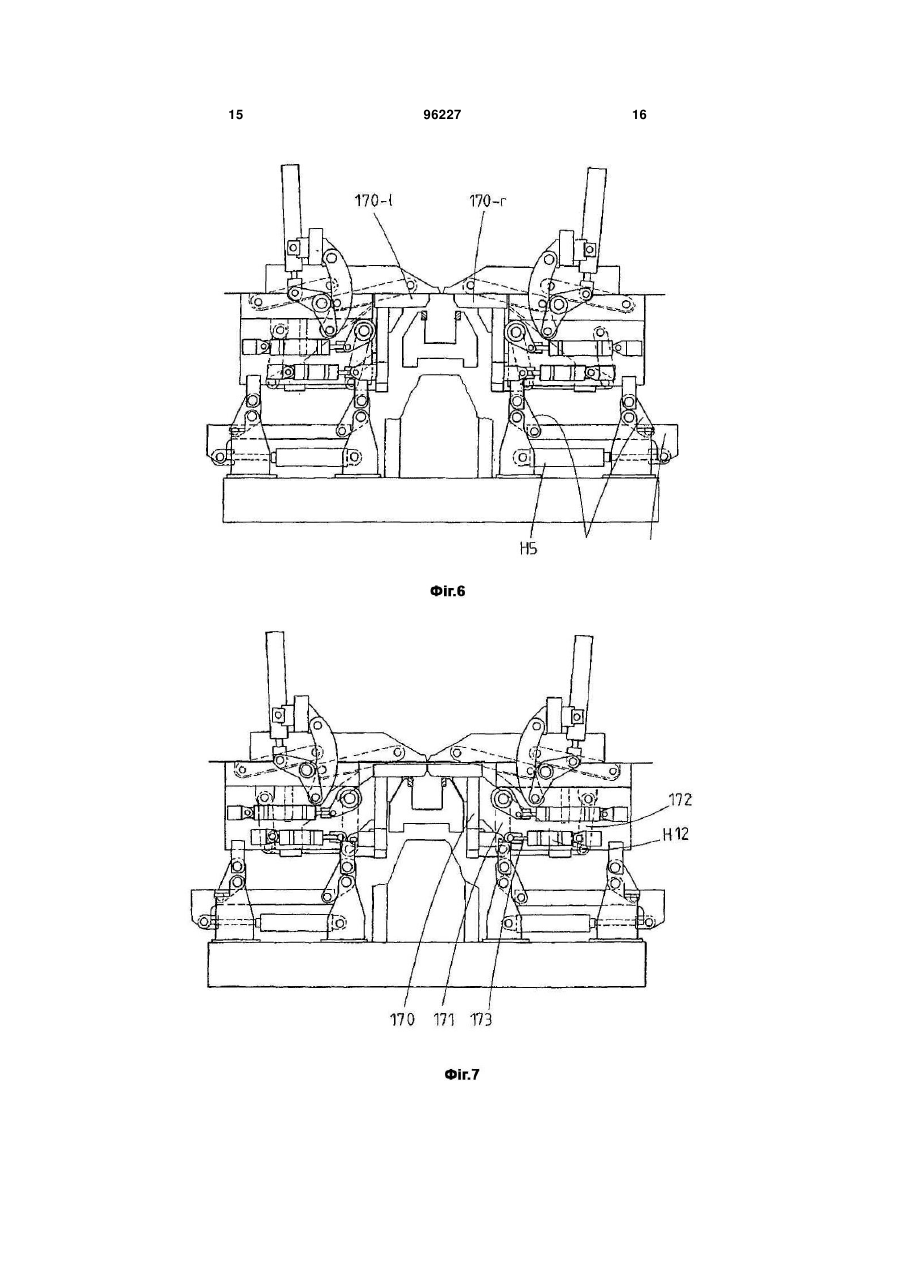
1. Пристрій (100) для з'єднання штаб в нескінченну штабу затискним пристроєм (110, 120) з розташованим на вході затискним пристроєм (110r, 120-r) і розташованим на виході затискним пристроєм (110-l, 120-l), з різальним пристроєм (155) з верхнім ножем (150) і нижнім ножем (130) та зі з'єднувальним пристроєм, який відрізняється тим, що щонайменше розташований на вході затискний пристрій (110-r, 120-r) і/або розташований на виході затискний пристрій (110-l, 120-l) виконаний як попередньо зібраний блок. 2. Пристрій за п. 1, який відрізняється тим, що штаби (200-1, 200-2) для з'єднання за допомогою розташованих на вході і виході затискних пристроїв (110-r, 120-r, 110-l, 120-l) можуть підніматися над нижніми ножами (130) в положення зварювання. 3. Пристрій за п. 1 або п. 2, який відрізняється тим, що різальний пристрій оснащений нижнім і верхнім ножами, причому нижній ніж зафіксований в касеті нижнього ножа в рамі (300) пристрою (100), а верхній ніж (150) виконаний з можливістю керованого переміщування щонайменше вертикально. 4. Пристрій за п. 3, який відрізняється тим, що різальний пристрій (155) містить верхні і нижні ножі (150, 130), причому верхні ножі (150) для розрізання виконані з можливістю переміщування зверху в напрямку нерухомих нижніх ножів (130). 2 (19) 1 3 Винахід стосується пристрою і способу для з'єднання штаб, зокрема в нескінченну штабу. При обробці металевих штаб доцільно, щоб ця обробка відбувалася безперервно, оскільки завдяки цьому в ході процесу немає необхідності витрачати час на заміну оброблюваних заготовок. Однак, якщо заготовки представлені у вигляді штаб кінцевої довжини, переважно з'єднувати їх, причому в результаті багаторазового повторення такого з'єднання може бути одержана так звана "нескінченна штаба", яка потім може оброблятися на безперервній лінії обробки (Conti-лінії). Після обробки як нескінченна штаба нескінченна штаба знов розрізається на окремі штаби. Такі пристрої відомі, наприклад, з WO2007/124872 А1. При цьому верхні і нижні ножі поворотно спрямовуються шарнірними з'єднаннями. Тому задачею винаходу є створення способу і пристрою, за допомогою яких з штабового прокату може бути просто і швидко одержана нескінченна штаба високої якості. Відносно пристрою згідно з винаходом це досягається за допомогою пристрою для з'єднання штаб в нескінченну штабу за допомогою затискного пристрою з розташованим на вході затискним пристроєм і з розташованим на виході затискним пристроєм, різальним пристроєм з верхнім ножем і нижнім ножем і із з'єднувальним пристроєм, причому щонайменше розташований на вході затискний пристрій і/або розташований на виході затискний пристрій виконані як попередньо зібрані блоки. Це приводить до того, що елементи, які стосуються приведення в дію затискного пристрою, спільно попередньо змонтовані і можуть разом встановлюватися в раму пристрою. Це має ту перевагу, що заміна може виконуватися відносно швидко, і виробничий процес за рахунок цього доведеться переривати лише на незначний час. Крім того, попередньо зібраний блок дозволяє його точне позиціонування, так що юстування блока може бути проведене ще до монтажу. Задача винаходу досягається також за допомогою пристрою для з'єднання штаб в нескінченну штабу із затискним пристроєм з розташованим на вході затискним пристроєм і з розташованим на виході затискним пристроєм, з різальним пристроєм з верхнім ножем і нижнім ножем і із з'єднувальним пристроєм, причому штаби для з'єднання за допомогою розташованих на вході і виході затискних пристроїв піднімаються над нижніми ножами в положення зварювання. Це переважно, зокрема коли нижні ножі нерухомі, оскільки завдяки цьому процес з'єднання може відбуватися без пошкодження ножів різального пристрою. Зокрема переважно, щоб різальний пристрій був оснащений нижнім і верхнім ножем, причому щоб нижній ніж був зафіксований в рамі пристрою, а верхній ніж міг би керовано переміщуватися щонайменше вертикально. Цим досягається те, що положення нижнього ножа є фіксованим і не залежить від допусків для поворотного механізму. 96227 4 Крім того, переважно, щоб різальний пристрій містив верхні і нижні ножі, причому щоб верхні ножі для розрізання могли переміщуватися зверху в напрямку нерухомих нижніх ножів. Переважно також, щоб після розрізання відрізані кінці штаб в результаті бічного переміщування відповідного затискного пристрою могли рухатися назустріч один одному. Особливо переважно, щоб після бічного переміщування штаби виконувалось, друге розрізання так, щоб в результаті виходив більш точний розріз. Крім того, доцільно, щоб для підтримування кінців штаб під штабу переміщувався щонайменше один зварювальний стіл. Доцільно також, щоб пристрій був виконаний по суті симетрично і мав два затискних пристрої, два різальних пристрої і щонайменше один з'єднувальний пристрій. Відносно способу це досягається за допомогою способу експлуатації пристрою для з'єднання штаб в нескінченну штабу із затискним пристроєм з розташованим на вході затискним пристроєм і розташованим на виході затискним пристроєм; з різальним пристроєм з верхнім ножем і нижнім ножем і із з'єднувальним пристроєм, який відрізняється тим, що на першому етапі затискні пристрої розкриваються, і вводяться два кінці штаб, а на наступному етапі кінці штаб затискаються в затискних пристроях, на наступному етапі кінці штаб відрізаються за допомогою різального пристрою, а після цього відрізані кінці знову позиціонуються, перш ніж вони знову відріжуться, і після цього знову позиціонуються і з'єднаються. При цьому переважно, щоб підтримування щонайменше одного кінця штаби виконувалось за допомогою зварювального стола. Доцільно також, щоб, зокрема для компенсації різниць по товщині кінців штаби здійснювалося підганяння по висоті щонайменше одного кінця штаби. Переважні варіанти виконання описані в залежних пунктах формули винаходу. Нижче винахід більш детально описується на основі прикладу виконання з посиланням на креслення, на яких: фіг.1 - схематичний вигляд пристрою для з'єднання штаб згідно з винаходом; фіг.2 - схематичний вигляд пристрою для з'єднання штаб згідно з винаходом; фіг.3 - схематичний вигляд пристрою для з'єднання штаб згідно з винаходом; фіг.4 - схематичний вигляд пристрою для з'єднання штаб згідно з винаходом; фіг.5 - схематичний вигляд пристрою для з'єднання штаб згідно з винаходом; фіг.6 - схематичний вигляд пристрою для з'єднання штаб згідно з винаходом; фіг.7 - схематичний вигляд пристрою для з'єднання штаб згідно з винаходом; і фіг.8 - схематичний вигляд пристрою для з'єднання штаб згідно з винаходом. Пристрій для з'єднання окремих штаб згідно з винаходом описується з посиланням на фіг.1-8. 5 При цьому однакові конструктивні елементи позначаються, відповідно, однаковими позиціями. Типовим чином пристрій, показаний на відповідних фігурах щонайменше частково виконаний симетричним. Тому елементи пристрою з правого боку позначені буквою r, а з лівого боку буквою l. На фіг.1 зображений пристрій 100 для з'єднання штаб згідно з винаходом, що містить праву частину 100-r і ліву частину 100-l. Обидві частини пристрою виконані по суті дзеркальносиметричними і в принципі, відповідно, відповідають за маніпулювання з однією з окремих штаб, що з'єднуються між собою. Таким чином, одна окрема штаба 200-1 вводиться в ліву частину 100-l пристрою або підводиться до неї зліва, а друга окрема штаба 200-2 вводиться в праву частину 100-r пристрою або підводиться до неї праворуч. Для введення відповідних штаб 200-1, 200-2 верхні затискачі 110-l, 110-r, відповідно, за допомогою важелів H1, встановлених у вигляді паралелограма, розгорнені вгору в положення розкриття. Для цього важелі H1 встановлені, відповідно, на нижньому і верхньому затискачах 110, 120 штаби за допомогою шарнірів, так що при повороті важелів верхній затискач штаби повертається відносно нижнього затискача штаби. При цьому пристрій 100 містить як в правій частині 100-r, так і в лівій частині 100-1 затискні пристрої 110, 120, які можуть розкриватися і закриватися для захоплення і втримування штаби або, відповідно,. окремої штаби 200-1, 200-2. При цьому верхні затискачі 110-r і 110-l штаби взаємодіють з нижніми затискачами 120-r і 120-l штаби. Верхній затискач 110 штаби під дією паралелограмоподібного важеля H1 повертається таким чином, що між верхнім затискачем 110 штаби і нижнім затискачем 120 штаби утворюється зазор або простір для приймання штаби 200-1,200-2, який при зворотному повороті знову закривається, а штаба затискається і втримується затискачами 110, 120 штаби. При цьому щонайменше верхні і нижні затискачі 110, 120 штаби утворюють затискний пристрій для затискання штаби. Затискачі 110, 120 штаби за допомогою важелів H1 виконані поворотними, причому два важелі діють, відповідно; на верхні і нижні затискачі штаби, і причому гідроциліндр Н3 через важіль Н2 керує розведенням і зведенням затискачів 110, 120 штаб, див. також фіг.2. При цьому гідроциліндр Н3 цілеспрямовано керується за допомогою керувального пристрою, який більш детально не показаний. В принципі замість гідроциліндра може бути використаний інший працюючий на нагнітальному середовищі циліндр або ж електромеханічний виконавчий двигун. Затискний пристрій 110, 120 виконаний з важелями H1, Н2 і виконавчими елементами Н3, як, наприклад, гідроциліндрами, переважно, як попередньо змонтований блок, монтований повністю, і який при ремонті або техобслуговуванні знову може демонтуватися. Крім того, на фіг.1 поруч з правим і лівим затискними пристроями 110-r, 120-r, 110-l, 120-l видна касета 130 нижнього ножа різального пристрою 155, що жорстко з'єднується з рамою 300 пристрою 100. При цьому касета 130 нижнього ножа, 96227 6 переважно, є жорсткою і нерухомою, але, незважаючи на це, рознімно з'єднаною з рамою, так що у разі необхідності з метою техобслуговування і/або ремонту або з метою заміни ножа вона може бути демонтована або замінена разом з нижнім ножем. При цьому при роз'єднанні щонайменше одного з'єднання між касетою 130 нижнього ножа і рамою 300 касета 130 може витягатися з рами 300. При цьому різальний пристрій 155 виконаний таким чином, що верхній ніж або касета 150 верхнього ножа для розрізання переміщується або транспортується, або підводиться до нижнього ножа або касети нижнього ножа, див. фіг.3. Крім того, на фіг.1 видно, що затискні пристрої 110, 120 за допомогою піднімальних позиціонуючих пристроїв і пристроїв 400 на своїй-висоті можуть також встановлюватися в своєму горизонтальному напрямку. Затискний пристрій може позиціонуватися, відповідно, за допомогою гідравлічних циліндрів, важелів і синхронізуючої тяги, які утворюють позиціонуючий пристрій 400. Крім того, на фіг.1 видно так званий подавальний пристрій 500, який служить для переміщування затискного пристрою 110, 120 в бічному напрямку. За допомогою гідроциліндрів, важелів і синхронізуючої тяги, які утворюють подавальний пристрій 500 в бічному напрямку можуть позиціонуватися відповідні затискні пристрої або, відповідно, щонайменше один або ж обидва. Таким чином, для повторного розрізання розрізаної штаби в місці розрізу або щонайменше зовсім поруч з ним затискний пристрій після розрізання може переміщуватися щонайменше з одного боку. На фіг.2 показано, як штаби 200-1, 200-2 подаються, відповідно, в розкриті затискні пристрої 110, 120. При цьому верхній затискач 110 штаби утворює затискну балку, а нижній затискач 120 штаби - затискний стіл, між якими може затискатися штаба. Для розрізання обох штаб обидві окремі штаби 200-1 і 200-2 після розкриття затискачів 110, 120 штаби спочатку справа і зліва спільно зсовуються в напрямку центра пристрою 100, але так, щоб в зоні між затискачами стрічки вони необов'язково стикалися або розташовувалися "встик". Однак суттєво, щоб відповідна штаба 2001, 200-2 всовувалася настільки, щоб відповідний передній кінець штаби розташовувався над відповідним ножем нижньої касети 130 ножа. Потім верхні затискачі 110-r і 110-l штаби для затискання знов опускаються в нижнє положення закриття, в якому обидві окремі штаби 200-1 і 100-2 щільно затискаються між верхніми затискачами 110-r, 110l штаби і нижніми затискачами 120-r і 120-l штаби. Верхні затискачі 110-r і 110-l штаб спрямовуються при своєму поворотному переміщуванні за допомогою плечей H1 важелів, а привідне зусилля для здійснення процесу повороту створюється, наприклад, гідроциліндром Н3. При цьому розкриття і закриття верхніх затискачів 110 штаби здійснюється за допомогою гідроциліндрів Н3-1 і Н3-r у взаємодії з сергами Н2 і важелями H1. На фіг.3 показано, що у цьому випадку штаби 200-1, 200-2 одночасно виявляються в центральній зоні на нижніх ножах 130-l, 130-r. Потім в 7 центральній зоні між лівим 110-l і правим 110-r затискачем штаби на обидві штаби опускаються верхні ножі 150-l, 150-r і відрізають від них у взаємодії з нижніми ножами 130-l, 130-r відповідні кінці. Після відрізання обидва нових кінця штаб 200-1, 200-2 мають чисті і прямі обрізні кромки, причому в цьому випадку обидві обрізні кромки спрямовані по суті паралельно одна одній. При цьому щонайменше верхні і нижні ножі 150, 130 утворюють різальний пристрій 155 для розрізання штаби. Крім того, на фіг.3 показано, що пристрій 100 знаходиться в робочому режимі затискання і різання. За допомогою циліндра Н3 штаби 200-1, 200-2 за допомогою важелів Н2 і верхніх з'єднувальних деталей Н4 затискаються між нижнім затискним столом 120 і верхньою затискною балкою 110. Крім того, відповідний кінець штаби в затискному пристрої притискається затискачами 110, 120 штаби до нижніх ножів 130. Для цього кінці штаб 200-1, 200-2, затиснуті в затискному пристрої, за допомогою циліндрів Н5, через важелі Н6 і синхронізуючу тягу Н7 навантажуються до нижніх ножів нижньої касети ножа. Потім кінці штаб 200-1, 200-2 можуть бути відрізані. На фіг.4 показано, що при відрізанні точки 210 обертання розташовані під точками 220 обертання. Шляхом висунення циліндра Н5, переважно з позиційним керуванням, точки 210 і 220 обертання можуть бути встановлені на однаковому горизонтальному рівні. Завдяки цьому затискні пристрої 110, 120, відповідно, щонайменше трохи піднімаються і розходяться, так що кінці штаб з відповідним відрізаним початком штаби віддаляються від ножа. В результаті допускається, щоб верхні ножі могли переміщуватися, наприклад, забиратися, не стикаючись з відрізаними кінцями штаб, оскільки ті щонайменше трохи віддалені від верхнього ножа. Після віддалення верхнього ножа вгору може бути здійснений другий розріз. На фіг.5 видно, що для повторення розрізу затискний пристрій 110, 120 за допомогою циліндрів Н8, важелів Н9, синхронізуючих тяг Н10 і ексцентриків Н11 може забиратися всередину в напрямку ножів. Для цього циліндр Н8 керується таким чином, щоб його штовхальна штанга переміщувалася. ліворуч так, щоб важіль Н9 повертався за годинниковою стрілкою, і щоб синхронізуюча тяга Н10 таким чином переміщувалася праворуч, а затискачі затискного пристрою 110, 120 зміщувалися всередину. На фіг.6 показано, як кінці штаби після відрізання переміщуються в, положення, необхідне для зварювання. Для цього шляхом висунення гідроциліндрів Н5 з позиційним керуванням затискні пристрої 110, 120 за допомогою важелів Н6, що хитаються і синхронізуючих тяг Н7 встановлюються в положення зварювання так, що обидва кінці штаби щонайменше майже стикаються. Між обома кінцями штаби, тобто між кінцем і початком штаби, ще є невеликий зазор. Зварювальні столи 170l,170-r на фіг.6 ще не знаходяться в положенні зварювання. Переважно також, щоб зварювальні столи 170 були виконані суцільними або з декількох частин. За допомогою виконавчих елементів, як, наприклад, гідроциліндрів і/або важелів, вони 96227 8 можуть бути також виконані з можливістю переміщування або повороту. Потім для підтримування кінців штаб 200-1, 200-2 в місці з'єднання (стику), яке підлягає зварюванню згідно з фіг.7 лівий і правий зварювальні столи 170-l, 170-r з боків знизу підводяться до кінців штаб. При цьому зварювальні столи 170 за допомогою важелів 171, 172, які хитаються і циліндра Н12 зсовуються в положення зварювання. Зварювальний стіл за допомогою важелів 171,172, які хитаються підвішується по паралелограмному типу і завдяки циліндру Н12, встановленому з одного боку на нерухомій опорі, за допомогою штовхальної штанги 173 циліндра Н12 може повертатися і таким чином переміщуватися в бічному напрямку. На фіг.8 показано, що тепер зварювальні столи 170 зсунуті до центра. При цьому зварювальні столи 170 притискують штабу 200-1, 200-2 в зоні зварювальних столів 170 до верхніх затискних балок 110 затискного пристрою 110, 120. При цьому приходять в дію гідроциліндри 174, і зварювальні столи 170 за допомогою важелів 175, які хитаються і ексцентриків 176 навантажуються вгору. В результаті, навіть при різній товщині штаб з лівої і з правої сторін штабам встановлюється по центру або симетрично. При цьому при штабах однакової товщини, коли циліндри 174 досягають кінцевих положень або упорів, може досягатися висока точність. Завдяки цьому перед зварюванням кінців штаб, зокрема у разі штаб різної товщини, відбувається компенсація висот, так що обидва кінці штаб можуть позиціонуватися і фіксуватися по центру один відносно одного по висоті; інакше кажучи, штаби стикуються по нейтральній осі. Таке встановлене положення кінців штаб відносно один одного представляє власне положення зварювання. Крім того, на фіг.8 видно, що за допомогою циліндрів 180 і за допомогою важелів 181 і синхронізуючої тяги 182 може встановлюватися зварний зазор. При цьому зазор встановлюється між затискними балками 110. При цьому циліндр 180 може вводитися в дію з позиційним керуванням, завдяки чому зазор виходить задаваним, або упор досягається з силовим керуванням, завдяки чому штаби стикуються в зварному зазорі під тиском. Потім в положенні зварювання кінці штаб стикуються за допомогою з'єднувального (стикувального) пристрою, що опускається над положенням зварювання, наприклад, зверху, і який зварює кінці штаб один з одним. Перелік позицій 100 пристрій 100- r, 100-l права і ліва частина пристрою 110 верхній затискач штаби 110-l, 110-r верхній затискач штаби зліва або справа, затискні балки 120 нижній затискач штаби 120-l, 120-r нижній затискач штаби зліва або справа, затискний стіл 125 затискний пристрій 130 нижній ніж, касета нижнього ножа 130-l, 130-r нижній ніж 9 150 верхній ніж, касета верхнього ножа 150-l, 150-r верхній ніж 155 різальний пристрій 160 гідроциліндр 160-l, 160-r гідроциліндр 170 зварний стіл 170-l, 170-r зварний стіл 171 важіль, що хитається 172 важіль, що хитається 173 штовхальна штанга 174 гідроциліндр 175 важіль, що хитається 176 ексцентрик 180 циліндр 181 важіль 182 синхронізуюча тяга 200 штаба 200-1 окрема штаба 200-1.1 окрема штаба 96227 10 210 точка обертання 220 точка обертання 300 рама 400 позиціонуючий пристрій 500 подавальний пристрій Н1 важіль Н2 серга, важіль Н3 гідроциліндр, циліндр Н4 з'єднувальна деталь Н5 циліндр Н6 важіль, важіль, який хитається Н7 синхронізуюча тяга Н8 циліндр Н9 важіль Н10 синхронізуюча тяга Н11 ексцентрик Н12 циліндр 11 96227 12 13 96227 14 15 96227 16 17 Комп’ютерна верстка Л. Ціхановська 96227 Підписне 18 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for connecting ribbons
Автори англійськоюBehrens Holger, Berg, Robert, Kuemmel Lutz, Bendler, Manuel, Sohl, Ralf-Hartmut, de Kock, Peter, Tomzig, Michael
Назва патенту російськоюУстройство и способ для соединения полос
Автори російськоюБеренс Хольгер, Берг Роберт, Кюммель Лутц, Бендлер Мануэль, Золь Ральф-Хартмут, де Кок Петер, Томциг Михель
МПК / Мітки
МПК: B21B 15/00, B23K 37/04
Мітки: з'єднання, пристрій, спосіб, штаб
Код посилання
<a href="https://ua.patents.su/9-96227-pristrijj-i-sposib-dlya-zehdnannya-shtab.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб для з’єднання штаб</a>
Спосіб стикування кінців штаб при розмотуванні рулонів
Номер патенту: 63059
Опубліковано: 15.01.2004
Автори: Мануйленко Валентин Кирилович, Котелевець Юрій Сергійович, Гуськов Олександр Миколайович, Володін Олександр Валентинович, Лях Володимир Миколайович
МПК: B21C 47/00
Мітки: розмотуванні, штаб, спосіб, кінців, рулонів, стикування
Формула / Реферат:
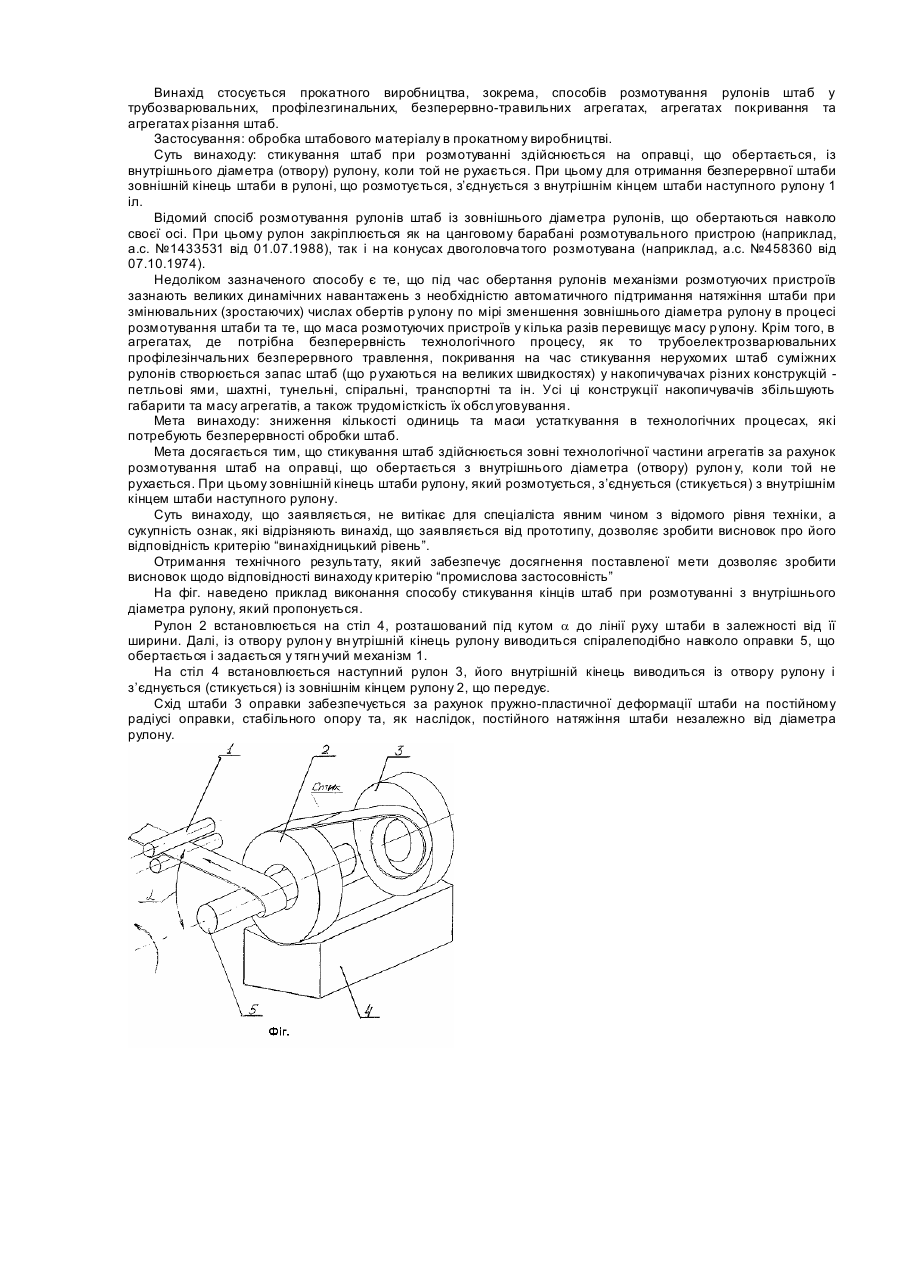
Спосіб стикування кінців штаб при розмотуванні рулонів, що включає послідовне з'єднання кінців штаб з наступним їх подаванням до лінії прокатки, який відрізняється тим, що стикування кінців штаб рулону здійснюється змінно відносно зовнішнього кінця рулону, що стоїть попереду, із внутрішнім кінцем наступного, який встановлюється на стіл з оправкою, що обертається під кутом до лінії прокатки, при цьому внутрішній кінець рулону, що стоїть...
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, штаб, прокатки, холодної
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Пристрій для з’єднання штаб
Номер патенту: 92523
Опубліковано: 10.11.2010
Автори: Золь Ральф-Хартмут, де Кок Петер, Томциг Міхель
МПК: B23K 37/04, B21B 15/00, B23K 11/087
Мітки: пристрій, штаб, з'єднання
Формула / Реферат:
1. Пристрій (100) для затискання, різання і з'єднання штаб в нескінченну штабу, який містить затискний пристрій (125), різальний пристрій (155) і з'єднувальний пристрій (195), який відрізняється тим, що затискний, різальний і з'єднувальний пристрої (125, 155, 195) кінематично пов'язані один з одним.2. Пристрій за п. 1, який відрізняється тим, що затискний пристрій (125) містить верхній і нижній затиски (110, 120) штаби, виконані з...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Телюк Віктор Григорович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Тилик Василь Трохимович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: штаб, спосіб, прокатування, безперервного
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Пристрій для підрівнювання штаб прокату на холодильнику дрібносортового стану
Номер патенту: 31045
Опубліковано: 15.12.2000
Автори: Педь Валерій Вікторович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович, Севернюк Володимир Васильович
МПК: B21B 43/00
Мітки: штаб, підрівнювання, пристрій, холодильнику, дрібносортового, прокату, стану
Текст:
...підрівнювання штаб та забезпечує збільшення виходу прокату. Наявність кінематичного зв'язку МІРНОГО ПРИВОДОМ РУХОМОЇ ПРИСТРОЮ З рейкової системи забезпечує надійну синхронізацію з роботою холодильника, усуває необхідність застосування додаткових електроприводів, підвищує надійність роботи ПРИСТРОЮ в цілому. На приведенному кресленні на Фіг і зображена загальна схема . пристрою для підрівнювання штаб прокату, на Фіг.2 - кінематична схема...
Попередній патент: Реабілітаційно-оновлювальна вертеброневрологічна установка
Наступний патент: Поліпшений спосіб мутагенезу з використанням поліетиленгліколь-опосередкованого введення мутагенних нуклеїнових основ в рослинні протопласти
Випадковий патент: Комбінація активних інгредієнтів, яка містить нестероїдний протизапальний лікарський засіб і похідне колхікозиду