Спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів
Номер патенту: 98736
Опубліковано: 11.06.2012
Автори: Хобін Віктор Андрійович, Веридусов Петро Олександрович, Аннаев Батир Сейдуллаєвич, Герасімов Валерій Володимирович, Кір'язов Іван Миколайович, Степанов Михайло Тимофійович, Шестопалов Станіслав Володимирович, Тимофєєв Олексій Олександрович, Єрьомін Максим Анатолійович
Формула / Реферат
Спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів, що передбачає технологічний пуск лінії, в ході якого здійснюють послідовний, проти ходу сипкого матеріалу, із затримками за часом, пуск всіх конвеєрів перед початком його транспортування, технологічне зупинення лінії, в ході якого здійснюють послідовне, по ходу сипкого матеріалу, із затримками за часом, зупинення всіх конвеєрів для закінчення його транспортування, контроль виникнення аварійної ситуації в роботі кожного з конвеєрів, пов'язаної з перегрівом їх електродвигунів, аварійне зупинення лінії, в ході якого здійснюють аварійне зупинення того з конвеєрів лінії, електродвигун якого перегрітий, і одночасне аварійне зупинення всіх попередніх йому конвеєрів, який відрізняється тим, що додатково визначають за тепловими математичними моделями електродвигунів інтервали часу, що безперервно змінюються, від поточного моменту до моментів перегріву та аварійного відключення кожного з електродвигунів, порівнюють значення цих інтервалів часу з величиною суми затримок за часом, які установлені на відключення кожного конвеєра і всіх попередніх йому конвеєрів в режимі технологічного зупинення, і, у випадку, якщо хоча б для одного з конвеєрів, інтервал часу, що залишився до моменту його аварійного зупинення, стає рівним або меншим відповідної суми цих затримок, здійснюють технологічне зупинення лінії.
Текст
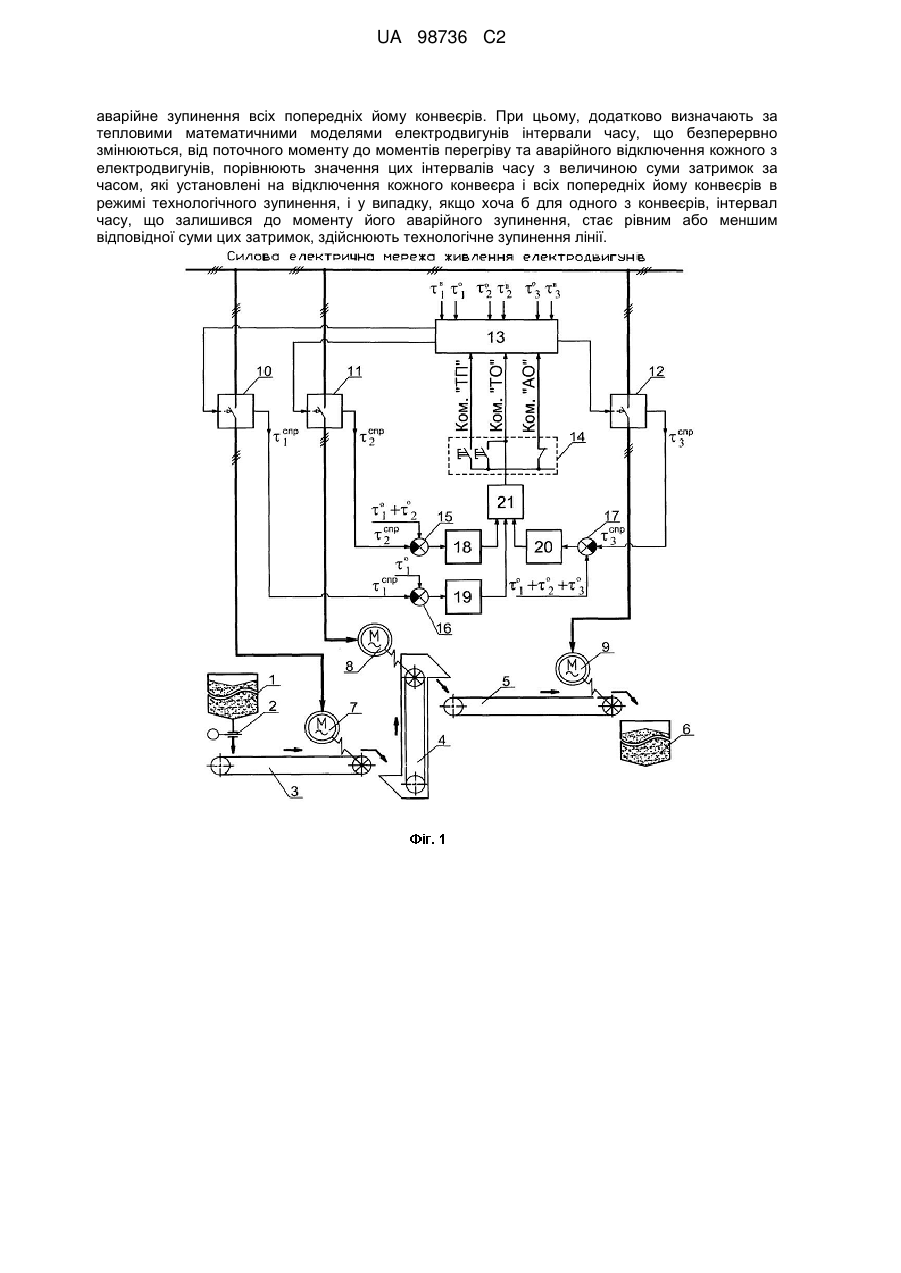
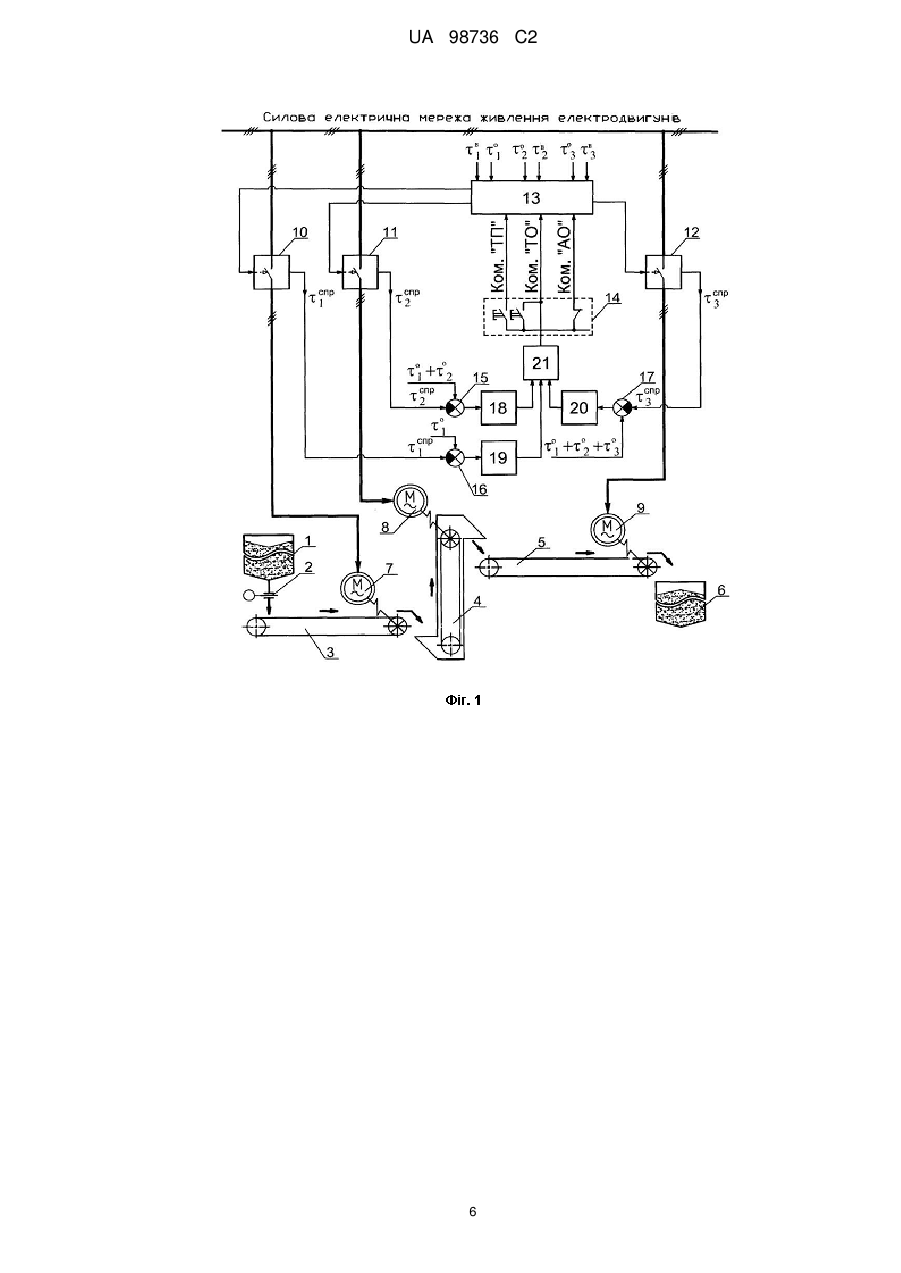
Реферат: Запропоновано спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів, що передбачає технологічний пуск лінії, в ході якого здійснюють послідовний, проти ходу сипкого матеріалу, із затримками за часом, пуск всіх конвеєрів перед початком його транспортування, технологічне зупинення лінії, в ході якого здійснюють послідовне, по ходу сипкого матеріалу, із затримками за часом, зупинення всіх конвеєрів для закінчення його транспортування, контроль виникнення аварійної ситуації в роботі кожного з конвеєрів, пов'язаної з перегрівом їх електродвигунів, аварійне зупинення лінії, в ході якого здійснюють аварійне зупинення того з конвеєрів лінії, електродвигун якого перегрітий, і одночасний UA 98736 C2 (12) UA 98736 C2 аварійне зупинення всіх попередніх йому конвеєрів. При цьому, додатково визначають за тепловими математичними моделями електродвигунів інтервали часу, що безперервно змінюються, від поточного моменту до моментів перегріву та аварійного відключення кожного з електродвигунів, порівнюють значення цих інтервалів часу з величиною суми затримок за часом, які установлені на відключення кожного конвеєра і всіх попередніх йому конвеєрів в режимі технологічного зупинення, і у випадку, якщо хоча б для одного з конвеєрів, інтервал часу, що залишився до моменту його аварійного зупинення, стає рівним або меншим відповідної суми цих затримок, здійснюють технологічне зупинення лінії. UA 98736 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до транспортування, зокрема до перевантаження, сипких матеріалів потоково-транспортними лініями, що включають в себе групу послідовно включених конвеєрів будь-яких конструкцій, в загальному випадку, для горизонтального, похилого і вертикального транспортування, а саме до автоматичного управління роботою таких ліній в умовах розвитку аварійної ситуації, пов'язаної з процесом перегріву приводних електродвигунів конвеєрів. Відомий спосіб автоматичного управління приводними електродвигунами, включаючи приводні електродвигуни конвеєрів поточно-транспортних ліній сипучих матеріалів, який здійснює прямий або непрямий контроль ступеня нагріву електродвигунів і їх аварійне відключення від мережі живлення при досягненні ступенем нагріву критичного значення. Спосіб реалізується або за допомогою спеціалізованих технічних пристроїв різних конструкцій апаратів (реле) температурного або теплового захисту електродвигунів від їх перегріву (див. Электрические и электронные аппараты: Учебник для вузов / Под ред. Ю. К. Розанова. - 2-е изд., испр. и доп. - М.: Информэлектро, 2001. - 420 с, С. 109-111, С. 111-113), або програмним шляхом, коли на цифрових контролерах відтворюються математичні моделі електродвигунів, що нагріваються споживаним ними струмом, як теплових об'єктів (теплові моделі двигунів), за допомогою яких розраховується ступінь нагріву і момент видачі контролером команди для аварійного зупинення двигуна при його перегріві (див. Электрические и электронные аппараты: Учебник для вузов / Под ред. Ю. К. Розанова. - 2-е изд., испр. и доп. - М.: Информэлектро, 2001. - 420 с, С. 272-274; Способ тепловой защиты двигателя и устройство для его осуществления, RU 2227354). Застосування теплових моделей двигунів дозволяє виводити з контролера не тільки команду на аварійну зупинку двигуна через перегрів, а й час, що залишається до видачі цієї команди (див. Руководство по проектированию, вводу в эксплуатацию, обслуживанию и ремонту SIMOCODE pro / Siemens AG: Департамент средств автоматизации и электропривода направление низковольтной коммутационной техники. - D-90327 Нюрнберг, Заказной №: 3UF7970-0AA01-0, издание 10/2005, 494 с, С. 64, С. 67-70). Цей спосіб передбачає автономне (незалежне) автоматичне керування електродвигуном кожного конвеєра лінії окремо і запобігає інтенсивному тепловому старінню і руйнуванню (пробою) електричної ізоляції обмоток цих електродвигунів, яке виникає у разі їх перегрівання. Загальною причиною перегріву електродвигунів є безперервне або періодичне перевищення споживаним струмом навантаження його номінального значення, і, як наслідок, підвищене, пропорційне квадрату значення цього струму, виділення тепла, при протіканні струму по обмотках електродвигуна. Для приводних електродвигунів конвеєрів, причинами їх роботи при підвищеному струмі навантаження є перевантаження їх робочих органів сипучим матеріалом, підвищений опір переміщенню цих робочих органів із-за зносу і погіршення змащення механічних передач, робота електродвигунів при зниженій напрузі живильної мережі. Зазначений спосіб управління має такі недоліки. 1. Вимкнення електродвигуна при значеннях струму його навантаження більше номінального значення викликає великі перенапруги на обмотках статора і на силових контактах його комутаційного апарата (контактора). У першому випадку, воно викликає мікропробої ізоляції обмоток двигуна, що збільшує швидкість усіх видів старіння, зменшуючи термін служби до пробою, а в другому - інтенсивний знос або вигорання контактів через дуговий розряд, що виникає між ними. 2. Відключення одного з приводних електродвигунів послідовно включених конвеєрів поточно-транспортної лінії призводить до утворення завалу з транспортованого сипкого матеріалу на конвеєрі, який передує аварійно зупиненому. Розміри завалу будуть пропорційні часу роботи подавальних конвеєрів після аварійного відключення приймального конвеєра, а сам завал доведеться ліквідувати вручну. Важливо, що наступний пуск всієї потоковотранспортної лінії можливий тільки після очищення робочих органів конвеєрів від транспортованого сипкого матеріалу і охолодження відключеного приводного електродвигуна, причому до такої міри, щоб при його новому включенні пускові струми, які можуть перевищувати номінальні в 5-8 разів, не призвели б його до нового перегріву і нового аварійного відключення. Аварійні відключення знижують надійність і терміни служби електродвигунів та їх контакторів, знижують продуктивність лінії транспортування сипучих матеріалів, збільшують час виконання транспортної операції та витрати ручної низькокваліфікованої праці на ліквідацію наслідків аварійного відключення. Найбільш близьким до винаходу, що заявляється, є спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів, що запобігає завалам сипкого матеріалу на її конвеєрах (див. Трибельгорн Э. В. Методы синтеза и анализа систем автоматизации хлебоприемных и зерноперерабатывающих предприятий: - М.: Колос, 1971. - 248 с, С. 107-108). Цей спосіб передбачає зблоковане (взаємозалежне) автоматичне керування конвеєрами. 1 UA 98736 C2 5 10 15 20 25 30 35 40 45 50 55 60 Суть цього блокування полягає в наступному. При технологічному пуску лінії в роботу, тобто перед початком транспортування сипкого матеріалу, здійснюється послідовний, проти ходу сипкого матеріалу, з необхідними затримками за часом, пуск конвеєрів. Затримки за часом при такому пуску необхідні для розвантаження робочих органів конвеєрів від сипкого матеріалу, який міг залишитися після завершення попереднього транспортування, а також для підтвердження того, що конвеєр працює в штатному режимі і аварійних ситуацій з ним не виникає. Час таких затримок приблизно дорівнює часу одного повного циклу переміщення робочого органу кожного конвеєра. При технологічному зупиненні лінії, тобто в ході процесу закінчення транспортування сипкого матеріалу, здійснюється послідовне, по ходу сипкого матеріалу, з необхідними затримками за часом, зупинення конвеєрів. Затримки за часом при такому зупиненні необхідні для розвантаження робочих органів конвеєрів від сипкого матеріалу. Час таких затримок повинен бути не менше часу половини одного повного циклу переміщення робочого органу кожного конвеєра. При аварійному зупиненні лінії, яке реалізується в разі виникнення аварійної ситуації в роботі одного з конвеєрів, здійснюється аварійне зупинення цього конвеєра, і одночасне, без затримок за часом, аварійне зупинення всіх попередніх йому конвеєрів. При цьому, одним із варіантів аварійної ситуації в роботі конвеєра, розглядається ситуація пов'язана з перегрівом його приводного електродвигуна. Даний спосіб вибраний як прототип винаходу, що заявляється. Прототип і спосіб, що заявляється, мають такі спільні операції: - технологічний пуск лінії, в ході якого здійснюють послідовний, проти ходу сипкого матеріалу, з затримками за часом, пуск всіх конвеєрів перед початком його транспортування; - технологічне зупинення лінії, в ході якого здійснюється послідовне, по ходу сипкого матеріалу, із затримками за часом, зупинення всіх конвеєрів для закінчення його транспортування; - контроль виникнення аварійної ситуації в роботі кожного з конвеєрів, пов'язаної з перегрівом їх приводних електродвигунів; - аварійне зупинення лінії, в ході якого здійснюється аварійне зупинення того з конвеєрів лінії, електродвигун якого перегрітий, і одночасне аварійне зупинення всіх попередніх йому конвеєрів. Недоліком прототипу є необхідність аварійних відключень всіх конвеєрів при перегріві приводного електродвигуна одного з них. Оскільки такі відключення відбуваються при значеннях струмів навантаження приводних електродвигунів більше їх номінальних струмів, то виникають при цьому перенапруги на обмотках статора електродвигуна і на силових контактах його комутаційного апарата (контактора). Це призводить до мікропробоїв ізоляції обмоток двигуна, що збільшує швидкість усіх видів її старіння, зменшуючи термін служби до пробою та інтенсивний знос або вигорання контактів із-за дугового розряду, що виникає, між ними. І, хоча зблоковане управління електроприводами конвеєрів дозволяє запобігти завалам сипкого матеріалу на вході конвеєра, в роботі якого виникла аварійна ситуація, але робочі органи всіх аварійно зупинених конвеєрів залишаються заповненими транспортуючим сипким матеріалом. Повторний пуск цих конвеєрів, безпечний по перегріву їх електродвигунів в процесі пуску, зажадає час на очищення робочих органів та охолодження електродвигунів. Аварійні відключення знижують надійність і терміни служби електродвигунів та їх контакторів, знижують продуктивність лінії транспортування сипких матеріалів, збільшують час виконання транспортної операції та витрати ручної низькокваліфікованої праці на ліквідацію наслідків аварійного відключення. В основу винаходу поставлено задачу розробити удосконалений спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів, в якому шляхом здійснення додаткових операцій, таких як визначення, за тепловими математичними моделями електродвигунів конвеєрів інтервалів часу, що безперервно змінюються від поточного моменту до моменту перегріву та аварійного відключення кожного з електродвигунів, порівняння значень цих інтервалів часу з величиною суми затримок за часом та ін., забезпечити запобігання аварійних відключень конвеєрів потоково-транспортної лінії сипких матеріалів, пов'язаних з перегрівом приводних електродвигунів конвеєрів, і, як наслідок, підвищити надійність і терміни служби цих приводних електродвигунів та їх комутаційної апаратури, запобігти необхідності очищення робочих органів конвеєрів від транспортованого сипкого матеріалу, підвищити продуктивність потоково-транспортної лінії. Поставлена задача вирішена в способі автоматичного управління потоково-транспортною лінією сипких матеріалів, що передбачає технологічний пуск лінії, в ході якого здійснюють послідовний, проти ходу сипкого матеріалу, із затримками за часом, пуск всіх конвеєрів перед 2 UA 98736 C2 5 10 15 20 25 30 35 40 45 50 55 початком його транспортування, технологічне зупинення лінії, в ході якого здійснюють послідовне, по ходу сипкого матеріалу, із затримками за часом, зупинення всіх конвеєрів для закінчення його транспортування, контроль виникнення аварійної ситуації в роботі кожного з конвеєрів, пов'язаної з перегрівом їх електродвигунів, аварійне зупинення лінії, в ході якого здійснюють аварійне зупинення того з конвеєрів лінії, електродвигун якого перегрітий, і одночасне аварійне зупинення всіх попередніх йому конвеєрів, тим, що додатково визначають за тепловими математичними моделями електродвигунів інтервали часу, що безперервно змінюються, від поточного моменту до моментів перегріву та аварійного відключення кожного з електродвигунів, порівнюють значення цих інтервалів часу з величиною суми затримок за часом, які установлені на відключення кожного конвеєра і всіх попередніх йому конвеєрів в режимі технологічного зупинення, і у випадку, якщо хоча б для одного з конвеєрів, інтервал часу, що залишився до моменту його аварійного зупинення, стає рівним або меншим відповідної суми цих затримок, здійснюють технологічне зупинення лінії. Необхідність такого рішення поставленої задачі пояснюється наступним. Запобігти аварійному зупиненні потоково-транспортної лінії сипких матеріалів, в ході якого здійснюється аварійне зупинення того з конвеєрів лінії, електродвигун якого перегрітий, і одночасне аварійне зупинення всіх попередніх йому конвеєрів, можливо у разі недопущення перегріву цього електродвигуна. У заявленому способі недопущення перегріву здійснюється за рахунок випереджального відключення конвеєра, приводний електродвигун якого почав перегріватися, для чого здійснюється технологічне зупинення всієї потоково-транспортної лінії сипких матеріалів. У ході технологічного зупинення лінії здійснюється послідовне, по ходу сипкого матеріалу, із затримками за часом, зупинення всіх конвеєрів, яке запобігає виникненню завалів сипкого матеріалу і забезпечує очищення робочих органів конвеєрів від цього матеріалу, а, значить готовність всіх конвеєрів до подальшого технологічного пуску лінії. Важливо, щоб момент часу для видачі команди на таке технологічне зупинення лінії був би максимально обґрунтований. Можливі два варіанти необґрунтованого часу видачі такої команди: затримка і передчасна видача команди. Затримка команди на технологічне зупинення лінії не дасть можливість усім конвеєрам завершити розвантаження своїх робочих органів і підготуватися до відключення. Тому, фактично, зупинення конвеєрів з нерозвантаженими робочими органами буде проводитися в режимі аварійного зупинення, і мати ті негативні наслідки, які описані вище. Передчасна команда на технологічне зупинення лінії означає, що лінія пропрацювала без зупинення менше часу, ніж могла б. Така різниця в часі, яка завжди незрівнянно менше повного часу роботи лінії для виконання операції транспортування, не знизить ефективність її роботи за умови, що така команда виявилася обґрунтованою. Але, важливо, що обґрунтованість передчасної команди на технологічне зупинення лінії має імовірнісний характер, тобто така команда може виявитися, в рівній мірі, як обґрунтованою, так і необґрунтованою. Це пов'язано з тим, що подача сипкого матеріалу на потоково-транспортну лінію проводиться нерівномірно. Така нерівномірність призводить до того, що струм навантаження і, отже, ступінь нагріву приводних електродвигунів будуть мати коливальні складові випадкового характеру. Тому команда на технологічне зупинення буде обґрунтованою тільки в тому випадку, якщо підвищене навантаження на конвеєр продовжувало б зберігатися. В іншому випадку така команда буде необґрунтованою, причому необхідність в такій команді при подальшій роботі лінії може взагалі не виникнути. Тому необґрунтоване зупинення лінії знизить ефективність її роботи, в порівнянні з тим, яка вона могла б бути без такого зупинення. Для максимальної обґрунтованості зупинення лінії необхідно видавати відповідну команду в гранично пізній момент часу, коли ще можливо повністю реалізувати її технологічне зупинення. Очевидно, що такий момент часу визначається місцем розміщення конвеєра з приводним електродвигуном, що перегрівається, в потоково-транспортній лінії, а саме кількістю попередніх йому конвеєрів і необхідними (установленими) часом затримки для розвантаження від транспортованого сипкого матеріалу кожного з цих конвеєрів і конвеєра з приводним електродвигуном, що перегрівається. Тому, для видачі обґрунтованої команди на зупинення лінії, вимірюють або обчислюють за тепловими моделями електродвигунів конвеєрів інтервали часу, що безперервно змінюються, від його поточного моменту до моментів перегріву та аварійного відключення кожного з електродвигунів, порівнюють значення цих інтервалів часу з величиною суми затримок за часом, які установлені на відключення кожного конвеєра і всіх попередніх йому конвеєрів в режимі технологічного зупинення, і у випадку, якщо хоча б для одного з конвеєрів, інтервал часу, що залишився до моменту його аварійного зупинення, стає рівним або меншим відповідної суми цих затримок, здійснюють технологічне зупинення лінії. Заявлений спосіб пояснюється кресленням і графіками, де: 3 UA 98736 C2 5 10 15 20 25 30 35 40 45 фіг. 1 - схема одного з варіантів системи автоматичного управління для здійснення способу, що заявляється; фіг. 2 - графіки, які ілюструють синхронні процеси змін у часі струму навантаження приводного електродвигуна конвеєра, ступеню його нагрівання від моменту включення електродвигуна до моменту спрацьовування реле теплового захисту, часу, що залишається до моменту спрацьовування реле теплового захисту. Варіант системи автоматичного управління, що складається з трьох конвеєрів, представлений на схемі (див. фіг. 1). На схемі показані наступні елементи: витратний бункер сипкого матеріалу 1, підбункерна засувка 2, конвеєри 3, 4, 5, прийомний бункер сипкого матеріалу 6, приводні електродвигуни 7, 8, 9, контролери управління електродвигунами 10, 11, 12, контролер автоматичного управління потоково-транспортною лінією сипких матеріалів 13, органи і ланцюги формування команд, які задають режим управління 14, алгебраїчні суматори 15, 16, 17, компаратори 18, 19, 20, логічний елемент "АБО" 21. Спосіб реалізується наступним чином. Сипкий матеріал з витратного бункера 1 через підбункерну засувку 2 подається на послідовно включені конвеєри 3, 4, 5, які перевантажують його в приймальний бункер 6. Робочі органи конвеєрів 3, 4, 5 приводяться в дію приводними електродвигунами 7, 8, 9, які отримують живлення від силової електричної мережі, підключення до якої здійснюється через контролери управління електродвигунами 10, 11, 12. В якості таких контролерів, в розглянутому варіанті реалізації способу, застосовані контролери, які реалізують функції комутації силових ланцюгів електродвигунів, теплового захисту їх від перегріву, з виведенням з контролера команди на аварійне зупинення двигуна через перегрів і значення часу, що залишається до видачі цієї команди та ін., наприклад SIMOCODE pro. Команди на включення і відключення всіх приводних електродвигунів 7, 8, 9 контролери управління електродвигунами 10, 11, 12 отримують безпосередньо від контролера автоматичного управління потоково-транспортною лінією сипких матеріалів 13. Він формує послідовність цих команд у відповідності з реалізованим у поточний момент часу одним з можливих варіантів (режимів) управління, а саме "технологічний пуск" (на схемі - команда "ТП"), "технологічне зупинення" (на схемі - команда "ТЗ"), "аварійне зупинення" (на схемі - команда "AЗ"). Час видачі цих команд враховує задані значення затримок за часом В О на включення конвеєрів, 1 , В , В і на їх відключення - 1 , О , О . 2 3 2 3 Завдання контролера автоматичного управління потоково-транспортною лінією сипких матеріалів 13 конкретного режиму управління здійснюється органами і ланцюгами формування команд, які задають режим управління 14. До них відносяться кнопки, за допомогою яких оператор потоково-транспортної лінії сипких матеріалів може ініціювати реалізацію режимів управління "технологічний пуск" і "технологічне зупинення", блок-контакти пускачів (контролерів управління) приводних електродвигунів конвеєрів, контакти реле теплового захисту, за допомогою яких формуються команда "аварійне зупинення" потоково-транспортної лінії. Таких контактів в реальній схемі управління багато, їх кількість пропорційно кількості конвеєрів у лінії, на фіг. 1 вони показані умовно. Описана вище частина варіанту реалізації способу автоматичного управління поточно-транспортної лінії сипких матеріалів одночасно є описом варіанту реалізації прототипу способу, що заявляється. Для реалізації способу, що заявляється, додатково, з відповідного виходу кожного контролера управління електродвигунами 10, 11, 12 вимірюють (зчитують) значення інтервалів спр часу 1 , спр , спр тобто інтервалів часу, що залишаються до видачі команд на аварійне 2 3 зупинення приводних електродвигунів, відповідно, 7, 8, 9 із-за їх перегріву. На алгебраїчних спр - для приводного електродвигуна суматорах 15, 16, 17 значення цих інтервалів часу 1 50 55 першого конвеєра, спр - для приводного електродвигуна другого конвеєра, спр - для 2 3 приводного електродвигуна третього конвеєра, порівнюють з інтервалами часу, необхідними для зупинення лінії в технологічному режимі при перегріві відповідного електродвигуна, О О відповідно зі значеннями 1 - для першого конвеєра, 1 О - для другого конвеєра і 2 О 1 О О для третього конвеєра. 2 3 Якщо результати порівняння всіх інтервалів часу для кожного з приводних електродвигунів конвеєра дають негативний результат, то компараторами 18, 19, 20 на своїх виходах буде установлений логічний "0". Тому на виході логічного елемента "АБО" 21, що виконує функцію логічного підсумовування вихідних сигналів компараторів 18, 19, 20, також установиться логічний "0" і команда на технологічне зупинення потоково-транспортної лінії формуватися не 4 UA 98736 C2 5 10 15 20 25 30 35 буде. Це означає, що інтервали часу до моменту видачі команд на аварійне зупинення кожного з приводних електродвигунів конвеєра більше, ніж час, необхідний для зупинення потоковотранспортної лінії в режимі технологічного зупинення, тому проводити технологічне зупинення цієї лінії підстав немає. У тому випадку, якщо на виході хоча б одного з алгебраїчних суматорів 15, 16, 17 сигнал стане позитивним, то відповідний компаратор з трьох компараторів 18, 19, 20 установить на своєму виході логічну "1". Тому, в цьому випадку, на виході логічного елемента "АБО" 21, що виконує функцію логічного підсумовування вихідних сигналів компараторів 18, 19, 20, також установиться логічна "1" і буде сформована команда на технологічне зупинення (на схемі команда "ТЗ") потоково-транспортної лінії. Це означає, що один з інтервалів часу до моменту видачі команд на аварійне зупинення одного з приводних електродвигунів конвеєрів став рівним часу, необхідному для зупинення потоково-транспортної лінії в режимі технологічного зупинення (більш строго - менше на нескінченно малу величину), тому для запобігання подальшого аварійного зупинення цієї лінії необхідно негайно сформувати команду на її технологічне зупинення. На фіг. 2 зображені графіки синхронних процесів змін у часі струму навантаження приводного електродвигуна (ПЕД) одного з конвеєрів, ступеня нагріву від моменту включення цього електродвигуна до моменту спрацьовування реле теплового захисту та аварійного відключення, часу, що залишається до моменту спрацьовування реле теплового захисту, що за рахунок випереджального відключення конвеєра, приводний електродвигун якого почав перегріватися, для чого здійснюється технологічне зупинення всієї потоково-транспортної лінії сипких матеріалів, вдається запобігти її аварійному зупиненню. Застосування заявленого способу автоматичного управління потоково-транспортними лініями сипких матеріалів дозволить запобігти її аварійним зупиненням, що пов'язані з перегрівом приводних електродвигунів конвеєрів цієї лінії, і, отже, негативні наслідки цих зупинень. Одночасно, це дозволить вести процеси транспортування з більш високою, близькою до максимально досяжної в конкретних умовах роботи лінії, продуктивністю, а значить, при більш високих температурах нагрівання приводних електродвигунів її конвеєрів, але без ризику аварійного зупинення лінії через їх перегрів. Джерелами економічного ефекту, який буде отриманий при впровадженні таких систем, є зниження часу та енерговитрат на виконання операцій з транспортування або перевантаження партій сипкого матеріалу, усунення факторів, що прискорюють знос устаткування й знижують його надійність, запобігання необхідності використання ручної праці для розвантаження обладнання від транспортованого сипкого матеріалу, пов'язаного з аварійними зупиненнями лінії. Алгоритми управління автоматичного способу управління, що заявляється, реалізовані на базі контролера Simatic S7-300 фірми Siemens, і готуються до впровадження на одному з підприємств зі зберігання і перевалювання зерна. ФОРМУЛА ВИНАХОДУ 40 45 50 55 Спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів, що передбачає технологічний пуск лінії, в ході якого здійснюють послідовний, проти ходу сипкого матеріалу, із затримками за часом, пуск всіх конвеєрів перед початком його транспортування, технологічне зупинення лінії, в ході якого здійснюють послідовне, по ходу сипкого матеріалу, із затримками за часом, зупинення всіх конвеєрів для закінчення його транспортування, контроль виникнення аварійної ситуації в роботі кожного з конвеєрів, пов'язаної з перегрівом їх електродвигунів, аварійне зупинення лінії, в ході якого здійснюють аварійне зупинення того з конвеєрів лінії, електродвигун якого перегрітий, і одночасне аварійне зупинення всіх попередніх йому конвеєрів, який відрізняється тим, що додатково визначають за тепловими математичними моделями електродвигунів інтервали часу, що безперервно змінюються, від поточного моменту до моментів перегріву та аварійного відключення кожного з електродвигунів, порівнюють значення цих інтервалів часу з величиною суми затримок за часом, які установлені на відключення кожного конвеєра і всіх попередніх йому конвеєрів в режимі технологічного зупинення, і, у випадку, якщо хоча б для одного з конвеєрів, інтервал часу, що залишився до моменту його аварійного зупинення, стає рівним або меншим відповідної суми цих затримок, здійснюють технологічне зупинення лінії. 5 UA 98736 C2 6 UA 98736 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of continuous-handling line for bulk materials
Автори англійськоюAnnaev Batyr Seidullaievych, Herasimov Valerii Volodymyrovych, Khobin Viktor Andriiovych, Kiriazov Ivan Mykolaiovych, Shestopalov Stanislav Volodymyrovych, Yeriomin Maksym Anatoliiovych, Verydusov Petro Oleksandrovych, Tymofieiev Oleksii Oleksandrovych, Stepanov Mykhailo Tymofiiovych
Назва патенту російськоюСпособ автоматического управления поточно-транспортной линией сыпучих материалов
Автори російськоюАннаев Батыр Сейдуллаевич, Герасимов Валерий Владимирович, Хобин Виктор Андреевич, Кирьязов Иван Николаевич, Шестопалов Станислав Владимирович, Еремин Максим Анатольевич, Веридусов Петр Александрович, Тимофеев Алексей Александрович, Степанов Михаил Тимофеевич
МПК / Мітки
МПК: B65G 47/00, B65G 17/00, B65G 43/00, H02H 5/04
Мітки: матеріалів, потоково-транспортною, сипких, управління, автоматичного, лінією, спосіб
Код посилання
<a href="https://ua.patents.su/9-98736-sposib-avtomatichnogo-upravlinnya-potokovo-transportnoyu-liniehyu-sipkikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів</a>
Спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів
Номер патенту: 66456
Опубліковано: 10.01.2012
Автори: Герасімов Валерій Володимирович, Степанов Михайло Тимофійович, Єрьомін Максим Анатолійович, Кір'язов Іван Миколайович, Веридусов Петро Олександрович, Шестопалов Станіслав Володимирович, Тимофєєв Олексій Олександрович, Аннаев Батир Сейдуллаєвич, Хобін Віктор Андрійович
МПК: B65G 17/00
Мітки: сипких, лінією, спосіб, потоково-транспортною, управління, автоматичного, матеріалів
Формула / Реферат:
Спосіб автоматичного управління потоково-транспортною лінією сипких матеріалів, що передбачає технологічний пуск лінії, в ході якого здійснюють послідовний, проти ходу сипкого матеріалу, із затримками за часом, пуск всіх конвеєрів перед початком його транспортування, технологічний зупинник лінії, в ході якого здійснюють послідовний, по ходу сипкого матеріалу, із затримками за часом, зупинник всіх конвеєрів для закінчення його...
Спосіб автоматичного управління завантаженням потоково-транспортної лінії сипких матеріалів
Номер патенту: 95887
Опубліковано: 12.09.2011
Автори: Єрьомін Максим Анатолійович, Аннаев Батир Сейдуллаєвич, Кір'язов Іван Миколайович, Степанов Михайло Тимофійович, Веридусов Петро Олександрович, Герасімов Валерій Володимирович, Тимофєєв Олексій Олександрович, Хобін Віктор Андрійович, Шестопалов Станіслав Володимирович
МПК: B65G 17/00, G01G 11/12, B65G 47/46, B65G 65/42
Мітки: потоково-транспортної, матеріалів, завантаженням, спосіб, лінії, сипких, автоматичного, управління
Формула / Реферат:
1. Спосіб автоматичного управління завантаженням потоково-транспортної лінії сипких матеріалів, що передбачає вимірювання навантаження приводного електродвигуна норії, порівняння виміряної величини із заданим значенням навантаження приводного електродвигуна норії для конкретного виду сипкого матеріалу і, у разі їх невідповідності, зміну продуктивності розвантажувального пристрою бункера до досягнення рівності виміряного і заданого значень...
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів
Номер патенту: 34335
Опубліковано: 11.08.2008
Автори: Хобін Віктор Андрійович, Андріященко Георгій Володимирвоич
МПК: B65G 17/00
Мітки: лінії, сипких, матеріалів, завантаженням, автоматичного, керування, спосіб, потоково-транспортної
Формула / Реферат:
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, що вимірює навантаження приводного електродвигуна норії, який відрізняється тим, що зміряне значення навантаження приводного електродвигуна норії порівнюють із заданим значенням навантаження, для конкретного виду сипкого матеріалу, і у разі їх невідповідності, продуктивність розвантажувального пристрою бункера змінюють для досягнення їх рівності.
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів

Номер патенту: 57903
Опубліковано: 10.03.2011
Автори: Хобін Віктор Андрійович, Єрьомін Максим Анатолійович, Тимофєєв Олексій Олександрович, Веридусов Петро Олександрович, Герасімов Валерій Володимирович, Кір'язов Іван Миколайович, Степанов Михайло Тимофійович, Шестопалов Станіслав Володимирович, Аннаев Батир Сейдуллаєвич
МПК: B65G 17/00
Мітки: керування, завантаженням, матеріалів, спосіб, сипких, автоматичного, лінії, потоково-транспортної
Формула / Реферат:
1. Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, що передбачає вимірювання навантаження привідного електродвигуна норії, порівняння виміряної величини із заданим значенням навантаження привідного електродвигуна норії для конкретного виду сипкого матеріалу і, у разі їх невідповідності, зміну продуктивності розвантажувального пристрою бункера до досягнення рівності виміряного і заданого значень...
Спосіб автоматичного вимірювання рівня сипких матеріалів
Номер патенту: 24382
Опубліковано: 17.07.1998
Автори: Коротков Микола Борисович, Ващенко Борис Іванович, Ващенко Сергій Борисович, Носов Григорій Романович
МПК: E04H 7/00, G01F 23/28
Мітки: спосіб, матеріалів, сипких, автоматичного, рівня, вимірювання
Формула / Реферат:
Спосіб автоматичного вимірювання рівня сипких матеріалів, що вимірює довжину незасипаної частини струни, який відрізняється тим, що струну збуджують механічним імпульсом, фіксують момент часу збудження, сприймають відбитий імпульс, фіксують момент часу повернення відбитого імпульсу, вимірюють різницю зафіксованих моментів часу, перетворюють одержану різницю часу в результуючий рівень засипки шляхом множення на постійний коефіцієнт.
Попередній патент: Спосіб переробки металургійних відходів, які містять ферити цинку, та піч для випалу пилових металургійних відходів
Наступний патент: Спосіб відновлення і зміцнення деталей
Випадковий патент: Антиміостатинове моноклональне антитіло