Спосіб шліфування глибоких внутрішніх циліндричних поверхонь
Номер патенту: 105186
Опубліковано: 10.03.2016
Автори: Шуплєцов Данило Костянтинович, Наумова Марія Ігорівна, Соломенко Олексій Володимирович, Фролов Володимир Костянтинович

Формула / Реферат
1. Спосіб шліфування глибоких внутрішніх циліндричних поверхонь, при якому твірна шліфувального круга паралельна твірній оброблюваної поверхні, який відрізняється тим, що шліфувальному кругу надають форму зрізаного конуса, діаметр якого зменшується в напрямку шліфувальної бабки.
2. Спосіб за п. 1, який відрізняється тим, що кут при вершині конуса визначається за формулою:
![]() ,
,
де ![]() - радіальна складова сили різання;
- радіальна складова сили різання;
![]() - довжина шліфувальної оправки;
- довжина шліфувальної оправки;
![]() - модуль пружності матеріалу оправки;
- модуль пружності матеріалу оправки;
![]() - момент інерції перерізу оправки.
- момент інерції перерізу оправки.
Текст
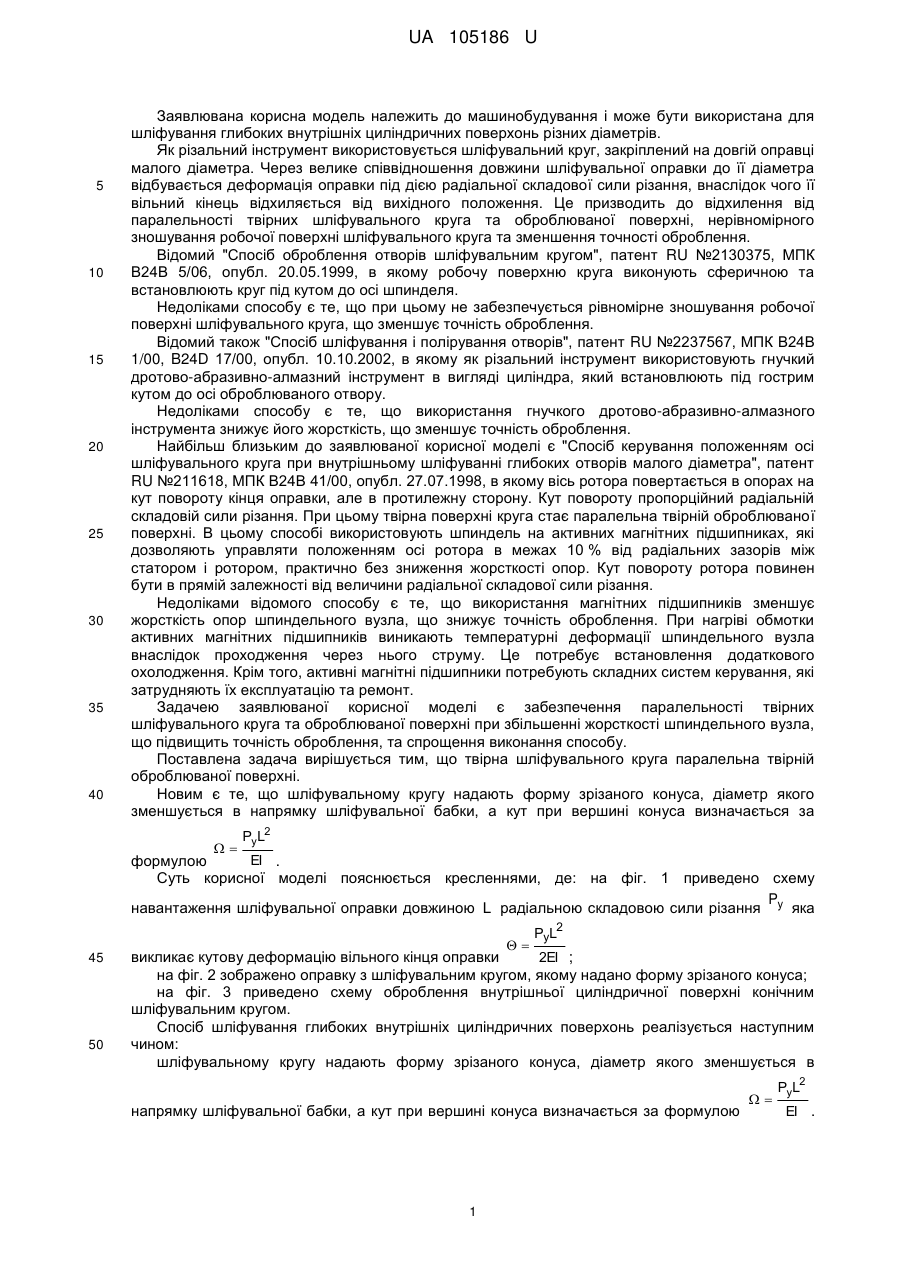
Реферат: Спосіб шліфування глибоких внутрішніх циліндричних поверхонь, при якому твірна шліфувального круга паралельна твірній оброблюваної поверхні. Шліфувальному кругу надають форму зрізаного конуса, діаметр якого зменшується в напрямку шліфувальної бабки. UA 105186 U (54) СПОСІБ ШЛІФУВАННЯ ГЛИБОКИХ ВНУТРІШНІХ ЦИЛІНДРИЧНИХ ПОВЕРХОНЬ UA 105186 U UA 105186 U 5 10 15 20 25 30 35 40 Заявлювана корисна модель належить до машинобудування і може бути використана для шліфування глибоких внутрішніх циліндричних поверхонь різних діаметрів. Як різальний інструмент використовується шліфувальний круг, закріплений на довгій оправці малого діаметра. Через велике співвідношення довжини шліфувальної оправки до її діаметра відбувається деформація оправки під дією радіальної складової сили різання, внаслідок чого її вільний кінець відхиляється від вихідного положення. Це призводить до відхилення від паралельності твірних шліфувального круга та оброблюваної поверхні, нерівномірного зношування робочої поверхні шліфувального круга та зменшення точності оброблення. Відомий "Спосіб оброблення отворів шліфувальним кругом", патент RU №2130375, МПК В24В 5/06, опубл. 20.05.1999, в якому робочу поверхню круга виконують сферичною та встановлюють круг під кутом до осі шпинделя. Недоліками способу є те, що при цьому не забезпечується рівномірне зношування робочої поверхні шліфувального круга, що зменшує точність оброблення. Відомий також "Спосіб шліфування і полірування отворів", патент RU №2237567, МПК В24В 1/00, B24D 17/00, опубл. 10.10.2002, в якому як різальний інструмент використовують гнучкий дротово-абразивно-алмазний інструмент в вигляді циліндра, який встановлюють під гострим кутом до осі оброблюваного отвору. Недоліками способу є те, що використання гнучкого дротово-абразивно-алмазного інструмента знижує його жорсткість, що зменшує точність оброблення. Найбільш близьким до заявлюваної корисної моделі є "Спосіб керування положенням осі шліфувального круга при внутрішньому шліфуванні глибоких отворів малого діаметра", патент RU №211618, МПК В24В 41/00, опубл. 27.07.1998, в якому вісь ротора повертається в опорах на кут повороту кінця оправки, але в протилежну сторону. Кут повороту пропорційний радіальній складовій сили різання. При цьому твірна поверхні круга стає паралельна твірній оброблюваної поверхні. В цьому способі використовують шпиндель на активних магнітних підшипниках, які дозволяють управляти положенням осі ротора в межах 10 % від радіальних зазорів між статором і ротором, практично без зниження жорсткості опор. Кут повороту ротора повинен бути в прямій залежності від величини радіальної складової сили різання. Недоліками відомого способу є те, що використання магнітних підшипників зменшує жорсткість опор шпиндельного вузла, що знижує точність оброблення. При нагріві обмотки активних магнітних підшипників виникають температурні деформації шпиндельного вузла внаслідок проходження через нього струму. Це потребує встановлення додаткового охолодження. Крім того, активні магнітні підшипники потребують складних систем керування, які затрудняють їх експлуатацію та ремонт. Задачею заявлюваної корисної моделі є забезпечення паралельності твірних шліфувального круга та оброблюваної поверхні при збільшенні жорсткості шпиндельного вузла, що підвищить точність оброблення, та спрощення виконання способу. Поставлена задача вирішується тим, що твірна шліфувального круга паралельна твірній оброблюваної поверхні. Новим є те, що шліфувальному кругу надають форму зрізаного конуса, діаметр якого зменшується в напрямку шліфувальної бабки, а кут при вершині конуса визначається за PyL2 EI . формулою Суть корисної моделі пояснюється кресленнями, де: на фіг. 1 приведено схему P навантаження шліфувальної оправки довжиною L радіальною складовою сили різання y яка PyL2 45 50 2EI ; викликає кутову деформацію вільного кінця оправки на фіг. 2 зображено оправку з шліфувальним кругом, якому надано форму зрізаного конуса; на фіг. 3 приведено схему оброблення внутрішньої циліндричної поверхні конічним шліфувальним кругом. Спосіб шліфування глибоких внутрішніх циліндричних поверхонь реалізується наступним чином: шліфувальному кругу надають форму зрізаного конуса, діаметр якого зменшується в напрямку шліфувальної бабки, а кут при вершині конуса визначається за формулою 1 PyL2 EI . UA 105186 U 5 PyL2 2EI твірна шліфувального круга При виникненні кутової деформації вільного кінця оправки залишається паралельна твірній оброблюваної поверхні. Джерела інформації: 1. Патент RU № 2130375, МПК В24В 5/06, опубл. 20.05.1999. 2. Патент RU № 2237567, МПК В24В 1/00, B24D 17/00, опубл. 10.10.2002. 3. Патент RU № 211618, МПК В24В 41/00, опубл. 27.07.1998. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 1. Спосіб шліфування глибоких внутрішніх циліндричних поверхонь, при якому твірна шліфувального круга паралельна твірній оброблюваної поверхні, який відрізняється тим, що шліфувальному кругу надають форму зрізаного конуса, діаметр якого зменшується в напрямку шліфувальної бабки. 2. Спосіб за п. 1, який відрізняється тим, що кут при вершині конуса визначається за формулою: PyL2 EI , де Py - радіальна складова сили різання; 20 L - довжина шліфувальної оправки; E - модуль пружності матеріалу оправки; I - момент інерції перерізу оправки. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 1/00
Мітки: поверхонь, циліндричних, глибоких, внутрішніх, спосіб, шліфування
Код посилання
<a href="https://ua.patents.su/4-105186-sposib-shlifuvannya-glibokikh-vnutrishnikh-cilindrichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування глибоких внутрішніх циліндричних поверхонь</a>
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Шам Максим Костянтинович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: циліндричних, поверхонь, спосіб, безцентрового, поздовжного, шліфування
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Володимир Віталійович, Ільїн Дмитро Олександрович, Кальченко Віталій Іванович
МПК: B24B 1/00
Мітки: спосіб, циліндричних, шліфування, кругом, некруглих, поверхонь, циліндричним
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: циліндричних, спосіб, поверхонь, шліфування, торцевих
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом
Номер патенту: 60090
Опубліковано: 10.06.2011
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Погиба Наталія Миколаївна
МПК: B24B 5/16
Мітки: поверхонь, пристрій, орієнтованим, криволінійних, кругом, обертання, шліфування
Формула / Реферат:
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом, що складається із рухомого столу, на якому в центрах передньої і задньої бабки встановлена оброблювана поверхня деталі, шліфувальної бабки, яка може повертатись в осьовій площині деталі і переміщатись в поперечному напрямку для компенсації зносу шліфувального круга, який відрізняється тим, що шліфувальна бабка, яка змонтована на плиті і закріплена на валу, вісь...
Установка для комбінованого шліфування торцевих поверхонь циліндричних деталей
Номер патенту: 67456
Опубліковано: 27.02.2012
Автори: Марчук Ірина Вікторівна, Пташенчук Віталій Віталійович, Чалий Василь Дмитрович, Лук'янчук Юрій Анатолійович
МПК: B24B 5/04
Мітки: установка, шліфування, комбінованого, циліндричних, деталей, поверхонь, торцевих
Формула / Реферат:
1. Установка для комбінованого шліфування торцевих поверхонь циліндричних деталей, що містить два розташованих опозитно з зазором один до одного шліфувальних круги, кожен з яких має суміжні різної зернистості кільцеві ділянки, змонтовані з можливістю прилягання до зовнішнього діаметра та посадочного отвору відповідно, причому осі шліфувальних кругів встановлені з ідентичними протилежно спрямованими до горизонталі нахилами, яка відрізняється...
Попередній патент: Автоматизований спосіб видачі товарів в магазинах та аптеках
Наступний патент: Спосіб шліфування глибоких циліндричних отворів
Випадковий патент: Пристрій управління самохідною сільськогосподарською машиною