Спосіб виготовлення довгомірних труб із латуні
Номер патенту: 19519
Опубліковано: 25.12.1997
Автори: Таран Вячеслав Михайлович, Куцин Микола Андрійович, Серіков Сергій Володимирович, Коваленко Олексій Петрович, Кравченко Віталій Іванович
Завантажити PDF файл.
Формула / Реферат
Способ изготовления длинномерных труб из латуни, включающий холодную прокатку литой заготовки, отличающийся тем, что в качестве заготовки используют профильную гильзу, которую перед холодной прокаткой подвергают неравномерному обжатию по длине, увеличивающемуся от меньшего диаметра к большему, при этом средняя величина обжатия гильзы составляет 28-32% от суммарной деформации при холодной прокатке.
Текст
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении широкого сортамента труб из цветных металлов и сплавов, в частности из гильз снарядов, из латуни. Известен также принятый за прототип способ изготовления длинномерных труб из латуни, включающий холодную прокатку литой заготовки. При этом заготовку растачивают и обтачивают перед прокаткой [1]. Общим для всех известных способов является изготовление исходной цилиндрической заготовки с равной толщиной стенки как по сечению так и длине. Использование данного способа требует также значительных материальных затрат на изготовление исходной цилиндрической заготовки из гильз высвобождающихся снарядов, сложного мехоборудования. Кроме того, его использование приводит к значительному расходу цветных металлов из-за обрези. Последнее обусловлено наличием неравномерной толщиной стенки по длине гильзы, а также наличием образований гофр на внутренней поверхности. Задача состоит в создании способа изготовления длинномерных труб из латуни, обеспечивающего путем специальной обработки заготовки в виде профильной гильзы (от снаряда) устранение разнотолщинности стенки подлине. Эта задача решена тем, что в способе, включающем холодную прокатку литой заготовки, в качестве исходной заготовки используют профильную гильзу от снаряда, которую перед холодной прокаткой подвергают неравномерному обжатию по длине, увеличивающемуся от меньшего диаметра к большему, при этом средняя величина обжатия гильзы снаряда составляет 28-32% от суммарной деформации при колодной прокатке. Отличие предложенного способа от прототипа заключается в том, что в качестве заготовки используют профильную гильзу снаряда, которую перед холодной прокаткой подвергают неравномерному обжатию по длине по указанным режимам. Технический результат от использования предлагаемого способа заключается в устранении разнотолщинности стенки по длине заготовки в виде профильной гильзы. Это обеспечивается путем предварительного обжатия гильзы снаряда перед прокаткой. В результате процесса предварительного обжатия по предложенным параметрам происходит перераспределение металла, выравнивание наружного диаметра по всей длине гильзы, а при холодной прокатке происходит окончательное выравнивание как диаметра так и стенки гильзы. При этом исключаются операции расточки и обточки заготовки, снижаются энергозатраты при их осуществлении, повышается качество внутренней поверхности. Предлагаемый способ был опробован при изготовлении труб диаметром 25 мм, с толщиной стенки 0,8мм и длиной 6000 мм; труб диаметром 13 мм, с толщиной стенки 0,7мм и длиной 6000 мм, а также труб диаметром 14 мм, с толщиной стенки 0,75 и длиной 6000мм из латуни марки Л70. В качестве заготовок использовали профильные гильзы снарядов калибра: 140x105x675 мм; 85x76x500мм и 34х24хх400мм соответственно марки Л70 (получаемые после извлечения пули и пороха и отрезки донной части с капсулем). Выбранную гильзу, например 140x105x675мм подвергали химической обработке поверхности, термообрабатывали по существующим режимам для латуни. После чего производили забивку головки на диаметр 98мм на забивочной машине усилием 250 тис помощью волочильного стана и специальной шайбы протягивают гильзу (снаряд) через матрицу на размер 102x2¸3,5 мм. Обжатие гильзы происходило от меньшего к большему за один проход волочением, при этом деформация обжатия гильзы по длине через каждые 100мм от меньшего диаметра к большему возрастала и составляла соответственно, %: 3; 25; 30; 33; 35; 35 и 36. В результате неравномерного обжатия происходит частичное выравнивание толщины стенки при максимальном обжатии гильзы по диаметру. Кроме того, были обжаты и еще две гильзы аналогичным образом, При этом средняя величина деформации обжатия составляла 26, 30 и 32% от деформации при последующей холодной прокатке, которая в свою очередь во всех трех случаях составляла 80%. Установлено, что при соотношении деформации 28-32% обжатия гильзы к деформации прокатки происходит выравнивание толщины стенки гильзы подлине и получают хорошее качество поверхности труб. Такое предварительное неравномерное обжатие гильзы обеспечивает стабильность процесса деформации и проработку металла как по объему, так и по поверхности. В то время, как при соотношении деформации обжатия и прокатки гильзы менее 28% не выравнивается разнотолщинность по длине, а при увеличении соотношения деформации обжатия и прокатки гильзы выше 32%, понижается качество внутренней поверхности, появляются гофры, закаты. Следовательно, заявляемое соотношение предварительного обжатия и прокатки гильзы, обеспечивает равнотолщинность стенки и качество труб и составляет 28-32%. Обжатию при указанных режимах гильзу размером 102x2¸3,5мм термообрабатывают и подвергают холодной прокатке. В результате использования предлагаемого способа получены трубы из латуни марки Л70 диаметром 25 мм, с толщиной стенки 0,8мм и длиной 6000мм из гильзы от снаряда калибра 140x105x675мм (толщиной стенки 1,4-6,5 мм); трубы диаметром 13 мм, с толщиной стенки 0,7мм и длиной 6000мм из гильзы от снаряда калибра 85x76x500мм (толщиной стенки 1-4,2 мм), а также трубы диаметром 14 мм, с толщиной стенки 0,75мм и длиной 6000мм из гильзы от снаряда калибра 34x24x400мм (толщиной стенки 0,7-1,2 мм). При необходимости уменьшения размера такие трубы могут подвергаться дальнейшей холодной деформации (например, нами из этих труб получены трубы размером 16x1x8000мм и 8x1x8500 мм). Полученные трубы имели высокую точность размеров по толщине стенки (±0,1 мм) и диаметру (-0,18 мм), а также высокое качество поверхности, которые соответствуют ГОСТ 494-90. В то время как трубы, изготовленные по прототипу, имели разнотолщинность по стенке(± 0,56 мм) и диаметру ( ±0,82 мм), на внутренней поверхности имели дефекты в виде закат.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing lengthy pipes from brass
Автори англійськоюSerikov Serhii Volodymyrovych, Kutsyn Mykola Andriiovych, Taran Viacheslav Mykhailovych, Kravchenko Vitalii Ivanovych, Kovalenko Oleksii Petrovych
Назва патенту російськоюСпособ изготовления длинномерных труб из латуни
Автори російськоюСериков Сергей Владимирович, Куцин Николай Андреевич, Таран Вячеслав Михайлович, Кравченко Виталий Иванович, Коваленко Алексей Петрович
МПК / Мітки
МПК: B21C 1/16, B21B 21/00
Мітки: довгомірних, труб, виготовлення, латуні, спосіб
Код посилання
<a href="https://ua.patents.su/1-19519-sposib-vigotovlennya-dovgomirnikh-trub-iz-latuni.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення довгомірних труб із латуні</a>
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: труб, прокатки, спосіб, поздовжньої
Формула / Реферат:
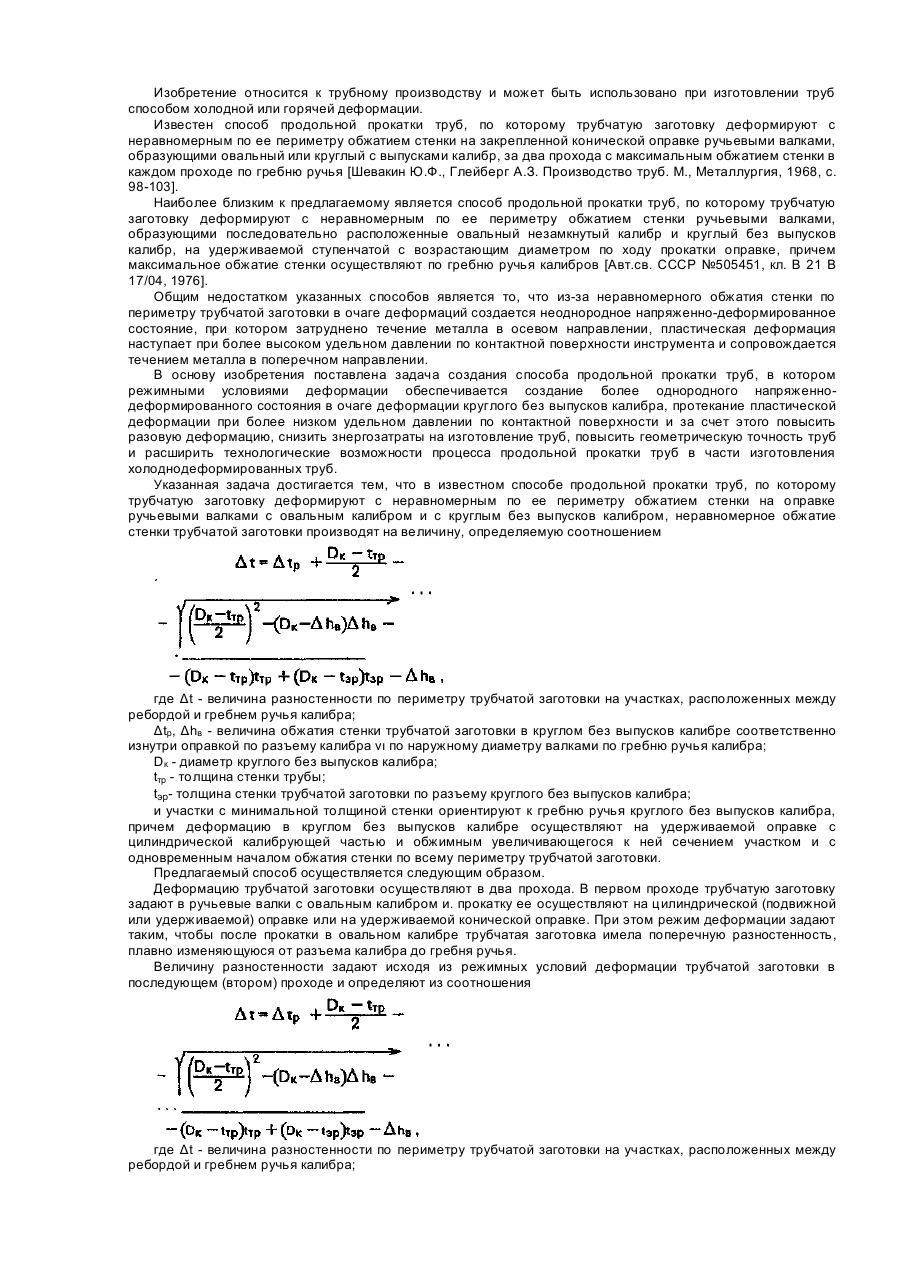
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Спосіб поздовжньої прокатки труб
Номер патенту: 19510
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, труб, поздовжньої, спосіб
Формула / Реферат:
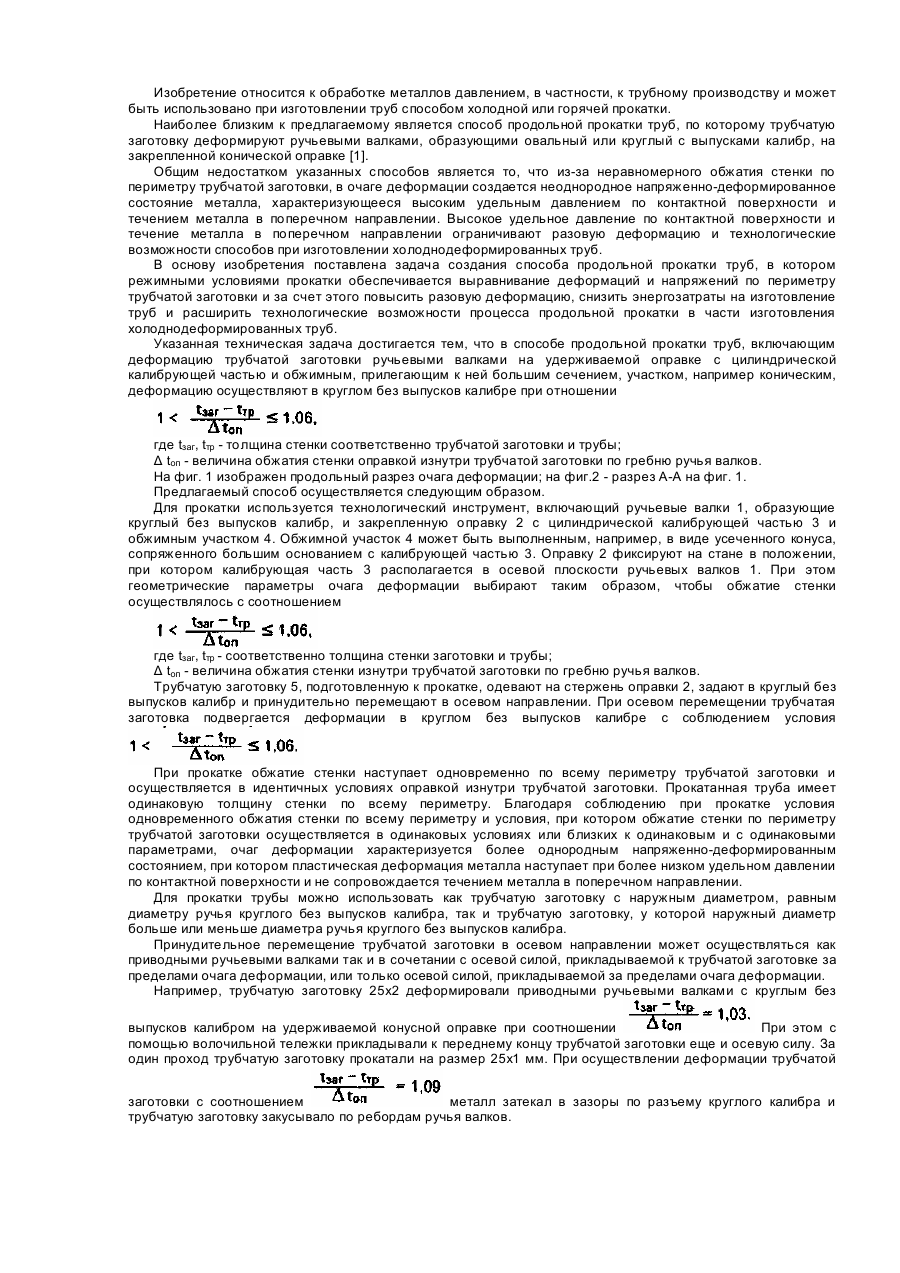
Способ продольной прокатки труб, включающий деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и с обжимным, прилегающим к ней большим сечением, участком, например, коническим, отличающийся тем, что деформацию осуществляют в круглом без выпусков калибре при соотношениигде tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы;Δ tоп - величина...
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Кекух Станіслав Миколайович, Злинько Валерій Дмитрович, Кірсанов Микола Васильович, Лісовський Олександр Олександрович, Смолін Олексій Миколайович, Хохлов Анатолій Іванович, Загребельний Віктор Терентійович, Куценко Олександр Іванович, Науменко Сергій Григорович, Самойленко Генадій Дмитрович, Король Микола Миколайович, Кравченко Юрій Олексійович, Король Радимір Миколайович
МПК: B21B 21/00
Мітки: холодної, періодичної, труб, тонкостінних, прокатки, спосіб, особливої
Формула / Реферат:
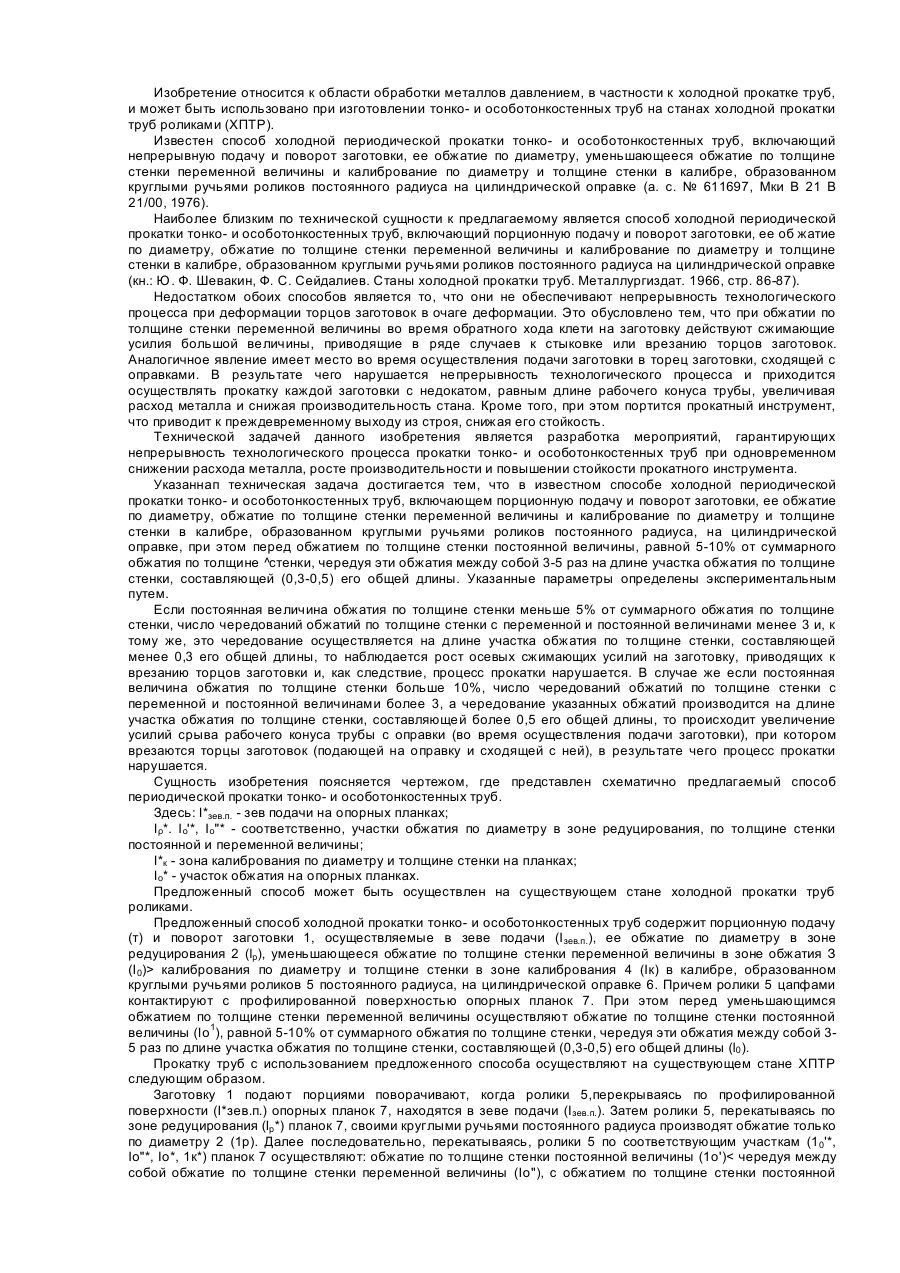
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Сєніна Тетяна Володимирівна, Першин Володимир Олександрович, Курін Вадим Юлійович, Фролов Віктор Пилипович
МПК: B21B 21/00
Мітки: прокатки, холодної, пільгерної, труб, спосіб
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Пристрій для віброабразивної обробки внутрішніх поверхонь довгомірних труб
Номер патенту: 10871
Опубліковано: 25.12.1996
Автори: Іскович-Лотоцький Ростислав Дмитрович, Булига Юрій Володимирович
МПК: B24B 31/06
Мітки: внутрішніх, віброабразивної, довгомірних, пристрій, обробки, труб, поверхонь
Формула / Реферат:
Устройство для виброабразивной обработки внутренних поверхностей длинномерных труб, содержащее рабочий орган с абразивом, привод, отличающееся тем, что, привод выполнен в виде пневмовибровозбудителя в глухой осевой расточке которого размещен подпружиненный относительно корпуса поршень, со штоком па котором крепятся сменные инерционные массы, снабженный осевым каналом подвода энергоносителя н торцевым запорным клапаном с кольцевой рабочей...
Попередній патент: Штам дріжджів sасснаrомyсеs сеrеvіsіае (vіnі) saccharomyces bayanus, використовуваний для виробництва ігристих вин пляшковим способом
Наступний патент: Спосіб дородової підготовки шийки матки
Випадковий патент: Аплікаційний електромагнітний екран-біокоректор