Спосіб управління шліфувальним верстатом
Номер патенту: 25157
Опубліковано: 30.10.1998
Автори: Фесенко Анатолій Володимирович, Серховець Олег Іванович, Ушаков Олександр Миколайович
Завантажити PDF файл.
Формула / Реферат
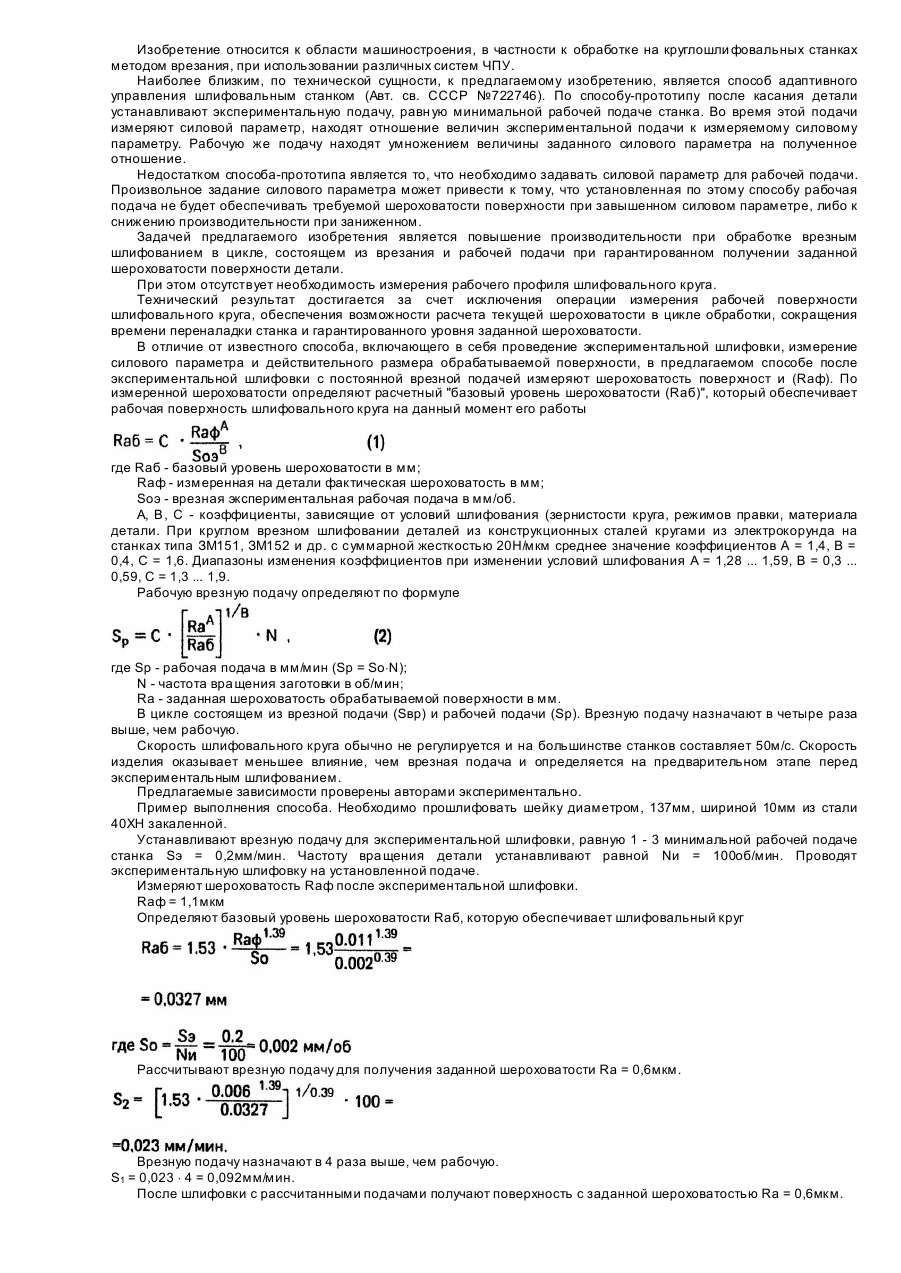
Способ управления шлифовальным станком, включающий обработку с экспериментальной подачей, равной минимальной подаче станка, во время которой измеряют силовой параметр и находят отношение величины экспериментальной подачи к измеряемому параметру, что позволяет рассчитать рабочую врезную подачу, отличающийся тем, что после обработки с экспериментальной подачей, измеряют шероховатость поверхности и по известным величине подачи и полученной шероховатости определяют базовый уровень шероховатости, характеризующей состояние рабочей поверхности шлифовального круга, на основании которого рассчитывается рабочая врезная подача:
где Sр - рабочая врезная подача в мм/мин (Sр = SоN):
Sо - рабочая врезная оборотная подача в мм/об;
N - частота вращения заготовки в об/мин;
Ra - задняя шероховатость обрабатываемой поверхности в мм;
Rаб - базовый уровень шероховатости в мм;
A, B, C - коэффициент, зависящий от условий шлифования (зернистости круга, режимов правки, материала детали).
Текст
Изобретение относится к области машиностроения, в частности к обработке на круглошли фовальных станках методом врезания, при использовании различных систем ЧПУ. Наиболее близким, по технической сущности, к предлагаемому изобретению, является способ адаптивного управления шлифовальным станком (Авт. св. СССР №722746). По способу-прототипу после касания детали устанавливают экспериментальную подачу, равн ую минимальной рабочей подаче станка. Во время этой подачи измеряют силовой параметр, находят отношение величин экспериментальной подачи к измеряемому силовому параметру. Рабочую же подачу находят умножением величины заданного силового параметра на полученное отношение. Недостатком способа-прототипа является то, что необходимо задавать силовой параметр для рабочей подачи. Произвольное задание силового параметра может привести к тому, что установленная по этому способу рабочая подача не будет обеспечивать требуемой шероховатости поверхности при завышенном силовом параметре, либо к снижению производительности при заниженном. Задачей предлагаемого изобретения является повышение производительности при обработке врезным шлифованием в цикле, состоящем из врезания и рабочей подачи при гарантированном получении заданной шероховатости поверхности детали. При этом отсутствует необходимость измерения рабочего профиля шлифовального круга. Технический результат достигается за счет исключения операции измерения рабочей поверхности шлифовального круга, обеспечения возможности расчета текущей шероховатости в цикле обработки, сокращения времени переналадки станка и гарантированного уровня заданной шероховатости. В отличие от известного способа, включающего в себя проведение экспериментальной шлифовки, измерение силового параметра и действительного размера обрабатываемой поверхности, в предлагаемом способе после экспериментальной шлифовки с постоянной врезной подачей измеряют шероховатость поверхност и (Rаф). По измеренной шероховатости определяют расчетный "базовый уровень шероховатости (Raб)", который обеспечивает рабочая поверхность шлифовального круга на данный момент его работы где Raб - базовый уровень шероховатости в мм; Rаф - измеренная на детали фактическая шероховатость в мм; Sоэ - врезная экспериментальная рабочая подача в мм/об. A, B, C - коэффициенты, зависящие от условий шлифования (зернистости круга, режимов правки, материала детали. При круглом врезном шлифовании деталей из конструкционных сталей кругами из электрокорунда на станках типа ЗМ151, ЗМ152 и др. с суммарной жесткостью 20Н/мкм среднее значение коэффициентов A = 1,4, B = 0,4, C = 1,6. Диапазоны изменения коэффициентов при изменении условий шлифования A = 1,28 ... 1,59, B = 0,3 ... 0,59, C = 1,3 ... 1,9. Рабочую врезную подачу определяют по формуле где Sр - рабочая подача в мм/мин (Sр = Sо×N); N - частота вра щения заготовки в об/мин; Ra - заданная шероховатость обрабатываемой поверхности в мм. В цикле состоящем из врезной подачи (Sвр) и рабочей подачи (Sр). Врезную подачу назначают в четыре раза выше, чем рабочую. Скорость шлифовального круга обычно не регулируется и на большинстве станков составляет 50м/с. Скорость изделия оказывает меньшее влияние, чем врезная подача и определяется на предварительном этапе перед экспериментальным шлифованием. Предлагаемые зависимости проверены авторами экспериментально. Пример выполнения способа. Необходимо прошлифовать шейку диаметром, 137мм, шириной 10мм из стали 40ХН закаленной. Устанавливают врезную подачу для экспериментальной шлифовки, равную 1 - 3 минимальной рабочей подаче станка Sэ = 0,2мм/мин. Частоту вра щения детали устанавливают равной Nи = 100об/мин. Проводят экспериментальную шлифовку на установленной подаче. Измеряют шероховатость Raф после экспериментальной шлифовки. Raф = 1,1мкм Определяют базовый уровень шероховатости Raб, которую обеспечивает шлифовальный круг Рассчитывают врезную подачу для получения заданной шероховатости Ra = 0,6мкм. Врезную подачу назначают в 4 раза выше, чем рабочую. S1 = 0,023 × 4 = 0,092мм/мин. После шлифовки с рассчитанными подачами получают поверхность с заданной шероховатостью Ra = 0,6мкм.
ДивитисяДодаткова інформація
Автори англійськоюFesenko Anatolii Volodymyrovych, Ushakov Oleksandr Mykolaiovych
Автори російськоюФесенко Анатолий Владимирович, Ушаков Александр Николаевич
МПК / Мітки
МПК: B24B 49/00
Мітки: верстатом, управління, спосіб, шліфувальним
Код посилання
<a href="https://ua.patents.su/1-25157-sposib-upravlinnya-shlifuvalnim-verstatom.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління шліфувальним верстатом</a>
Спосіб управління різьбонакатним верстатом
Номер патенту: 9229
Опубліковано: 30.09.1996
Автор: Кульчицький Костянтин Станіславович
МПК: B21H 3/00
Мітки: різьбонакатним, верстатом, управління, спосіб
Формула / Реферат:
1. Способ управления резьбонакатным станком с одним неподвижным резьбонакатным роликом и одним подвижным в радиальном направлении, при котором подвижный резьбонакатной ролик устанавливают в исходное положение с помощью калибра, установленного между резьбонакатными роликами с возможностью свободного проворота, путем перемещения упора задней бабки станка, отличающийся тем, что, с целью повышения прочности деталей, увеличения срока службы...
Пристрій для управління намоточним верстатом
Номер патенту: 3680
Опубліковано: 27.12.1994
Автори: Биков Олександр Сергійович, Умеренко Ігор Вітальович, Жабський Юрій Олександрович
МПК: G05B 19/19
Мітки: верстатом, намоточним, управління, пристрій
Формула / Реферат:
1. Устройство для управления намоточным станком, содержащее блок ввода технологических данных, первый выход данных которого подключен к первому информационному входу блока управления длиной намотки, второй выход данных - к информационному входу блока управления шагом намотки, блок управления первым двигателем, выход которого электрически соединен с первым двигателем, вал которого механически связан с импульсным датчиком скорости, выход...
Спосіб обробки деталей криволінійного перерізу, симетричних відносно вісі обертання, шліфувальним кругом з дугоподібною шліфуючою поверхнею
Номер патенту: 20749
Опубліковано: 07.10.1997
Автори: Зіненко Володимир Миколайович, Шепелев Анатолій Олександрович
МПК: B24B 19/00, B23Q 15/007
Мітки: кругом, спосіб, відносної, криволінійного, шліфувальним, дугоподібною, шліфуючою, обертання, симетричних, вісі, деталей, поверхнею, обробки, перерізу
Формула / Реферат:
1. Способ обработки деталей криволинейного сечения симметричных относительно оси вращения шлифовальным кругом с дугообразной шлифу-ющей поверхностью, при котором строят траекторию перемещения шлифовального круга в системе координат XOY, детали и шлифовальному кругу сообщают вращательное движение, а шлифовальному кругу дополнительно - движение подачи в двух взаимно перпендикулярных направлениях по осям Х и Y системы координат XOY по...
Спосіб алмазної обробки алмазних твердосплавних пластинок
Номер патенту: 22566
Опубліковано: 17.03.1998
Автори: Сухенко Юрій Григорович, Щербань Леонтій Михайлович
МПК: B24B 7/00
Мітки: спосіб, алмазних, обробки, пластинок, твердосплавних, алмазної
Формула / Реферат:
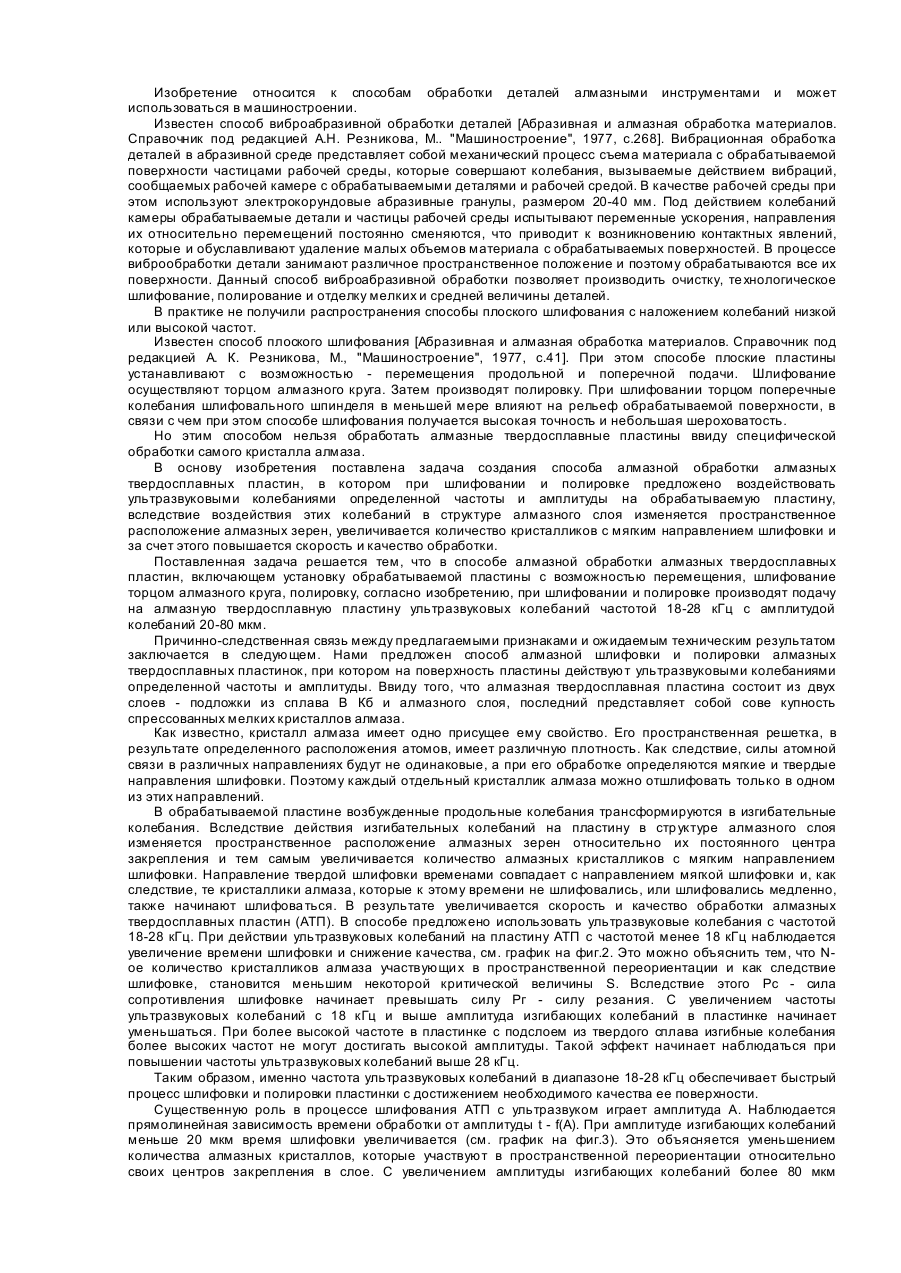
Способ алмазной обработки алмазных твердосплавных пластин, включающий установку обрабатываемой пластины с возможностью перемещения, шлифование торцом алмазного круга, полировку, отличающийся тем, что при шлифовании и полировке производят подачу на алмазную твердосплавную пластинку ультразвуковых колебаний частотой 18-28 кГц с амплитудой колебаний 20-80 мкм.
Гідравлічна система дистанційного управління вугледобувним агрегатом
Номер патенту: 13616
Опубліковано: 25.04.1997
Автори: Беккер Гарасим Харитонович, Файзулін Михайло Косьянович, Озерянський Генріх Йосифович
МПК: E21D 23/16
Мітки: гідравлічна, система, управління, агрегатом, дистанційного, вугледобувним
Формула / Реферат:
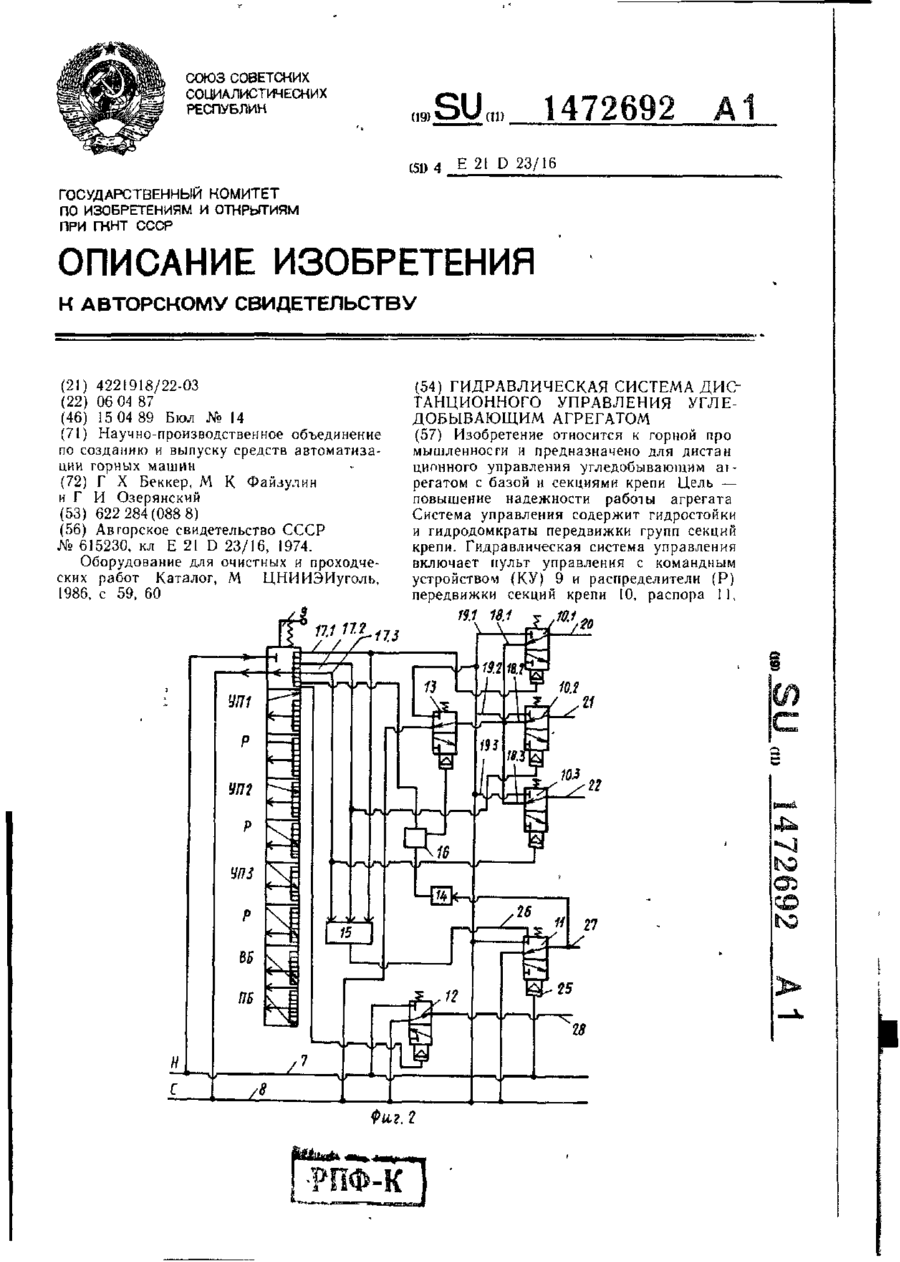
Гидравлическая система дистанционного управления угледобывающим агрегатом, включающая гидростойки и гидродомкраты передвижки групп секций крепи, насосную установку, пульт управления с командным устройством и распределителями передвижки секций крепи, распора и подачи базы, гидролиний напора, слива и управления, соединяющие насосную установку с командным устройством и распределителями пульта управления, которые соединены гидролиниями...
Попередній патент: Спосіб очищення газу і кондиціонування повітря та пристрій для його здійснення
Наступний патент: Газовий індикатор
Випадковий патент: Спосіб хірургічного лікування морбідного ожиріння