Привід верстата
Номер патенту: 32412
Опубліковано: 12.05.2008
Автори: Стеценко Олексій Сергійович, Пестунов Володимир Михайлович
Завантажити PDF файл.
Формула / Реферат
Привід верстата, що містить загальний двигун та кінематичні ланцюги головного обертального руху і поступального руху подачі від встановленої в кінематичному ланцюзі подачі, гвинтової передачі, який відрізняється тим, що розгалуження вказаних кінематичних ланцюгів виконане через диференціальний механізм, ведені ланки якого з'єднані з муфтами, включеними в систему керування інвертно, і має датчик навантаження в кінематичному ланцюзі головного руху, причому система керування має порівнювальний, програмуючий і керуючий пристрої.
Текст
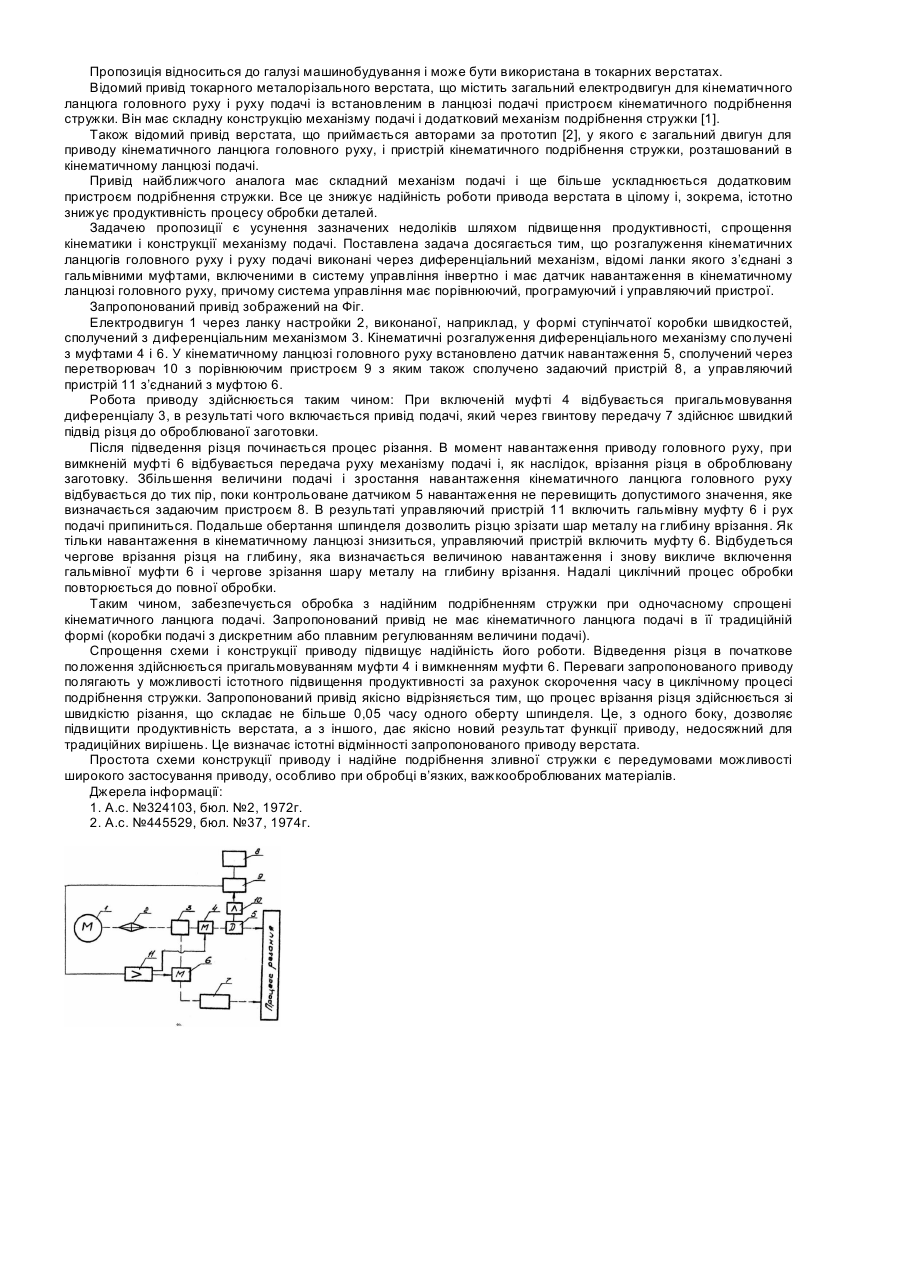
Пропозиція відноситься до галузі машинобудування і може бути використана в токарних верстатах. Відомий привід токарного металорізального верстата, що містить загальний електродвигун для кінематичного ланцюга головного руху і руху подачі із встановленим в ланцюзі подачі пристроєм кінематичного подрібнення стружки. Він має складну конструкцію механізму подачі і додатковий механізм подрібнення стружки [1]. Також відомий привід верстата, що приймається авторами за прототип [2], у якого є загальний двигун для приводу кінематичного ланцюга головного руху, і пристрій кінематичного подрібнення стружки, розташований в кінематичному ланцюзі подачі. Привід найближчого аналога має складний механізм подачі і ще більше ускладнюється додатковим пристроєм подрібнення стружки. Все це знижує надійність роботи привода верстата в цілому і, зокрема, істотно знижує продуктивність процесу обробки деталей. Задачею пропозиції є усунення зазначених недоліків шляхом підвищення продуктивності, спрощення кінематики і конструкції механізму подачі. Поставлена задача досягається тим, що розгалуження кінематичних ланцюгів головного руху і руху подачі виконані через диференціальний механізм, відомі ланки якого з’єднані з гальмівними муфтами, включеними в систему управління інвертно і має датчик навантаження в кінематичному ланцюзі головного руху, причому система управління має порівнюючий, програмуючий і управляючий пристрої. Запропонований привід зображений на Фіг. Електродвигун 1 через ланку настройки 2, виконаної, наприклад, у формі ступінчатої коробки швидкостей, сполучений з диференціальним механізмом 3. Кінематичні розгалуження диференціального механізму сполучені з муфтами 4 і 6. У кінематичному ланцюзі головного руху встановлено датчик навантаження 5, сполучений через перетворювач 10 з порівнюючим пристроєм 9 з яким також сполучено задаючий пристрій 8, а управляючий пристрій 11 з’єднаний з муфтою 6. Робота приводу здійснюється таким чином: При включеній муфті 4 відбувається пригальмовування диференціалу 3, в результаті чого включається привід подачі, який через гвинтову передачу 7 здійснює швидкий підвід різця до оброблюваної заготовки. Після підведення різця починається процес різання. В момент навантаження приводу головного руху, при вимкненій муфті 6 відбувається передача руху механізму подачі і, як наслідок, врізання різця в оброблювану заготовку. Збільшення величини подачі і зростання навантаження кінематичного ланцюга головного руху відбувається до тих пір, поки контрольоване датчиком 5 навантаження не перевищить допустимого значення, яке визначається задаючим пристроєм 8. В результаті управляючий пристрій 11 включить гальмівну муфту 6 і рух подачі припиниться. Подальше обертання шпинделя дозволить різцю зрізати шар металу на глибину врізання. Як тільки навантаження в кінематичному ланцюзі знизиться, управляючий пристрій включить муфту 6. Відбудеться чергове врізання різця на глибину, яка визначається величиною навантаження і знову викличе включення гальмівної муфти 6 і чергове зрізання шару металу на глибину врізання. Надалі циклічний процес обробки повторюється до повної обробки. Таким чином, забезпечується обробка з надійним подрібненням стружки при одночасному спрощені кінематичного ланцюга подачі. Запропонований привід не має кінематичного ланцюга подачі в її традиційній формі (коробки подачі з дискретним або плавним регулюванням величини подачі). Спрощення схеми і конструкції приводу підвищує надійність його роботи. Відведення різця в початкове положення здійснюється пригальмовуванням муфти 4 і вимкненням муфти 6. Переваги запропонованого приводу полягають у можливості істотного підвищення продуктивності за рахунок скорочення часу в циклічному процесі подрібнення стружки. Запропонований привід якісно відрізняється тим, що процес врізання різця здійснюється зі швидкістю різання, що складає не більше 0,05 часу одного оберту шпинделя. Це, з одного боку, дозволяє підвищити продуктивність верстата, а з іншого, дає якісно новий результат функції приводу, недосяжний для традиційних вирішень. Це визначає істотні відмінності запропонованого приводу верстата. Простота схеми конструкції приводу і надійне подрібнення зливної стружки є передумовами можливості широкого застосування приводу, особливо при обробці в’язких, важкооброблюваних матеріалів. Джерела інформації: 1. А.с. №324103, бюл. №2, 1972г. 2. А.с. №445529, бюл. №37, 1974г.
ДивитисяДодаткова інформація
Назва патенту англійськоюDrive of machine tool
Автори англійськоюPestunov Volodymyr Mykhailovych, Stetsenko Oleksii Serhiiovych
Назва патенту російськоюПривод станка
Автори російськоюПестунов Владимир Михайлович, Стеценко Алексей Сергеевич
МПК / Мітки
МПК: B23B 13/00, B23B 47/00, B23B 39/00
Код посилання
<a href="https://ua.patents.su/1-32412-privid-verstata.html" target="_blank" rel="follow" title="База патентів України">Привід верстата</a>
Привід фрезувального верстата
Номер патенту: 9368
Опубліковано: 15.09.2005
Автори: Заїка Сергій Миколайович, Пестунов Володимир Михайлович
МПК: B23C 9/00
Мітки: фрезувального, верстата, привід
Формула / Реферат:
Привід фрезувального верстата, який містить ланцюги формоутворення, зі встановленим в ланцюзі головного руху передавальним механізмом, з'єднаним з затискним пристроєм, який відрізняється тим, що передавальний механізм містить несамогальмівну гвинтову передачу, ведений елемент якої в осьовому напрямку спирається на поршень циліндра, заповненого гідропластом, а циліндр з'єднаний з проставкою затискного пристрою, розташованою між корпусом...
Привід верстату
Номер патенту: 34966
Опубліковано: 15.03.2001
Автори: Пестунов Володимир Михайлович, Кириченко Андрій Миколайович, Крижанівський Володимир Андрійович
МПК: B23B 47/00, B23Q 37/00
Формула / Реферат:
1. Привід верстату, що містить силовий стіл із встановленою на ньому багатошпиндельною револьверною головкою та розташованою в ланцюгу головного руху гвинтовою несамогальмівною передачею, зв'язаною з механізмом подачі, який відрізняється тим, що гвинтові передачі кінематичного ланцюга головного руху та подачі розташовані паралельно та охоплюють робочий шпиндель револьверної головки, а гвинтова передача привода головного руху споряджена...
Адаптивний привід бурового верстата
Номер патенту: 58736
Опубліковано: 15.08.2003
Автори: Крижанівський Євстахій Іванович, Воробйов Микола Степанович
МПК: E21B 3/02
Мітки: привід, бурового, адаптивний, верстата
Формула / Реферат:
Адаптивний привід бурового верстата, що містить двигун, дводиференціальний механізм адаптації виконавчих органів пристроїв подачі і розрізу та регульований гальмівний задавальний механізм, який відрізняється тим, що додатково введені компаундно інші двигуни, об'ємна гідропередача, насосна частина якої виконана автономно для кожного двигуна, а гідромотор виконаний роторним, з'єднаним з водилом першого диференціала, бурові насоси, які зв'язані...
Слідкуючий привід подачі металорізального верстата з компенсацією похибок напрямних
Номер патенту: 63306
Опубліковано: 15.01.2004
Автори: Бабін Олег Фавієвич, Мельник Максим Сергійович, Ковальов Віктор Дмитрович, Владимиров Анатолій Юрієвич
МПК: G05D 3/12
Мітки: слідкуючий, металорізального, подачі, похибок, верстата, привід, компенсацією, напрямних
Формула / Реферат:
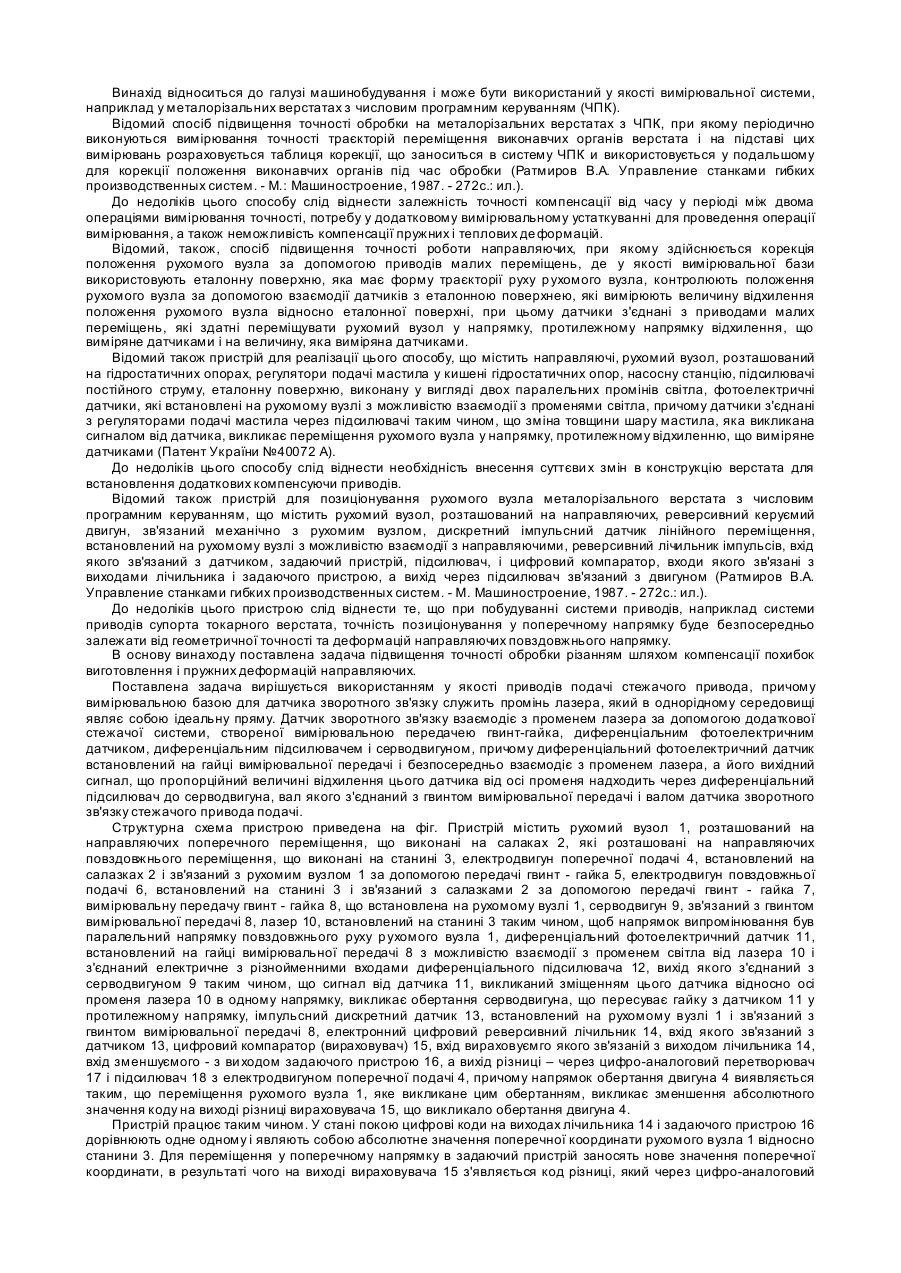
Слідкуючий привід подачі металорізального верстата з компенсацією похибок напрямних, що містить рухомий вузол, розташований на напрямних поперечного переміщення, які розташовані на напрямних повздовжнього переміщення, електродвигун поперечної подачі , зв'язаний механічно з рухомим вузлом, імпульсний дискретний датчик, електронний цифровий реверсивний лічильник, вхід якого зв'язаний з імпульсним дискретним датчиком, задавальний пристрій,...
Коробка швидкостей фрезерного верстата
Номер патенту: 23612
Опубліковано: 11.06.2007
Автори: Бабін Олег Фавійович, Денщик Руслан Володимирович, Гузенко Віталій Семенович, Гордієнко Оксана Олегівна
МПК: B23Q 5/00
Мітки: швидкостей, верстата, коробка, фрезерного
Формула / Реферат:
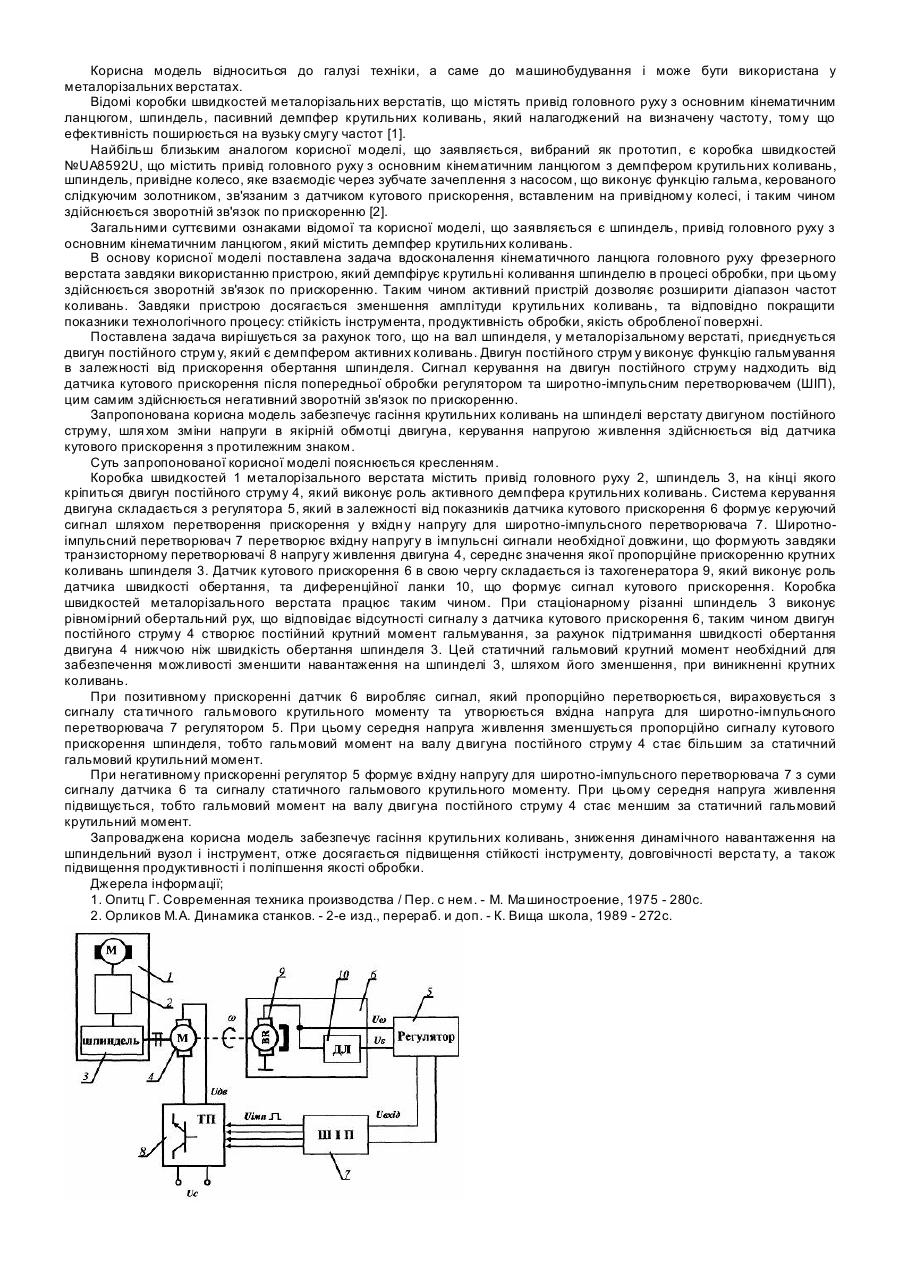
Коробка швидкостей фрезерного верстата, яка складається зі шпинделя, приводу головного руху з основним кінематичним ланцюгом, який містить активний демпфер крутильних коливань шпиндельного вузла, яка відрізняється тим, що містить активний демпфер крутильних коливань, виконаний у вигляді двигуна постійного струму, з'єднаного з шпинделем, систему керування, яка здійснюється імпульсною напругою живлення статорної обмотки двигуна і містить...
Попередній патент: Повітряний сепаратор
Наступний патент: Машина для відокремлення плодоовочевого та ягідного соку з м’якоттю
Випадковий патент: Спосіб усунення модульних великогабаритних космічних об'єктів з навколоземних орбіт