Автоматизована установка для нанесення ізоляційного покриття на трубопровід
Формула / Реферат
Автоматизована установка для нанесення ізоляційного покриття на трубопровід, що включає силову частину, механізм для обмотування трубопроводу ізоляційною стрічкою, який містить шпулярник з бобіною, вузол автоматичного керування процесом обмотування, в склад якого входить блок керування, що включає регулятор натягу, підсилювач, тиристорний перетворювач, яка відрізняється тим, що силова частина з додатково введеним ходовим механізмом змонтована на рамі і включає двигун внутрішнього згорання із генератором, бак для пального, редуктор, муфту зчеплення, привід трьох пар гумових роликів, який передає обертовий момент від двигуна до гумових роликів, привід гвинтових насосів, з'єднаних із ємностями для технологічних розчинів, які сполучені через трубопроводи із соплами, розташованими над оброблюваною поверхнею труби, з правої сторони рами розташований робочий ротор установки, що включає привід зубчастого робочого колеса, встановленого у напрямній, нерухомо закріпленій на рамі на осі, і з'єднаного через шестірню та ланцюгову передачу із редуктором, на рамі також змонтовано опорні ролики і противага, механізм для обмотування трубопроводу додатково містить кронштейни рушників, закріплені до торцевої поверхні зубчастого колеса, до якого закріплений також кронштейн шпулярника, а вузол автоматичного керування процесом обмотування ізоляційною стрічкою складається із ультразвукового давача відстані, муфти порошкової і блока керування, закріплених до кронштейна шпулярника, при цьому блок керування споряджений автономним джерелом живлення постійним струмом, яке складається із ізольованих мідних контактних півкілець, розташованих у пазах по зовнішній поверхні робочого зубчастого колеса, і струмознімачів, що знаходяться на поверхні напрямної, крім того, зубчасте робоче колесо і напрямна складені з двох секторів, де один із секторів напрямної містить замок фіксації для з'єднання двох секторів напрямної із утворенням кільцевої напрямної для зубчастого робочого колеса, до того ж регулятор натягу блока керування з'єднаний із ультразвуковим давачем, а тиристорний перетворювач - із порошковою муфтою.
Текст
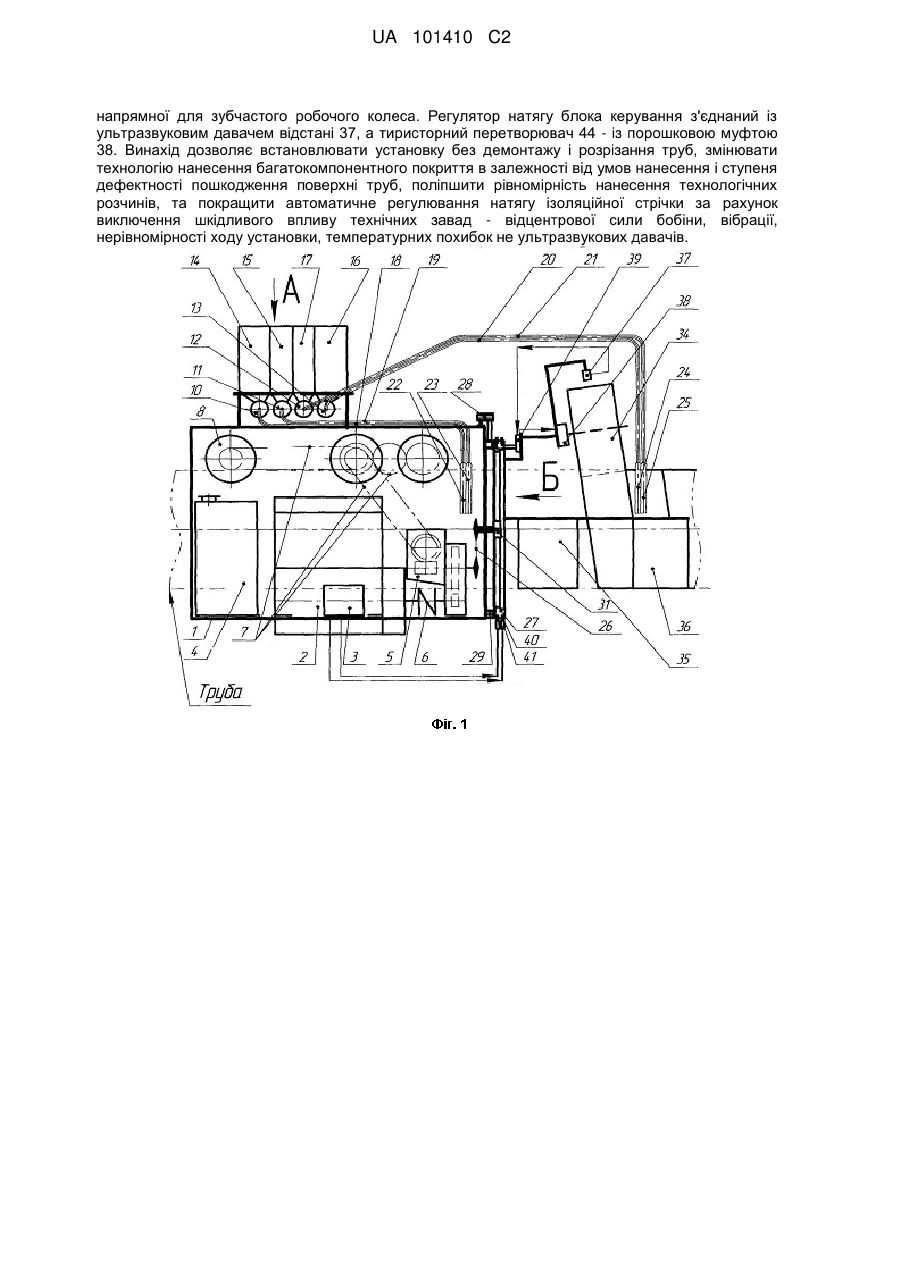
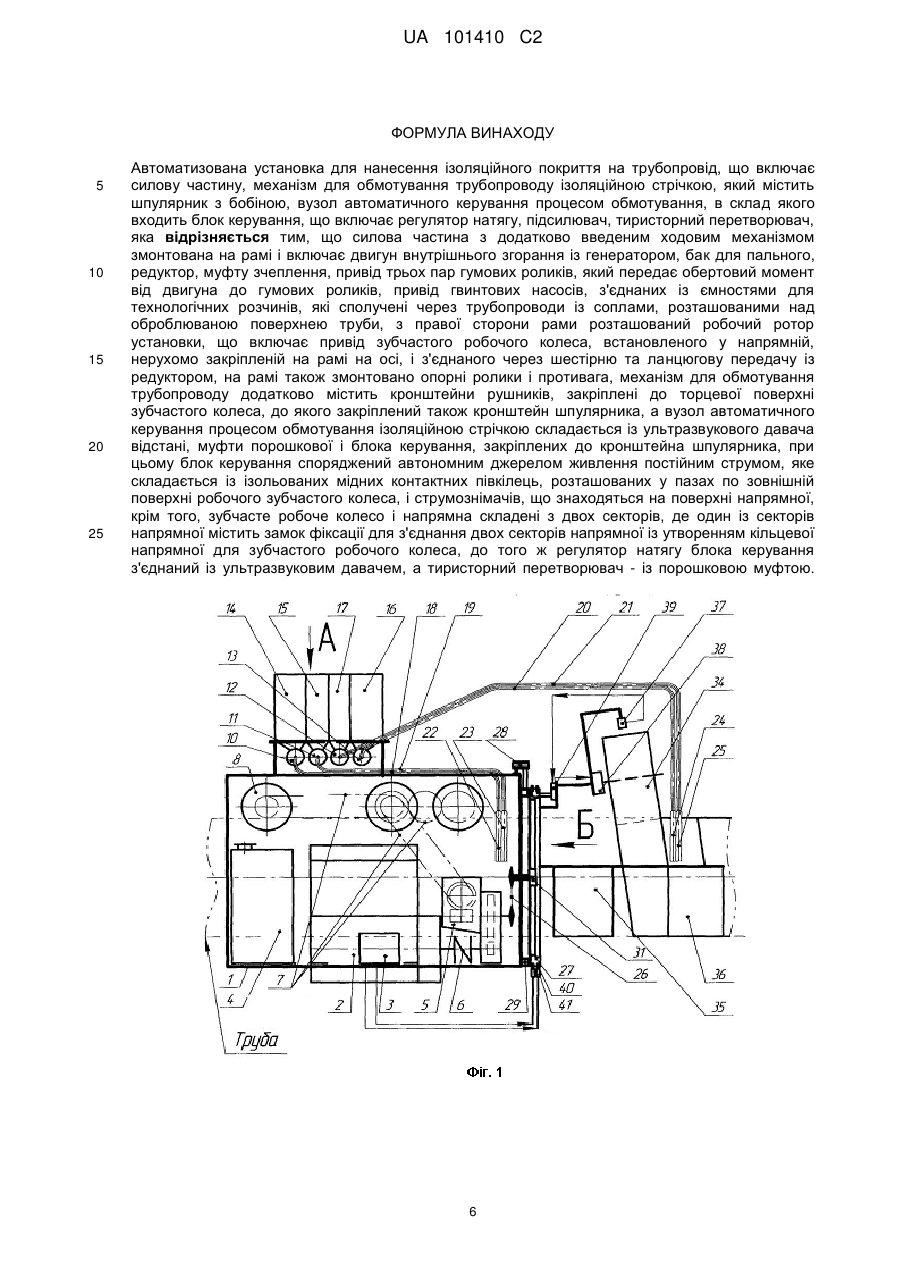
Реферат: Автоматизована установка для нанесення ізоляційного покриття на трубопровід включає силову частину, механізм для обмотування трубопроводу ізоляційною стрічкою, який містить шпулярник з бобіною 34, вузол автоматичного керування процесом обмотування, в склад якого входить блок керування, що включає регулятор натягу 42, підсилювач 43, тиристорний перетворювач 44. Новим є те, що силова частина з додатково введеним ходовим механізмом змонтована на рамі 1 і включає двигун внутрішнього згорання 2 із генератором 3, бак для пального 4, редуктор 5, муфту зчеплення 6, привід 7 трьох пар гумових роликів 8, який передає обертовий момент від двигуна до гумових роликів, привід 9 гвинтових насосів 10-13, з'єднаних із ємностями для технологічних розчинів 14-17, які сполучені через трубопроводи 18-21 із соплами 22-25, розташованими над оброблюваною поверхнею труби. З правої сторони рами розташований робочий ротор установки, що включає привід 26 зубчастого робочого колеса 27, встановленого у напрямній 29, нерухомо закріпленій на рамі на осі 28. На рамі змонтовано опорні ролики 32 і противага 33. Механізм для обмотування трубопроводу додатково містить кронштейни рушників 35, 36, закріплені до торцевої поверхні зубчастого колеса 27, до якого закріплений кронштейн шпулярника. Вузол автоматичного керування процесом обмотування ізоляційною стрічкою складається із ультразвукового давача відстані 37, муфти порошкової 38 і блока керування 39, закріплених до кронштейна шпулярника. При цьому блок керування споряджений автономним джерелом живлення постійним струмом, яке складається із ізольованих мідних контактних півкілець 40, розташованих у пазах по зовнішній поверхні робочого зубчастого колеса 27, і струмознімачів 41, що знаходяться на поверхні напрямної 29. Зубчасте робоче колесо і напрямна складені з двох секторів, де один із секторів напрямної містить замок фіксації 30 для з'єднання двох секторів напрямної із утворенням кільцевої UA 101410 C2 (12) UA 101410 C2 напрямної для зубчастого робочого колеса. Регулятор натягу блока керування з'єднаний із ультразвуковим давачем відстані 37, а тиристорний перетворювач 44 - із порошковою муфтою 38. Винахід дозволяє встановлювати установку без демонтажу і розрізання труб, змінювати технологію нанесення багатокомпонентного покриття в залежності від умов нанесення і ступеня дефектності пошкодження поверхні труб, поліпшити рівномірність нанесення технологічних розчинів, та покращити автоматичне регулювання натягу ізоляційної стрічки за рахунок виключення шкідливого впливу технічних завад - відцентрової сили бобіни, вібрації, нерівномірності ходу установки, температурних похибок не ультразвукових давачів. UA 101410 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до будівництва і ремонту трубопровідного транспорту і може бути використаний при нанесенні багатокомпонентного ізоляційного захисного покриття на сталеві труби трубопроводу в трасових умовах без зупинки технологічного процесу перекачування продукту. Спорудження та експлуатація трубопровідного транспорту має ряд особливостей, які висувають особливі вимоги до машин і механізмів, які при цьому використовуються. Сталеві трубопроводи є ємностями високого тиску, по яких транспортуються горючі і легкозаймисті продукти. Аварія трубопроводу пов'язана з великими матеріальними втратами, а іноді - із людськими жертвами. Тому головною вимогою при спорудженні та експлуатації трубопроводів є висока якість виконання всіх робіт. Однією із важливих складових у процесі зміцнення та ремонту трубопроводів для підвищення їх протикорозійних властивостей - є нанесення ізоляційного покриття. Дефекти на трубі можуть призвести до розриву трубопроводу. Найбільш небезпечними дефектами є повздовжній надріз і подряпини стінки трубопроводу, які під дією тиску можуть перерости в суцільну тріщину на сотні метрів. Якість виконання ізоляційних робіт значно впливає як на початкове значення параметрів катодного захисту, так і на зміну інших параметрів у часі. Інтегрованим показником стану ізоляційного покриття є перехідний опір «труба-земля». При задовільній якості ізоляційних робіт опір відповідає величині 100000 Ом-м". При менших значеннях ймовірність появи відмов з причин корозії зростає. Ізоляційне покриття захищає метал труби від безпосереднього контакту з ґрунтом. Воно повинно бути суцільним, накладене рівномірним шаром по всій поверхні, мати достатню адгезію, хімічну стійкість до ґрунтів, механічну міцність, теплостійкість і бути стійким доблукаючих струмів. Різноманітні конструкції захисних покриттів регламентуються і ДСТУ 4219-2003. Товщина покриття регламентується в залежності від j діаметра труб, на які воно наноситься. Під час нанесення покриття в заводських чи трасових умовах візуально контролюють його стан. Ізоляційні стрічки необхідно намотувати на поверхню труби без перекосів, здуття, зморщок, нависань, складок, гофрів. Під час нанесення полімерних стрічок і обгорток напустка суміжних витків у разі одношарової намотки мусить бути і не менше 3 см. Під час нанесення двошарового покриття наступний виток мусить перекривати нанесений на 50 % його ширини плюс 3 см. Головною умовою, що забезпечує щільне прилягання стрічки по всій поверхні трубопроводу і створює герметичність в напустці - є натяг стрічки з зусиллям, рівним 50 кГс на ширину полотнища стрічки [1]. Відома велика кількість ізоляційних машин, які, між іншим, розрізняють за методом нанесення того чи іншого покриття на поверхню трубопроводу. В залежності від виду ізоляційного покриття на очищену і заґрунтовану зовнішню поверхню трубопроводу наносять шар клею або бітумної мастики, а потім трубопровід обгортається рулонним обгортковим матеріалом. Поверхня, покрита клеєм, обгортається стрічками із полімерних матеріалів, а покрита мастикою - стрічками із паперу, бризолу або скловатою. Бітумна мастика наноситься на трубу в розплавленому стані, а обгорткові матеріали фіксують її шар приблизно однакової товщини по всій поверхні трубопроводу. Відомий самохідний агрегат, що переміщується по трубопроводу, підтримується трубоукладачами і здійснює нанесення бітумної мастики на трубу з подальшим обмотуванням її стабілізуючими стрічками [2]. Всі вузли машини змонтовані на рамі з ходовими колесами, за допомогою яких агрегат пересувається по трубі. Вмикання та вимикання вузлів трансмісії з двигуном, і ходовими колесами і бітумними насосами здійснюється незалежно фрикційними муфтами. В агрегаті передбачено два методи нанесення на трубу бітумної мастики - полив та забризкування. Полив характеризується у рівномірному обтіканні поверхні трубопроводу суцільним струменем розплавленої бітумної мастики. Набризк характеризується подачею розплавленої бітумної мастики у вигляді струменя під тиском із дрібних сопел, розташованих навколо труби. Нанесення розплавленої мастики за допомогою швидкісних напірних струменів, спрямованих перпендикулярно до ізольованої поверхні, сприяє кращій її адгезії і дозволяє сформувати більш міцний і товстий шар бітумного покриття, ніж при поливі. Для нанесення ізоляції методом поливу у пристрої передбачено обичайку, а для нанесення ізоляції методом набризку - труби з отворами. Для заливання розплавленої мастики із бітумозаправника по системі бітумопроводів в обичайку, у нижній частині ізоляційної машини розташована бітумна ванна. Агрегат включає підігрівальний пристрій для розігріву застиглої мастики, який містить бак з гасом та переносний гасовий пальник. Подача гасу здійснюється ручним насосом або компресором, якій, нагнітає повітря в бак. Товщина ізоляційного шару регулюється підтисканням пружних металічних - стрічок за допомогою тяг і пружин. Призначений цей агрегат 1 UA 101410 C2 5 10 15 для нанесення тільки мастики і не забезпечує багатошарове нанесення ізоляційного покриття з регулюванням його натягу. Відома машина для ізоляції полімерними стрічками [2]. Ця машина складається із механізму для обмотування трубопроводу, ходового, механізму, приводу (двигуна і трансмісії), механізмів регулювання. Механізм для обмотування складається із підтримуючих роликів, встановлених по колу в задній частині рами та зірочки. Разом із зірочкою навколо труби обертаються шпулі, які обмотують трубопровід ізоляційним рулонним матеріалом. В машині передбачено регулювання сили змотування, яка повинна бути постійною, в протилежному випадку її збільшення може призвести до розриву ізоляційного матеріалу, а при зменшенні - до утворення згорток. Постійність сили змотування досягається шляхом створення гальмівного моменту гальмівним пристроєм, розташованим на валу шпулі. Для регулювання величини накладання полімерних стрічок в трансмісію пристрою входить коробка зміни передач (варіатор), яка залежить від діаметра трубопроводу, ширини стрічки і температури оточуючого повітря. Ходовий механізм з трансмісією зв'язані з крюком намотування, при цьому поступальна швидкість машини залежить від швидкості розмотування стрічки з рулону. При русі машини по трубопроводу рулон з плівкою здійснює обертовий рух навколо трубопроводу і стрічка намотується по гвинтовій лінії з кроком намотування напуску S : S Dз m tg 20 m, де D з - зовнішній діаметр трубопроводу; m - кількість шпуль; - кут нахилу шпулі, при цьому визначається як : sin b m Dз k , де b - ширина ізоляційної плівки. 25 30 35 40 45 50 55 Швидкість руху ізоляційної машини по трубі і частота обертання головки, що обмотує, регулюються таким чином, щоб їх зміна не впливала на якість ізоляції, тобто не мінялись крок намотування напуску, кут нахилу шпулі і напуск. Розвиток ізоляційних машин для будівництва та ремонту трубопроводів останнім часом провадиться в наступних напрямках: - створення принципово нових машин у зв'язку із змінами в технології проведення робіт, викликаними збільшенням ремонтних робіт; - більш широке застосування машин безперервної дії замість машин періодичної дії; - підвищення надійності та довговічності машин; - впровадження автоматизації управління машинами. Найбільш близьким до заявлюваного винаходу відомий автоматизований пристрій для намотування полімерно-композитного бандажа на трубу [3]. Автоматизований пристрій для намотування полімерно-композитного бандажу на трубу складається з приєднаних до ізольованої труби півдисків - верхніх та нижніх, з'єднаних попарно шпильками. Центрування півдисків відносно труби забезпечується чотирма притискними роликами. Між верхніми півдисками на осі розташована змінна касета - шпулярник з рулоном матеріалу для утворення бандажа і паралельно до неї - притискний ролик, кінематично з'єднаний із віссю шпулярника, та ванна із зв'язуючим компаундом. Контур регулювання натягом стрічки бандажу складається з двох давачів натягу, розташованих по краях розмотуваного рулону, з'єднаних по диференційній схемі, вихід якої через регулятор натягу, через підсилювач з'єднаний із колом керування тиристорного перетворювача, під'єднаного до джерела змінного струму, який живить двигун постійного струму. Обертання шпулярника навколо труби здійснюється за допомогою зубчастої передачі лівих півдисків, шестірні, посадженої на валу редуктора, який приводиться в рух двигуном постійного струму. Впродовж намотування бандажу пристрій пересувається по трубі за допомогою плеча і шестірні. Зміна натягу у даному пристрої досягається введенням ланки корекції та регулюванням швидкості двигуна, яка змінюється від величини поточного радіуса рулону. В процесі намотування бандажа на трубу, радіус розмотуваного на шпулярнику рулону зменшується, при цьому збільшується натяг стрічки. Для забезпечення постійного натягу впродовж всього процесу намотування бандажу на трубу, у винаході задається програмована зміна напруги і крутного моменту на валу двигуна, що здійснюється введенням автоматизованого електропривода стрічкопротяжного механізму і зворотних зв'язків із давачами поточного стану натягу, які також надають сигнал про поточний стан радіуса розмотуваного рулону, який подається на автоматизовану систему керування крутним моментом на валу двигуна для його зміни. 2 UA 101410 C2 5 10 15 20 25 30 35 40 45 50 55 Від давачів натягу, встановлених з обох боків рулону із стрічкою, сигнали, пропорційні величині натягу стрічки в місцях встановлення давачів, надходять на вхід диференційної схеми, яка формує на виході середній сигнал, пропорційний значенню натягу полотна. Сформований сигнал надходить на вхід регулятора, де порівнюється з величиною заданого сигналу, який, згідно з вимогами даної технології, повинен дорівнювати 50 кГс. У випадку непогодження цих величин, на виході регулятора виникає керуючий сигнал, який надходить на тиристорний перетворювач, а через нього - на двигун постійного струму і змінює напругу двигуна, крутний момент, а отже і швидкість обертання шпулярника. Одночасно сигнал непогодження надходить на виконавчий механізм притискного ролика, який забезпечує вирівнювання натягу полотна. Відомий пристрій дозволяє отримати високі техніко-експлуатаційні властивості захисних покриттів завдяки автоматизованому регулюванню процесом натягу накладання ізоляційної стрічки з полімерним композитом на трубу, що забезпечує міцність адгезії покриттів з поверхнею металу. Проте, зміни в технології проведення ізоляційних робіт, що викликані збільшенням ремонтних робіт, необхідність в установках безперервної дії, замість періодичної, одночасно із впровадженням автоматизації процесу нанесення ізоляційного покриття, вимагають створення більш ефективних пристроїв. Задачею винаходу - є вдосконалення автоматизованого пристрою для намотування полімерно-композитного бандажу на трубу шляхом введення нових конструктивних вузлів, що дозволить використовувати установку без зупинки технологічного процесу перекачування продукту через трубопровід, встановлювати установку без демонтажу і розрізання труб, змінювати технологію нанесення багатокомпонентного покриття в залежності від умов нанесення і ступеня дефектності пошкодження поверхні труб, вдосконалити вузол автоматичного керування і виключити шкідливий вплив завад технічних параметрів установки на процес нанесення ізоляційної стрічки, поліпшити рівномірність нанесення технологічних розчинів, що дозволить досягти високоякісного покриття і, в кінцевому рахунку, збільшити тривалість і працездатність трубопроводів. Поставлена задача вирішується завдяки тому, що в автоматизованій установці для нанесення ізоляційного покриття на трубу, що включає силову частину, механізм для обмотування труби ізоляційною стрічкою, який містить шпулярник з бобіною, вузол автоматичного керування процесом обмотування, в склад якого входить блок керування, що включає регулятор натягу, підсилювач, тиристорний перетворювач, згідно з винаходом, силова частина з додатково введеним ходовим механізмом змонтована на рамі і включає двигун внутрішнього згорання із генератором, бак для пального, редуктор, муфту зчеплення, привід трьох пар гумових роликів, який передає обертовий момент від двигуна до гумових роликів, привід гвинтових насосів, з’єднаних із ємностями для технологічних розчинів, які сполучені через трубопроводи із соплами, розташованими над оброблюваною поверхнею труби. З правої сторони рами розташований робочий ротор установки, що включає привід зубчастого робочого колеса, нерухомо закріпленого на рамі на осі, встановленого у напрямній, і з'єднаного через шестірню та ланцюгову передачу із редуктором. На рамі також змонтовано опорні ролики і противага. Механізм для обмотування трубопроводу ізоляційною стрічкою додатково містить кронштейни рушників, закріплених до торцевої поверхні зубчастого колеса, до якого закріплений також кронштейн шпулярника. Вузол автоматичного керування процесом обмотування ізоляційною стрічкою складається із ультразвукового давача відстані, муфти порошкової і блока керування, закріплених до кронштейна шпулярника, при цьому блок керування споряджений автономним джерелом живлення постійним струмом, яке складається із ізольованих мідних контактних півкілець, розташованих у пазах по зовнішній поверхні робочого зубчастого колеса і струмознімачів, що знаходяться на поверхні напрямної. Зубчасте робоче колесо і напрямна складені з двох секторів, де один із секторів напрямної містить замок фіксації для з'єднання двох секторів напрямної із утворенням кільцевої напрямної для зубчастого робочого колеса. Регулятор натягу блока керування з'єднаний із ультразвуковим давачем, а тиристорний перетворювач - із порошковою муфтою. Розташування силової частини на рамі із введеним ходовим механізмом, забезпечує поступальний рух установки по поверхні труби без перекидання, в той час, як працює механізм для обмотування трубопроводу, який обертається навколо труби. Введення в установку чотирьох ємностей, дозволяє змінювати технологію нанесення покриття, в залежності від пошкодженості трубопроводу, заповнюючи ємності різними технологічними розчинами, що робить установку універсальною. 3 UA 101410 C2 5 10 15 20 25 30 35 40 45 50 55 60 Насоси, що подають технологічні розчини безпосередньо через сопла в зону оброблюваної поверхні, а також рушники, що рівномірно розподіляють і нанесені компоненти, забезпечують високу якість нанесення покриття. Виконання зубчастого колеса і напрямної, в якій він встановлений, у вигляді двох секторів, де один із секторів напрямної містить замок для фіксації двох секторів напрямної із створенням кільцевої напрямної для зубчастого робочого колеса, дозволяє встановлювати установку на діючий трубопровід без демонтажу і розрізання труб. Як виконавчий механізм у вузлі автоматичного керування процесом обмотування ізоляційною стрічкою застосована порошкова муфта, яка змінює гальмівний момент (момент опору обертання бобіни) в залежності від сили струму поданої на неї з блока керування, що дозволяє непрямим способом здійснювати автоматичне регулювання натягом. Застосування безконтактного ультразвукового давача відстані дає можливість виключити шкідливий вплив завад технічних параметрів: відцентрової сили бобіни, вібрації і нерівномірності ходу установки, температурних похибок з давачів. Винахід ілюструється кресленням, де на фіг, 1 - зображено загальний вид установки, на фіг. 2 - вид А на фіг.1., на фіг. 3 - вид Б на фіг. 1, на фіг. 4 - виконання двох секторів напрямної із замком, на фіг. 5 - блок-схема автоматичним керуванням процесом обмотування ізоляційною стрічкою. Автоматизована установка для нанесення ізоляційного покриття на трубопровід складається з таких головних вузлів: силової частини і ходового механізму, механізму для обмотування трубопроводу, вузла автоматичного керування процесом обмотування. Силова частина з ходовим механізмом змонтована на рамі 1 і включає: двигун внутрішнього згорання 2, генератор 3, бак для пального 4, редуктор 5, муфту зчеплення 6, привід 7, три пари гумових роликів 8, який передає обертовий момент від двигуна 2 до гумових роликів, а ті в свою чергу забезпечують поступальний рух установки по циліндричній поверхні труби вздовж її осі, привід 9, гвинтових насосів 10, 11, 12, 13, які з ємності для смоли 14, з ємності для затверджувача епоксидної смоли 15, з ємності для компонента А поліуретану 16, з ємності для компонента Б поліуретану 17 подають технологічні розчини відповідно по трубопроводах 18, 19, 20, 21 через сопла 22, 23, 24, 25 в дефектну зону на трубопроводі. Ємності 16 і 17 додатково споряджені термонагрівачами. З правої сторони рами розташований робочий ротор установки, що включає привід 26 зубчастого робочого колеса 27, встановленого у напрямній 29, нерухомо закріпленій на рамі на осі 28. Зубчасте робоче колесо 27 і напрямна 29 складаються з двох секторів. Один із секторів напрямної обладнаний замком 30 для фіксації секторів напрямної в робочому (замкнутому) стані, в якому створюється кільцева напрямна для зубчастого робочого колеса 27, чим забезпечує його обертання навколо труби. Обертовий момент від циліндричного ступеня редуктора 5 через ланцюгову передачу та шестірню 31 передається на робочий ротор установки. На рамі 1 змонтовано опорні ролики 32 для центрування установки відносно труби і противага 33 для врівноваження силової частини установки відносно труби для запобігання перекиданню при нанесенні ізоляційного покриття. Механізм для обмотування трубопроводу включає кронштейн шпулярника з бобіною 34 і кронштейни рушників: 35 - для епоксидної смоли, 36 - для поліуретану. Кронштейни шпулярника і рушників закріплені до торцевої поверхні зубчастого колеса 27. Вузол автоматичного керування процесом обмотування ізоляційною стрічкою складається з ультразвукового давача відстані 37, муфти порошкової 38, блока керування 39, закріплених до кронштейна шпулярника 34. Блок керування 39 споряджений джерелом автономного живлення постійним струмом, що забезпечується ізольованими мідними контактними півкільцями 40, розташованими у пазах по зовнішній поверхні зубчастого робочого колеса 27 і струмознімачами 41, що знаходяться на поверхні напрямної 29. Блок керування 39 складається із послідовно з'єднаних регулятора, натягу 42, підсилювача 43, тиристорного перетворювача 44. Установка працює наступним чином. Перед встановленням установки на трубу, поверхню труби очищують від тріщин, наскрізних пошкоджень, відшарувань та інших дефектів, здатних суттєво знизити властивості покриття. На підготовлену поверхню при розкритих секторах напрямної 29 підйомним механізмом установку опускають на трубу. Сектори напрямної, які охоплюють трубу, фіксують замком 30, опорні ролики 32 центрують установку відносно циліндричної поверхні труби. Встановлюють на кронштейни рушники 35, 36 і бобіну з ізоляційною стрічкою на шпулярник 34, закріплюючи кінець стрічки на поверхні труби. Заправляють бак для палива 4, а ємності 14, 15, 16, 17 технологічними розчинами, запускають двигун 2 і включають муфту зчеплення 6. Обертовий момент від двигуна 2 через муфту зчеплення 6, через циліндричну і черв'ячну передачі 4 UA 101410 C2 5 10 15 20 25 30 редуктора 5 та ланцюгову передачу передаються на гумові ролики 8, що забезпечує поступальний рух установки по поверхні труби. Одночасно обертовий момент від циліндричної ступені редуктора 5, через ланцюгову передачу і шестірню 31 передається на робочий ротор машини і до гвинтових насосів. Технологічні розчини з насосів наносяться шарами на трубу таким чином, щоб досягти високоякісного покриття, для чого ємності 14, 15, 16, 17 заправляють наприклад такими технологічними розчинами: ємність 14 - епоксидною смолою, ємність 15 - затверджувачем епоксидної смоли, ємність 16 - попередньо підготовленим компонентом А поліуретану, що включає підігрів до 35 °С з одночасним перемішуванням двокомпонентної рідини, за яку може бути застосоване поліуретанове антикорозійне покриття Scotchkote ™ 352, ємність 17 компонентом Б (затверджувачем) поліуретану. По трубопроводах 18, 19, 20, 21 через сопла 22, 23, 24, 25 технологічні розчини подають на оброблювану поверхню труби. Сопла розташовані таким чином, що спочатку на поверхню труби наносять шар смоли з ємності 14, зверху - шар затверджувача для епоксидної смоли із ємності 15, а рушник 35, здійснюючи обертовий рух разом із робочим ротором машини, рівномірно розподіляє два компоненти по поверхні труби. Потім на нанесений шар намотується ізоляційна стрічка, наприклад скловолокно. В установці передбачено забризкування як метод нанесення технологічних розчинів на трубу, що здійснюється подачею технологічних розчинів у вигляді струменя під тиском із дрібних отворів у соплах, розташованих навколо труби. При роботі установки обертання робочого ротора забезпечує розмотування ізоляційної стрічки з бобіни шпулярника 34. Оскільки один із кінців прольоту стрічки приклеєний до поверхні труби, а другий знаходиться на бобіні, стрічка займає положення дотичної площини до циліндричної поверхні труби, що забезпечує накладання стрічки внапуск. Після накладання ізоляційної стрічки на трубу, на неї накладається шар підігрітого в ємності 16 до 60 °С компонента А поліуретану, а зверху - підігрітого до 15 °С в ємності 17 компонента Б (затверджувача) поліуретану. Підігрів здійснюється термонагрівачами, що входять в склад ємностей. Нанесені на поверхню труби затверджувач і поліуретан рівномірно розподіляються по поверхні, з накладеною стрічкою, рушником 36. Для якісного намотування стрічки на шар епоксидної смоли, необхідно змінювати її натяг в залежності від радіуса розмотуваного рулону. В вибраній системі, регулювання силою натягу здійснюється непрямим способом згідно із функціональною залежністю Mon f R де 35 40 45 50 55 Mon , - змінний, динамічний момент опору обертання бобіни; R - радіус розмотуваного рулону. В процесі намотування стрічки на трубу, радіус R розмотуваного із шпулярника 34 рулону зменшується, при цьому збільшується натяг стрічки. Для забезпечення постійного натягу впродовж всього процесу намотування у винаході передбачена програмована зміна сили струму, що подається на муфту порошкову 38. В залежності від відстані від ультразвукового давача 37 до зовнішньої поверхні бобіни змінюється сила струму, який надходить від давача на блок керування 39, де у регуляторі натягу, що входить в склад блока, порівнюється з величиною заданого сигналу, який згідно з вимогами технології повинен дорівнювати 50 кГс. У випадку непогодження цих величин сформований на виході блока 39 керуючий сигнал з тиристорного перетворювача, що входить в склад блока, надходить на порошкову муфту; 38, на якій, в залежності від надходженого сигналу, генерується відповідний, змінний, динамічний момент опору обертання бобіни, зміна якого призводить до зміни сили натягу стрічки. Ходовий механізм зв'язаний із блоком намотування установки, і швидкість руху ходової частини залежить від швидкості розмотування стрічки з рулону. Джерела інформації: 1. ДСТУ 4219 - 2003 «Трубопроводи сталеві - магістральні. Загальні вимогу до захисту від корозії. 2. Мартинюк Т. А., Чернова О. Т. «Машини для спорудження трубопроводів. Навчальний посібник. Івано-Франківськ 2003 - 349 с». 3. Патент України № 92 557 «Автоматизований пристрій для намотування полімернокомпозитного бандажа на трубу. Венгринюк Т. П., Копей Б. В., Копей В. Б. Заявка № а200906550, заявл. 22.06.2009, опубл. бюл. № 21 - 10.11.2010. 5 UA 101410 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 Автоматизована установка для нанесення ізоляційного покриття на трубопровід, що включає силову частину, механізм для обмотування трубопроводу ізоляційною стрічкою, який містить шпулярник з бобіною, вузол автоматичного керування процесом обмотування, в склад якого входить блок керування, що включає регулятор натягу, підсилювач, тиристорний перетворювач, яка відрізняється тим, що силова частина з додатково введеним ходовим механізмом змонтована на рамі і включає двигун внутрішнього згорання із генератором, бак для пального, редуктор, муфту зчеплення, привід трьох пар гумових роликів, який передає обертовий момент від двигуна до гумових роликів, привід гвинтових насосів, з'єднаних із ємностями для технологічних розчинів, які сполучені через трубопроводи із соплами, розташованими над оброблюваною поверхнею труби, з правої сторони рами розташований робочий ротор установки, що включає привід зубчастого робочого колеса, встановленого у напрямній, нерухомо закріпленій на рамі на осі, і з'єднаного через шестірню та ланцюгову передачу із редуктором, на рамі також змонтовано опорні ролики і противага, механізм для обмотування трубопроводу додатково містить кронштейни рушників, закріплені до торцевої поверхні зубчастого колеса, до якого закріплений також кронштейн шпулярника, а вузол автоматичного керування процесом обмотування ізоляційною стрічкою складається із ультразвукового давача відстані, муфти порошкової і блока керування, закріплених до кронштейна шпулярника, при цьому блок керування споряджений автономним джерелом живлення постійним струмом, яке складається із ізольованих мідних контактних півкілець, розташованих у пазах по зовнішній поверхні робочого зубчастого колеса, і струмознімачів, що знаходяться на поверхні напрямної, крім того, зубчасте робоче колесо і напрямна складені з двох секторів, де один із секторів напрямної містить замок фіксації для з'єднання двох секторів напрямної із утворенням кільцевої напрямної для зубчастого робочого колеса, до того ж регулятор натягу блока керування з'єднаний із ультразвуковим давачем, а тиристорний перетворювач - із порошковою муфтою. 6 UA 101410 C2 7 UA 101410 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomated installation for application of insulating coating to pipeline
Автори англійськоюVenhryniuk Tetiana Petrivna
Назва патенту російськоюАвтоматизированная установка для нанесения изоляционного покрытия на трубопровод
Автори російськоюВенгринюк Татьяна Петровна
МПК / Мітки
МПК: B65H 81/00, B65H 23/00, F16L 58/00
Мітки: ізоляційного, трубопровід, покриття, нанесення, автоматизована, установка
Код посилання
<a href="https://ua.patents.su/10-101410-avtomatizovana-ustanovka-dlya-nanesennya-izolyacijjnogo-pokrittya-na-truboprovid.html" target="_blank" rel="follow" title="База патентів України">Автоматизована установка для нанесення ізоляційного покриття на трубопровід</a>
Спосіб ремонту ізоляційного покриття трубопроводу
Номер патенту: 84709
Опубліковано: 25.11.2008
Автори: Гольденберг Анатолій Менделевич, Іткін Олександр Феліксович, Солтис Віталій Петрович, Дьомін Юрій Миколайович, Петренко Василь Якович
МПК: F16L 57/00, F16L 55/18, B08B 9/023, F16L 58/02
Мітки: ізоляційного, покриття, спосіб, трубопроводу, ремонту
Формула / Реферат:
1. Спосіб ремонту ізоляційного покриття трубопроводу, що включає такі безконтактні з трубою операції: розкопування трубопроводу, зняття пошкодженого ізоляційного покриття, підготовку поверхні трубопроводу під нанесення нової ізоляції, нанесення нового ізоляційного покриття та закопування відремонтованого трубопроводу, який відрізняється тим, що розкопування трубопроводу виконують послідовно, окремими ділянками, залишаючи між ними ґрунтові...
Установка для електролітичного нанесення металевого покриття на стрічки
Номер патенту: 57783
Опубліковано: 15.07.2003
Автори: Фольке Томас, Шіміон Вернер
МПК: C25D 7/06, C25D 17/10
Мітки: установка, стрічки, металевого, покриття, електролітичного, нанесення
Формула / Реферат:
1. Установка для електролітичного нанесення металевого покриття на стрічки, що проходять через збагачений металом кислий електроліт, з принаймні одним, розташованим паралельно стрічці нерозчинним анодом, від якого струм проходить до підключеної як катод стрічки, при цьому метал осаджується з електроліту на поверхню стрічки, в якій кожний анод розділений на анодні смуги, розташовані паралельно напрямку руху стрічки, причому анодні смуги...
Установка для нанесення покриття на вироби зі скла
Номер патенту: 5734
Опубліковано: 15.03.2005
Автори: Попович Сергій Андрійович, Борулько Віктор Іванович, Іванін Анатолій Анатолійович, Іванін Анатолій Леонідович
МПК: C03C 17/25
Мітки: скла, нанесення, покриття, установка, вироби
Формула / Реферат:
Установка для нанесення покриття на вироби зі скла, яка містить робочу камеру та резервуар з плівкоутворюючим розчином, що з'єднані між собою системою подачі та зливу розчину, систему регулювання рівня плівкоутворюючого розчину в робочій камері шляхом створення необхідного надмірного тиску в резервуарі з розчином, яка виконана з датчиком рівня наповнення в робочій камері, яка відрізняється тим, що вона містить систему підйомного пристрою,...
Установка для нанесення електролітичного покриття
Номер патенту: 50632
Опубліковано: 15.10.2002
Автори: Жарков Павло Євгенович, Смертяк Юрій Лаврентійович, Применко Сергій Володимирович, Дашутін Григорій Петрович
МПК: C25D 17/00
Мітки: покриття, електролітичного, установка, нанесення
Формула / Реферат:
Установка для нанесення електролітичного покриття на внутрішню поверхню циліндричних виробів, що містить проточну комірку, струмопідводи, анод, яка відрізняється тим, що установка додатково містить два ряди ванн, розташованих по рядах на різних рівнях щодо підлоги і зв'язаних попарно між собою зливальними трубопроводами з регулюючими вентилями, платформу, установлену на рівні нижнього ряду ванн і з можливістю пересування уздовж рядів, крім...
Установка для електролітичного нанесення термостійкого покриття
Номер патенту: 23387
Опубліковано: 25.05.2007
Автори: Тарасов В'ячеслав Кирилович, Воденніков Сергій Анатолійович, Воденнікова Оксана Сергіївна
МПК: C25D 1/00
Мітки: нанесення, термостійкого, покриття, установка, електролітичного
Формула / Реферат:
Установка для електролітичного нанесення термостійкого покриття, яка містить ванну з електролітом, вертикальну колону з поворотною консоллю, блоки з огинаючим їх канатом, прилаштованим до противаги і консолі, шток з рейковим приводом, підвіску, яка відрізняється тим, що до опорного кронштейна прилаштовано графітові електроди, а в днищі корпуса печі розміщено подовий електрод, на кронштейні корпуса печі закріплений маніпулятор, що містить...
Попередній патент: Застосування дитиїнтетракарбоксимідів для боротьби з фітопатогенними грибами
Наступний патент: Лікарський засіб для лікування інфекційних захворювань
Випадковий патент: Електронна картографічна навігаційна і інформаційна система