Спосіб хонінгування та інструмент для його реалізації
Номер патенту: 107816
Опубліковано: 25.02.2015
Автори: Буюклі Іван Михайлович, Лінчевський Павло Адамович, Колеснік Василь Михайлович

Формула / Реферат
1. Спосіб хонінгування глухих отворів, у якому здійснюють хонінгування з одностороннім перебігом алмазонесучих елементів відносно поверхні, яку хонінгують, який відрізняється тим, що алмазонесучі елементи періодично встановлюють в їх власних пазах у корпусі інструмента заново, міняючи їх подовжню орієнтацію на протилежну.
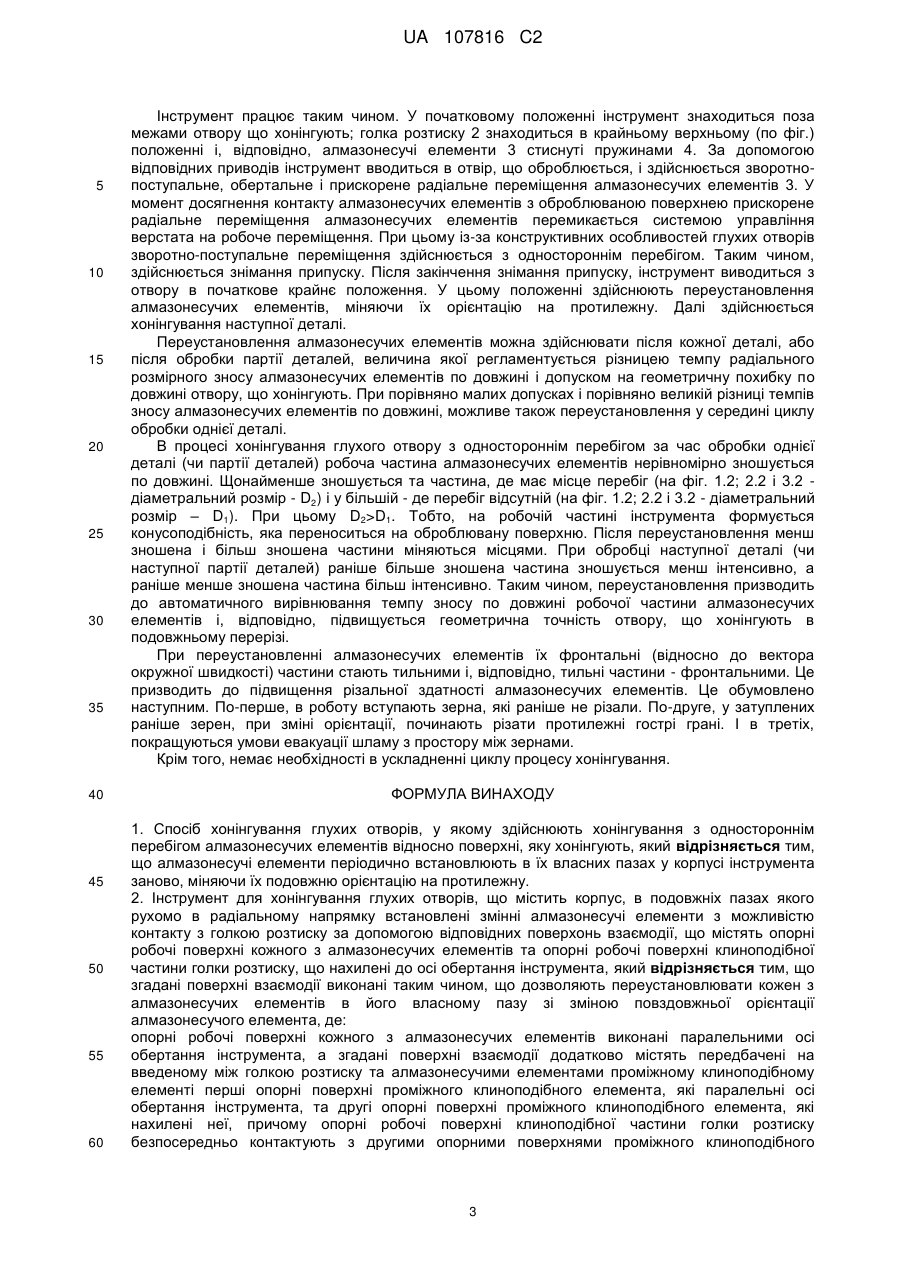
2. Інструмент для хонінгування глухих отворів, що містить корпус, в подовжніх пазах якого рухомо в радіальному напрямку встановлені змінні алмазонесучі елементи з можливістю контакту з голкою розтиску за допомогою відповідних поверхонь взаємодії, що містять опорні робочі поверхні кожного з алмазонесучих елементів та опорні робочі поверхні клиноподібної частини голки розтиску, що нахилені до осі обертання інструмента, який відрізняється тим, що згадані поверхні взаємодії виконані таким чином, що дозволяють переустановлювати кожен з алмазонесучих елементів в його власному пазу зі зміною повздовжньої орієнтації алмазонесучого елемента, де:
опорні робочі поверхні кожного з алмазонесучих елементів виконані паралельними осі обертання інструмента, а згадані поверхні взаємодії додатково містять передбачені на введеному між голкою розтиску та алмазонесучими елементами проміжному клиноподібному елементі перші опорні поверхні проміжного клиноподібного елемента, які паралельні осі обертання інструмента, та другі опорні поверхні проміжного клиноподібного елемента, які нахилені неї, причому опорні робочі поверхні клиноподібної частини голки розтиску безпосередньо контактують з другими опорними поверхнями проміжного клиноподібного елемента, а перші опорні поверхні проміжного клиноподібного елемента - з опорними робочими поверхнями кожного з алмазонесучих елементів;
або
опорна поверхня кожного з алмазонесучих елементів містить дві опорні робочі поверхні, що простягаються вздовж алмазонесучого елемента та нахилені однаково назустріч одна одній з можливістю безпосереднього періодичного контакту з опорними робочими поверхнями клиноподібної частини голки розтиску: одна при одній орієнтації алмазонесучого елемента, а друга - при протилежній.
Текст
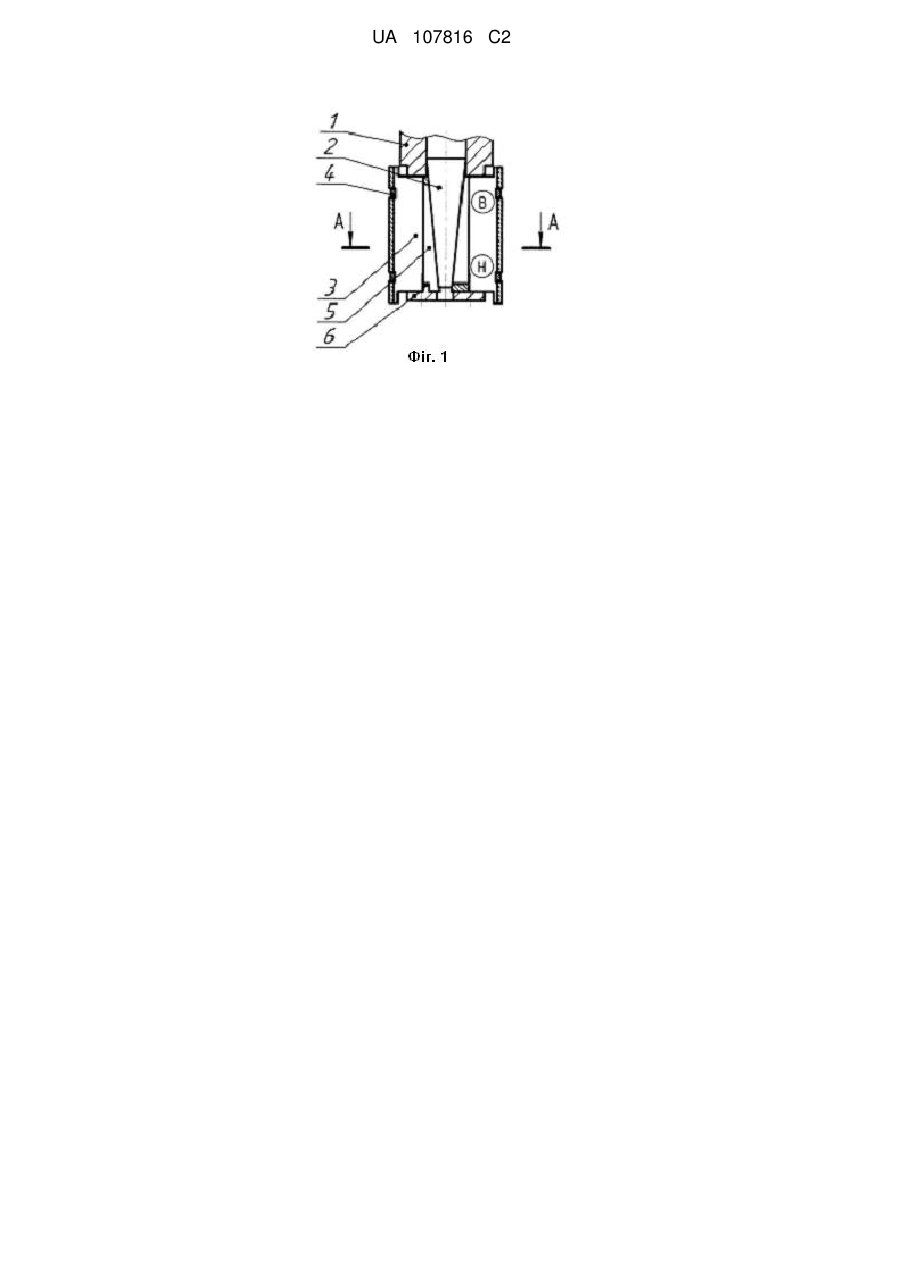
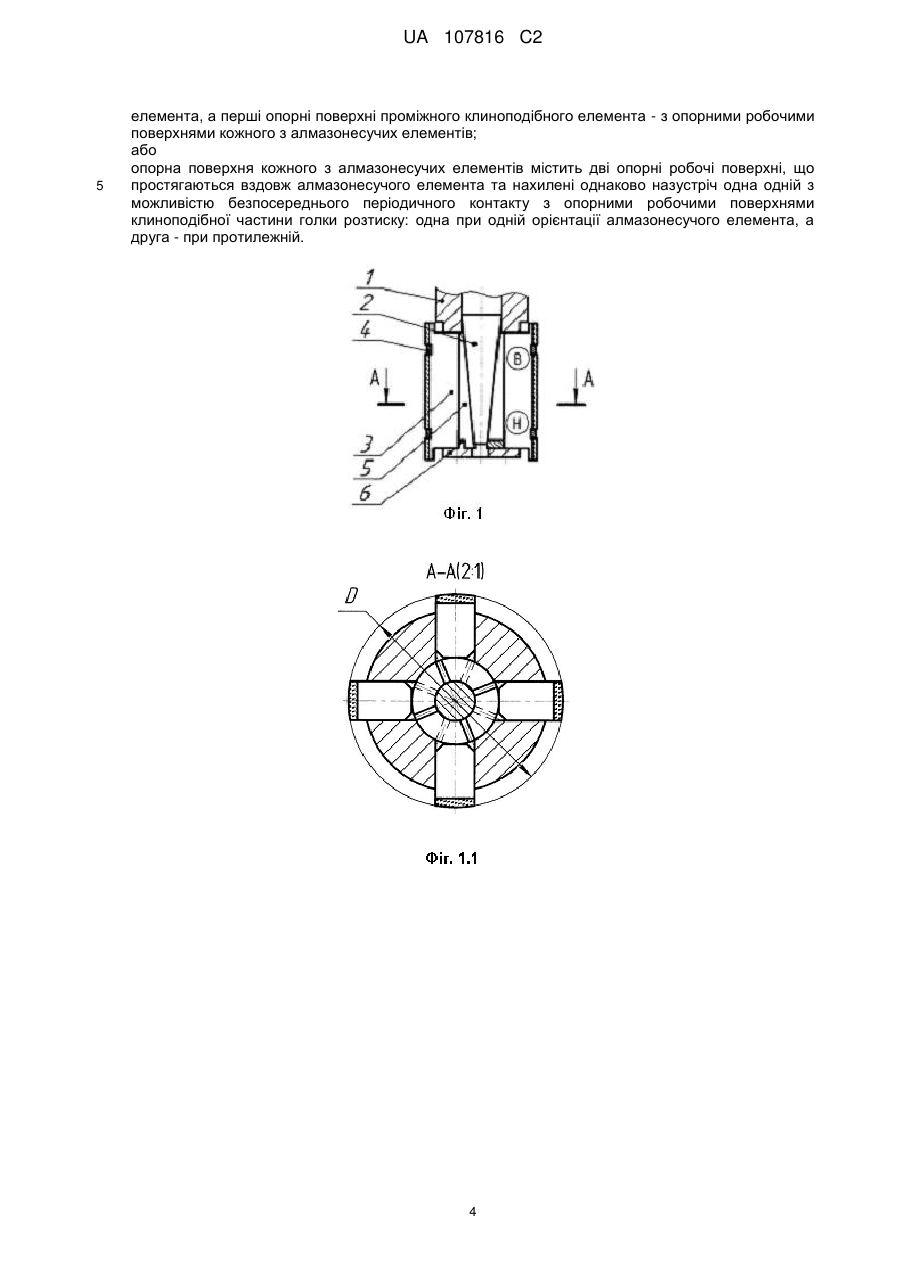
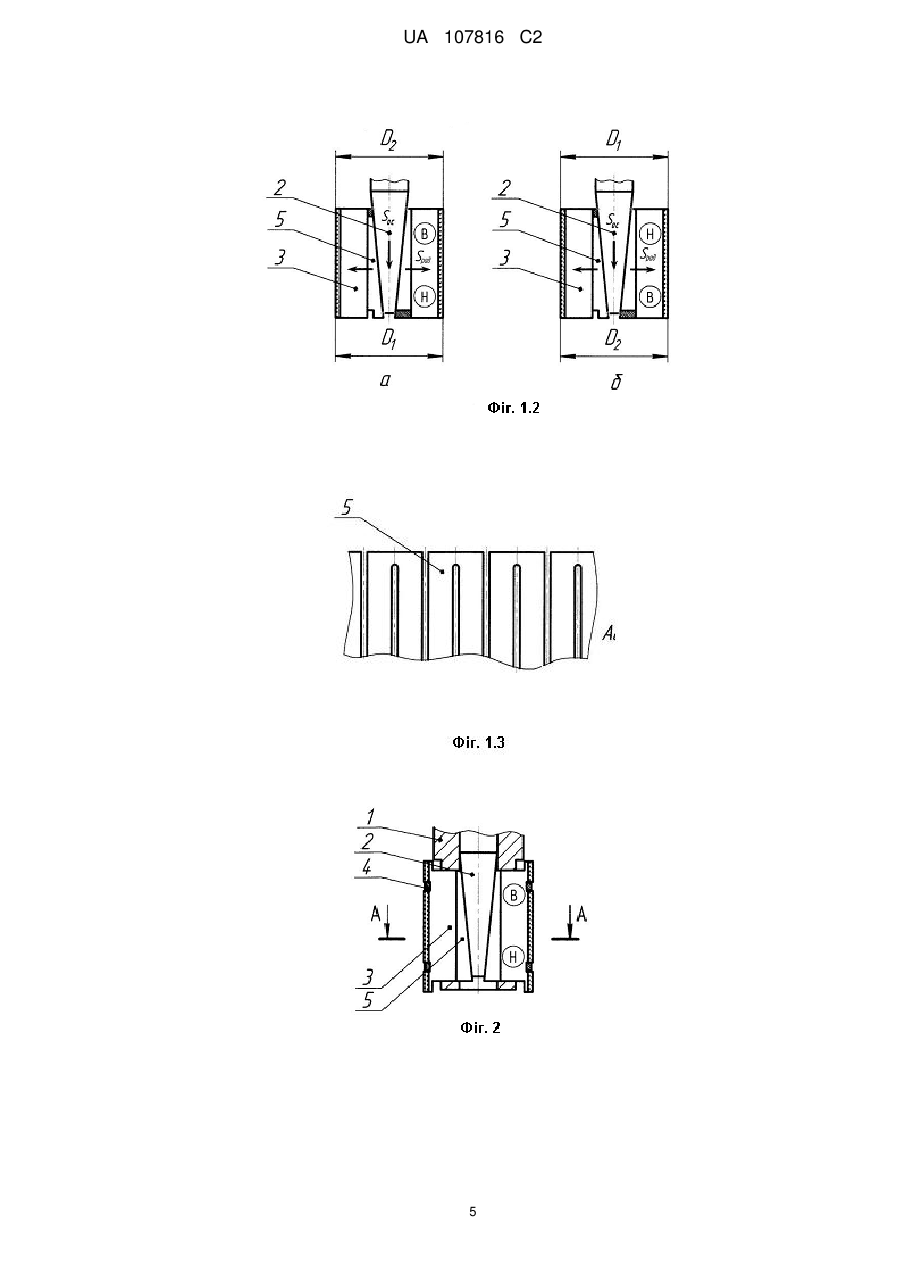
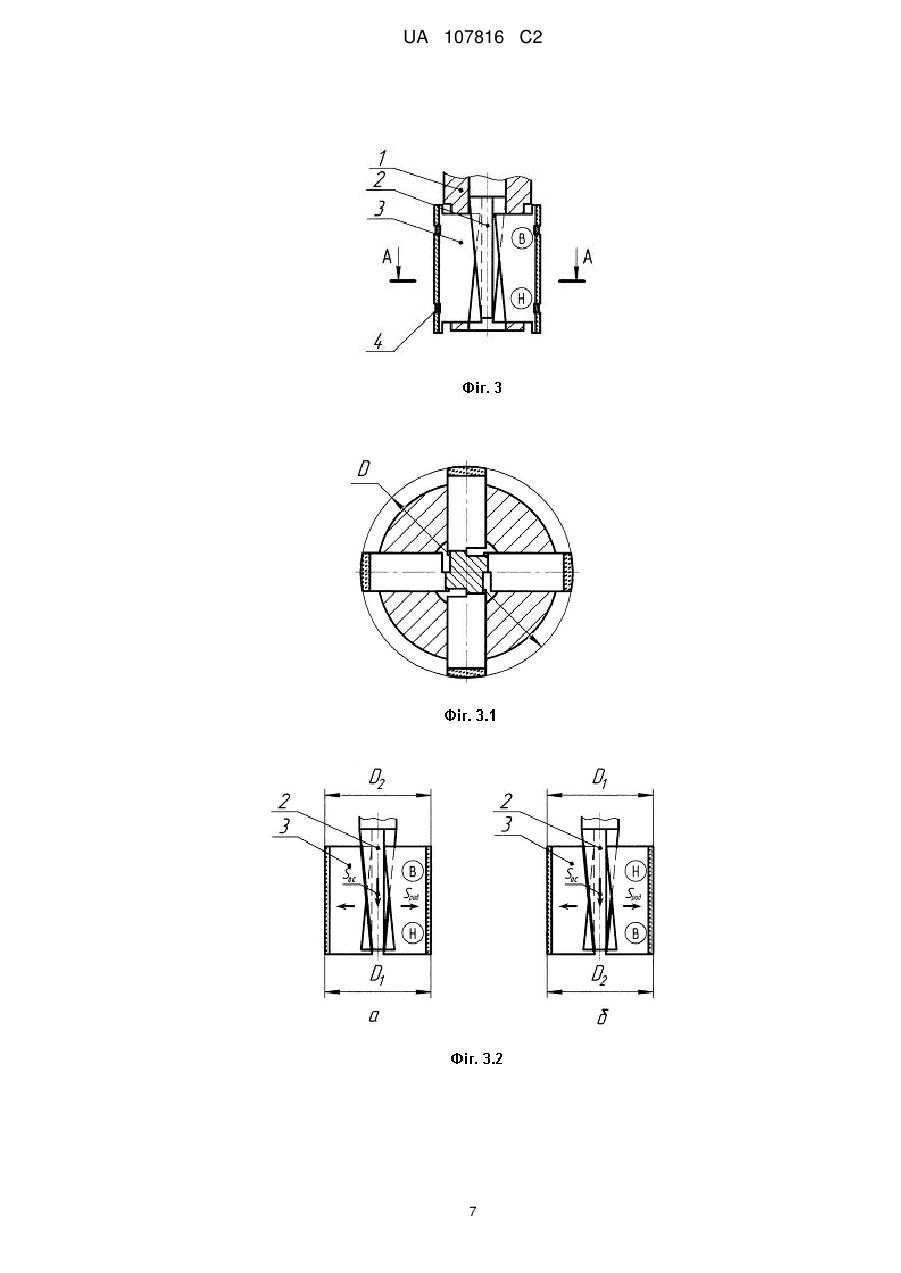
Реферат: Група винаходів належить до обробки металів. Спосіб хонінгування глухих отворів передбачає хонінгування з одностороннім перебігом алмазонесучих елементів відносно поверхні, яку хонінгують. Алмазонесучі елементи періодично встановлюють в їх власних пазах у корпусі інструмента заново, міняючи їх подовжню орієнтацію на протилежну. Запропонований також інструмент для хонінгування глухих отворів. Технічним результатом є підвищення геометричної точності хонінгованого отвору в подовжньому перерізі. UA 107816 C2 (12) UA 107816 C2 UA 107816 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до машинобудування і може бути використаний при хонінгуванні високоточних глухих отворів. У відомих схемах хонінгування процес знімання припуску здійснюється при обертальному, зворотно-поступальному і радіальному відносних рухах алмазонесучих елементів інструмента і деталі, що хонінгують. При цьому довжина (амплітуда) зворотно-поступального руху LH вибирається із співвідношення: LH=L-LS+l1+l2, де L, Ls та l1 і l2 - довжини відповідно отвору що хонінгують, алмазонесучих елементів та перебігів алмазонесучих елементів по обидві сторони отвору. Усі ці величини взаємно пов'язані, а оптимальні співвідношення значень цих величин забезпечує високу геометричну точність. Зокрема, при хонінгуванні наскрізних отворів рекомендуються наступні співвідношення Ls(0.8÷1)L; l1=l2=Ls/3. При хонінгуванні глухих отворів забезпечити вказані співвідношення неможливо, а саме неможливо реалізувати двосторонній перебіг. Хонінгування таких отворів з одностороннім перебігом обумовлює появу геометричної похибки форми отворів у вигляді конусності. Це обумовлено тим, що величина радіального зносу робочої (різальної) частини алмазонесучих елементів по довжині неоднакова. Радіальний знос в тій частині алмазонесучих елементів, де має місце перебіг, істотно менше, ніж в тій частині, де перебіг відсутній, тобто на робочій частині інструмента формується геометрична похибка у вигляді конусності, яка переноситься на отвір деталі, що хонінгують. Цей недолік частково усунений у відомому способі хонінгування [див. Довідник з технології різання матеріалів. У 2-х кн., С74 кн. 2/Под ред. Г. Шпура, Т. Штеферле; Пер. з нім. під ред. Ю.Μ. Соломенцева. Μ.: Машинобудування, 1985. - 688 с., с. 371-373.], який може бути реалізований за двома комбінованими схемами. За першою схемою довгоходовий зворотнопоступальний рух інструмента з одностороннім перебігом періодично чергується з короткоходовим зворотно-поступальним рухом в зоні дна оброблюваного отвору. За другою схемою довгоходовий зворотно-поступальний рух інструмента з одностороннім перебігом періодично чергується з керованою короткою затримкою зворотно-поступального руху при збереженні обертального руху інструмента в зоні дна отвору, що оброблюють. Проте, досягти повного виправлення геометричної похибки у вигляді конусності вказаним способом неможливо. Це пояснюється тим, що на етапі довгоходового хонінгування формується геометрична похибка у вигляді конусності як на оброблюваному отворі, так і на різальній частині інструмента. Далі, при переході на короткоходове хонінгування або на хонінгування з нульовою амплітудою зворотно-поступального руху, придбана конусоподібність робочої частини інструмента зберігається і переноситься на оброблюваний отвір. Тобто, зберігається конусність в зоні дна оброблюваного отвору, довжина якої сумірна з довжиною робочої частини інструмента. Іншим недоліком відомої схеми є та обставина, що при переході на короткоходове хонінгування або на хонінгування з нульовою амплітудою зворотно-поступального руху, неминуче порушується оптимальне співвідношення швидкостей зворотно-поступального і обертального рухів. Це призводить, по-перше, до втрати продуктивності із-за зменшення шляху різання різальних зерен в одиницю часу. По-друге, на раніше сформовану оптимальну сітку слідів різальних зерен, яка відповідає оптимальному маслоутримуючому рельєфу, відбувається накладення спотвореної сітки слідів різальних зерен. Тобто, на поверхні формуються по черзі два різновиди рельєфу: один – оптимальний, інший - відмінний від оптимального. При цьому невідомо, яка з них буде сформована у кінці обробки. Наступний недолік відомої схеми полягає в тому, що для її реалізації потрібне застосування алмазонесучих елементів, довжина яких істотно менше довжини оброблюваного отвору. Це призводить до: - втрати продуктивності (менше число зерен бере участь в різанні); - збільшення величини радіального зносу (зростає питоме навантаження на різальні зерна) і, відповідно, зниження точності; - зменшення здатності схеми до виправлення криволінійності осі оброблюваного отвору. Задачею винаходу є підвищення продуктивності і точності процесу хонінгування високоточних глухих отворів. Задача вирішується тим, що в процесі хонінгування з одностороннім перебігом алмазонесучих елементів відносно поверхні, яку хонінгують алмазонесучі елементи періодично встановлюють в їх власних пазах у корпусі інструмента заново, міняючи їх подовжню орієнтацію на протилежну. 1 UA 107816 C2 5 10 15 20 25 30 35 40 45 50 55 60 Конструкції інструмента для реалізації згаданого способу хонінгування глухих отворів, що містить корпус, в подовжніх пазах якого рухомо в радіальному напрямку встановлені змінні алмазонесучі елементи з можливістю контакту з голкою розтиску за допомогою відповідних поверхонь взаємодії, що містять опорні робочі поверхні кожного з алмазонесучих елементів та опорні робочі поверхні клиноподібної частини голки розтиску, що нахилені до осі обертання інструмента, де згадані поверхні взаємодії виконані таким чином, що дозволяють переустановлювати кожен з алмазонесучих елементів в його власному пазу зі зміною повздовжньої орієнтації алмазонесучого елемента. При цьому опорні робочі поверхні кожного з алмазонесучих елементів виконані паралельними осі обертання інструмента, а згадані поверхні взаємодії додатково містять передбачені на введеному між голкою розтиску та алмазонесучими елементами проміжному клиноподібному елементі перші опорні поверхні проміжного клиноподібного елемента, які паралельні осі обертання інструмента, та другі опорні поверхні проміжного клиноподібного елемента, які нахилені до неї, причому опорні робочі поверхні клиноподібної частини голки розтиску безпосередньо контактують з другими опорними поверхнями проміжного клиноподібного елемента, а перші опорні поверхні проміжного клиноподібного елемента - з опорними робочими поверхнями кожного з алмазонесучих елементів; або опорна поверхня кожного з алмазонесучих елементів містить дві опорні робочі поверхні, що простягаються вздовж алмазонесучого елемента та нахилені однаково назустріч одна одній з можливістю безпосереднього періодичного контакту з опорними робочими поверхнями клиноподібної частини голки розтиску: одна при одній орієнтації алмазонесучого елемента, а друга - при протилежній. На фіг. 1, 2 і 3 схематично представлені подовжні перерізи варіантів конструкцій інструмента для реалізації способу що заявляється відповідно: - з проміжним клиноподібним елементом у вигляді втулки, що деформується в радіальному напрямі; - з проміжними клиноподібними елементами, які встановлені між кожним з алмазонесучих елементів і голкою розтиску; - з алмазонесучими елементами, які містять дві однакові опорні робочі поверхні, що простягаються вздовж алмазонесучого елемента та нахилені однаково назустріч одна одній. На фіг. 1.1, 2.1, 3.1 зображені поперечні розрізи, відповідно, фіг. 1, 2, 3. На фіг. 1.2, 2.2 і 3.2 зображені схеми контактування голки розтиску і алмазонесучих елементів (а - у вихідному положенні та б - в положенні після зміни орієнтації) відповідно в конструкціях інструментів, зображених на фіг. 1, 2 і 3. На фіг. 1. 3 зображена розгортка проміжного клиноподібного елемента 5 у вигляді втулки, що деформується в радіальному напрямі, в конструкції інструмента, який зображений на фіг. 1. Позначення на усіх фігурах ідентичні. Інструменти для хонінгування складаються з корпусу 1, в якому з можливістю подовжнього переміщення, за рахунок механізму радіальної подачі верстата (на фіг. не зображений) встановлена голка розтиску 2. У подовжніх пазах корпусу встановлені з можливістю радіального переміщення алмазонесучі елементи 3, які додатково утримуються пружинами стиску 4. На фіг. 1 і 2 алмазонесучі елементи встановлені з можливістю контактування своєю робочою опорною поверхнею, яка виконана паралельною осі обертання інструмента, через проміжний клиноподібний елемент 5 з робочою опорною частиною голки розтиску 2 яка виконана пересічною з віссю обертання інструмента. Проміжний клиноподібний елемент містить поверхні, які виконані паралельними осі обертання інструмента, та поверхні, які її перетинають, та відповідно контактує з робочими опорними поверхнями алмазонесучих елементів і з опорною (йми) поверхнею (ямі) голки розтиску. При цьому кути нахилення опорної поверхні на клиноподібному елементі та на опорній поверхні голки розтиску - однакові. Проміжний клиноподібний елемент на фіг. 1 виконаний у вигляді втулки, що деформується є загальним проміжним елементом для усіх алмазонесучих елементів. На фігурі 2, проміжний клиноподібний елемент виконано у вигляді окремих клиноподібних елементів, кожен з яких встановлено у власному подовжньому пазу корпусу з можливістю контакту з власним алмазонесучим елементом. На фіг. 3 опорна робоча частина алмазонесучих елементів містить дві опорні робочі поверхні, що простягаються вздовж алмазонесучого елемента та нахилені однаково на зустріч одна другій і безпосередньо (проміжний клиноподібний елемент відсутній) кожна періодично контактує з опорною робочою поверхнею клиноподібної частини голки розтиску 2: одна при одній орієнтації алмазонесучого елемента, а друга - при протилежній. 2 UA 107816 C2 5 10 15 20 25 30 35 40 45 50 55 60 Інструмент працює таким чином. У початковому положенні інструмент знаходиться поза межами отвору що хонінгують; голка розтиску 2 знаходиться в крайньому верхньому (по фіг.) положенні і, відповідно, алмазонесучі елементи 3 стиснуті пружинами 4. За допомогою відповідних приводів інструмент вводиться в отвір, що оброблюється, і здійснюється зворотнопоступальне, обертальне і прискорене радіальне переміщення алмазонесучих елементів 3. У момент досягнення контакту алмазонесучих елементів з оброблюваною поверхнею прискорене радіальне переміщення алмазонесучих елементів перемикається системою управління верстата на робоче переміщення. При цьому із-за конструктивних особливостей глухих отворів зворотно-поступальне переміщення здійснюється з одностороннім перебігом. Таким чином, здійснюється знімання припуску. Після закінчення знімання припуску, інструмент виводиться з отвору в початкове крайнє положення. У цьому положенні здійснюють переустановлення алмазонесучих елементів, міняючи їх орієнтацію на протилежну. Далі здійснюється хонінгування наступної деталі. Переустановлення алмазонесучих елементів можна здійснювати після кожної деталі, або після обробки партії деталей, величина якої регламентується різницею темпу радіального розмірного зносу алмазонесучих елементів по довжині і допуском на геометричну похибку по довжині отвору, що хонінгують. При порівняно малих допусках і порівняно великій різниці темпів зносу алмазонесучих елементів по довжині, можливе також переустановлення у середині циклу обробки однієї деталі. В процесі хонінгування глухого отвору з одностороннім перебігом за час обробки однієї деталі (чи партії деталей) робоча частина алмазонесучих елементів нерівномірно зношується по довжині. Щонайменше зношується та частина, де має місце перебіг (на фіг. 1.2; 2.2 і 3.2 діаметральний розмір - D2) і у більшій - де перебіг відсутній (на фіг. 1.2; 2.2 і 3.2 - діаметральний розмір – D1). При цьому D2>D1. Тобто, на робочій частині інструмента формується конусоподібність, яка переноситься на оброблювану поверхню. Після переустановлення менш зношена і більш зношена частини міняються місцями. При обробці наступної деталі (чи наступної партії деталей) раніше більше зношена частина зношується менш інтенсивно, а раніше менше зношена частина більш інтенсивно. Таким чином, переустановлення призводить до автоматичного вирівнювання темпу зносу по довжині робочої частини алмазонесучих елементів і, відповідно, підвищується геометрична точність отвору, що хонінгують в подовжньому перерізі. При переустановленні алмазонесучих елементів їх фронтальні (відносно до вектора окружної швидкості) частини стають тильними і, відповідно, тильні частини - фронтальними. Це призводить до підвищення різальної здатності алмазонесучих елементів. Це обумовлено наступним. По-перше, в роботу вступають зерна, які раніше не різали. По-друге, у затуплених раніше зерен, при зміні орієнтації, починають різати протилежні гострі грані. І в третіх, покращуються умови евакуації шламу з простору між зернами. Крім того, немає необхідності в ускладненні циклу процесу хонінгування. ФОРМУЛА ВИНАХОДУ 1. Спосіб хонінгування глухих отворів, у якому здійснюють хонінгування з одностороннім перебігом алмазонесучих елементів відносно поверхні, яку хонінгують, який відрізняється тим, що алмазонесучі елементи періодично встановлюють в їх власних пазах у корпусі інструмента заново, міняючи їх подовжню орієнтацію на протилежну. 2. Інструмент для хонінгування глухих отворів, що містить корпус, в подовжніх пазах якого рухомо в радіальному напрямку встановлені змінні алмазонесучі елементи з можливістю контакту з голкою розтиску за допомогою відповідних поверхонь взаємодії, що містять опорні робочі поверхні кожного з алмазонесучих елементів та опорні робочі поверхні клиноподібної частини голки розтиску, що нахилені до осі обертання інструмента, який відрізняється тим, що згадані поверхні взаємодії виконані таким чином, що дозволяють переустановлювати кожен з алмазонесучих елементів в його власному пазу зі зміною повздовжньої орієнтації алмазонесучого елемента, де: опорні робочі поверхні кожного з алмазонесучих елементів виконані паралельними осі обертання інструмента, а згадані поверхні взаємодії додатково містять передбачені на введеному між голкою розтиску та алмазонесучими елементами проміжному клиноподібному елементі перші опорні поверхні проміжного клиноподібного елемента, які паралельні осі обертання інструмента, та другі опорні поверхні проміжного клиноподібного елемента, які нахилені неї, причому опорні робочі поверхні клиноподібної частини голки розтиску безпосередньо контактують з другими опорними поверхнями проміжного клиноподібного 3 UA 107816 C2 5 елемента, а перші опорні поверхні проміжного клиноподібного елемента - з опорними робочими поверхнями кожного з алмазонесучих елементів; або опорна поверхня кожного з алмазонесучих елементів містить дві опорні робочі поверхні, що простягаються вздовж алмазонесучого елемента та нахилені однаково назустріч одна одній з можливістю безпосереднього періодичного контакту з опорними робочими поверхнями клиноподібної частини голки розтиску: одна при одній орієнтації алмазонесучого елемента, а друга - при протилежній. 4 UA 107816 C2 5 UA 107816 C2 6 UA 107816 C2 7 UA 107816 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюLinchevskyi Pavlo Adamovych
Автори російськоюЛинчевский Павел Адамович
МПК / Мітки
МПК: B24B 33/00
Мітки: спосіб, реалізації, інструмент, хонінгування
Код посилання
<a href="https://ua.patents.su/10-107816-sposib-khoninguvannya-ta-instrument-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб хонінгування та інструмент для його реалізації</a>
Спосіб хонінгування глухих отворів і інструмент для його здійснення
Номер патенту: 104785
Опубліковано: 11.03.2014
Автори: Колеснік Василь Михайлович, Лінчевський Павло Адамович, Буюклі Іван Михайлович
МПК: B24B 33/00
Мітки: глухих, спосіб, інструмент, здійснення, хонінгування, отворів
Формула / Реферат:
1. Спосіб хонінгування глухих отворів, що включає зворотно-поступальний рух, обертальний рух і радіальну подачу різальних елементів відносно осі отвору, що хонінгується, який відрізняється тим, що кожен різальний елемент за час зйому припуску повертають в площині, що проходить через вісь отвору, що хонінгують, і вектор радіальної подачі на кутову величину, що дорівнює арктангенсу відношення різниці величин середнього радіального зносу по...
Спосіб хонінгування глухих отворів
Номер патенту: 103959
Опубліковано: 10.12.2013
Автори: Буюклі Іван Михайлович, Лінчевський Павло Адамович, Колеснік Василь Михайлович
МПК: B24B 33/00
Мітки: хонінгування, спосіб, отворів, глухих
Формула / Реферат:
Спосіб хонінгування глухих отворів, що включає зворотно-поступальне переміщення з асиметричним перебігом, обертальне переміщення і дозовану (дискретну) радіальну подачу різальних елементів інструмента відносно отвору, що хонінгується, який відрізняється тим, що дозовану радіальну подачу здійснюють одночасно з реверсуванням зворотно-поступального переміщення в крайньому положенні інструмента в зоні дна отвору, що оброблюється.
Спосіб адаптивного керування процесом хонінгування отворів
Номер патенту: 76431
Опубліковано: 10.01.2013
Автори: Підгаєцький Михайло Матвійович, Щербина Кирил Костянтинович
МПК: B24B 33/00
Мітки: адаптивного, отворів, спосіб, процесом, керування, хонінгування
Формула / Реферат:
Спосіб адаптивного керування процесом хонінгування отворів у виробах в умовах обертання виробу від окремого приводу, наприклад гідравлічного, відносно нерухомого алмазно-абразивного інструмента, укомплектованого системою розмірного регулювання, наприклад гідравлічною, при якому виникаючий вхідний сигнал на приводі обертання виробу, внаслідок зміни зусиль різання, утворює вихідний сигнал в системі розмірного регулювання інструмента, що...
Спосіб порізки вторинних автотракторних шин і інструмент для його реалізації
Номер патенту: 51298
Опубліковано: 15.11.2002
Автори: Михайлишин Володимир Іванович, Гупка Богдан Васильович, Матвійчук Анатолій Васильович, Гевко Іван Богданович
МПК: B23B 5/00
Мітки: інструмент, порізки, спосіб, вторинних, реалізації, автотракторних, шин
Формула / Реферат:
1. Спосіб порізки вторинних автотракторних шин, який здійснюється за рахунок обертання дискової циліндричної фрези навколо осі і руху подачі автотракторної шини відносно дискової циліндричної фрези, який відрізняється тим, що шина переміщується відносно дискової циліндричної фрези по колу за рахунок сили тертя між боковими стінками дискової циліндричної фрези і тілом шини при її базуванні на два бокові опорні ролики і центральний опорний...
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: дугою, електричною, обробки, тіл, електрод-інструмент, спосіб, обертання, реалізації
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
Попередній патент: Спосіб одержання акрилової та метакрилової кислоти
Наступний патент: Похідні 2-арилімідазолу як інгібітори ферменту pde10a
Випадковий патент: Спосіб консервативного лікування і профілактики атеросклерозу судин людини