Сталь, плоский сталевий продукт, сталевий конструктивний елемент і спосіб виготовлення сталевого конструктивного елемента
Номер патенту: 108091
Опубліковано: 25.03.2015
Автори: Норден Мартін, Хеккельманн Ільзе, Вівес Діас Ніколас, Гербер Томас, Хеллєр Томас, Мура Юліа
Формула / Реферат
1. Сталь для виготовлення сталевого конструктивного елемента гарячим пластичним формуванням із наступним гартуванням, яка містить, мас. %:
С
0,15-0,40
Мn
1,0-2,0
Аl
0,2-1,6
Si
0-1,4
сумарний вміст Si та Аl
0,25-1,6
Р
0-0,10
S
0-0,03
Сr
0-0,5
Мо
0-1,0
N
0-0,01
Ni
0-2,0
Nb
0,012-0,04
Ті
0-0,40
В
0,0010-0,0050
Са
0-0,0050
залізо і неминучі сторонні домішки
решта.
2. Сталь за п. 1, яка відрізняється тим, що сумарний вміст Аl та Si становить принаймні 0,5 мас. %.
3. Сталь за будь-яким із попередніх пп., яка відрізняється тим, що вміст Аl становить принаймні 0,4 мас. %.
4. Сталь за будь-яким із попередніх пп., яка відрізняється тим, що вміст титану відповідає умові
% Ті-(3,42 х % N)>0,005 мас. %,
причому % Ті означає вміст титану, а % N означає вміст азоту.
5. Сталь за будь-яким із пп. 1-3, яка відрізняється тим, що в тому випадку, якщо вміст титану відповідає умові
% Ті-(3,42 х % N)£0,005 мас. %,
виконується умова
0,0015£ % N- % Ті/3,42£0,0060 мас. %,
причому % Ті означає вміст титану, а % N означає вміст азоту.
6. Сталевий плоский продукт для виготовлення сталевого конструктивного інструмента, який відрізняється тим, що має принаймні одну зону з високоміцної сталі, одержаної за будь-яким із пп. 1-5.
7. Сталевий плоский продукт за п. 6, який відрізняється тим, що він виготовлений лише з високоміцної сталі.
8. Сталевий плоский продукт за будь-яким із попередніх пп., який відрізняється тим, що принаймні на одну з його поверхонь нанесене захисне покриття від окиснення.
9. Сталевий конструктивний елемент, виготовлений із одержаного за будь-яким із пп. 6-8 сталевого плоского продукту, причому його структура в зоні високоміцної, одержаної за будь-яким із пунктів 1-6 сталі утворена мартенситом, аустенітом і до 20 % за площею феритом.
10. Сталевий конструктивний елемент за п. 9, який відрізняється тим, що в зоні високоміцної сталі вміст мартенситу в його структурі становить принаймні 75 % за площею.
11. Сталевий конструктивний елемент за будь-яким із пп. 9 або 10, який відрізняється тим, що в зоні високоміцної сталі вміст аустеніту в його структурі становить принаймні 2 % за площею.
12. Сталевий конструктивний елемент за будь-яким із пп. 9-11, який відрізняється тим, що на його поверхню нанесене захисне покриття від окиснення.
13. Спосіб виготовлення сталевого конструктивного елемента за будь-яким із пп. 9-12, що включає такі стадії:
виготовлення сталевого плоского продукту за будь-яким із пп. 7-9,
прогрівання сталевого плоского продукту до температури 780-950 °C,
гаряче формування сталевого конструктивного елемента зі сталевого плоского продукту,
прискорене охолодження сталевого конструктивного елемента з одержанням після охолодження сталевого конструктивного елемента принаймні в зоні високоміцної сталі структури, утвореної мартенситом, аустенітом і до 20 % за площею феритом.
14. Спосіб за п. 13, який відрізняється тим, що швидкість охолодження сталевого конструктивного елемента становить принаймні 25 °C/с.
Текст
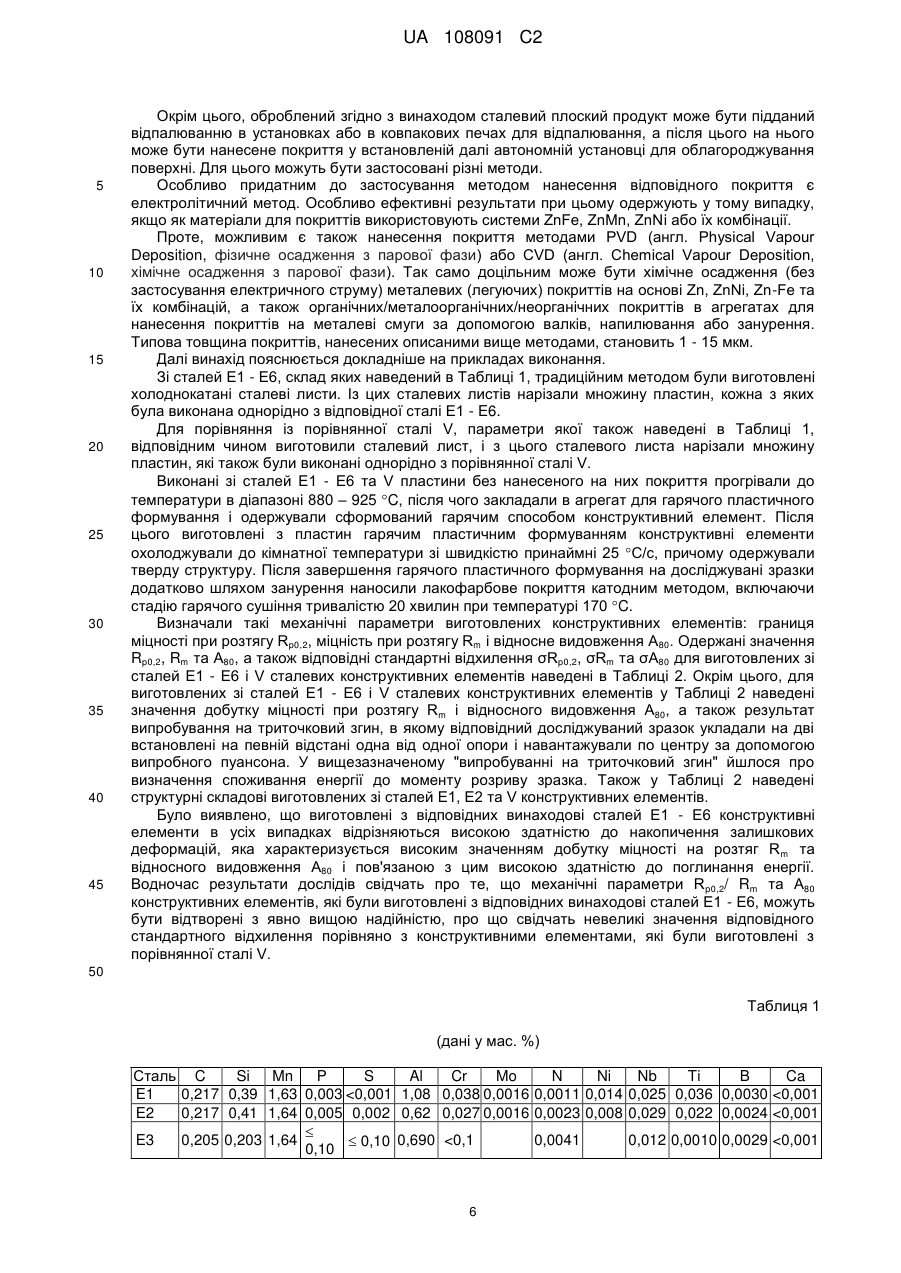
Реферат: Винахід стосується сталі, сталевого плоского продукту, виготовленого з нього методом гарячого пластичного формування з наступним гартуванням сталевого конструктивного елемента і способу виготовлення такого сталевого конструктивного елемента. Для надійного забезпечення високої міцності та відносного видовження при розриві виготовленого з цієї сталі конструктивного елемента відповідна винаходові сталь містить, мас. %: С 0,15-0,40 Мn 1,0-2,0 Аl 0,2-1,6 Si 0-1,4 сумарний вміст Si та Аl Р S Сr Мо N Ni 0,25-1,6 0-0,10 0-0,03 0-0,5 0-1,0 0-0,01 0-2,0 UA 108091 C2 (12) UA 108091 C2 Nb 0,012-0,04 Ті 0-0,40 В 0,0010-0,0050 Са 0-0,0050 залізо і неминучі решта. сторонні домішки Для виготовлення відповідного винаходові конструктивного елемента виконаний із відповідної винаходові сталі сталевий плоский продукт нагрівають до температури 780-950 °C, після чого методом гарячого пластичного формування виготовляють із нього сталевий конструктивний елемент. Потім одержаний таким чином сталевий конструктивний елемент піддають прискореному охолодженню, в результаті чого одержаний після охолодження сталевий конструктивний елемент принаймні в зоні високоміцної сталі має структуру, утворену мартенситом, аустенітом і до 20 пл. % феритом. UA 108091 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується сталі, плоского сталевого продукту, виготовленого з нього сталевого конструктивного елемента і способу виготовлення сталевого конструктивного елемента. Вимоги до автомобільної промисловості зі сторони законодавства зростають упродовж останніх років. По-перше, має бути збільшений рівень безпеки пасажирів у випадку зіткнення, по-друге, застосування легких конструкцій є важливою умовою мінімізації викиду CО 2 і витрати палива. Водночас зростають вимоги користувача стосовно комфорту, що призводить до збільшення ваги автомобіля внаслідок збільшення кількості електронних компонентів. Центральним напрямком пошуку рішень для задоволення цих суперечливих вимог в автомобільній та сталепрокатній промисловості є застосування легких конструкцій в структурі кузовів. Придатними до застосування конструктивними елементами автомобілів, які зазнають пошкоджень у разі зіткнення, є, зокрема, виготовлені методом гарячої обробки тиском, загартовані під тиском конструктивні елементи з борно-марганцевої сталі. Типовим прикладом сталі такого сорту є відома борно-марганцева сталь марки "22MnB5" (номер матеріалу 1.5528). Можливими варіантами використання виготовлених із борно-марганцевої сталі і загартованих під тиском конструктивних елементів є, наприклад, середня стійка кузова, посилювач середньої стійки кузова і демпфери кузовів легкових автомобілів. Комбінація гарячого пластичного формування і гартування під тиском дозволяє виготовляти конструктивні елементи складних геометричних форм, які відрізняються надзвичайною міцністю (R m: близько 1500 МПа; RP 0,2: близько 1100 МПа). Виготовлені таким чином конструктивні елементи характеризуються переважно мартенситною структурою. Їх висока міцність принципово дозволяє значно зменшити товщину стінок і завдяки цьому помітно зменшити масу конструктивного елемента. Проте, конструктивні елементи, які виготовлені з борно-марганцевих сталей методом гарячого пластичного формування і гартування під тиском, у типовому випадку мають низьку пластичність (A 80: близько 5 - 6 %). Тому для уникнення пошкоджень у випадку зіткнення на практиці для виготовлення конструктивних елементів методом гарячого пластичного формування і гартування під тиском використовують листовий метал значно більшої товщини, аніж це було б потрібним із урахуванням його міцності. По-перше, для ефективного використання потенціалу легких конструкцій конструктивних елементів зі сталі цього типу, по-друге – для забезпечення необхідної стійкості до деформування у випадку зіткнення з перешкодою, деталі кузовів виготовляють із так званих "заготовок із заданими параметрами" (англ. Tailored Blanks). При цьому йдеться про пластини з листового металу, скомбіновані із заготовок, виконаних зі сталі різних сортів. Зокрема, для виготовлення середньої стійки кузова легкового автомобіля використовують заготовку із заданими параметрами, частина якої, призначена для виготовлення верхньої частини середньої стійки кузова, виконана зі сталі марки 22MnB5. В цьому випадку частину заготовки із заданими характеристиками, призначену для виготовлення основи середньої стійки кузова, виконують зі такого сорту сталі, яка після гарячого пластичного формування і гартування під тиском має вищу пластичність. Для виготовлення цієї частини заготовки використовують відому сталь марки H340LAD (номер матеріалу 1.0933). Навіть якщо застосування заготовок із заданими характеристиками дозволяє суттєво зменшити масу при одночасній оптимізації експлуатаційних властивостей виготовлених із них конструктивних елементів, для частин заготовок, виконаних із пластичного матеріалу, в критичній зоні відповідного конструктивного елемента доводиться, як правило, використовувати листовий метал більшої товщини, щоб забезпечити можливість витримування навантажень, які діють на цей конструктивний елемент у нормальному режимі експлуатації. Наслідком цього знову-таки є відповідне збільшення маси конструктивного елемента в цілому. Тому взагалі існує потреба у виготовленні конструктивних елементів, які зазнають великих навантажень, зокрема вбудовуваних у кузови легкових автомобілів, із листової сталі, яка характеризується комбінацією високої міцності та еластичності. Першим напрямком пошуку рішення для виконання цієї вимоги є оптимізація процесу виготовлення. Зокрема, регулювання швидкості охолодження дозволяє одержувати сорти сталі з мартенситною структурою і більшим відносним видовженням при розриві. Приклад реалізації цього рішення описаний у публікації EP 1 642 991 B1; при цьому до досягнення температури завершення мартенситного перетворення спочатку здійснюють охолодження з високою швидкістю, після чого процес охолодження уповільнюють. Таким чином одержують самовідпущений мартенсит, який характеризується більшим відносним видовженням при розриві. Альтернативним напрямком пошуку рішення є оптимізація процесу одержання сорту сталі з багатофазовою структурою методом так званого "пластичного формування з підігрівом". 1 UA 108091 C2 5 10 15 20 25 30 35 40 45 50 55 У цьому методі плоский сталевий продукт, із якого має бути сформований відповідний конструктивний елемент, нагрівають до температури від A с1 до Aс3, при якій сталь має двофазову структуру. Якщо нагрітий таким чином конструктивний елемент піддають гарячому пластичному формуванню і гартуванню під тиском, готовий конструктивний елемент після охолодження відрізняється від конструктивних елементів, які були виготовлені шляхом аустенітизації та гартування традиційними способами, меншою вмістом мартенситу і більшим вмістом більш пластичних фаз, таких як ферит або аустеніт. Одночасно конструктивні елементи мають ще порівняно високу міцність. Наприклад, може бути досягнута міцність на розрив R m конструктивних елементів, одержаних методом пластичного формування з підігрівом, яка становить 800 – 1000 МПа при лише незначному зменшенні відносного подовження при розриві (A80 близько 10-20 %) порівняно з вихідним станом. Такий метод описаний, наприклад, у публікації WO 2007/034063 A1. Порівнянна концепція, в якій, проте, особливу увагу приділяють утворенню покриття, нанесеного для захисту від корозії, описана в заявці на патент WO 2008/102012. Заданою умовою здійснення цього методу згідно з рівнем техніки є лише те, щоб температура нагрівання перевищувала Ac1 і була вибрана з урахуванням можливого росту зерен і випаровування покриття на основі цинку, нанесеного на сталевий плоский продукт, із якого формують конструктивний елемент. Склад обробленого відповідним чином сталевого плоского продукту при цьому залежить від вибраної концепції легування. Наприклад, відповідна сталь може містити (у мас. %) 0,15 - 0,25 % вуглецю, 1,0 - 1,5 % марганцю, 0,1 - 0,35 % кремнію, макс. 0,8 % хрому, зокрема 0,1 - 0,4 % Cr, макс. 0,1 % алюмінію, до 0,05 % ніобію, зокрема макс. 0,03 % Nb, до 0,01 % азоту, 0,01 - 0,07 % титану, < 0,05 % фосфору, зокрема < 0,03 % фосфору, 0,005 мас. %, причому % Ti означає вміст титану, а % N – відповідний вміст азоту. Додавання бору в кількості 0,0010 - 0,0050 мас. % поліпшує загартовуваність відповідної винаходові сталі за рахунок затримування феритного перетворення в процесі охолодження в сторону збільшення тривалості перетворення. Водночас бор, наявний у відповідній винаходові 4 UA 108091 C2 5 10 15 20 25 30 35 40 45 50 55 60 сталі, стабілізує механічні параметри в широкому температурному діапазоні здійснення процесу гарячого пластичного формування. Додавання азоту в кількості до 0,01 мас. % стабілізує аустеніт і підвищує границю плинності відповідної винаходові сталі. Якщо наявний у відповідній винаходові сталі азот не повністю зв'язується титаном, він вступає в реакцію з бором і утворює нітриди бору. Ці нітриди бору спричиняють зменшення розміру зерна вихідної структури, а разом із цим – зменшення розміру зерна мартенситної структури, одержаної шляхом гарячого пластичного формування. Таким чином, результатом є зменшення схильності відповідної винаходові обробленої сталі до утворення тріщин. Одночасно нітриди бору суттєво сприяють збільшенню міцності відповідної винаходові сталі. Якщо азот у комбінації з бором шляхом утворення нітридів бору використовують для подрібнення зернистості і підвищення твердості, може бути цілеспрямовано встановлений такий вміст необхідного для цього, не зв'язаного титаном азоту, щоб у випадку, коли вміст титану відповідає умові % Ti – (3,42 % N) < 0,005 мас. %, було забезпечене дотримання умови 0,0015 < % N – % Ti/3,42 < 0,0060 мас. %, причому % Ti означає вміст титану, а % N – відповідний вміст азоту. Додаткове додавання ніобію в кількості 0,012 - 0,04 мас. % підтримує у легованій згідно з винаходом сталі комбінацію високої міцності на розрив зі збільшеним відносним видовженням при розриві, результатом чого в цілому є підвищення здатності виготовлених згідно з винаходом сталевих конструктивних елементів до поглинання енергії. Ніобій підвищує границю плинності сталі відповідного винаходові складу за рахунок осадження карбіду і внаслідок подрібнення зернистості аустеніту сприяє утворенню мартенситної структури, яка відрізняється високою стійкістю проти поширення тріщин. Окрім цього, осадження ніобію може спричиняти зменшення вмісту водню, що дозволяє зменшити схильність до утворення індукованих воднем тріщин. Додавання нікелю в кількості до 2,0 мас. % сприяє підвищенню границі плинності та збільшенню відносного видовження при розриві. Максимальний вміст сірки у сталі, з якої виготовлений відповідний винаходові конструктивний елемент, обмежений до 0,03 мас. %, оскільки сірка справляє значний негативний вплив на зварюваність і можливості облагороджування поверхні. Це обмеження має запобігати також утворенню шкідливих осадів сульфідів марганцю (MnS), які мають видовжену форму. Кальцій може бути доданий до відповідної винаходові сталі в кількості до 0,0050 мас. % для забезпечення контролю форми сульфідів. Тобто, при наявності кальцію в процесі прокатки відбувається утворення сульфідів кальцію, які, на відміну від осадів сульфіду марганцю (MnS) видовженої форми, утворюваних в інших випадках, сприяють підвищенню ізотропії параметрів відповідної винаходові сталі. На вільну поверхню відповідного винаходові сталевого конструктивного елемента може бути нанесене покриття для захисту від окиснення. Переважно таке покриття вже нанесене на сталевий плоский продукт, із якого конструктивний елемент виготовляють методом гарячого формування. При цьому може бути нанесене захисне покриття з такими властивостями, які забезпечують захист від утворення окалини в процесі нагрівання та гарячого пластичного формування та/або корозії в процесі обробки чи використання на практиці. Для цього можуть бути застосовані покриття на металевій, органічній або неорганічній основі, а також комбінації таких покриттів. Покриття може бути нанесене на сталевий плоский продукт традиційними способами. Переважно облагороджування поверхні здійснюють методом занурення в розплав. Основою металевих покриттів, які наносять залежно від конкретних обставин, є системи Zn, AI, Zn-Al, ZnMg, Al-Mg, Аl-Si і Zn-Аl-Mg та неминучі сторонні домішки. Особливо ефективними при цьому виявилися покриття на основі Al-Si. Ефективним методом поліпшення якості поверхні та адгезії покриття до сталевої поверхні є здійснення попереднього окиснення перед зануренням у розплав. При цьому на сталевому плоскому продукті цілеспрямовано утворюють шар оксиду завтовшки 10 – 1000 нм, причому особливо високу якість покриття одержують у тому випадку, якщо шар оксиду має товщину 70 - 500 нм. Для одержання шару оксиду певної товщини використовують окиснювальну камеру, як це описано, наприклад, у публікації WO 2007/124781 A1. Перед зануренням у розплав чи перед облагороджуванням поверхні шар оксиду заліза зменшують під дією водню в атмосфері термообробки. При цьому на поверхні, а також на глибині до 10 мкм можуть бути присутні оксиди легуючих елементів. 5 UA 108091 C2 5 10 15 20 25 30 35 40 45 Окрім цього, оброблений згідно з винаходом сталевий плоский продукт може бути підданий відпалюванню в установках або в ковпакових печах для відпалювання, а після цього на нього може бути нанесене покриття у встановленій далі автономній установці для облагороджування поверхні. Для цього можуть бути застосовані різні методи. Особливо придатним до застосування методом нанесення відповідного покриття є електролітичний метод. Особливо ефективні результати при цьому одержують у тому випадку, якщо як матеріали для покриттів використовують системи ZnFe, ZnMn, ZnNi або їх комбінації. Проте, можливим є також нанесення покриття методами PVD (англ. Physical Vapour Deposition, фізичне осадження з парової фази) або CVD (англ. Chemical Vapour Deposition, хімічне осадження з парової фази). Так само доцільним може бути хімічне осадження (без застосування електричного струму) металевих (легуючих) покриттів на основі Zn, ZnNi, Zn-Fe та їх комбінацій, а також органічних/металоорганічних/неорганічних покриттів в агрегатах для нанесення покриттів на металеві смуги за допомогою валків, напилювання або занурення. Типова товщина покриттів, нанесених описаними вище методами, становить 1 - 15 мкм. Далі винахід пояснюється докладніше на прикладах виконання. Зі сталей E1 - E6, склад яких наведений в Таблиці 1, традиційним методом були виготовлені холоднокатані сталеві листи. Із цих сталевих листів нарізали множину пластин, кожна з яких була виконана однорідно з відповідної сталі E1 - E6. Для порівняння із порівнянної сталі V, параметри якої також наведені в Таблиці 1, відповідним чином виготовили сталевий лист, і з цього сталевого листа нарізали множину пластин, які також були виконані однорідно з порівнянної сталі V. Виконані зі сталей E1 - E6 та V пластини без нанесеного на них покриття прогрівали до температури в діапазоні 880 – 925 C, після чого закладали в агрегат для гарячого пластичного формування і одержували сформований гарячим способом конструктивний елемент. Після цього виготовлені з пластин гарячим пластичним формуванням конструктивні елементи охолоджували до кімнатної температури зі швидкістю принаймні 25 C/с, причому одержували тверду структуру. Після завершення гарячого пластичного формування на досліджувані зразки додатково шляхом занурення наносили лакофарбове покриття катодним методом, включаючи стадію гарячого сушіння тривалістю 20 хвилин при температурі 170 C. Визначали такі механічні параметри виготовлених конструктивних елементів: границя міцності при розтягу Rp0,2, міцність при розтягу Rm і відносне видовження A80. Одержані значення Rp0,2, Rm та A80, а також відповідні стандартні відхилення σRp0,2, σRm та σA80 для виготовлених зі сталей E1 - E6 і V сталевих конструктивних елементів наведені в Таблиці 2. Окрім цього, для виготовлених зі сталей E1 - E6 і V сталевих конструктивних елементів у Таблиці 2 наведені значення добутку міцності при розтягу Rm і відносного видовження A80, а також результат випробування на триточковий згин, в якому відповідний досліджуваний зразок укладали на дві встановлені на певній відстані одна від одної опори і навантажували по центру за допомогою випробного пуансона. У вищезазначеному "випробуванні на триточковий згин" йшлося про визначення споживання енергії до моменту розриву зразка. Також у Таблиці 2 наведені структурні складові виготовлених зі сталей E1, E2 та V конструктивних елементів. Було виявлено, що виготовлені з відповідних винаходові сталей E1 - E6 конструктивні елементи в усіх випадках відрізняються високою здатністю до накопичення залишкових деформацій, яка характеризується високим значенням добутку міцності на розтяг R m та відносного видовження А80 і пов'язаною з цим високою здатністю до поглинання енергії. Водночас результати дослідів свідчать про те, що механічні параметри R p0,2/ Rm та A80 конструктивних елементів, які були виготовлені з відповідних винаходові сталей E1 - E6, можуть бути відтворені з явно вищою надійністю, про що свідчать невеликі значення відповідного стандартного відхилення порівняно з конструктивними елементами, які були виготовлені з порівнянної сталі V. 50 Таблиця 1 (дані у мас. %) Сталь C Si Mn P S Al Cr Mo N Ni Nb Ti B Ca E1 0,217 0,39 1,63 0,003
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel, flat steel product, steel component and method for producing a steel component
Автори англійськоюGerber, Thomas, Heckelmann, Ilse, Heller, Thomas, Mura, Julia, Norden, Martin, Vives Diaz, Nicolas
Автори російськоюГербер Томас, Хеккельманн Ильзе, Хеллер Томас, Мура Юлиа, Норден Мартин, Вивес Диас Николас
МПК / Мітки
МПК: C22C 38/06, C22C 38/04, C22C 38/12
Мітки: елемента, спосіб, елемент, сталевого, сталевий, виготовлення, продукт, плоский, сталь, конструктивного, конструктивний
Код посилання
<a href="https://ua.patents.su/10-108091-stal-ploskijj-stalevijj-produkt-stalevijj-konstruktivnijj-element-i-sposib-vigotovlennya-stalevogo-konstruktivnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Сталь, плоский сталевий продукт, сталевий конструктивний елемент і спосіб виготовлення сталевого конструктивного елемента</a>
Сталевий лист, сталевий лист з покриттям, спосіб виробництва сталевого листа, спосіб виробництва сталевого листа з покриттям, спосіб виробництва гарячекатаного та холоднокатаного сталевого листа, та застосуванн

Номер патенту: 95642
Опубліковано: 25.08.2011
Автори: Скотт Колін, Кюгі Філіп, АЛЛЕЛІ Крістіан
МПК: C22C 38/06, C22C 38/04, C21D 8/02, C23C 30/00
Мітки: застосуванн, листа, холоднокатаного, покриттям, спосіб, гарячекатаного, виробництва, сталевий, сталевого, лист
Формула / Реферат:
1. Сталевий лист з аустенітної сталі, склад якої містить, мас. %:0,35 ≤ С ≤ 1,0515 ≤ Мn ≤ 26 Si ≤ 3 А1 ≤ 0,050 S ≤ 0,030 Р ≤ 0,080 N ≤ 0,1,принаймні один елемент – метал X, вибраний з-поміж ванадію, титану, ніобію, молібдену та хрому в кількості, мас. %:0,050 ≤ V ≤ 0,500,040 ≤ Ті ≤ 0,50...
Подібний до балки елемент конструкції, виконаний з окремих деталей, конструктивний елемент, утворений щонайменше двома елементами конструкції, а також спосіб і пристрій для виготовлення цього елемента конструкції
Номер патенту: 88505
Опубліковано: 26.10.2009
Автор: Крестел Стефан
МПК: E04C 3/04, E04C 2/34, E04C 3/29, E04C 3/12
Мітки: виконаний, пристрій, щонайменше, також, окремих, утворений, балки, елемента, деталей, цього, елемент, елементами, спосіб, конструкції, подібний, двома, виготовлення, конструктивний
Формула / Реферат:
1. Подібний до балки елемент конструкції 1; 1', виготовлений з окремих частин, що містить полицю 2 і дві стінки 3, 4; 3', 4', який відрізняється тим, що полиця 2 має по одній стінці 3, 4; 3', 4' на двох своїх подовжніх сторонах, причому кожна стінка кріпиться до подовжньої бічної стінки полиці 2 переважно за допомогою клейового матеріалу, і тим, що кінцеві зони 7; 7' стінок 3, 4; 3', 4', звернені убік від полиці 2, пласко з'єднуються...
Гарячекатаний сталевий лист або деталь, спосіб їх виготовлення та застосування, зварене з’єднання із сталевого листа або деталі
Номер патенту: 98798
Опубліковано: 25.06.2012
Автори: Дрійє Паскаль, Ормстон Дам'єн
МПК: C22C 38/00, C22C 38/04, C21D 9/46
Мітки: лист, деталі, сталевий, виготовлення, спосіб, деталь, листа, з'єднання, зварене, гарячекатаний, сталевого, застосування
Формула / Реферат:
1. Гарячекатаний сталевий лист або деталь з міцністю, яка перевищує 800 МПа, з видовженням при розриві, яке перевищує 10 %, із сталі, яка має наступний склад, мас. %:0,050 ≤ С ≤ 0,090 1 ≤ Мn ≤ 2 0,015 ≤ Аl ≤ 0,050 0,1 ≤ S ≤ 0,3 0,10 ≤ Mo ≤ 0,40 S ≤ 0,010 Р ≤ 0,025 0,003 ≤ N ≤ 0,009 0,12 ≤ V...
Складчастий конструктивний елемент, зокрема конструктивний елемент меблів
Номер патенту: 84708
Опубліковано: 25.11.2008
Автор: Бух Мартін
МПК: A47B 96/00, E04C 2/40
Мітки: конструктивний, зокрема, елемент, складчастий, меблів
Формула / Реферат:
1. Складчастий конструктивний елемент, зокрема конструктивний елемент меблів, що маєпринаймні два плоскі часткові елементи (2, 2', 2"), які мають першу зовнішню поверхню (3) і другу зовнішню поверхню (4), принаймні один з'єднувальний край (5) і зовнішні краї (6, 7), шарнірно з'єднані між собою вздовж з'єднувального краю (5), а принаймні одна із зовнішніх поверхонь (3, 4) розміщена навпроти зовнішньої поверхні (3, 4) іншого...
Сталь низької щільності з хорошою здатністю до штампування, сталевий лист, спосіб його виготовлення та застосування
Номер патенту: 99827
Опубліковано: 10.10.2012
Автори: ара Ксав'є, Юріарт Жан-Луі, Перлад Астрід, Буазіз Олів'є, Дрійє Жозе
МПК: C21D 6/00, C22C 38/00, C21D 8/04, C22C 38/06, C21D 8/02, C22C 38/04
Мітки: спосіб, хорошою, сталь, здатністю, низької, виготовлення, штампування, сталевий, щільності, лист, застосування
Формула / Реферат:
1. Гарячекатаний феритний лист зі сталі, до складу якої входять, в мас. %:0,001% £ С £0,15% Мn £ 1%Si £ 1,5% 6 %£ Аl £ 10%0,020% £ Ті £ 0,5%S £ 0,050%Р £ 0,1%решту складає залізо та неминучі при виробництві домішки, при цьому середній розмір феритного зерна dIV, виміряний на поверхні, перпендикулярній поперечному напрямку...
Попередній патент: Композиція і спосіб для боротьби зі шкідниками
Наступний патент: Синтетична проміжна сполука похідного оксазолу і спосіб її одержання
Випадковий патент: Спосіб лікування передньо-медіальної нестабільності колінного суглоба