Установка для виробництва гіпсокартону та спосіб виготовлення гіпсокартонного листа
Номер патенту: 113474
Опубліковано: 25.01.2017
Автори: Кнауф Карло, Каракуссіс Стерґіос, Гартманн Александер
Формула / Реферат
1. Установка для виробництва гіпсокартону, що містить принаймні один стрічковий конвеєр (10), стрічка якого рухається по замкнутому контуру, для приймання утвореного верхнім облицювальним шаром (27) та нижнім облицювальним шаром (28) і розміщеного між ними одношарового або багатошарового гіпсового внутрішнього шару (26) і для формування та затвердження гіпсового шару (16), причому стрічковий конвеєр (10) має несучу стрічку (11) для підтримання нижнього боку (17) гіпсового шару (16), а в зоні стрічкового конвеєра (10) розміщено ультразвуковий пристрій, який має один або більше випромінювачів (15, 20, 22, 24) ультразвуку, яка відрізняється тим, що принаймні один нижній випромінювач ультразвуку розміщено між несучою стрічкою (11) і нижнім боком (17) гіпсового шару (16), а несуча стрічка (11) в зоні випромінювача ультразвуку переміщується по відхиляючому пристрою (13).
2. Установка для виробництва гіпсокартону за п. 1, яка відрізняється тим, що має принаймні один верхній випромінювач (20, 22, 24) ультразвуку.
3. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що має принаймні один нижній та/або принаймні один верхній згладжувальний пристрій, такий як згладжувальний брус, що має принаймні один випромінювач (15, 20, 22, 24) ультразвуку.
4. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що має принаймні один пристрій (28) вертикального регулювання для регулювання висоти принаймні одного верхнього та/або принаймні одного нижнього випромінювача ультразвуку, та/або принаймні одного згладжувального пристрою.
5. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що має принаймні один пристрій регулювання бічного переміщення для регулювання поперечного положення принаймні одного верхнього та/або принаймні одного нижнього випромінювача (15, 20, 22, 24) ультразвуку, та/або принаймні одного згладжувального пристрою (19, 21, 23, 25).
6. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що гіпсовий шар (16) під час роботи спирається на нижній згладжувальний пристрій (19) та/або нижній випромінювач ультразвуку (15).
7. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що принаймні один випромінювач (15, 20, 22, 24) ультразвуку виконано з можливістю випромінювання ультразвуку частотою 10-100 кГц, переважно 25-40 кГц, переважно з можливістю керування та/або регулювання.
8. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що принаймні один випромінювач (15, 20, 22, 24) ультразвуку виконано з можливістю випромінювання ультразвуку з амплітудою 5-500 мкм, переважно 10-100 мкм, переважно з можливістю керування та/або регулювання.
9. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що принаймні один випромінювач (15, 20, 22, 24) ультразвуку виконано з можливістю випромінювання ультразвуку потужністю принаймні 700 Вт переважно з можливістю керування та/або регулювання.
10. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що щонайменше один випромінювач (15, 20, 22, 24) ультразвуку, переважно, за наявності кількох випромінювачів, всі випромінювачі ультразвуку, взаємодіє (взаємодіють) з охолоджувальним пристроєм, який виконано з можливістю охолодження випромінювача (випромінювачів) ультразвуку спрямованим струменем охолоджувального повітря.
11. Установка для виробництва гіпсокартону за п. 10, яка відрізняється тим що вихідна потужність охолоджувального пристрою є керованою та/або регульованою, зокрема в залежності від температури випромінювача (випромінювачів) (15, 20, 22, 24) ультразвуку.
12. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що принаймні один верхній випромінювач (20, 22, 24) ультразвуку розміщено навпроти принаймні одного нижнього випромінювача (15) ультразвуку та/або принаймні один верхній випромінювач (22) ультразвуку розміщено перед принаймні одним нижнім випромінювачем (15) ультразвуку у напрямку руху, та/або принаймні один верхній випромінювач (24) ультразвуку розміщено за принаймні одним нижнім випромінювачем (15) ультразвуку у напрямку руху.
13. Установка для виробництва гіпсокартону за будь-яким одним з пп. 1-12, яка відрізняється тим, що випромінювач (випромінювачі) (15, 20, 22, 24) ультразвуку розміщено відносно стрічкового конвеєра (10) так, що дія ультразвуку триває переважно 2-8 с, більш переважно приблизно 4-5 с до початку затвердіння гіпсу, та/або ширина випромінювача (випромінювачів) (15, 20, 22, 24) ультразвуку вибирається такою, що з урахуванням швидкості переміщення стрічкового конвеєра тривалість дії (відповідно час перебування опроміненої поверхні) відповідного випромінювача (15, 20, 22, 24) ультразвуку складає принаймні 0,4 с.
14. Спосіб виготовлення гіпсокартонного листа, зокрема за будь-яким одним з попередніх пунктів, що полягає у використанні стрічкового конвеєра (10), що має несучу стрічку (11), укладанні гіпсового шару (16), утвореного з верхнього облицювального шару (27) і нижнього облицювального шару (28) і розташованого між ними одношарового або багатошарового гіпсового внутрішнього шару (26) на несучу стрічку (11), відхиленні несучої стрічки (11) таким чином, що в одному положенні несучої стрічки (11) утворюється проміжок (14) у напрямку нижнього боку (17) гіпсового шару (16), випромінюванні ультразвуку в межах проміжку (14) в напрямку нижнього боку гіпсового шару (16).
15. Спосіб за п. 14, який відрізняється тим, що багатошаровий гіпсовий внутрішній шар (26) містить принаймні шари (30, 31, 32), які відрізняються один від одного принаймні однією хімічною та/або фізичною властивістю, наприклад щільністю, причому переважно перший, наприклад, спінений шар (30) має меншу щільність, ніж принаймні один другий, наприклад, щільний (неспінений) шар (31, 32), який розміщено між першим шаром (30) і верхнім та/або нижнім облицювальним шаром (27, 28).
Текст
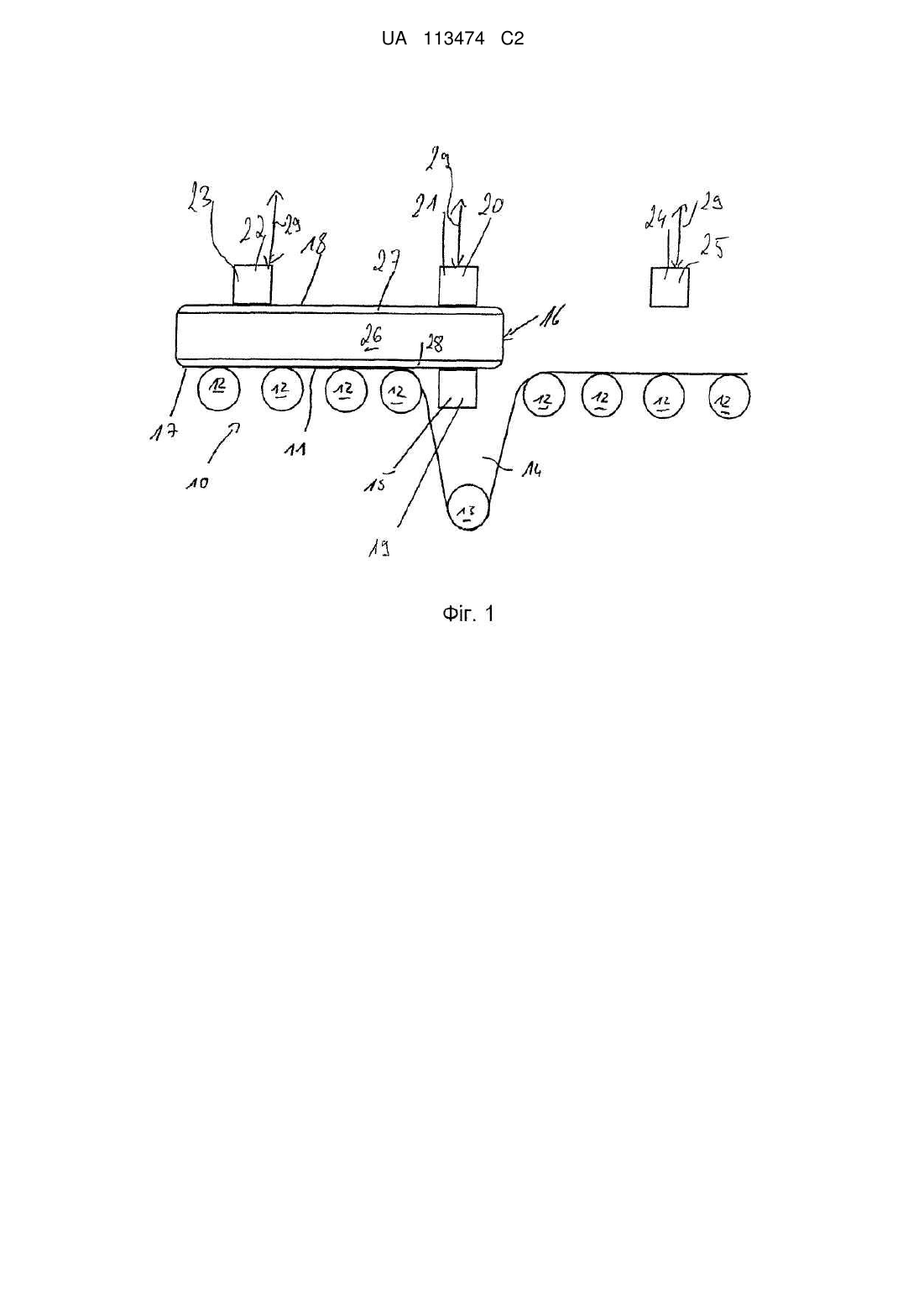
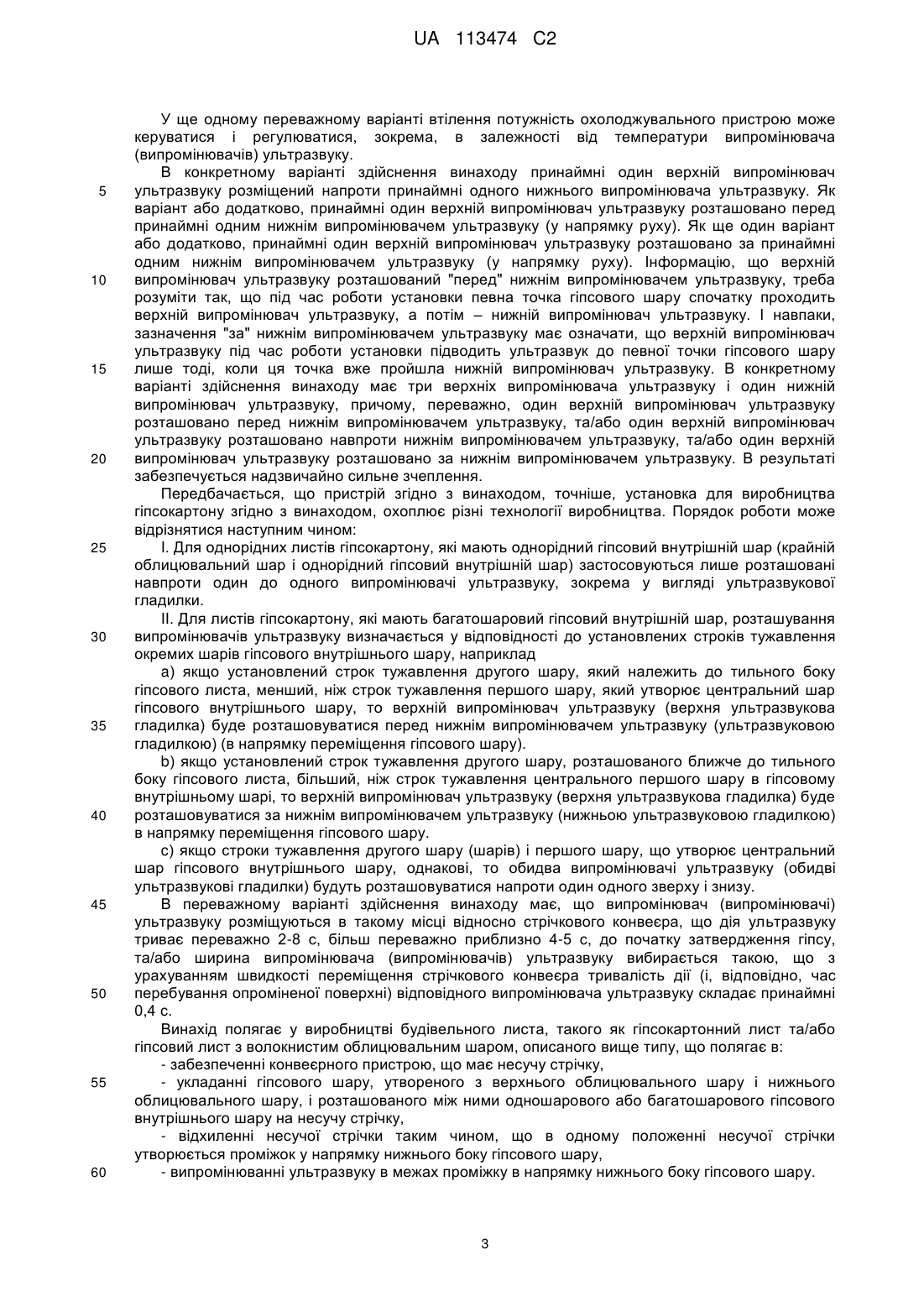
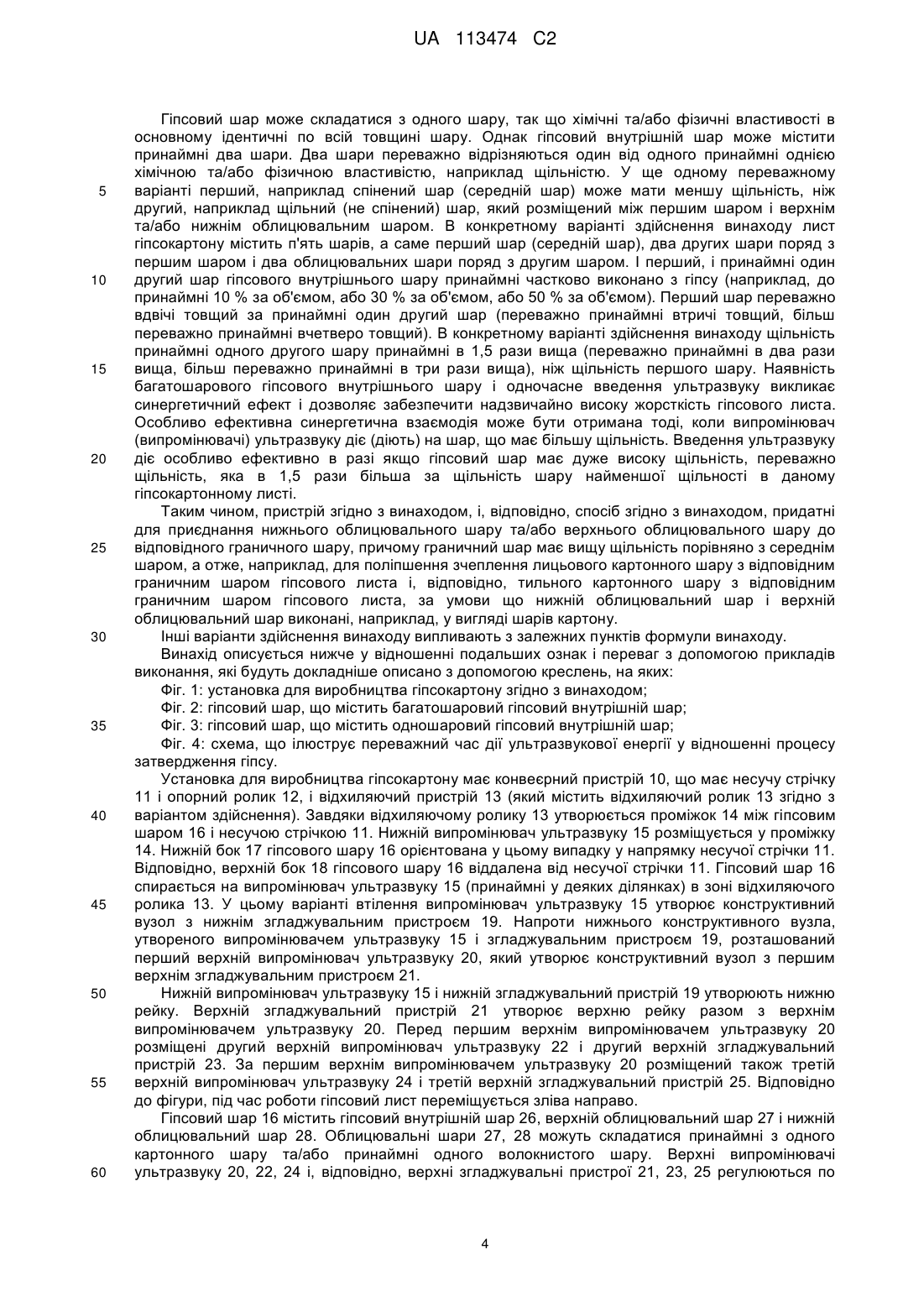
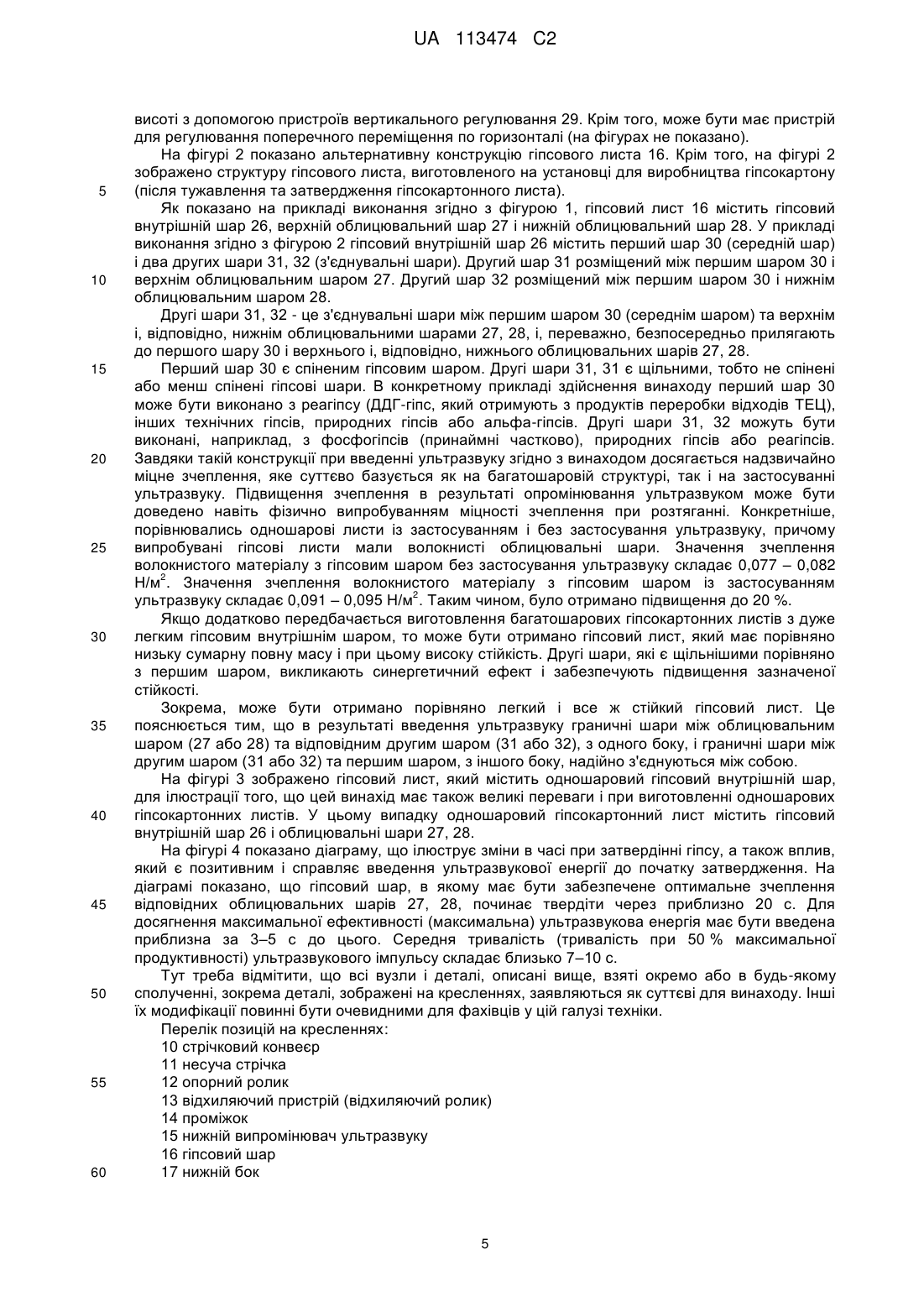
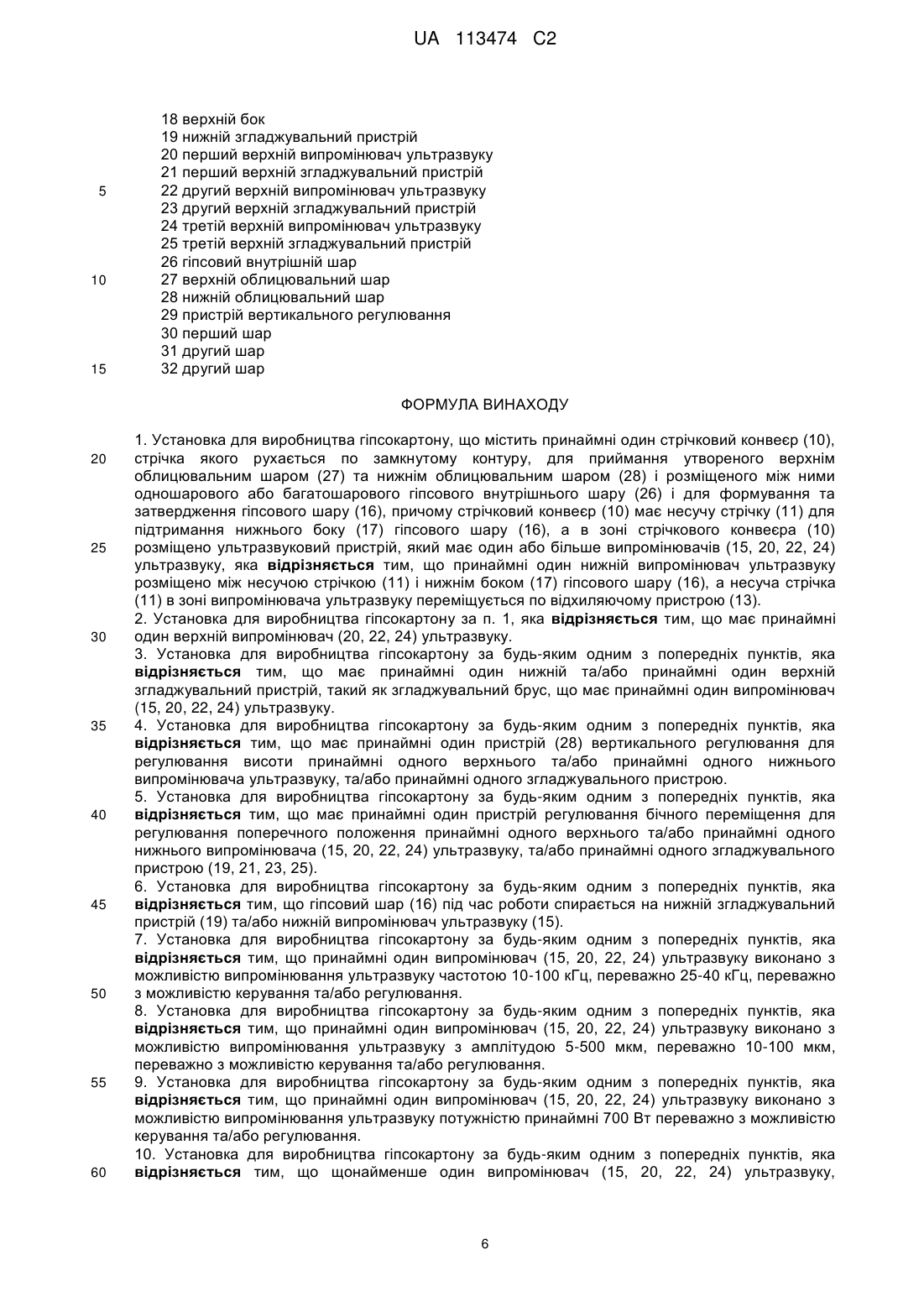
Реферат: Винахід стосується установки для виробництва гіпсокартону, що містить принаймні один стрічковий конвеєр (10), стрічка якого рухається по замкнутому контуру, для приймання утвореного верхнім облицювальним шаром (27) та нижнім облицювальним шаром (28) і одношарового або багатошарового гіпсового внутрішнього шару (26), розміщеного між ними, і для формування та затвердження гіпсового шару (16), причому стрічковий конвеєр (10) має несучу стрічку (11) для підтримання нижнього боку (17) гіпсового шару (16). В зоні стрічкового конвеєра (10) розміщено ультразвуковий пристрій, який має один або більше випромінювачів (15, 20, 22, 24) ультразвуку. Принаймні один нижній випромінювач ультразвуку розміщено між несучою стрічкою (11) і нижнім боком (17) гіпсового шару (16), а несуча стрічка (11) в зоні цього випромінювача ультразвуку переміщується по відхиляючому пристрою (13). UA 113474 C2 (12) UA 113474 C2 UA 113474 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується установки для виробництва гіпсокартону згідно з пунктом 1 формули, а також способу виготовлення гіпсокартонного листа згідно з пунктом 14 формули. З патенту DE 20 2005 003 141 U1 вже відомо застосування ультразвуку під час процесу виробництва гіпсокартонного листа і подача його принаймні на один з боків гіпсокартонного листа. При цьому має місце збільшення поверхні внаслідок активації волокон, що приводить до кращого зчеплення гіпсового внутрішнього шару з папером. Крім того, більш інтенсивне і глибоке проникнення гіпсу в картон забезпечує краще з'єднання гіпсового внутрішнього шару з папером. Зустрічаються лише окремі дані про те, що спосіб застосування ультразвуку складний і вимагає відносно великих затрат. В основу винаходу покладено створення установки для виробництва гіпсокартону, а також способу виготовлення гіпсокартонного листа, причому витрати, пов'язані з застосуванням ультразвуку, мають бути зменшені. Винахід полягає у створенні установки для виробництва гіпсокартону згідно з пунктом 1 формули, а також способу виготовлення гіпсокартонного листа згідно з пунктом 14 формули. Зокрема, винахід полягає у створенні установки для виробництва гіпсокартону, що містить принаймні один стрічковий конвеєр, стрічка якого рухається по замкнутому контуру, для приймання утвореного верхнім облицювальним шаром та нижнім облицювальним шаром, і розміщеного між ними одношарового або багатошарового гіпсового внутрішнього шару, і для формування та затвердження гіпсового шару, причому стрічковий конвеєр має несучу стрічку для підтримання нижнього боку гіпсового шару, причому в зоні стрічкового конвеєра розміщено ультразвуковий пристрій, який має один або більше випромінювачів ультразвуку, причому принаймні один нижній випромінювач ультразвуку розміщено між несучою стрічкою і нижнім боком гіпсового шару. Несуча стрічка в зоні цього випромінювача ультразвуку переважно переміщується по відхиляючому пристрою. Терміни "нижній бок", відповідно "верхній бок" стосуються розташування відповідного боку відносно конвеєрної стрічки. Нижній бок має бути повернуто до конвеєрної стрічки. Верхній бок відповідає боку, віддаленому від конвеєрної стрічки. Верхній бок відповідає тильному боку (щодо готового гіпсокартонного листа). Нижній бок відповідає лицьовому боку (під час застосування). Винахід полягає в тому, що має принаймні один нижній випромінювач ультразвуку, повернутий до нижнього боку гіпсового шару, а отже, розміщений на тому боці, де розміщена і несуча стрічка. Завдяки цьому подача ультразвуку може також здійснюватися на цьому боці несучої стрічки, тобто нижньому боці, без переривання процесу. Це забезпечує просту і ефективну подачу і введення ультразвуку в гіпсовий лист; в той же час забезпечується міцне зчеплення гіпсового внутрішнього шару з верхнім і, відповідно, нижнім облицювальним шаром. Верхнім та/або нижнім облицювальним шаром(ами) можуть бути (принаймні один) шар картону та/або волокнистий шар. Ультразвукові хвилі проникають до верхньої межі поверхні зчеплення і сприяють зчепленню між гіпсовим внутрішнім шаром (відповідно "гіпсовим тістом") і в'яжучим матеріалом (наприклад картоном та/або волокнистим шаром), забезпечуючи порівняно швидкий процес виготовлення, завдяки чому гарантується достатнє зчеплення до початку розрізання гіпсокартону на окремі листи. Додатково до принаймні одного нижнього випромінювача ультразвуку переважно передбачений верхній випромінювач ультразвуку. Завдяки цьому ультразвук може подаватися з двох боків, що забезпечує дуже високу ефективність (без переривання процесу). В конкретному варіанті застосування винаходу передбачається принаймні один нижній та/або верхній згладжувальний пристрій, такий як, наприклад, нижній та/або верхній згладжувальний брус, який містить принаймні один випромінювач ультразвуку. Випромінювач ультразвуку та згладжувальний пристрій можуть, зокрема, утворювати спільний модуль, який призначено для згладження гіпсового шару, а також для введення ультразвуку в гіпсовий шар. Завдяки цьому спрощується конструкція установки для виробництва гіпсокартону. Ультразвук подається саме туди, де відбувається згладження, що забезпечує синергетичний ефект і приводить до особливо сильного і надійного зчеплення. В різних варіантах здійснення винаходу можуть бути передбачені принаймні один пристрій вертикального регулювання для регулювання висоти принаймні одного верхнього, та/або принаймні одного нижнього випромінювача ультразвуку та/або принаймні одного згладжувального пристрою. Особливо великі переваги забезпечує пристрій вертикального регулювання для регулювання висоти верхнього випромінювача ультразвуку та/або верхнього згладжувального пристрою. Це забезпечує швидке здійснення способу. Крім того, це дозволяє запобігти пошкодженню гіпсокартонного листа. Ефективне запобігання появи тріщин в облицювальному шарі забезпечується на початковій стадії процесу. Тим не менше, надійна 1 UA 113474 C2 5 10 15 20 25 30 35 40 45 50 55 60 подача ультразвуку і, відповідно, згладжування, досягається тим, що верхній згладжувальний пристрій та/або верхній випромінювач ультразвуку підводяться ближче до гіпсового шару. При необхідності принаймні один нижній згладжувальний пристрій та принаймні один нижній випромінювач ультразвуку можуть бути установлені в певному положенні (тобто виконані нерухомими). Однак в одному з варіантів виконання висота нижньої ультразвукової рейки може регулюватися, з тим щоб зменшити робочу висоту нижнього випромінювача ультразвуку (відносно гіпсового шару) до 0. Це гарантує, що гіпсова заготовка буде спиратися на нижній випромінювач ультразвуку і, відповідно, принаймні один згладжувальний пристрій, так що між гіпсовим шаром і нижнім згладжувальним пристроєм, відповідно між нижнім випромінювачем ультразвуку не виникає повітряна подушка. Завдяки цьому поліпшується процес виготовлення. Пристрої вертикального і горизонтального регулювання може бути об'єднано в один агрегат. Переважно, можливі також скісні рухи, тобто одночасний рух по висоті і по горизонталі. Додатково або як варіант може бути передбачено принаймні один пристрій для регулювання поперечного переміщення з метою регулювання поперечного положення принаймні одного верхнього та/або принаймні одного нижнього випромінювача ультразвуку, та/або принаймні одного згладжувального пристрою. Особливо великі переваги виникають тоді, коли принаймні один верхній згладжувальний пристрій та/або принаймні один верхній випромінювач ультразвуку можуть переміщатися (і, відповідно, регулюватися) в горизонтальному напрямку з допомогою пристрою регулювання поперечного переміщення. Це дозволяє також враховувати різні фази (наприклад, початкову фазу і фазу роботи) регулюванням верхнього згладжувального пристрою, відповідно принаймні одного верхнього випромінювача ультразвуку, що додатково поліпшує здійснення способу. Установка для виготовлення гіпсокартону може бути виконано таким чином, що гіпсовий шар (під час роботи) спирається на нижній згладжувальний пристрій та/або нижній випромінювач ультразвуку. Таким чином забезпечується особливо ефективне введення ультразвуку і, відповідно, особливо ефективне згладжування. У конкретних варіантах здійснення винаходу принаймні один випромінювач ультразвуку може бути виконано з можливістю випромінювання ультразвуку частотою 10-100 кГц, більш переважно 25-40 кГц (переважно з можливістю керування та/або регулювання). Зокрема, випромінювач ультразвуку або випромінювачі ультразвуку згідно з цим переважним аспектом можуть також працювати при фіксованому значенні частоти в межах зазначених переважних діапазонів. За умови можливості керування та/або регулювання забезпечується можливість регулювання по всій ширині зазначених переважних діапазонів, а також інших діапазонів, зокрема і часткових діапазонів зазначених переважних діапазонів. В спеціальному варіанті здійснення винаходу принаймні один випромінювач ультразвуку може бути виконано з можливістю випромінювання ультразвуку амплітудою 5-500 мкм, переважно 10-100 мкм, переважно з можливістю керування та/або регулювання. У цьому випадку випромінювач ультразвуку або випромінювачі ультразвуку також можуть працювати при фіксованому значенні амплітуди. За умови можливості керування та/або регулювання може бути забезпечена можливість регулювання по всій ширині зазначених переважних діапазонів, а також інших діапазонів, зокрема і часткових діапазонів зазначених переважних діапазонів. В іншому переважному варіанті здійснення винаходу принаймні один випромінювач ультразвуку може бути виконаний з можливістю випромінювання ультразвуку потужністю принаймні 700 Вт, переважно з можливістю керування та/або регулювання. Передавана потужність випромінювача ультразвуку, який може бути виконаний як "ультразвукова гладилка", може бути збільшена з допомогою розбризкування аерозольних крапель ("крапельок туману") на поверхню (тобто на картонні або волокнисті поверхні, віддалені від гіпсового внутрішнього шару). Коли, наприклад, установлена потужність випромінювача ультразвуку складає максимум 1500 Вт, потужність ультразвуку, що вводиться в граничний шар гіпсу, досягатиме величини 700 Вт. Ця різниця має місце в результаті втрат при передачі у вигляді тепла та/або тонкої повітряної подушки між облицювальним шаром і випромінювачем ультразвуку. Ці втрати зменшуються завдяки тонкій водяній плівці, яку утворюють аерозольні крапельки. Ефективна потужність ультразвуку, що вводиться в граничний шар, підвищується. У ще одному переважному варіанті здійснення винаходу один з випромінювачів ультразвуку при наявності кількох випромінювачів ультразвуку, переважно всі випромінювачі ультразвуку, взаємодіє (взаємодіють) з охолоджувальним пристроєм, який виконаний таким чином, що охолоджує випромінювач (випромінювачі) ультразвуку спрямованим струменем охолоджувального повітря. Таке примусове охолодження може застосовуватися неперервно або лише у разі необхідності. Спрямований струмінь охолоджувального повітря може створюватися одним або кількома вентиляторами або способом конвекції. 2 UA 113474 C2 5 10 15 20 25 30 35 40 45 50 55 60 У ще одному переважному варіанті втілення потужність охолоджувального пристрою може керуватися і регулюватися, зокрема, в залежності від температури випромінювача (випромінювачів) ультразвуку. В конкретному варіанті здійснення винаходу принаймні один верхній випромінювач ультразвуку розміщений напроти принаймні одного нижнього випромінювача ультразвуку. Як варіант або додатково, принаймні один верхній випромінювач ультразвуку розташовано перед принаймні одним нижнім випромінювачем ультразвуку (у напрямку руху). Як ще один варіант або додатково, принаймні один верхній випромінювач ультразвуку розташовано за принаймні одним нижнім випромінювачем ультразвуку (у напрямку руху). Інформацію, що верхній випромінювач ультразвуку розташований "перед" нижнім випромінювачем ультразвуку, треба розуміти так, що під час роботи установки певна точка гіпсового шару спочатку проходить верхній випромінювач ультразвуку, а потім – нижній випромінювач ультразвуку. І навпаки, зазначення "за" нижнім випромінювачем ультразвуку має означати, що верхній випромінювач ультразвуку під час роботи установки підводить ультразвук до певної точки гіпсового шару лише тоді, коли ця точка вже пройшла нижній випромінювач ультразвуку. В конкретному варіанті здійснення винаходу має три верхніх випромінювача ультразвуку і один нижній випромінювач ультразвуку, причому, переважно, один верхній випромінювач ультразвуку розташовано перед нижнім випромінювачем ультразвуку, та/або один верхній випромінювач ультразвуку розташовано навпроти нижнім випромінювачем ультразвуку, та/або один верхній випромінювач ультразвуку розташовано за нижнім випромінювачем ультразвуку. В результаті забезпечується надзвичайно сильне зчеплення. Передбачається, що пристрій згідно з винаходом, точніше, установка для виробництва гіпсокартону згідно з винаходом, охоплює різні технології виробництва. Порядок роботи може відрізнятися наступним чином: I. Для однорідних листів гіпсокартону, які мають однорідний гіпсовий внутрішній шар (крайній облицювальний шар і однорідний гіпсовий внутрішній шар) застосовуються лише розташовані навпроти один до одного випромінювачі ультразвуку, зокрема у вигляді ультразвукової гладилки. II. Для листів гіпсокартону, які мають багатошаровий гіпсовий внутрішній шар, розташування випромінювачів ультразвуку визначається у відповідності до установлених строків тужавлення окремих шарів гіпсового внутрішнього шару, наприклад a) якщо установлений строк тужавлення другого шару, який належить до тильного боку гіпсового листа, менший, ніж строк тужавлення першого шару, який утворює центральний шар гіпсового внутрішнього шару, то верхній випромінювач ультразвуку (верхня ультразвукова гладилка) буде розташовуватися перед нижнім випромінювачем ультразвуку (ультразвуковою гладилкою) (в напрямку переміщення гіпсового шару). b) якщо установлений строк тужавлення другого шару, розташованого ближче до тильного боку гіпсового листа, більший, ніж строк тужавлення центрального першого шару в гіпсовому внутрішньому шарі, то верхній випромінювач ультразвуку (верхня ультразвукова гладилка) буде розташовуватися за нижнім випромінювачем ультразвуку (нижньою ультразвуковою гладилкою) в напрямку переміщення гіпсового шару. c) якщо строки тужавлення другого шару (шарів) і першого шару, що утворює центральний шар гіпсового внутрішнього шару, однакові, то обидва випромінювачі ультразвуку (обидві ультразвукові гладилки) будуть розташовуватися напроти один одного зверху і знизу. В переважному варіанті здійснення винаходу має, що випромінювач (випромінювачі) ультразвуку розміщуються в такому місці відносно стрічкового конвеєра, що дія ультразвуку триває переважно 2-8 с, більш переважно приблизно 4-5 с, до початку затвердження гіпсу, та/або ширина випромінювача (випромінювачів) ультразвуку вибирається такою, що з урахуванням швидкості переміщення стрічкового конвеєра тривалість дії (і, відповідно, час перебування опроміненої поверхні) відповідного випромінювача ультразвуку складає принаймні 0,4 с. Винахід полягає у виробництві будівельного листа, такого як гіпсокартонний лист та/або гіпсовий лист з волокнистим облицювальним шаром, описаного вище типу, що полягає в: - забезпеченні конвеєрного пристрою, що має несучу стрічку, - укладанні гіпсового шару, утвореного з верхнього облицювального шару і нижнього облицювального шару, і розташованого між ними одношарового або багатошарового гіпсового внутрішнього шару на несучу стрічку, - відхиленні несучої стрічки таким чином, що в одному положенні несучої стрічки утворюється проміжок у напрямку нижнього боку гіпсового шару, - випромінюванні ультразвуку в межах проміжку в напрямку нижнього боку гіпсового шару. 3 UA 113474 C2 5 10 15 20 25 30 35 40 45 50 55 60 Гіпсовий шар може складатися з одного шару, так що хімічні та/або фізичні властивості в основному ідентичні по всій товщині шару. Однак гіпсовий внутрішній шар може містити принаймні два шари. Два шари переважно відрізняються один від одного принаймні однією хімічною та/або фізичною властивістю, наприклад щільністю. У ще одному переважному варіанті перший, наприклад спінений шар (середній шар) може мати меншу щільність, ніж другий, наприклад щільний (не спінений) шар, який розміщений між першим шаром і верхнім та/або нижнім облицювальним шаром. В конкретному варіанті здійснення винаходу лист гіпсокартону містить п'ять шарів, а саме перший шар (середній шар), два других шари поряд з першим шаром і два облицювальних шари поряд з другим шаром. І перший, і принаймні один другий шар гіпсового внутрішнього шару принаймні частково виконано з гіпсу (наприклад, до принаймні 10 % за об'ємом, або 30 % за об'ємом, або 50 % за об'ємом). Перший шар переважно вдвічі товщий за принаймні один другий шар (переважно принаймні втричі товщий, більш переважно принаймні вчетверо товщий). В конкретному варіанті здійснення винаходу щільність принаймні одного другого шару принаймні в 1,5 рази вища (переважно принаймні в два рази вища, більш переважно принаймні в три рази вища), ніж щільність першого шару. Наявність багатошарового гіпсового внутрішнього шару і одночасне введення ультразвуку викликає синергетичний ефект і дозволяє забезпечити надзвичайно високу жорсткість гіпсового листа. Особливо ефективна синергетична взаємодія може бути отримана тоді, коли випромінювач (випромінювачі) ультразвуку діє (діють) на шар, що має більшу щільність. Введення ультразвуку діє особливо ефективно в разі якщо гіпсовий шар має дуже високу щільність, переважно щільність, яка в 1,5 рази більша за щільність шару найменшої щільності в даному гіпсокартонному листі. Таким чином, пристрій згідно з винаходом, і, відповідно, спосіб згідно з винаходом, придатні для приєднання нижнього облицювального шару та/або верхнього облицювального шару до відповідного граничного шару, причому граничний шар має вищу щільність порівняно з середнім шаром, а отже, наприклад, для поліпшення зчеплення лицьового картонного шару з відповідним граничним шаром гіпсового листа і, відповідно, тильного картонного шару з відповідним граничним шаром гіпсового листа, за умови що нижній облицювальний шар і верхній облицювальний шар виконані, наприклад, у вигляді шарів картону. Інші варіанти здійснення винаходу випливають з залежних пунктів формули винаходу. Винахід описується нижче у відношенні подальших ознак і переваг з допомогою прикладів виконання, які будуть докладніше описано з допомогою креслень, на яких: Фіг. 1: установка для виробництва гіпсокартону згідно з винаходом; Фіг. 2: гіпсовий шар, що містить багатошаровий гіпсовий внутрішній шар; Фіг. 3: гіпсовий шар, що містить одношаровий гіпсовий внутрішній шар; Фіг. 4: схема, що ілюструє переважний час дії ультразвукової енергії у відношенні процесу затвердження гіпсу. Установка для виробництва гіпсокартону має конвеєрний пристрій 10, що має несучу стрічку 11 і опорний ролик 12, і відхиляючий пристрій 13 (який містить відхиляючий ролик 13 згідно з варіантом здійснення). Завдяки відхиляючому ролику 13 утворюється проміжок 14 між гіпсовим шаром 16 і несучою стрічкою 11. Нижній випромінювач ультразвуку 15 розміщується у проміжку 14. Нижній бок 17 гіпсового шару 16 орієнтована у цьому випадку у напрямку несучої стрічки 11. Відповідно, верхній бок 18 гіпсового шару 16 віддалена від несучої стрічки 11. Гіпсовий шар 16 спирається на випромінювач ультразвуку 15 (принаймні у деяких ділянках) в зоні відхиляючого ролика 13. У цьому варіанті втілення випромінювач ультразвуку 15 утворює конструктивний вузол з нижнім згладжувальним пристроєм 19. Напроти нижнього конструктивного вузла, утвореного випромінювачем ультразвуку 15 і згладжувальним пристроєм 19, розташований перший верхній випромінювач ультразвуку 20, який утворює конструктивний вузол з першим верхнім згладжувальним пристроєм 21. Нижній випромінювач ультразвуку 15 і нижній згладжувальний пристрій 19 утворюють нижню рейку. Верхній згладжувальний пристрій 21 утворює верхню рейку разом з верхнім випромінювачем ультразвуку 20. Перед першим верхнім випромінювачем ультразвуку 20 розміщені другий верхній випромінювач ультразвуку 22 і другий верхній згладжувальний пристрій 23. За першим верхнім випромінювачем ультразвуку 20 розміщений також третій верхній випромінювач ультразвуку 24 і третій верхній згладжувальний пристрій 25. Відповідно до фігури, під час роботи гіпсовий лист переміщується зліва направо. Гіпсовий шар 16 містить гіпсовий внутрішній шар 26, верхній облицювальний шар 27 і нижній облицювальний шар 28. Облицювальні шари 27, 28 можуть складатися принаймні з одного картонного шару та/або принаймні одного волокнистого шару. Верхні випромінювачі ультразвуку 20, 22, 24 і, відповідно, верхні згладжувальні пристрої 21, 23, 25 регулюються по 4 UA 113474 C2 5 10 15 20 25 30 35 40 45 50 55 60 висоті з допомогою пристроїв вертикального регулювання 29. Крім того, може бути має пристрій для регулювання поперечного переміщення по горизонталі (на фігурах не показано). На фігурі 2 показано альтернативну конструкцію гіпсового листа 16. Крім того, на фігурі 2 зображено структуру гіпсового листа, виготовленого на установці для виробництва гіпсокартону (після тужавлення та затвердження гіпсокартонного листа). Як показано на прикладі виконання згідно з фігурою 1, гіпсовий лист 16 містить гіпсовий внутрішній шар 26, верхній облицювальний шар 27 і нижній облицювальний шар 28. У прикладі виконання згідно з фігурою 2 гіпсовий внутрішній шар 26 містить перший шар 30 (середній шар) і два других шари 31, 32 (з'єднувальні шари). Другий шар 31 розміщений між першим шаром 30 і верхнім облицювальним шаром 27. Другий шар 32 розміщений між першим шаром 30 і нижнім облицювальним шаром 28. Другі шари 31, 32 - це з'єднувальні шари між першим шаром 30 (середнім шаром) та верхнім і, відповідно, нижнім облицювальними шарами 27, 28, і, переважно, безпосередньо прилягають до першого шару 30 і верхнього і, відповідно, нижнього облицювальних шарів 27, 28. Перший шар 30 є спіненим гіпсовим шаром. Другі шари 31, 31 є щільними, тобто не спінені або менш спінені гіпсові шари. В конкретному прикладі здійснення винаходу перший шар 30 може бути виконано з реагіпсу (ДДГ-гіпс, який отримують з продуктів переробки відходів ТЕЦ), інших технічних гіпсів, природних гіпсів або альфа-гіпсів. Другі шари 31, 32 можуть бути виконані, наприклад, з фосфогіпсів (принаймні частково), природних гіпсів або реагіпсів. Завдяки такій конструкції при введенні ультразвуку згідно з винаходом досягається надзвичайно міцне зчеплення, яке суттєво базується як на багатошаровій структурі, так і на застосуванні ультразвуку. Підвищення зчеплення в результаті опромінювання ультразвуком може бути доведено навіть фізично випробуванням міцності зчеплення при розтяганні. Конкретніше, порівнювались одношарові листи із застосуванням і без застосування ультразвуку, причому випробувані гіпсові листи мали волокнисті облицювальні шари. Значення зчеплення волокнистого матеріалу з гіпсовим шаром без застосування ультразвуку складає 0,077 – 0,082 2 Н/м . Значення зчеплення волокнистого матеріалу з гіпсовим шаром із застосуванням 2 ультразвуку складає 0,091 – 0,095 Н/м . Таким чином, було отримано підвищення до 20 %. Якщо додатково передбачається виготовлення багатошарових гіпсокартонних листів з дуже легким гіпсовим внутрішнім шаром, то може бути отримано гіпсовий лист, який має порівняно низьку сумарну повну масу і при цьому високу стійкість. Другі шари, які є щільнішими порівняно з першим шаром, викликають синергетичний ефект і забезпечують підвищення зазначеної стійкості. Зокрема, може бути отримано порівняно легкий і все ж стійкий гіпсовий лист. Це пояснюється тим, що в результаті введення ультразвуку граничні шари між облицювальним шаром (27 або 28) та відповідним другим шаром (31 або 32), з одного боку, і граничні шари між другим шаром (31 або 32) та першим шаром, з іншого боку, надійно з'єднуються між собою. На фігурі 3 зображено гіпсовий лист, який містить одношаровий гіпсовий внутрішній шар, для ілюстрації того, що цей винахід має також великі переваги і при виготовленні одношарових гіпсокартонних листів. У цьому випадку одношаровий гіпсокартонний лист містить гіпсовий внутрішній шар 26 і облицювальні шари 27, 28. На фігурі 4 показано діаграму, що ілюструє зміни в часі при затвердінні гіпсу, а також вплив, який є позитивним і справляє введення ультразвукової енергії до початку затвердження. На діаграмі показано, що гіпсовий шар, в якому має бути забезпечене оптимальне зчеплення відповідних облицювальних шарів 27, 28, починає твердіти через приблизно 20 с. Для досягнення максимальної ефективності (максимальна) ультразвукова енергія має бути введена приблизна за 3–5 с до цього. Середня тривалість (тривалість при 50 % максимальної продуктивності) ультразвукового імпульсу складає близько 7–10 с. Тут треба відмітити, що всі вузли і деталі, описані вище, взяті окремо або в будь-якому сполученні, зокрема деталі, зображені на кресленнях, заявляються як суттєві для винаходу. Інші їх модифікації повинні бути очевидними для фахівців у цій галузі техніки. Перелік позицій на кресленнях: 10 стрічковий конвеєр 11 несуча стрічка 12 опорний ролик 13 відхиляючий пристрій (відхиляючий ролик) 14 проміжок 15 нижній випромінювач ультразвуку 16 гіпсовий шар 17 нижній бок 5 UA 113474 C2 5 10 15 18 верхній бок 19 нижній згладжувальний пристрій 20 перший верхній випромінювач ультразвуку 21 перший верхній згладжувальний пристрій 22 другий верхній випромінювач ультразвуку 23 другий верхній згладжувальний пристрій 24 третій верхній випромінювач ультразвуку 25 третій верхній згладжувальний пристрій 26 гіпсовий внутрішній шар 27 верхній облицювальний шар 28 нижній облицювальний шар 29 пристрій вертикального регулювання 30 перший шар 31 другий шар 32 другий шар ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Установка для виробництва гіпсокартону, що містить принаймні один стрічковий конвеєр (10), стрічка якого рухається по замкнутому контуру, для приймання утвореного верхнім облицювальним шаром (27) та нижнім облицювальним шаром (28) і розміщеного між ними одношарового або багатошарового гіпсового внутрішнього шару (26) і для формування та затвердження гіпсового шару (16), причому стрічковий конвеєр (10) має несучу стрічку (11) для підтримання нижнього боку (17) гіпсового шару (16), а в зоні стрічкового конвеєра (10) розміщено ультразвуковий пристрій, який має один або більше випромінювачів (15, 20, 22, 24) ультразвуку, яка відрізняється тим, що принаймні один нижній випромінювач ультразвуку розміщено між несучою стрічкою (11) і нижнім боком (17) гіпсового шару (16), а несуча стрічка (11) в зоні випромінювача ультразвуку переміщується по відхиляючому пристрою (13). 2. Установка для виробництва гіпсокартону за п. 1, яка відрізняється тим, що має принаймні один верхній випромінювач (20, 22, 24) ультразвуку. 3. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що має принаймні один нижній та/або принаймні один верхній згладжувальний пристрій, такий як згладжувальний брус, що має принаймні один випромінювач (15, 20, 22, 24) ультразвуку. 4. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що має принаймні один пристрій (28) вертикального регулювання для регулювання висоти принаймні одного верхнього та/або принаймні одного нижнього випромінювача ультразвуку, та/або принаймні одного згладжувального пристрою. 5. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що має принаймні один пристрій регулювання бічного переміщення для регулювання поперечного положення принаймні одного верхнього та/або принаймні одного нижнього випромінювача (15, 20, 22, 24) ультразвуку, та/або принаймні одного згладжувального пристрою (19, 21, 23, 25). 6. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що гіпсовий шар (16) під час роботи спирається на нижній згладжувальний пристрій (19) та/або нижній випромінювач ультразвуку (15). 7. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що принаймні один випромінювач (15, 20, 22, 24) ультразвуку виконано з можливістю випромінювання ультразвуку частотою 10-100 кГц, переважно 25-40 кГц, переважно з можливістю керування та/або регулювання. 8. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що принаймні один випромінювач (15, 20, 22, 24) ультразвуку виконано з можливістю випромінювання ультразвуку з амплітудою 5-500 мкм, переважно 10-100 мкм, переважно з можливістю керування та/або регулювання. 9. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що принаймні один випромінювач (15, 20, 22, 24) ультразвуку виконано з можливістю випромінювання ультразвуку потужністю принаймні 700 Вт переважно з можливістю керування та/або регулювання. 10. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що щонайменше один випромінювач (15, 20, 22, 24) ультразвуку, 6 UA 113474 C2 5 10 15 20 25 30 35 переважно, за наявності кількох випромінювачів, всі випромінювачі ультразвуку, взаємодіє (взаємодіють) з охолоджувальним пристроєм, який виконано з можливістю охолодження випромінювача (випромінювачів) ультразвуку спрямованим струменем охолоджувального повітря. 11. Установка для виробництва гіпсокартону за п. 10, яка відрізняється тим, що вихідна потужність охолоджувального пристрою є керованою та/або регульованою, зокрема в залежності від температури випромінювача (випромінювачів) (15, 20, 22, 24) ультразвуку. 12. Установка для виробництва гіпсокартону за будь-яким одним з попередніх пунктів, яка відрізняється тим, що принаймні один верхній випромінювач (20, 22, 24) ультразвуку розміщено навпроти принаймні одного нижнього випромінювача (15) ультразвуку та/або принаймні один верхній випромінювач (22) ультразвуку розміщено перед принаймні одним нижнім випромінювачем (15) ультразвуку у напрямку руху, та/або принаймні один верхній випромінювач (24) ультразвуку розміщено за принаймні одним нижнім випромінювачем (15) ультразвуку у напрямку руху. 13. Установка для виробництва гіпсокартону за будь-яким одним з пп. 1-12, яка відрізняється тим, що випромінювач (випромінювачі) (15, 20, 22, 24) ультразвуку розміщено відносно стрічкового конвеєра (10) так, що дія ультразвуку триває переважно 2-8 с, більш переважно приблизно 4-5 с до початку затвердіння гіпсу, та/або ширина випромінювача (випромінювачів) (15, 20, 22, 24) ультразвуку вибирається такою, що з урахуванням швидкості переміщення стрічкового конвеєра тривалість дії (відповідно час перебування опроміненої поверхні) відповідного випромінювача (15, 20, 22, 24) ультразвуку складає принаймні 0,4 с. 14. Спосіб виготовлення гіпсокартонного листа, зокрема за будь-яким одним з попередніх пунктів, що полягає у використанні стрічкового конвеєра (10), що має несучу стрічку (11), укладанні гіпсового шару (16), утвореного з верхнього облицювального шару (27) і нижнього облицювального шару (28) і розташованого між ними одношарового або багатошарового гіпсового внутрішнього шару (26) на несучу стрічку (11), відхиленні несучої стрічки (11) таким чином, що в одному положенні несучої стрічки (11) утворюється проміжок (14) у напрямку нижнього боку (17) гіпсового шару (16), випромінюванні ультразвуку в межах проміжку (14) в напрямку нижнього боку гіпсового шару (16). 15. Спосіб за п. 14, який відрізняється тим, що багатошаровий гіпсовий внутрішній шар (26) містить принаймні шари (30,31, 32), які відрізняються один від одного принаймні однією хімічною та/або фізичною властивістю, наприклад щільністю, причому переважно перший, наприклад, спінений шар (30) має меншу щільність, ніж принаймні один другий, наприклад, щільний (неспінений) шар (31, 32), який розміщено між першим шаром (30) і верхнім та/або нижнім облицювальним шаром (27, 28). 7 UA 113474 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюKnauf, Carlo, Karakoussis, Stergios, Hartmann, Alexander
Автори російськоюКнауф Карло, Каракуссис Стэргиос, Гартманн Александэр
МПК / Мітки
МПК: B28B 19/00, B28B 1/093, B28B 11/00
Мітки: гіпсокартону, листа, виготовлення, установка, гіпсокартонного, виробництва, спосіб
Код посилання
<a href="https://ua.patents.su/10-113474-ustanovka-dlya-virobnictva-gipsokartonu-ta-sposib-vigotovlennya-gipsokartonnogo-lista.html" target="_blank" rel="follow" title="База патентів України">Установка для виробництва гіпсокартону та спосіб виготовлення гіпсокартонного листа</a>
Спосіб виготовлення гіпсокартонного облицювального листа та пристрій для його виготовлення
Номер патенту: 78703
Опубліковано: 25.04.2007
Автори: Лоран Жан-Луї, Рігодон Мішель, Жаллон Поль, Каллє Брюно
МПК: B28B 17/00, B28B 19/00, B32B 13/00
Мітки: спосіб, листа, гіпсокартонного, пристрій, виготовлення, облицювального
Формула / Реферат:
1. Спосіб виготовлення гіпсокартонного облицювального листа, що включає в себе наступні операції: подачу здатного до гідратації сульфату кальцію і води в перший змішувач (2);подачу здатного до гідратації сульфату кальцію і води у другий змішувач (3), при цьому дані перші операції подачі виконують незалежно одна від одної;подачу облицювання (5);приготування першого гіпсового розчину в першому змішувачі...
Гідросуміш для виготовлення гіпсокартону та спосіб виготовлення гіпсокартону
Номер патенту: 92645
Опубліковано: 25.11.2010
Автори: Сонг Веіксін Девід, Ю Ціанг
МПК: B32B 13/00, C04B 28/14, C04B 24/38
Мітки: гіпсокартону, спосіб, виготовлення, гідросуміш
Формула / Реферат:
1. Гідросуміш для виготовлення гіпсокартону, що має затужавіле гіпсове осердя, яка містить:штукатурку тапопередньо підготовану водну дисперсію пептизованого крохмалю. 2. Гідросуміш за п. 1, яка відрізняється тим, що пептизований крохмаль має гранулометричний склад у таких межах:d (0,1) = приблизно 20 μ - 35 μ, d (0,5) = приблизно 60 μ - 110 μ, d (0,9) = приблизно 100 μ - 220...
Гіпсокартон, склад гіпсової суспензії для нього, спосіб його виробництва та застосування крохмалю для виробництва гіпсокартону
Номер патенту: 93237
Опубліковано: 25.01.2011
Автори: Рігодон Мішель, Перонне Фредерік
МПК: C04B 11/00, C04B 24/38, C04B 28/14
Мітки: склад, гіпсокартону, крохмалю, виробництва, спосіб, суспензії, гіпсокартон, застосування, гіпсової, нього
Формула / Реферат:
1. Склад гіпсової суспензії, що містить гіпс, воду і крохмаль, причому крохмаль має в'язкість за Брукфілдом менше 60 сантипуаз при температурі менше 60 °С і в'язкість за Брукфілдом більше 10000 сантипуаз при температурі 70 °С.2. Склад за п. 1, в якому крохмаль має в'язкість за Брукфілдом менше 20 сантипуаз при температурі менше 60 °С.3. Склад за п. 2, в якому крохмаль має в'язкість за Брукфілдом більше 20000 сантипуаз,...
Сталевий лист, сталевий лист з покриттям, спосіб виробництва сталевого листа, спосіб виробництва сталевого листа з покриттям, спосіб виробництва гарячекатаного та холоднокатаного сталевого листа, та застосуванн

Номер патенту: 95642
Опубліковано: 25.08.2011
Автори: Кюгі Філіп, Скотт Колін, АЛЛЕЛІ Крістіан
МПК: C23C 30/00, C22C 38/06, C22C 38/04, C21D 8/02
Мітки: гарячекатаного, застосуванн, сталевого, спосіб, сталевий, листа, лист, покриттям, виробництва, холоднокатаного
Формула / Реферат:
1. Сталевий лист з аустенітної сталі, склад якої містить, мас. %:0,35 ≤ С ≤ 1,0515 ≤ Мn ≤ 26 Si ≤ 3 А1 ≤ 0,050 S ≤ 0,030 Р ≤ 0,080 N ≤ 0,1,принаймні один елемент – метал X, вибраний з-поміж ванадію, титану, ніобію, молібдену та хрому в кількості, мас. %:0,050 ≤ V ≤ 0,500,040 ≤ Ті ≤ 0,50...
Сталевий лист для виробництва легких конструкцій, спосіб виготовлення цього листа та його застосування
Номер патенту: 95490
Опубліковано: 10.08.2011
Автори: Буазиз Оливье, Бонне Фредерик, Шевалло Жан-Клод
МПК: C22C 38/14, C22C 38/00, C21C 7/00, B21B 1/00, C22C 38/58, C22C 38/32
Мітки: виробництва, лист, сталевий, легких, застосування, виготовлення, цього, конструкцій, листа, спосіб
Формула / Реферат:
1. Лист зі сталі, хімічний склад якої включає, мас. %:0,010 ≤ C ≤ 0,200,06 ≤ Мn ≤ 3,0Si ≤ 1,50,005 ≤ А1 ≤ 1,5S ≤ 0,030Р ≤ 0,040титан і бор в таких кількостях, що:2,5 ≤ Ті ≤ 7,2(0,45×Ті) - 0,35 ≤ В ≤ (0,45×Ті) + 0,70, таза необхідності один або більше елементів, вибраних з...
Попередній патент: Адаптивний цифровий фазовий дискримінатор
Наступний патент: Електроніж
Випадковий патент: Спосіб одержання ag-вмісних віскерів на поверхні плівки (ag3ass3)0,6 (as2s3)0,4