Топкова камера та спосіб заміни нагрівальної труби

Текст
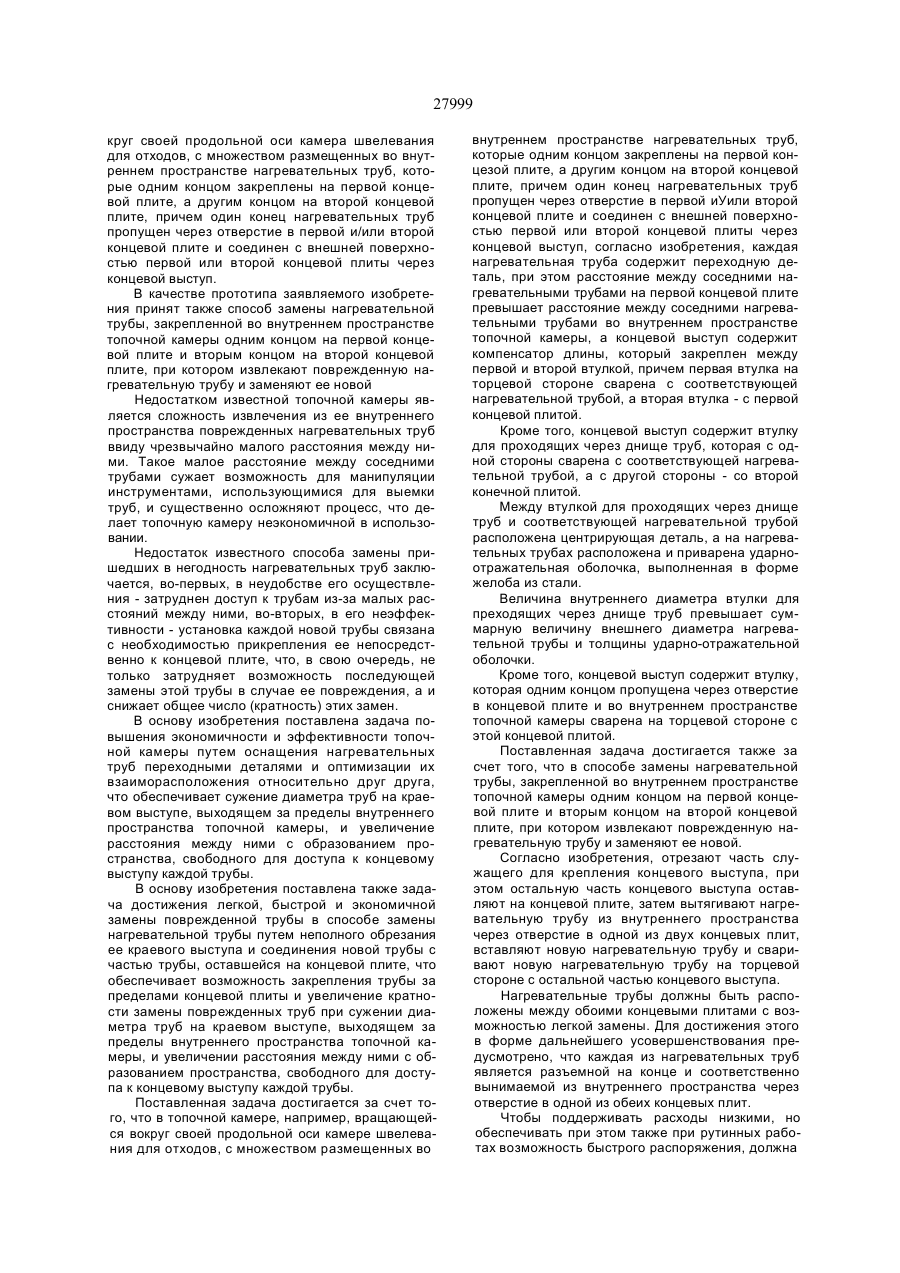
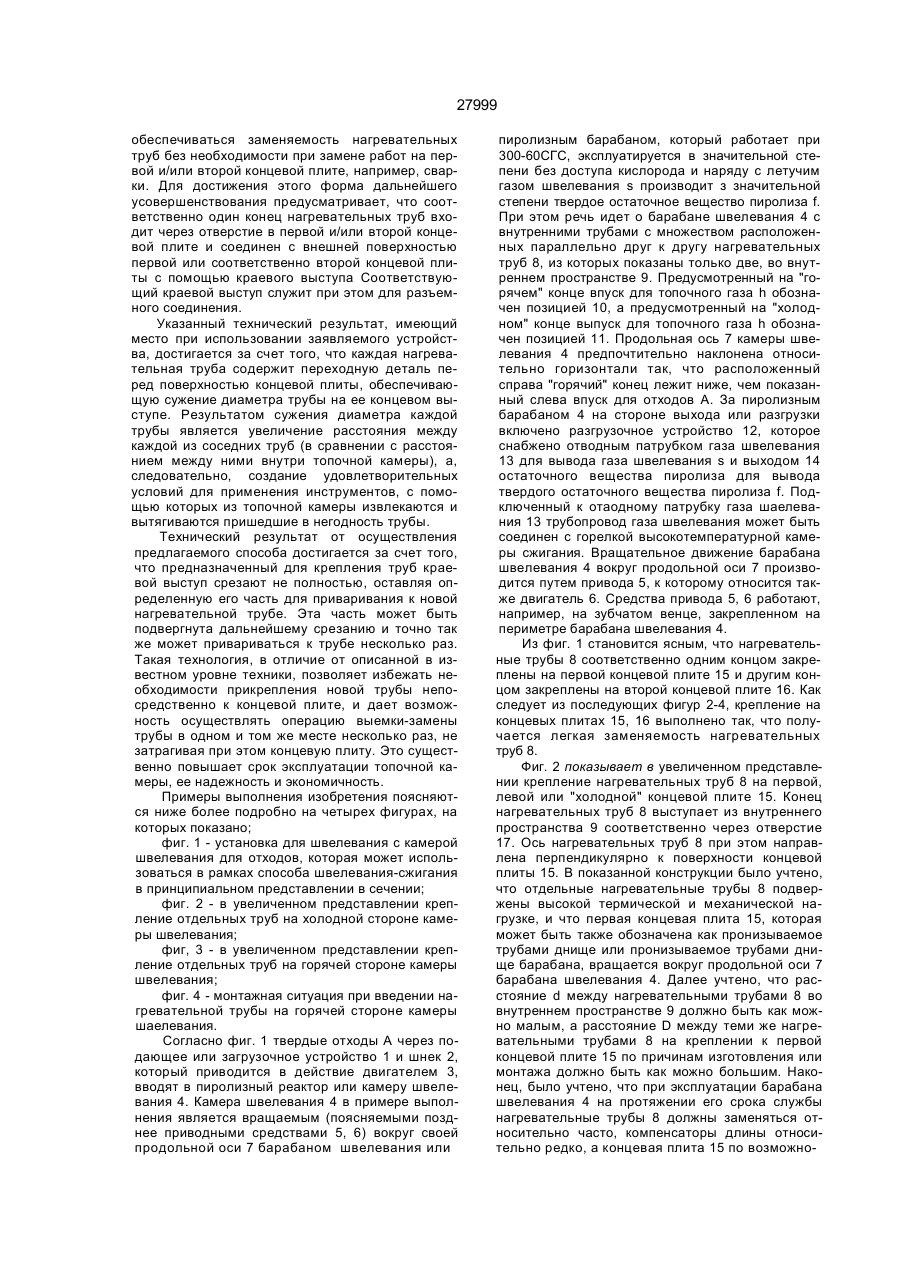
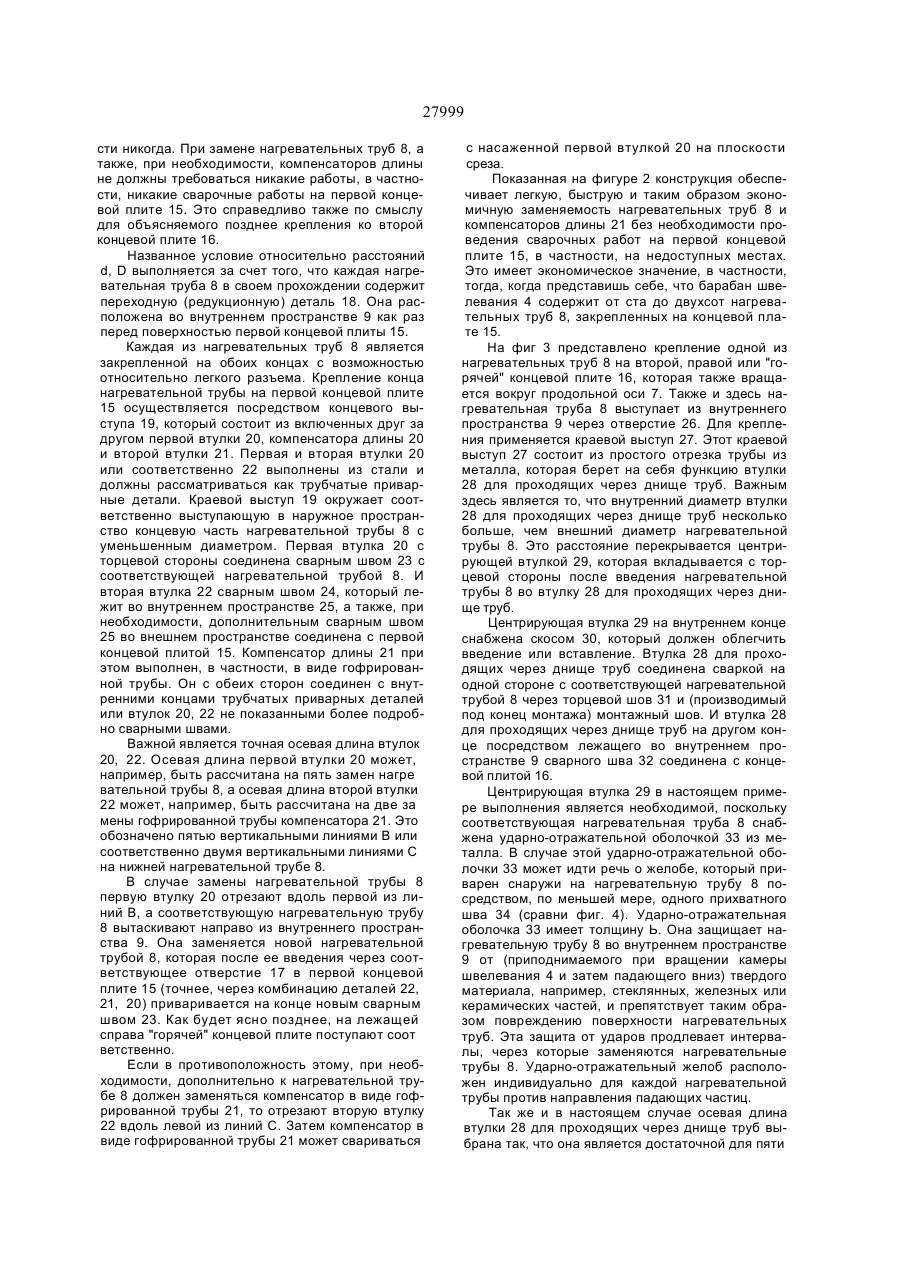
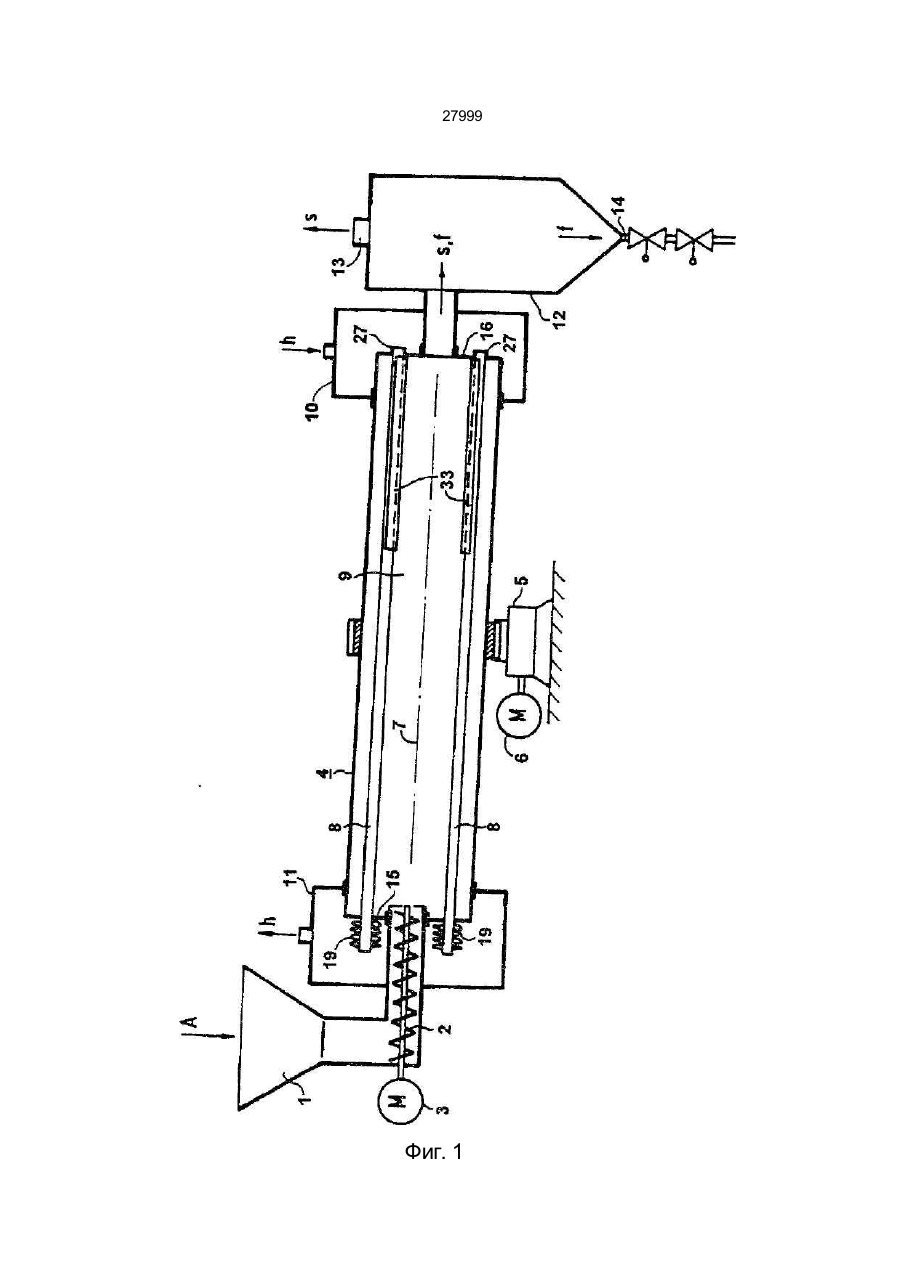
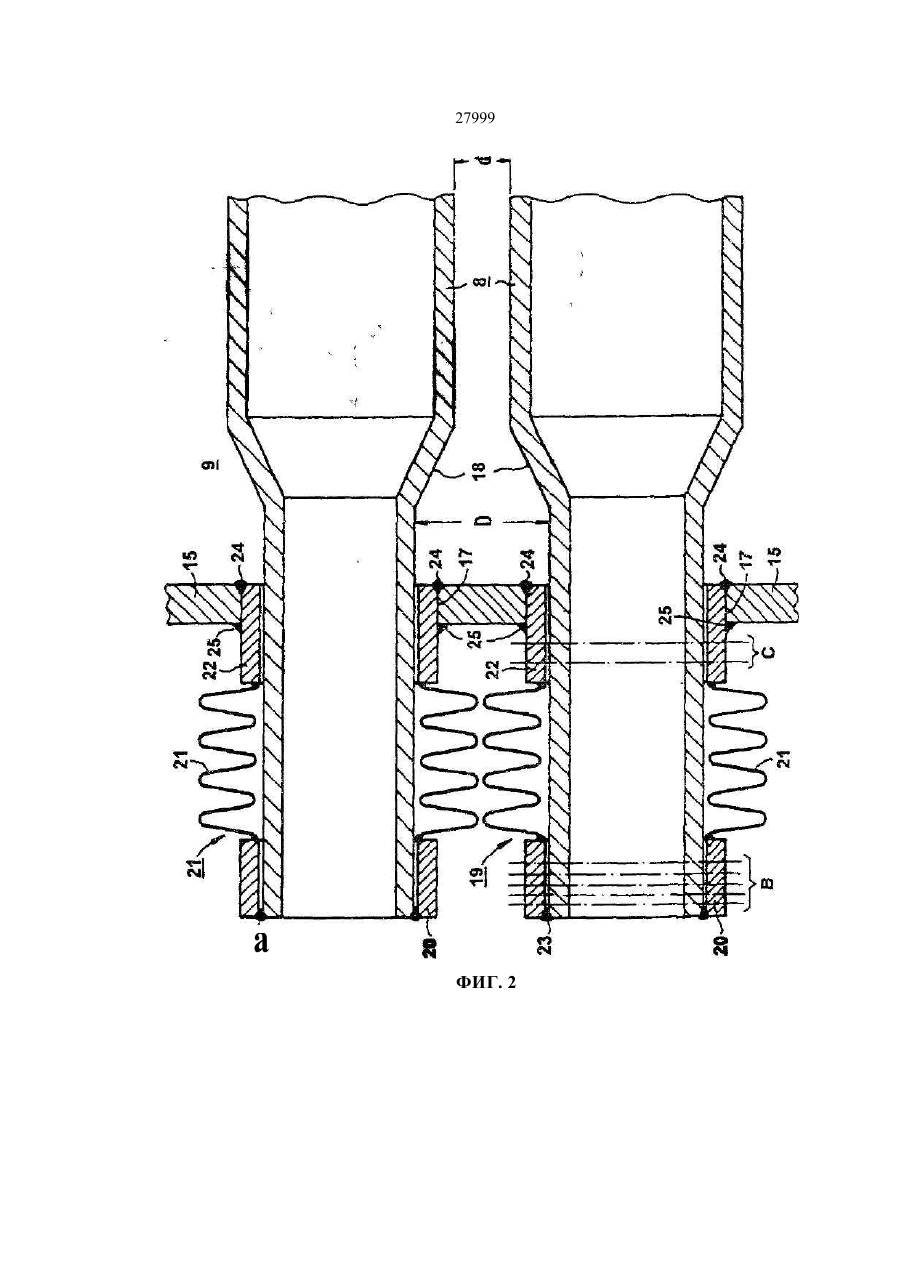
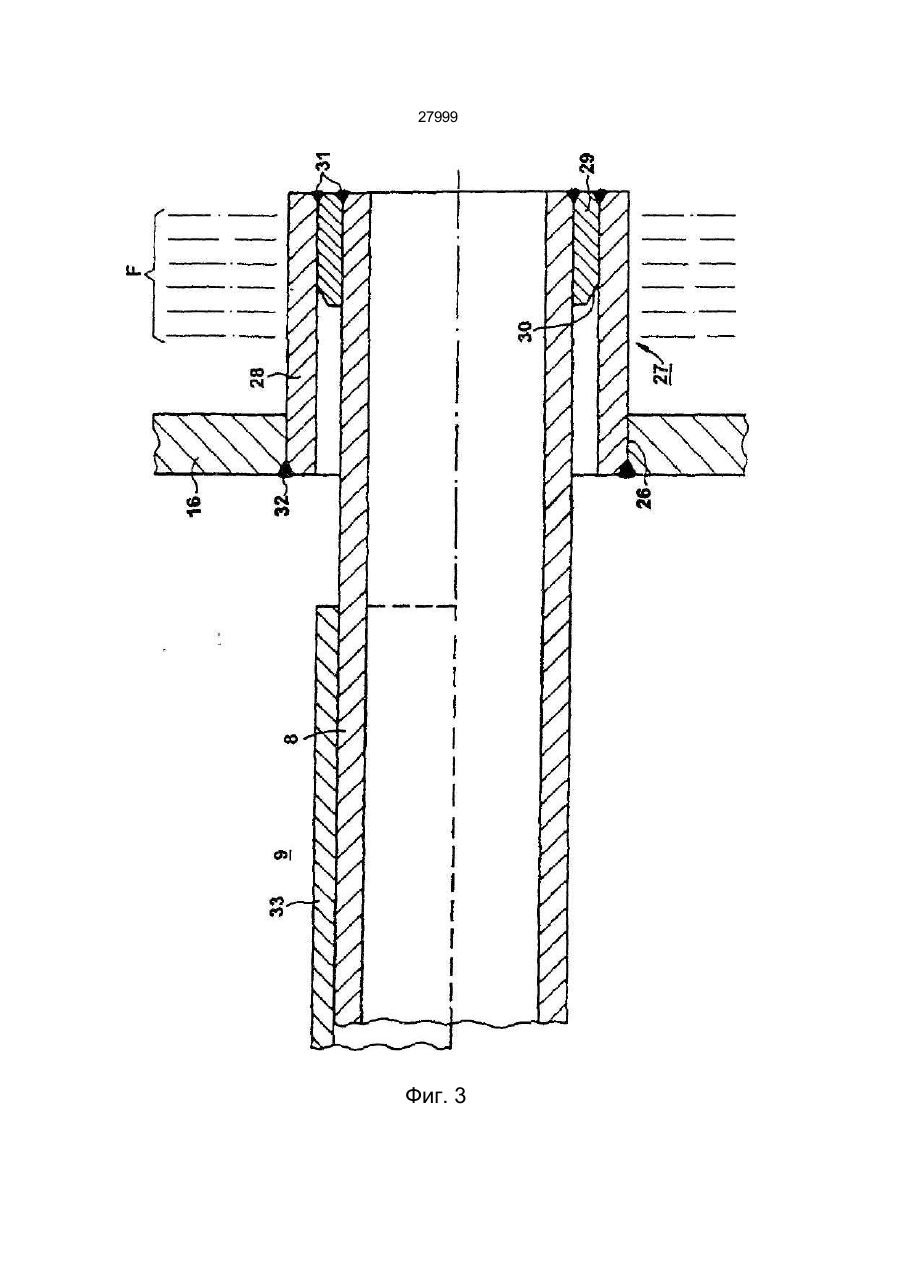
1 Топочная камера, например, вращающаяся вокруг своей продольной оси камера швелевания для отходов, со множеством размещенных во внутреннем пространстве нагревательных труб, которые одним концом закреплены на первой кон цевой плите, а другим концом на второй концевой плите, причем один конец нагревагельных труб пропущен через отверстие в первой и/или второй концевой плите и соединен с внешней поверхно стью первой или второй концевой плиты через концевой выступ, отличающаяся тем, что каждая нагревательная труба содержит переходную де таль, при этом расстояние между соседними на гревательными трубами на первой концевой плите превышает расстояние между соседними нагрева тельными трубами во внутреннем пространстве топочной камеры. 2. Топочная камера по п. 1, отличающаяся тем, что концевой выступ содержит компенсатор дли ны, выполненный в виде гофрированной трубы 3. Топочная камера по п. 2, отличающаяся тем, что компенсатор длины закреплен между первой и второй втулкой, причем первая втулка на торце вой стороне сварена с соответствующей нагрева тельной трубой, а вторая втулка - с первой конце вой плитой. 4. Топочная камера по любому из пп. 1-3, отли чающаяся тем, что концевой выступ содержит втулку для проходящих через днище труб, которая с одной стороны сварена с соответствующей нагревательной трубой, а с другой стороны - со второй конечной плитой. 5. Топочная камера по п4, отличающаяся тем, что между втулкой для проходящих через днище труб и соответствующей нагревательной трубой расположена центрирующая деталь 6. Топочная камера по любому из пп. 1-5, отли чающаяся тем, что на нагревательных трубах расположена и приварена ударно-отражательная оболочка, выполненная в форме желоба из стали 7. Топочная камера по п 6, отличающаяся тем, что величина внутреннего диаметра втулки для проходящих через днище труб превышает сум марную величину внешнего диаметра нагрева тельной трубы и толщины ударно-отражательной оболочки. 8 Топочная камера по любому из пп. 1-7, отличающаяся тем, что концевой выступ содержит втулку, которая одним концом пропущена через отверстие в концевой плите, и во внутреннем пространстве топочной камеры сварена на торцевой стороне с этой концевой плитой. 9. Способ замены нагревательной трубы, закрепленной во внутреннем пространстве топочной камеры одним концом на первой концевой плите и вторым концом на второй концевой плите, при котором извлекают поврежденную нагревательную трубу и заменяют ее новой, отличающийся тем, что отрезают часть служащего для крепления концевого выступа, при этом остальную часть концевого выступа оставляют на концевой плите, затем вытягивают нагревательную трубу из внутреннего пространства через отверстие в одной из двух концевых плит, вставляют новую нагревательную трубу и сваривают новую нагревательную трубу на торцевой стороне с остальной частью концевого выступа Изобретение относится к топочной камере, в частности, к вращающейся вокруг своей продольной оси камере швелевания для отходов, с множеством размещенных в ее внутреннем пространстве нагревательных труб, которые соответственно одним концом закреплены на первой концевой плите, а другим концом на второй концевой плите. Оно относится также к способу для замены находящейся в такой топочной камере нагревательной трубы За прототип заявляемого изобретения принята топочная камера, например, вращающаяся во СМ О СП < 27999 круг своей продольной оси камера швелевания для отходов, с множеством размещенных во внутреннем пространстве нагревательных труб, которые одним концом закреплены на первой концевой плите, а другим концом на второй концевой плите, причем один конец нагревательных труб пропущен через отверстие в первой и/или второй концевой плите и соединен с внешней поверхностью первой или второй концевой плиты через концевой выступ. В качестве прототипа заявляемого изобретения принят также способ замены нагревательной трубы, закрепленной во внутреннем пространстве топочной камеры одним концом на первой концевой плите и вторым концом на второй концевой плите, при котором извлекают поврежденную нагревательную трубу и заменяют ее новой Недостатком известной топочной камеры является сложность извлечения из ее внутреннего пространства поврежденных нагревательных труб ввиду чрезвычайно малого расстояния между ними. Такое малое расстояние между соседними трубами сужает возможность для манипуляции инструментами, использующимися для выемки труб, и существенно осложняют процесс, что делает топочную камеру неэкономичной в использовании. Недостаток известного способа замены пришедших в негодность нагревательных труб заключается, во-первых, в неудобстве его осуществления - затруднен доступ к трубам из-за малых расстояний между ними, во-вторых, в его неэффективности - установка каждой новой трубы связана с необходимостью прикрепления ее непосредственно к концевой плите, что, в свою очередь, не только затрудняет возможность последующей замены этой трубы в случае ее повреждения, а и снижает общее число (кратность) этих замен. В основу изобретения поставлена задача повышения экономичности и эффективности топочной камеры путем оснащения нагревательных труб переходными деталями и оптимизации их взаиморасположения относительно друг друга, что обеспечивает сужение диаметра труб на краевом выступе, выходящем за пределы внутреннего пространства топочной камеры, и увеличение расстояния между ними с образованием пространства, свободного для доступа к концевому выступу каждой трубы. В основу изобретения поставлена также задача достижения легкой, быстрой и экономичной замены поврежденной трубы в способе замены нагревательной трубы путем неполного обрезания ее краевого выступа и соединения новой трубы с частью трубы, оставшейся на концевой плите, что обеспечивает возможность закрепления трубы за пределами концевой плиты и увеличение кратности замены поврежденных труб при сужении диаметра труб на краевом выступе, выходящем за пределы внутреннего пространства топочной камеры, и увеличении расстояния между ними с образованием пространства, свободного для доступа к концевому выступу каждой трубы. Поставленная задача достигается за счет того, что в топочной камере, например, вращающейся вокруг своей продольной оси камере швелевания для отходов, с множеством размещенных во внутреннем пространстве нагревательных труб, которые одним концом закреплены на первой концезой плите, а другим концом на второй концевой плите, причем один конец нагревательных труб пропущен через отверстие в первой иУили второй концевой плите и соединен с внешней поверхностью первой или второй концевой плиты через концевой выступ, согласно изобретения, каждая нагревательная труба содержит переходную деталь, при этом расстояние между соседними нагревательными трубами на первой концевой плите превышает расстояние между соседними нагревательными трубами во внутреннем пространстве топочной камеры, а концевой выступ содержит компенсатор длины, который закреплен между первой и второй втулкой, причем первая втулка на торцевой стороне сварена с соответствующей нагревательной трубой, а вторая втулка - с первой концевой плитой. Кроме того, концевой выступ содержит втулку для проходящих через днище труб, которая с одной стороны сварена с соответствующей нагревательной трубой, а с другой стороны - со второй конечной плитой. Между втулкой для проходящих через днище труб и соответствующей нагревательной трубой расположена центрирующая деталь, а на нагревательных трубах расположена и приварена ударноотражательная оболочка, выполненная в форме желоба из стали. Величина внутреннего диаметра втулки для преходящих через днище труб превышает суммарную величину внешнего диаметра нагревательной трубы и толщины ударно-отражательной оболочки. Кроме того, концевой выступ содержит втулку, которая одним концом пропущена через отверстие в концевой плите и во внутреннем пространстве топочной камеры сварена на торцевой стороне с этой концевой плитой. Поставленная задача достигается также за счет того, что в способе замены нагревательной трубы, закрепленной во внутреннем пространстве топочной камеры одним концом на первой концевой плите и вторым концом на второй концевой плите, при котором извлекают поврежденную нагревательную трубу и заменяют ее новой. Согласно изобретения, отрезают часть служащего для крепления концевого выступа, при этом остальную часть концевого выступа оставляют на концевой плите, затем вытягивают нагревательную трубу из внутреннего пространства через отверстие в одной из двух концевых плит, вставляют новую нагревательную трубу и сваривают новую нагревательную трубу на торцевой стороне с остальной частью концевого выступа. Нагревательные трубы должны быть расположены между обоими концевыми плитами с возможностью легкой замены. Для достижения этого в форме дальнейшего усовершенствования предусмотрено, что каждая из нагревательных труб является разъемной на конце и соответственно вынимаемой из внутреннего пространства через отверстие в одной из обеих концевых плит. Чтобы поддерживать расходы низкими, но обеспечивать при этом также при рутинных работах возможность быстрого распоряжения, должна 27999 обеспечиваться заменяемость нагревательных труб без необходимости при замене работ на первой и/или второй концевой плите, например, сварки. Для достижения этого форма дальнейшего усовершенствования предусматривает, что соответственно один конец нагревательных труб входит через отверстие в первой и/или второй концевой плите и соединен с внешней поверхностью первой или соответственно второй концевой плиты с помощью краевого выступа Соответствующий краевой выступ служит при этом для разъемного соединения. Указанный технический результат, имеющий место при использовании заявляемого устройства, достигается за счет того, что каждая нагревательная труба содержит переходную деталь перед поверхностью концевой плиты, обеспечивающую сужение диаметра трубы на ее концевом выступе. Результатом сужения диаметра каждой трубы является увеличение расстояния между каждой из соседних труб (в сравнении с расстоянием между ними внутри топочной камеры), а, следовательно, создание удовлетворительных условий для применения инструментов, с помощью которых из топочной камеры извлекаются и вытягиваются пришедшие в негодность трубы. Технический результат от осуществления предлагаемого способа достигается за счет того, что предназначенный для крепления труб краевой выступ срезают не полностью, оставляя определенную его часть для приваривания к новой нагревательной трубе. Эта часть может быть подвергнута дальнейшему срезанию и точно так же может привариваться к трубе несколько раз. Такая технология, в отличие от описанной в известном уровне техники, позволяет избежать необходимости прикрепления новой трубы непосредственно к концевой плите, и дает возможность осуществлять операцию выемки-замены трубы в одном и том же месте несколько раз, не затрагивая при этом концевую плиту. Это существенно повышает срок эксплуатации топочной камеры, ее надежность и экономичность. Примеры выполнения изобретения поясняются ниже более подробно на четырех фигурах, на которых показано; фиг. 1 - установка для швелевания с камерой швелевания для отходов, которая может использоваться в рамках способа швелевания-сжигания в принципиальном представлении в сечении; фиг. 2 - в увеличенном представлении крепление отдельных труб на холодной стороне камеры швелевания; фиг, 3 - в увеличенном представлении крепление отдельных труб на горячей стороне камеры швелевания; фиг. 4 - монтажная ситуация при введении нагревательной трубы на горячей стороне камеры шаелевания. Согласно фиг. 1 твердые отходы А через подающее или загрузочное устройство 1 и шнек 2, который приводится в действие двигателем 3, вводят в пиролизный реактор или камеру швелевания 4. Камера швелевания 4 в примере выполнения является вращаемым (поясняемыми позднее приводными средствами 5, 6) вокруг своей продольной оси 7 барабаном швелевания или пиролизным барабаном, который работает при 300-60СГС, эксплуатируется в значительной степени без доступа кислорода и наряду с летучим газом швелевания s производит з значительной степени твердое остаточное вещество пиролиза f. При этом речь идет о барабане швелевания 4 с внутренними трубами с множеством расположенных параллельно друг к другу нагревательных труб 8, из которых показаны только две, во внутреннем пространстве 9. Предусмотренный на "горячем" конце впуск для топочного газа h обозначен позицией 10, а предусмотренный на "холодном" конце выпуск для топочного газа h обозначен позицией 11. Продольная ось 7 камеры швелевания 4 предпочтительно наклонена относительно горизонтали так, что расположенный справа "горячий" конец лежит ниже, чем показанный слева впуск для отходов А. За пиролизным барабаном 4 на стороне выхода или разгрузки включено разгрузочное устройство 12, которое снабжено отводным патрубком газа швелевания 13 для вывода газа швелевания s и выходом 14 остаточного вещества пиролиза для вывода твердого остаточного вещества пиролиза f. Подключенный к отаодному патрубку газа шаелевания 13 трубопровод газа швелевания может быть соединен с горелкой высокотемпературной камеры сжигания. Вращательное движение барабана швелевания 4 вокруг продольной оси 7 производится путем привода 5, к которому относится также двигатель 6. Средства привода 5, 6 работают, например, на зубчатом венце, закрепленном на периметре барабана швелевания 4. Из фиг. 1 становится ясным, что нагревательные трубы 8 соответственно одним концом закреплены на первой концевой плите 15 и другим концом закреплены на второй концевой плите 16. Как следует из последующих фигур 2-4, крепление на концевых плитах 15, 16 выполнено так, что получается легкая заменяемость нагревательных труб 8. Фиг. 2 показывает в увеличенном представлении крепление нагревательных труб 8 на первой, левой или "холодной" концевой плите 15. Конец нагревательных труб 8 выступает из внутреннего пространства 9 соответственно через отверстие 17. Ось нагревательных труб 8 при этом направлена перпендикулярно к поверхности концевой плиты 15. В показанной конструкции было учтено, что отдельные нагревательные трубы 8 подвержены высокой термической и механической нагрузке, и что первая концевая плита 15, которая может быть также обозначена как пронизываемое трубами днище или пронизываемое трубами днище барабана, вращается вокруг продольной оси 7 барабана швелевания 4. Далее учтено, что расстояние d между нагревательными трубами 8 во внутреннем пространстве 9 должно быть как можно малым, а расстояние D между теми же нагревательными трубами 8 на креплении к первой концевой плите 15 по причинам изготовления или монтажа должно быть как можно большим. Наконец, было учтено, что при эксплуатации барабана швелевания 4 на протяжении его срока службы нагревательные трубы 8 должны заменяться относительно часто, компенсаторы длины относительно редко, а концевая плита 15 по возможно 27999 сти никогда. При замене нагревательных труб 8, а также, при необходимости, компенсаторов длины не должны требоваться никакие работы, в частности, никакие сварочные работы на первой концевой плите 15. Это справедливо также по смыслу для объясняемого позднее крепления ко второй концевой плите 16. Названное условие относительно расстояний d, D выполняется за счет того, что каждая нагревательная труба 8 в своем прохождении содержит переходную (редукционную) деталь 18. Она расположена во внутреннем пространстве 9 как раз перед поверхностью первой концевой плиты 15. Каждая из нагревательных труб 8 является закрепленной на обоих концах с возможностью относительно легкого разъема. Крепление конца нагревательной трубы на первой концевой плите 15 осуществляется посредством концевого выступа 19, который состоит из включенных друг за другом первой втулки 20, компенсатора длины 20 и второй втулки 21. Первая и вторая втулки 20 или соответственно 22 выполнены из стали и должны рассматриваться как трубчатые приварные детали. Краевой выступ 19 окружает соответственно выступающую в наружное пространство концевую часть нагревательной трубы 8 с уменьшенным диаметром. Первая втулка 20 с торцевой стороны соединена сварным швом 23 с соответствующей нагревательной трубой 8. И вторая втулка 22 сварным швом 24, который лежит во внутреннем пространстве 25, а также, при необходимости, дополнительным сварным швом 25 во внешнем пространстве соединена с первой концевой плитой 15. Компенсатор длины 21 при этом выполнен, в частности, в виде гофрированной трубы. Он с обеих сторон соединен с внутренними концами трубчатых приварных деталей или втулок 20, 22 не показанными более подробно сварными швами. Важной является точная осевая длина втулок 20, 22. Осевая длина первой втулки 20 может, например, быть рассчитана на пять замен нагре вательной трубы 8, а осевая длина второй втулки 22 может, например, быть рассчитана на две за мены гофрированной трубы компенсатора 21. Это обозначено пятью вертикальными линиями В или соответственно двумя вертикальными линиями С на нижней нагревательной трубе 8. В случае замены нагревательной трубы 8 первую втулку 20 отрезают вдоль первой из линий В, а соответствующую нагревательную трубу 8 вытаскивают направо из внутреннего пространства 9. Она заменяется новой нагревательной трубой 8, которая после ее введения через соответствующее отверстие 17 в первой концевой плите 15 (точнее, через комбинацию деталей 22, 21, 20) приваривается на конце новым сварным швом 23. Как будет ясно позднее, на лежащей справа "горячей" концевой плите поступают соот ветственно. Если в противоположность этому, при необходимости, дополнительно к нагревательной трубе 8 должен заменяться компенсатор в виде гофрированной трубы 21, то отрезают вторую втулку 22 вдоль левой из линий С. Затем компенсатор в виде гофрированной трубы 21 может свариваться с насаженной первой втулкой 20 на плоскости среза. Показанная на фигуре 2 конструкция обеспечивает легкую, быструю и таким образомэкономичную заменяемость нагревательных труб 8 и компенсаторов длины 21 без необходимости проведения сварочных работ на первой концевой плите 15, в частности, на недоступных местах. Это имеет экономическое значение, в частности, тогда, когда представишь себе, что барабан швелевания 4 содержит от ста до двухсот нагревательных труб 8, закрепленных на концевой плате 15. На фиг 3 представлено крепление одной из нагревательных труб 8 на второй, правой или "горячей" концевой плите 16, которая также вращается вокруг продольной оси 7. Также и здесь нагревательная труба 8 выступает из внутреннего пространства 9 через отверстие 26. Для крепления применяется краевой выступ 27. Этот краевой выступ 27 состоит из простого отрезка трубы из металла, которая берет на себя функцию втулки 28 для проходящих через днище труб. Важным здесь является то, что внутренний диаметр втулки 28 для проходящих через днище труб несколько больше, чем внешний диаметр нагревательной трубы 8. Это расстояние перекрывается центрирующей втулкой 29, которая вкладывается с торцевой стороны после введения нагревательной трубы 8 во втулку 28 для проходящих через днище труб. Центрирующая втулка 29 на внутреннем конце снабжена скосом 30, который должен облегчить введение или вставление. Втулка 28 для проходящих через днище труб соединена сваркой на одной стороне с соответствующей нагревательной трубой 8 через торцевой шов 31 и (производимый под конец монтажа) монтажный шов. И втулка 28 для проходящих через днище труб на другом конце посредством лежащего во внутреннем пространстве 9 сварного шва 32 соединена с концевой плитой 16. Центрирующая втулка 29 в настоящем примере выполнения является необходимой, поскольку соответствующая нагревательная труба 8 снабжена ударно-отражательной оболочкой 33 из металла. В случае этой ударно-отражательной оболочки 33 может идти речь о желобе, который приварен снаружи на нагревательную трубу 8 посредством, по меньшей мере, одного прихватного шва 34 (сравни фиг. 4). Ударно-отражательная оболочка 33 имеет толщину Ь. Она защищает нагревательную трубу 8 во внутреннем пространстве 9 от (приподнимаемого при вращении камеры швелевания 4 и затем падающего вниз) твердого материала, например, стеклянных, железных или керамических частей, и препятствует таким образом повреждению поверхности нагревательных труб. Эта защита от ударов продлевает интервалы, через которые заменяются нагревательные трубы 8. Ударно-отражательный желоб расположен индивидуально для каждой нагревательной трубы против направления падающих частиц. Так же и в настоящем случае осевая длина втулки 28 для проходящих через днище труб выбрана так, что она является достаточной для пяти 27999 замен нагревательной трубы 8. Это опять-таки показано вертикальными линиями F На фигуре 4 поясняется монтажная ситуация при введении нагревательной трубы 8 Процесс монтажа теперь поясняется более подробно на примере фигур 3 и 4. Вначале закрепляют втулку 28 для проходящих через днище труб посредством сварного шва 32 в отверстии 26 второй концевой плиты 16. Она выходит во внешнее пространство (впуск топочного газа 10). Затем нагревательную трубу 8 подводят вправо к отверстию во второй концевой плите 16. На этой нагревательной трубе 8 уже закреплена посредством прихватного шва 34 ударноотражательная оболочка 33, точно так же к ней уже приварена посредством торцевого шва 31 центрирующая втулка 29 Эту подготовленную таким образом нафевательную трубу 8 продевают или вдвигают справа во зтулку 28 для проходящих через днище труб. Эта ситуация представлена на фиг. 4 Как видно, внешняя нижняя образующая нагревательной трубы 8 прилегает при введении к внутренней нижней образующей втулки 28 для проходящих через днище труб Размеры выбраны таким образом, что внутренний диаметр втулки 28 для проходящих через днище труб, который должен быть как можно малым, является как раз несколько больше, чем внешний диаметр нагревательной трубы 8 плюс толщина d ударноотражательной оболочки 33. Для наглядности при этой монтажной ситуации средняя линия нагревательной трубы 8 обозначена позицией Н, а сред няя линия втулки 56 для проходящих через днище труб обозначена позицией R. Расстояние между обоими средними линиями обозначено позицией т. После почти полного вдвижения нагревательная труба 8 приподнимается на расстояние т. Теперь средние линии Н, R приведены к перекрытию. И теперь центрирующая втулка 29 входит во втулку 28 для проходящих через днище труб. В заключение затем выполняют монтажный шов 31 на торцевой стороне втулки 28 дляпроходящих через днище труб и центрирующей втулки 29. В случае замены нагревательной трубы 8 здесь отрезают комбинацию 28, 29, 8 вдоль самой правой линии из линий F Как уже пояснялось, то же самое происходит на холодном конце согласно фигуре 2 Затем можно вытягивать нагревательную трубу 8 с насаженной ударно-отражатель ной оболочкой 33 вправо из внутреннего пространства 9 через отверстие 26 (точнее, через втулку 28 для проходящих через днище труб) и заменять ее новой трубой Процесс монтажа этой новой трубы 8 следует уже поясненному выше принципу. В случае другой или следующей замены снова отрезают комбинацию 28, 29, 8, однако, теперь вдоль при рассмотрении справа снаружи - второй линии из линий F. При третьей замене производят отрезание вдоль третьей линии и т д Каждый раз остается еще достаточно материала на втулки 28 для проходящих через днище труб для размещения монтажного шва 31. 27999 Фиг. 1 27999 а ФИГ. 2 27999 Фиг. 3 27999 Фиг. 4 ДП "Український Інститут промислової власності" (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 Підписано до друку Gf.0f 2001 р. Формат 60x84 1/8. Обсяг /,04- обл.-вид.арк. Тираж 50 прим. Зам. ЧО¥ УкрІНТЕі Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюA furnace chamber and a method for replacement of heating tube
Автори англійськоюMai Karl, Herm Hartmut, Unferzaht Karlheiz
Назва патенту російськоюТопочная камера и способ замены нагревательной трубы
Автори російськоюМай Карл, Херм Хартмут, Унферцагт Карлхайнц
МПК / Мітки
МПК: F27B 7/00, C10B 1/00, F28D 11/00, F28F 9/04
Мітки: топкова, камера, нагрівальної, трубі, заміни, спосіб
Код посилання
<a href="https://ua.patents.su/10-27999-topkova-kamera-ta-sposib-zamini-nagrivalno-trubi.html" target="_blank" rel="follow" title="База патентів України">Топкова камера та спосіб заміни нагрівальної труби</a>
Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення
Номер патенту: 27565
Опубліковано: 15.09.2000
Автор: Шадковскі Станіслав
МПК: B22D 41/50
Мітки: подачі, ливарний, трубі, розливної, тонких, заміни, безперервного, установки, форми, слябів, лиття, спосіб, пристрій, здійснення
Текст:
...при 27565 этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной части корпуса каждой из разливочных труб, а ширина дополнительной плиты равна ширине связанной с разливочной трубой плиты. При этом погруженная в литейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки. Предлагается придать разливочной трубе, в частности, на нижнем конце ее трубчатого корпуса...
Пакет нагрівальної набивки

Номер патенту: 15757
Опубліковано: 30.06.1997
Автори: Бородянський Мойсей Євсійович, Геращенко Борис Авксентійович, Ходорковська Ольга Ісаківна, Маркман Яків Абрамович
МПК: F28D 9/00
Мітки: набивки, нагрівальної, пакет
Формула / Реферат:
1. Пакет нагревательной набивки, содержащий набор плоских листов с отверстиями на периферии, в которых размещены штыри, а по торцам набора установлены металлические пластины, отличающийся тем, что пакет снабжен строповочным устройством, выполненным в виде закрепленных на пластинах ребер с отверстиями на концевых участках, причем ребра с каждого торца набивки могут быть сплошными или состоять из двух частей.2. Пакет по п.1, отличающийся...
Пристрій для очищення наповнюючої труби пакувальної машини
Номер патенту: 5178
Опубліковано: 28.12.1994
Автори: Паоло Бенедетті, Фаусто Філіппі
МПК: B08B 3/04
Мітки: наповнюючої, очищення, трубі, пристрій, пакувальної, машини
Формула / Реферат:
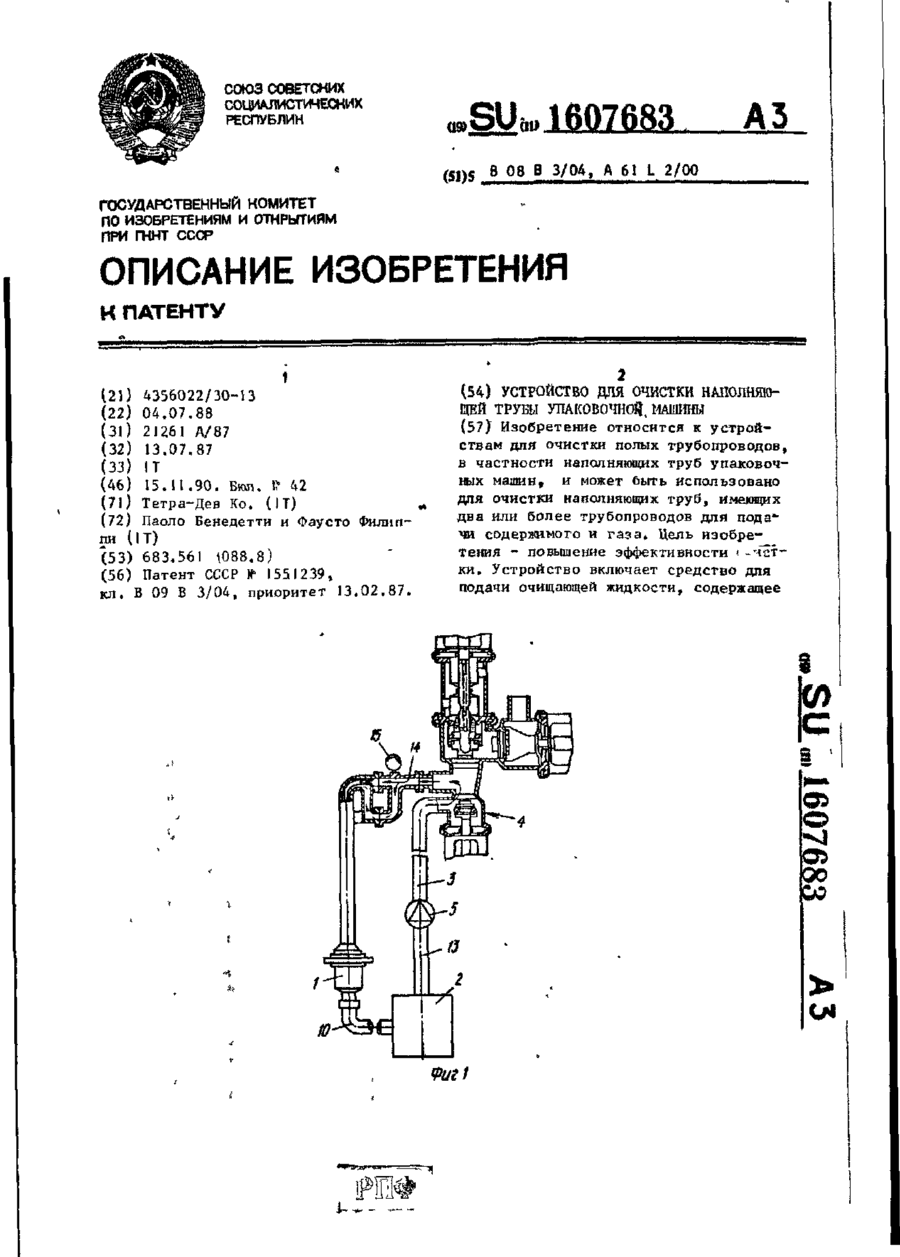
1. Устройство для очистки наполняющей трубы упаковочной машины, имеющей два или более трубопроводов для подачи содержимого и газа, включающее средство для подачи очищающей жидкости в наполняющую трубу и соединительную деталь для подсоединения к выходному концу наполняющей трубы, отличающееся тем, что, с целью повышения эффективности, средство для подачи очищающей жидкости содержит насос, а соединительная деталь имеет перегородку с...
Прилад для введення препаратів в маточні труби
Номер патенту: 1206
Опубліковано: 30.12.1993
Автор: Любецький Григорій Давидович
МПК: A61M 1/00
Мітки: прилад, введення, трубі, маточні, препаратів
Формула / Реферат:
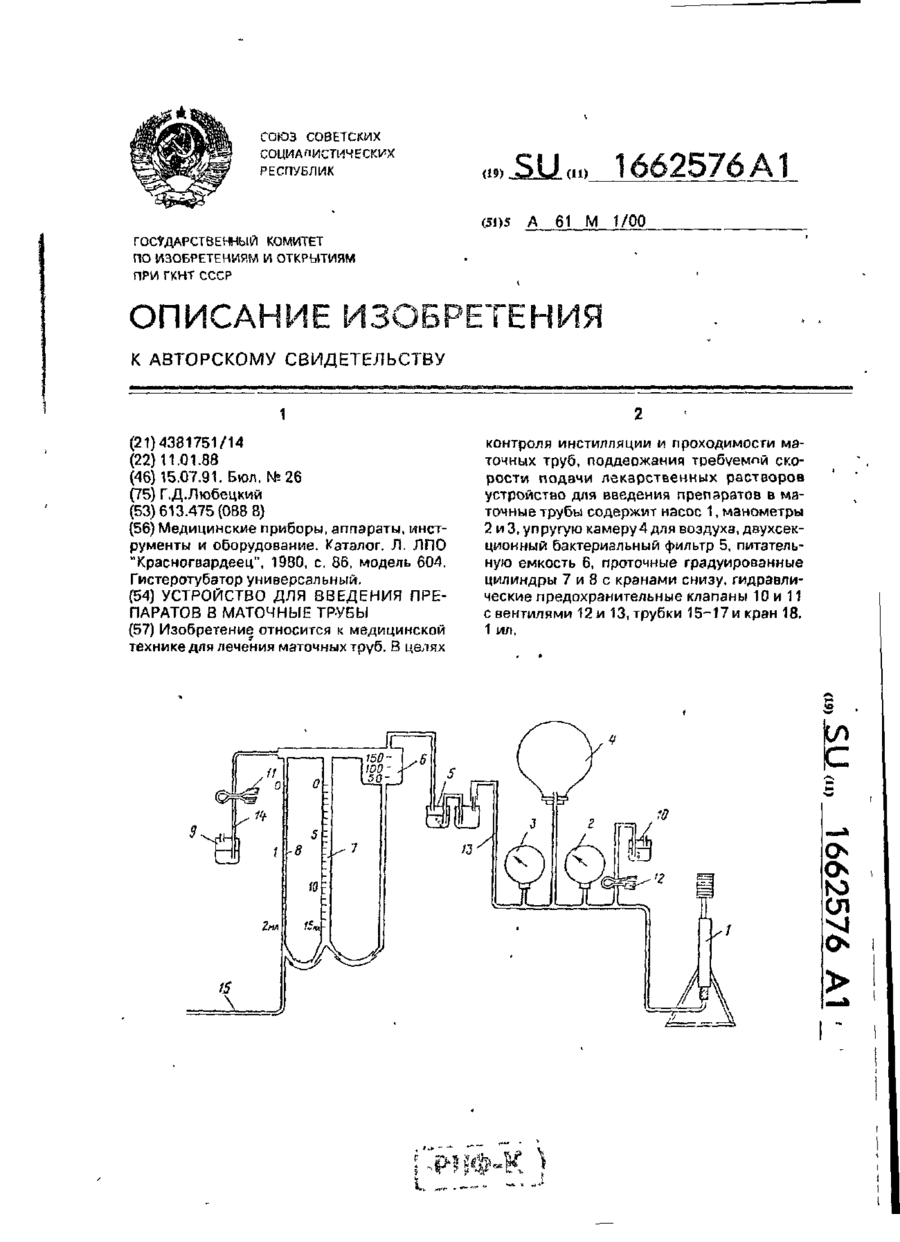
Ф о р м у л а и з о б р е т е н и я Устройство для введения препаратов в маточные трубы, включающее воздушный насос, манометр, упругую камеру для воздуха, бактериальный фильтр, питательную емкость и соединительные трубки, о т л и ч а ю щ е е с я тем, что, с целью контроля инстилляций и проходимости маточных труб, поддержания требуемой скорости подачи лекарственных растворов, оно снабжено проточными градуированными цилиндрами различной...
Спосіб виготовлення теплообмінної труби з поперечними розрізними ребрами
Номер патенту: 13291
Опубліковано: 28.02.1997
Автори: Рогачов Валерій Андрійович, Письмений Євген Миколайович, Ободянський Анатолій Васильович
МПК: F28F 1/24
Мітки: поперечними, виготовлення, трубі, спосіб, розрізними, ребрами, теплообмінної
Формула / Реферат:
(57) 1. Способ изготовления теплообменной трубы с поперечными разрезными ребрами, состоящий в выдавливании ребер на поверхности трубы, имеющей выступы, оставляющие единое целое с трубой, отличающийся тем, что в качестве исходной используют трубу с продольными или ориентированными на пологой винтовой линии выступами на поверхности.2. Способ по п.1, отличающийся тем, что выдавливание ребер осуществляют из выступов трубы.3. Способ...
Попередній патент: Тепловидільний елемент ядерного реактора
Наступний патент: Опалубний щит, принаймні, з одним стояком, який має u-подібний поперечний переріз
Випадковий патент: Спосіб заповнення магістрального каналу зуба і його бокових відгалужень та термофіл-плагер для його здійснення