Спосіб виготовлення біметалевих виробів
Номер патенту: 17078
Опубліковано: 18.03.1997
Автори: Карташова Людмила Іванівна, Семеняка Людмила Іванівна, Дубасов Василь Михайлович, Дорошко Володимир Іванович
Формула / Реферат
Способ изготовления биметаллических изделий путем выдавливания полости в заготовке, состоящей из основы и плакирующей части в виде вкладыша простой формы (цилиндр или параллелепипед), вставленного заподлицо в глухое отверстие в основе, отличающийся тем, что высоту вкладыша принимают равной максимальной глубине полости изделия, а поперечный размер (диаметр или сторона прямоугольника) берется на 20% больше максимального поперечного размера полости изделия.
Текст
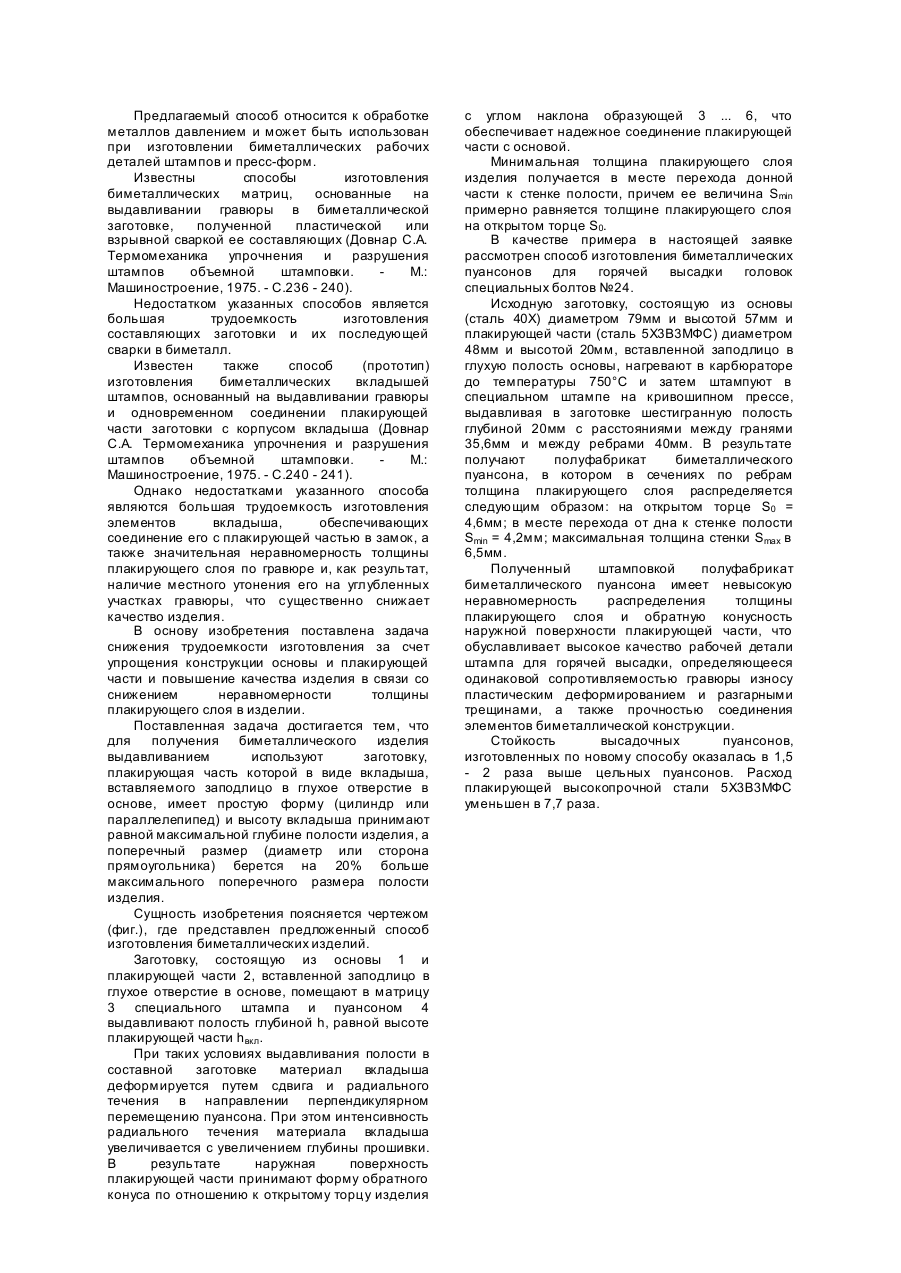
Предлагаемый способ относится к обработке металлов давлением и может быть использован при изготовлении биметаллических рабочих деталей штампов и пресс-форм. Известны способы изготовления биметаллических матриц, основанные на выдавливании гравюры в биметаллической заготовке, полученной пластической или взрывной сваркой ее составляющих (Довнар С.А. Термомеханика упрочнения и разрушения штампов объемной штамповки. М.: Машиностроение, 1975. - С.236 - 240). Недостатком указанных способов является большая трудоемкость изготовления составляющих заготовки и их последующей сварки в биметалл. Известен также способ (прототип) изготовления биметаллических вкладышей штампов, основанный на выдавливании гравюры и одновременном соединении плакирующей части заготовки с корпусом вкладыша (Довнар С.А. Термомеханика упрочнения и разрушения штампов объемной штамповки. М.: Машиностроение, 1975. - С.240 - 241). Однако недостатками указанного способа являются большая трудоемкость изготовления элементов вкладыша, обеспечивающих соединение его с плакирующей частью в замок, а также значительная неравномерность толщины плакирующего слоя по гравюре и, как результат, наличие местного утонения его на углубленных участках гравюры, что существенно снижает качество изделия. В основу изобретения поставлена задача снижения трудоемкости изготовления за счет упрощения конструкции основы и плакирующей части и повышение качества изделия в связи со снижением неравномерности толщины плакирующего слоя в изделии. Поставленная задача достигается тем, что для получения биметаллического изделия выдавливанием используют заготовку, плакирующая часть которой в виде вкладыша, вставляемого заподлицо в глухое отверстие в основе, имеет простую форму (цилиндр или параллелепипед) и высоту вкладыша принимают равной максимальной глубине полости изделия, а поперечный размер (диаметр или сторона прямоугольника) берется на 20% больше максимального поперечного размера полости изделия. Сущность изобретения поясняется чертежом (фиг.), где представлен предложенный способ изготовления биметаллических изделий. Заготовку, состоящую из основы 1 и плакирующей части 2, вставленной заподлицо в глухое отверстие в основе, помещают в матрицу 3 специального штампа и пуансоном 4 выдавливают полость глубиной h, равной высоте плакирующей части hвкл. При таких условиях выдавливания полости в составной заготовке материал вкладыша деформируется путем сдвига и радиального течения в направлении перпендикулярном перемещению пуансона. При этом интенсивность радиального течения материала вкладыша увеличивается с увеличением глубины прошивки. В результате наружная поверхность плакирующей части принимают форму обратного конуса по отношению к открытому торцу изделия с углом наклона образующей 3 ... 6, что обеспечивает надежное соединение плакирующей части с основой. Минимальная толщина плакирующего слоя изделия получается в месте перехода донной части к стенке полости, причем ее величина Smin примерно равняется толщине плакирующего слоя на открытом торце S0. В качестве примера в настоящей заявке рассмотрен способ изготовления биметаллических пуансонов для горячей высадки головок специальных болтов №24. Исходную заготовку, состоящую из основы (сталь 40Х) диаметром 79мм и высотой 57мм и плакирующей части (сталь 5Х3В3МФС) диаметром 48мм и высотой 20мм, вставленной заподлицо в глухую полость основы, нагревают в карбюраторе до температуры 750°C и затем штампуют в специальном штампе на кривошипном прессе, выдавливая в заготовке шестигранную полость глубиной 20мм с расстояниями между гранями 35,6мм и между ребрами 40мм. В результате получают полуфабрикат биметаллического пуансона, в котором в сечениях по ребрам толщина плакирующего слоя распределяется следующим образом: на открытом торце S0 = 4,6мм; в месте перехода от дна к стенке полости Smin = 4,2мм; максимальная толщина стенки Smax в 6,5мм. Полученный штамповкой полуфабрикат биметаллического пуансона имеет невысокую неравномерность распределения толщины плакирующего слоя и обратную конусность наружной поверхности плакирующей части, что обуславливает высокое качество рабочей детали штампа для горячей высадки, определяющееся одинаковой сопротивляемостью гравюры износу пластическим деформированием и разгарными трещинами, а также прочностью соединения элементов биметаллической конструкции. Стойкость высадочных пуансонов, изготовленных по новому способу оказалась в 1,5 - 2 раза выше цельных пуансонов. Расход плакирующей высокопрочной стали 5Х3В3МФС уменьшен в 7,7 раза.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing the bimetallic parts
Автори англійськоюDoroshko Volodymyr Ivanovych, Kartashova Liudmyla Ivanivna, Semeniaka Liudmyla Ivanivna, Semeniaka Liudmyla Ivanivna
Назва патенту російськоюСпособ изготовления биметаллических изделий
Автори російськоюДорошко Владимир Иванович, Карташова Людмила Ивановна, Семеняка Людмила Ивановна, Дубасов Василий Михайлович
МПК / Мітки
МПК: B21K 5/00
Мітки: спосіб, біметалевих, виготовлення, виробів
Код посилання
<a href="https://ua.patents.su/2-17078-sposib-vigotovlennya-bimetalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих виробів</a>
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Луценко Віктор Олександрович, Антипенко Валентин Григорович, Глоба Микола Ілліч, Хорошілов Микола Макарович, Міллєр Віктор Вікторович, Диордиця Сергій Васильович, Тарасов Віктор Іванович, Локтіонов Петро Якович, Бондаренко Микола Андрійович
МПК: B23K 20/04
Мітки: листів, одержування, біметалевих, пакет
Формула / Реферат:
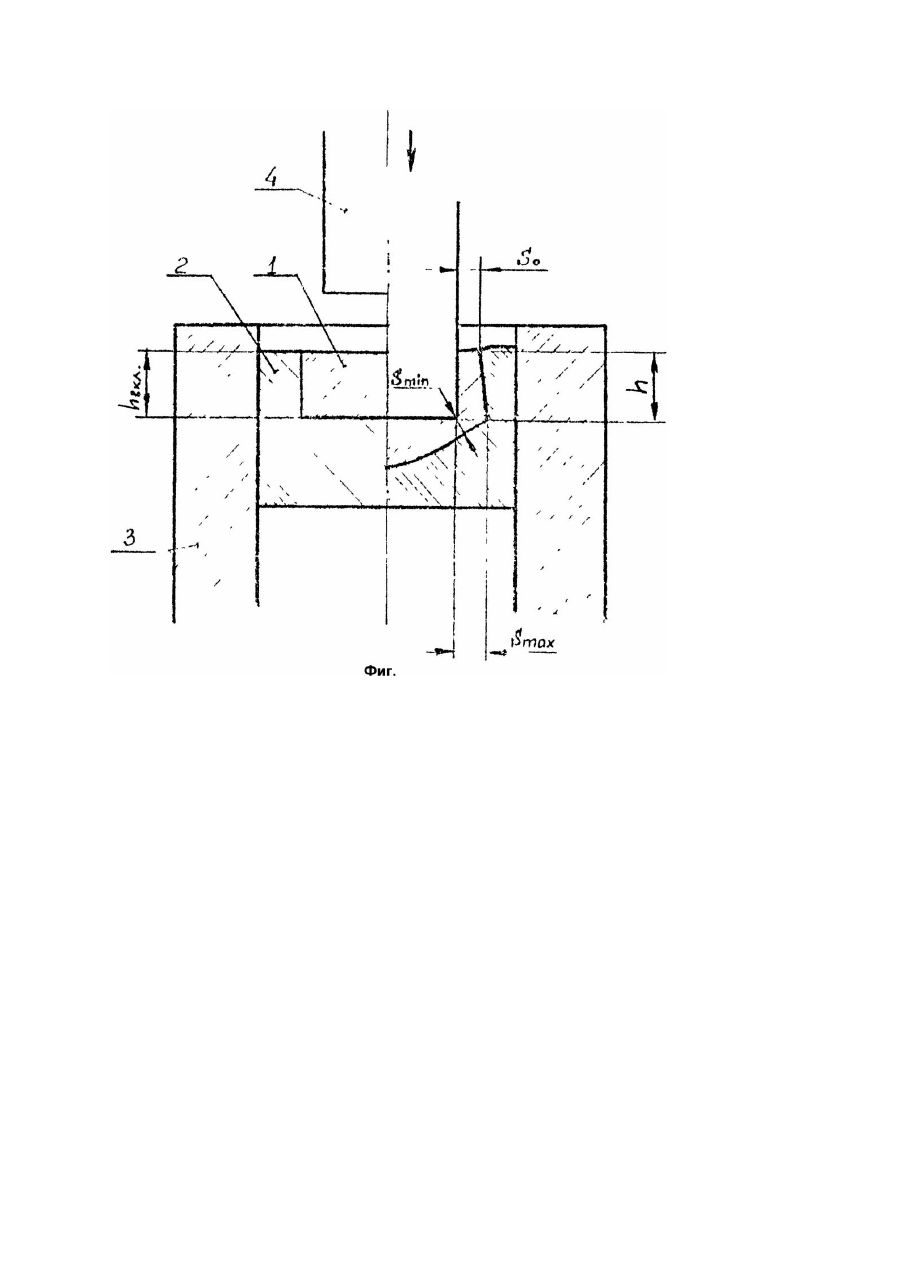
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Конопатський Василь Леонідович, Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович, Завілінський Анатолій Володимирович
МПК: B22D 19/00
Мітки: спосіб, виготовлення, виливок, біметалевих
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Ганджа Григорій Архипович, Ждакаєв Генадій Павлович, Козаченко Микола Сергійович, Лушпа Анатолій Олексійович, Матвеєва Марина Олегівна, Білай Григорій Омелянович, Комосов Віктор Вікторович
МПК: B22D 13/00, B22D 27/20
Мітки: спосіб, лиття, відцентрового, біметалевих, прокатних, валків
Формула / Реферат:
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий...
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Сидоренко Анатолій Михайлович, Шлапацька Валентина Василівна, Краснюк Наталія Євгенівна
МПК: B31C 1/00, B29C 71/00, B29C 53/00
Мітки: спосіб, трубчастих, багатошарових, виготовлення, виробів
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Литтєва форма для виготовлення порожнистих виробів
Номер патенту: 5294
Опубліковано: 28.12.1994
Автор: Бакай Сергій Панасович
МПК: B29C 45/26, B29C 45/44
Мітки: порожнистих, литтєва, виготовлення, виробів, форма
Формула / Реферат:
1. Литьевая форма для изготовления полых изделий, содержащая неподвижную и подвижную полуформы, формующие знаки, вкладыш и выталкивающую систему, отличающаяся тем, что форма снабжена П-образной плитой съема, которая расположена с зазором относительно торца формующей полости, и перпендикулярно установленной к плоскости разъема формы дополнительной плитой, в которой закреплены формующие знаки и вкладыш, причем в плите съема выполнены отверстия...
Попередній патент: Вузол завіси дверей та елементів кузова транспортного засобу
Наступний патент: Спосіб виробництва вершкового масла
Випадковий патент: Протипухлинний засіб - калієва сіль 8-бромтеофіліну (бротеофін)