Штабелювальний пристрій сортових заготівок
Номер патенту: 6350
Опубліковано: 16.05.2005
Автори: Послушняк Олексій Володимирович, Левіна Валентина Іванівна, Євгиненко Ігор Олександрович, Гриценко Сергій Анатолійович, Чижик Володимир Васильович, Плугатар Віктор Семенович
Формула / Реферат
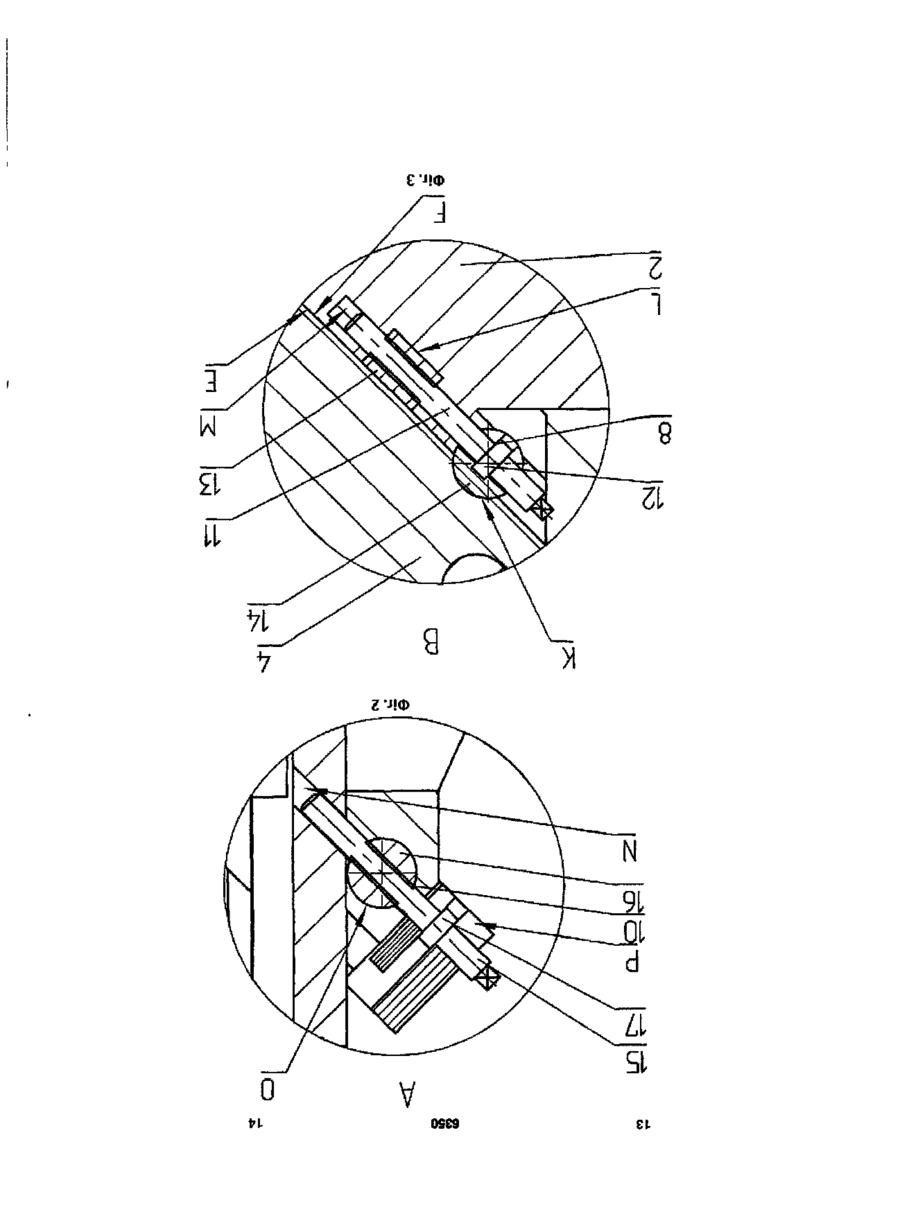
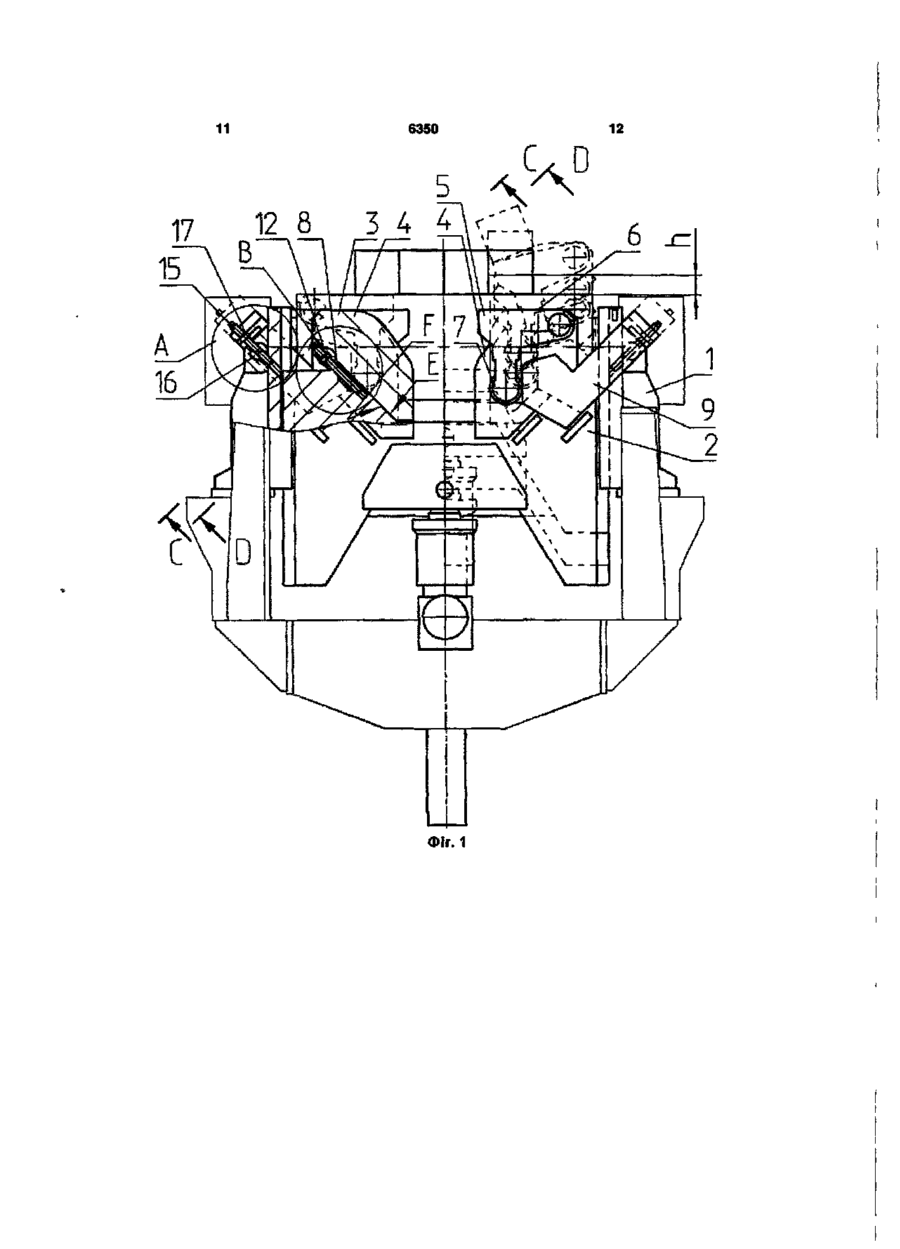
1. Штабелювальний пристрій сортових заготівок, до складу якого входять розміщений у рамі привідний повзун із встановленою по його вертикальній осі вставкою і важелі, кожен з яких оснащений горизонтальною площинкою і роликом, встановленим з можливістю взаємодії з копірами, зчленованими з рамою, який відрізняється тим, що вставка виконана складеною із двох частин, до кожної з яких шарнірно прикріплений згаданий важіль з горизонтальною площинкою і роликом, при цьому пристрій обладнаний засобами для переміщення кожної зі складових частин вставки і засобами для переміщення кожного копіра, а повзун виготовлений із симетрично розташованими відносно вертикальної осі похилими опорними поверхнями, на кожній з яких розміщена відповідна похила опорна поверхня, виконана на кожній частині вставки, встановленій з можливістю переміщення відносно повзуна по похилих напрямних, виготовлених у повзуні, паралельно відповідній опорній поверхні повзуна, крім того, у кожній з бічних стінок рами виконаний відкритий паз з похилими опорними поверхнями, у якому розташований копір, виготовлений з відповідними похилими опорними поверхнями, і розміщений з можливістю переміщення відносно рами по напрямних, виконаних на рамі, паралельно опорним похилим поверхням відкритого паза, при цьому кути нахилу опорних поверхонь частин вставки, повзуна, копірів, опорних похилих поверхонь пазів рами, а також напрямних рами і напрямних повзуна однакові.
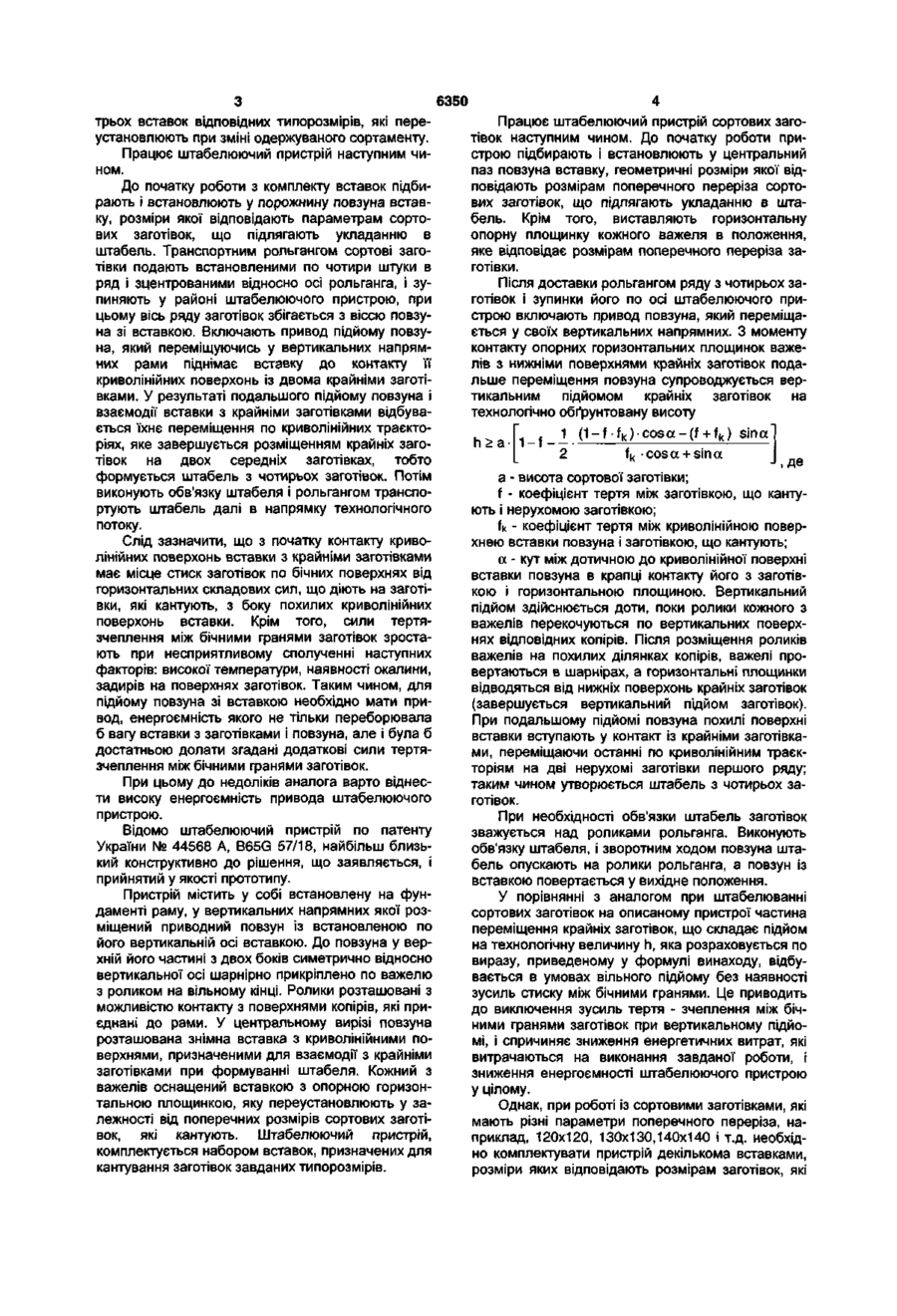
2. Пристрій за п. 1, який відрізняється тим, що на похилій опорній поверхні кожної частини вставки виконана вибірка, на кожній похилій опорній поверхні повзуна виконаний паз, а в тілі повзуна виготовлені отвори, вісь кожного з яких паралельна відповідній похилій опорній поверхні повзуна, при цьому засоби для переміщення кожної частини вставки виконані у вигляді гвинта з буртиком, гайки і закладного фіксатора, розміщеного у згаданій вибірці, при цьому гайка, зчленована з гвинтом, розташована в пазу повзуна, а тіло гвинта розміщене у згаданому отворі.
3. Пристрій за п. 1, який відрізняється тим, що засоби для переміщення кожного копіра виконані у вигляді гвинта з буртиком і гайки, при цьому в кожній бічній стінці рами виконаний отвір, вісь якого паралельна похилим опорним поверхням відкритого паза, і вибірка для розміщення в ній гайки, крім того, у тілі кожного копіра виготовлений відкритий паз для розміщення в ньому частини гвинта с буртиком, а вісь вибірки перпендикулярна осі згаданого отвору рами.
Текст
1 Штабелювальний пристрій сортових заготівок, до складу якого входять розміщений у рамі привідний повзун (з встановленою по його вертикальній осі вставкою і важелі, кожен з яких оснащений горизонтальною площинкою і роликом, встановленим з можливістю взаємодії з копірами, зчленованими з рамою, який відрізняється тим, що вставка виконана складеною із двох частин, до кожної з яких шарнірно прикріплений згаданий важіль з горизонтальною площинкою і роликом, при цьому пристрій обладнаний засобами для переміщення кожної зі складових частин вставки і засобами для переміщення кожного котра, а повзун виготовлений із симетрично розташованими відносно вертикальної осі похилими опорними поверхнями, на кожній з яких розміщена відповідна похила опорна поверхня, виконана на кожній частині вставки, встановленій з можливістю переміщення відносно повзуна по похилих напрямних, виготовлених у повзуні, паралельно ВІДПОВІДНІЙ опорній поверхні повзуна, крім того, у кожній з бічних стінок рами виконаний відкритий паз з похи Корисна модель відноситься до металургійного виробництва, а саме -до обладнання, яке використовують для кантування і укладання в штабель сортових заготівок Відомий пристрій для штабелювання сортових заготівок, приведений в кресленні НКМЗ № 850274 До складу штабелюючого пристрою входять, встановлена на фундаменті рама, у напрямних якої СПІВВІСНО з її вертикальною віссю розташова лими опорними поверхнями, у якому розташований копір, виготовлений з ВІДПОВІДНИМИ похилими опорними поверхнями, і розміщений з можливістю переміщення відносно рами по напрямних, виконаних на рамі, паралельно опорним похилим поверхням відкритого паза, при цьому кути нахилу опорних поверхонь частин вставки, повзуна, копірів, опорних похилих поверхонь пазів рами, а також напрямних рами і напрямних повзуна однакові 2 Пристрій за п 1, який відрізняється тим, що на похилій опорній поверхні кожної частини вставки виконана вибірка, на кожній похилій опорній поверхні повзуна виконаний паз, а в ТІЛІ повзуна виготовлені отвори, вісь кожного з яких паралельна ВІДПОВІДНІЙ похилій опорній поверхні повзуна, при цьому засоби для переміщення кожної частини вставки виконані у вигляді гвинта з буртиком, гайки і закладного фіксатора, розміщеного у згаданій вибірці, при цьому гайка, зчленована з гвинтом, розташована в пазу повзуна, а тіло гвинта розміщене у згаданому отворі 3 Пристрій за п 1, який відрізняється тим, що засоби для переміщення кожного котра виконані у вигляді гвинта з буртиком і гайки, при цьому в кожній бічній СТІНЦІ рами виконаний отвір, вісь якого паралельна похилим опорним поверхням відкритого паза, і вибірка для розміщення в ній гайки, крім того, у ТІЛІ кожного котра виготовлений відкритий паз для розміщення в ньому частини гвинта с буртиком, а вісь вибірки перпендикулярна осі згаданого отвору рами ний приводний повзун По осі повзуна виготовлена порожнина, у якій розміщена знімна вставка з криволінійними похилими поверхнями, розташованими симетрично відносно вертикальної осі і призначеними для взаємодії з крайніми заготівками, які кантують Геометричні параметри знімних вставок визначаються розмірами поперечного переріза сортових заготівок Так при роботі із сортовими заготівками, наприклад, трьох типорозмірів штабелюючий пристрій, оснащують комплектом із ео ю со CD о> 6350 трьох вставок відповідних типорозмірів, які переустановлюють при зміні одержуваного сортаменту. Працює штабелюючий пристрій наступним чином. До початку роботи з комплекту вставок підбирають і встановлюють у порожнину повзуна вставку, розміри якої відповідають параметрам сортових заготівок, що підлягають укладанню в штабель. Транспортним рольгангом сортові заготівки подають встановленими по чотири штуки в ряд і зцентрованими відносно осі рольганга, і зупиняють у районі штабелюючого пристрою, при цьому вісь ряду заготівок збігається з віссю повзуна зі вставкою. Включають привод підйому повзуна, який переміщуючись у вертикальних напрямних рами піднімає вставку до контакту її криволінійних поверхонь із двома крайніми заготівками. У результаті подальшого підйому повзуна і взаємодії вставки з крайніми заготівками відбувається їхнє переміщення по криволінійних траєкторіях, яке завершується розміщенням крайніх заготівок на двох середніх заготівках, тобто формується штабель з чотирьох заготівок. Потім виконують обв'язку штабеля і рольгангом транспортують штабель далі в напрямку технологічного потоку. Слід зазначити, що з початку контакту криволінійних поверхонь вставки з крайніми заготівками має місце стиск заготівок по бічних поверхнях від горизонтальних складових сил, що діють на заготівки, які кантують, з боку похилих криволінійних поверхонь вставки. Крім того, сили тертязчеплення між бічними гранями заготівок зростають при несприятливому сполученні наступних факторів: високої температури, наявності окалини, задирів на поверхнях заготівок. Таким чином, для підйому повзуна зі вставкою необхідно мати привод, енергоємність якого не тільки переборювала б вагу вставки з заготівками і повзуна, але і була б достатньою долати згадані додаткові сили тертязчеплення між бічними гранями заготівок. При цьому до недоліків аналога варто віднести високу енергоємність привода штабелюючого пристрою. Відомо штабелюючий пристрій по патенту України № 44568 A, B65G 57/18, найбільш близький конструктивно до рішення, що заявляється, і прийнятий у якості прототипу. Пристрій містить у собі встановлену на фундаменті раму, у вертикальних напрямних якої розміщений приводний повзун із встановленою по його вертикальній осі вставкою. До повзуна у верхній його частині з двох боків симетрично відносно вертикальної осі шарнірно прикріплено по важелю з роликом на вільному кінці. Ролики розташовані з можливістю контакту з поверхнями копірів, які приєднані до рами. У центральному вирізі повзуна розташована знімна вставка з криволінійними поверхнями, призначеними для взаємодії з крайніми заготівками при формуванні штабеля. Кожний з важелів оснащений вставкою з опорною горизонтальною площинкою, яку переустановлюють у залежності від поперечних розмірів сортових заготівок, які кантують. Штабелюючий пристрій, комплектується набором вставок, призначених для кантування заготівок завданих типорозмірів. Працює штабелюючий пристрій сортових заготівок наступним чином. До початку роботи пристрою підбирають і встановлюють у центральний паз повзуна вставку, геометричні розміри якої відповідають розмірам поперечного переріза сортових заготівок, що підлягають укладанню в штабель. Крім того, виставляють горизонтальну опорну площинку кожного важеля в положення, яке відповідає розмірам поперечного переріза заготівки. Після доставки рольгангом ряду з чотирьох заготівок і зупинки його по осі штабелюючого пристрою включають привод повзуна, який переміщається у своїх вертикальних напрямних. З моменту контакту опорних горизонтальних площинок важелів з нижніми поверхнями крайніх заготівок подальше переміщення повзуна супроводжується вертикальним підйомом крайніх заготівок на технологічно обґрунтовану висоту h>a 1 (1-f f k ) c o s a - ( f + f k ) s i n a l 2 f k cosa + sina J а - висота сортової заготівки; f - коефіцієнт тертя між заготівкою, що кантують і нерухомою заготівкою; fk - коефіцієнт тертя між криволінійною поверхнею вставки повзуна і заготівкою, що кантують; a - кут між дотичною до криволінійної поверхні вставки повзуна в крапці контакту його з заготівкою і горизонтальною площиною. Вертикальний підйом здійснюється доти, поки ролики кожного з важелів перекочуються по вертикальних поверхнях відповідних копірів. Після розміщення роликів важелів на похилих ділянках копірів, важелі провертаються в шарнірах, а горизонтальні площинки відводяться від нижніх поверхонь крайніх заготівок (завершується вертикальний підйом заготівок). При подальшому підйомі повзуна похилі поверхні вставки вступають у контакт із крайніми заготівками, переміщаючи останні по криволінійним траєкторіям на дві нерухомі заготівки першого ряду; таким чином утворюється штабель з чотирьох заготівок. При необхідності обв'язки штабель заготівок зважується над роликами рольганга. Виконують обв'язку штабеля, і зворотним ходом повзуна штабель опускають на ролики рольганга, а повзун із вставкою повертається у вихідне положення. У порівнянні з аналогом при штабелюванні сортових заготівок на описаному пристрої частина переміщення крайніх заготівок, що складає підйом на технологічну величину h, яка розраховується по виразу, приведеному у формулі винаходу, відбувається в умовах вільного підйому без наявності зусиль стиску між бічними гранями. Це приводить до виключення зусиль тертя - зчеплення між бічними гранями заготівок при вертикальному підйомі, і спричиняє зниження енергетичних витрат, які витрачаються на виконання завданої роботи, і зниження енергоємності штабелюючого пристрою у цілому. Однак, при роботі із сортовими заготівками, які мають різні параметри поперечного переріза, наприклад, 120x120, 130x130,140x140 і т.д. необхідно комплектувати пристрій декількома вставками, розміри яких відповідають розмірам заготівок, які 6350 складають у штабель. При цьому кількість вставок визначається кількістю типорозмірів сорту, що підлягає штабелюванню. Необхідність комплектування пристрою декількома вставками приводить до підвищення капітальних витрат, пов'язаних з виготовленням пристрою. Таким чином, недоліком прототипу є значні капітальні витрати, зв'язані з виробництвом пристрою. До основи корисної моделі поставлена задача зниження капітальних витрат, зв'язаних з виготовленням штабелюючого пристрою. Задача зниження капітальних витрат пов'язаних з виготовленням штабелюючого пристрою вирішується за рахунок технічного результату, який полягає в створенні можливості переміщення частин вставки відносно повзуна, а також копірів відносно рами. Для досягнення вищевказаного технічного результату в штабелюючому пристрої, що включає розміщений у рамі приводний повзун із встановленою по його вертикальній осі вставкою і важелі, кожен з яких оснащений горизонтальною площинкою і роликом, встановленим з можливістю взаємодії з копірами, зчленованими з рамою, відповідно з винаходом вставка виконана складеною із двох частин, до кожної з яких шарнірно прикріплений згаданий важіль з горизонтальною площинкою і роликом, при цьому пристрій обладнаний засобами для переміщення кожної зі складових частин вставки і засобами для переміщення кожного копіра, а повзун виготовлений із симетрично розташованими відносно вертикальної осі похилими опорними поверхнями, на кожній з яких розміщена відповідна похила опорна поверхня, виконана на кожній частині вставки, встановленій з можливістю переміщення відносно повзуна по похилих напрямних, виготовлених у повзуні, паралельно відповідній опорній поверхні повзуна, крім того, у кожній з бічних стінок рами виконаний відкритий паз з похилими опорними поверхнями, у якому розташований копір, виготовлений з відповідними похилими опорними поверхнями, і розміщений з можливістю переміщення відносно рами по напрямним, виконаним на рамі, паралельно опорним похилим поверхням відкритого паза, при цьому кути нахилу опорних поверхонь частин вставки, повзуна, копірів, опорних похилих поверхонь пазів рами, а також напрямних рами і напрямних повзуна однакові. При цьому в першому пункті формули введені поняття «засоби для переміщення кожної з частин вставки і засоби для переміщення кожного копіра», виражені в загальному вигляді, тому що можливі варіанти їхнього конструктивного виконання, одні з яких приведені в другому і третьому пунктах формули, а саме: на похилій опорній поверхні кожної частини вставки виконана вибірка, на кожній похилій опорній поверхні повзуна виконаний паз, а в тілі повзуна виготовлені отвори, вісь кожного з яких паралельна відповідній похилій опорній поверхні повзуна, при цьому засоби для переміщення кожної частини вставки виконані у вигляді гвинта з буртиком, гайки і закладного фіксатора, розміщеного в згаданій вибірці, при цьому гайка, зчленована з гвинтом, розташована в пазу повзуна, а тіло гвинта розміщене в згаданому отворі; засоби для переміщення кожного копіра виконані у вигляді гвинта з буртиком і гайки, при цьому в кожній бічній стінці рами виконаний отвір, вісь якого паралельна похилим опорним поверхням відкритого паза і вибірка для розміщення в ній гайки, крім того, у тілі кожного копіра виготовлений відкритий паз для розміщення в ньому частини гвинта з буртиком, а вісь вибірки перпендикулярна осі згаданого отвору рами. У результаті порівняльного аналізу пропонованого штабелюючого пристрою сортових заготівок із прототипом встановлено, що вони мають наступні загальні ознаки: - приводний повзун, встановлений у рамі; - вставка, встановлена по вертикальній осі повзуна; - копіри, зчленовані з рамою; - виконання кожного з важелів з горизонтальною площинкою і роликом; - розміщення кожного з важелів з можливістю взаємодії його ролика з копіром; і відмітні ознаки: - виконання вставки складеною з двох частин; - шарнірне прикріплення важеля до кожної складової частини вставки; - обладнання засобами для переміщення кожної частини вставки; - обладнання засобами для переміщення кожного копіра; - виконання в повзуні симетрично розташованих відносно вертикальної осі похилих опорних поверхонь; - виконання відповідних похилих опорних поверхонь на кожній частині вставки; - розміщення похилих опорних поверхонь кожної з вставок на відповідних похилих опорних поверхнях повзуна з можливістю переміщення відносно останніх по похилих напрямних; - виконання в повзуні похилих напрямних, паралельних відповідній опорній поверхні повзуна; - виконання в бічних стінках рами відкритого паза з похилими опорними поверхнями і виконання на копірах відповідних похилих опорних поверхонь; - розміщення кожного копіра у відкритому пазу рами з можливістю переміщення по напрямних; - виконання на рамі напрямних для копіра, паралельних опорним похилим поверхням відкритого паза; - рівність кутів нахилу опорних поверхонь частин вставки, повзуна, копірів, опорних похилих поверхонь пазів рами, а також напрямних рами і напрямних повзуна. До складу формули корисної моделі входять також додаткові ознаки, що розвивають істотні відмітні ознаки: - виконання вибірки на похилій опорній поверхні кожної частини вставки; - виконання на кожній похилій опорній поверхні повзуна паза; - виготовлення в тілі повзуна отворів, осі яких паралельні відповідній похилій опорній поверхні повзуна; - виконання засобів для переміщення кожної частини вставки у вигляді гвинта з буртиком, гай 11 6350 Фіг. 1 12 Е"-ЧФ Z'-ЧФ 15 16 6350 4 Фіг. 4 Фіг. 5 Комп'ютерна верстка Г Паяльніков Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPiling mechanism for billets
Автори англійськоюHrytsenko Serhii Anatoliovych, Poslushniak Oleksii Volodymyrovych, Pluhatar Viktor Semenovych, Chyzhyk Volodymyr Vasyliovych, Levina Valentyna Ivanivna, Yevhynenko Ihor Oleksandrovych
Назва патенту російськоюШтабелирующее устройство сортовых заготовок
Автори російськоюГриценко Сергей Анатольевич, Послушняк Алексей Владимирович, Плугатар Виктор Семенович, Чижик Владимир Васильевич, Левина Валентина Ивановна, Евгиненко Игорь Александрович
МПК / Мітки
МПК: B65G 57/02
Мітки: штабелювальний, сортових, заготівок, пристрій
Код посилання
<a href="https://ua.patents.su/10-6350-shtabelyuvalnijj-pristrijj-sortovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Штабелювальний пристрій сортових заготівок</a>
Спосіб штабелювання сортових заготівок і штабелювальний пристрій для його реалізації
Номер патенту: 44568
Опубліковано: 17.01.2005
Автори: Васільєв Юрій Андрійович, Гриценко Сергій Анатолійович, Білобров Юрій Миколайович, Плугатар Віктор Семенович, Чижик Володимир Васильович
МПК: B65D 21/024, B65G 57/02
Мітки: заготівок, сортових, реалізації, пристрій, спосіб, штабелювальний, штабелювання
Формула / Реферат:
1.Спосіб штабелювання сортових заготівок, який складається з подачі в зону штабелювання заготівок, розташованих в один ряд, і переміщення крайніх заготівок у другий ряд, який відрізняється тим, що після подачі заготівок у зону штабелювання виконують вертикальний підйом крайніх заготівок на величину ,...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович, Солод Володимир Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович
Мітки: заготівок, сортових, спосіб, прокатування-розділяння
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб штабелювання сортових заготовок і штабелюючий пристрій для його реалізації
Номер патенту: 69809
Опубліковано: 15.09.2004
Автори: Чижик Володимир Васильович, Гриценко Сергій Анатолійович, Послушняк Олексій Володимирович, Плугатар Віктор Семенович
МПК: B65G 57/02
Мітки: штабелювання, штабелюючий, спосіб, заготовок, реалізації, сортових, пристрій
Формула / Реферат:
1. Спосіб штабелювання сортових заготівок, який включає подачу в зону штабелювання заготівок, розташованих в один ряд, вертикальний підйом за рахунок переміщення вертикальних торцевих поверхонь повзуна крайніх заготівок у другий ряд на величину:, де - висота сортової заготівки;
Пристрій коливання струмопідвідного мундштука при наплавці циліндричних заготівок
Номер патенту: 32631
Опубліковано: 15.02.2001
Автори: Шилюк Сергій Миколайович, Невідомський Володимир Олександрович
МПК: B22D 19/08
Мітки: наплавці, мундштука, струмопідвідного, пристрій, заготівок, коливання, циліндричних
Текст:
...надають коливальні рухи, які паралельні геометричній осі заготівки і ВІДПОВІДНІ синусоїдальному закону Для досягнення цього технічного результату пристрій коливань струмопідвідного мундштука, до складу якого входять корпус та привід його коливання, обладнано напрямною рейкою, на якій рухомо встановлено корпус з мундштуком, а привід виконано у вигляді кривошипно-шатунного механізму, шатун якого з'єднано із визначеним корпусом Між характерними...
Спосіб визначення сортових якостей наднормативно уражених твердою сажкою посівів озимої пшениці та спосіб збереження сортових та посівних якостей насіння
Номер патенту: 68602
Опубліковано: 16.08.2004
Автори: Маласай Віктор Михайлович, Гаврилюк Микола Микитович, Теселько Володимир Лукич, Гончаренко Микола Пилипович, Кіндрук Микола Онисимович
Мітки: наднормативно, збереження, якостей, сортових, посівних, пшениці, спосіб, визначення, озимої, твердою, сажкою, насіння, посівів, уражених
Формула / Реферат:
1. Спосіб визначення сортових якостей наднормативно уражених твердою сажкою посівів озимої пшениці, що включає: польову апробацію з перевіркою відповідності їх сортовим документам та проведення сортових і видових прополювань, оцінку їх сортової чистоти, засмічення культурними рослинами та бур'янами, насіння яких важко відокремлюється, а також карантинними, злісними й отруйними, ступеня ураження хворобами, у тому числі твердою сажкою, з...
Попередній патент: Матеріал для задників
Наступний патент: Спосіб одержання деревного вугілля
Випадковий патент: Пристрій для збирання стебел конопель