Спосіб штабелювання сортових заготівок і штабелювальний пристрій для його реалізації
Номер патенту: 44568
Опубліковано: 17.01.2005
Автори: Плугатар Віктор Семенович, Васільєв Юрій Андрійович, Білобров Юрій Миколайович, Чижик Володимир Васильович, Гриценко Сергій Анатолійович
Формула / Реферат
1.Спосіб штабелювання сортових заготівок, який складається з подачі в зону штабелювання заготівок, розташованих в один ряд, і переміщення крайніх заготівок у другий ряд, який відрізняється тим, що після подачі заготівок у зону штабелювання виконують вертикальний підйом крайніх заготівок на величину
 , де
, де
![]() - висота сортової заготівки;
- висота сортової заготівки;
![]() - коефіцієнт тертя між заготівкою, що кантують, і нерухомою заготівкою;
- коефіцієнт тертя між заготівкою, що кантують, і нерухомою заготівкою;
![]() - коефіцієнт тертя між криволінійною поверхнею вставки повзуна і заготівкою, що кантують;
- коефіцієнт тертя між криволінійною поверхнею вставки повзуна і заготівкою, що кантують;
![]() - кут між дотичною до криволінійної поверхні вставки повзуна в точці контакту його з заготівкою і горизонтальною площиною;
- кут між дотичною до криволінійної поверхні вставки повзуна в точці контакту його з заготівкою і горизонтальною площиною;
а потім здійснюють їх переміщення у другий ряд.
2.Штабелювальний пристрій для сортових заготівок, до складу якого входить привідний повзун з вертикальними напрямними, розміщений у відповідних напрямних рами, який відрізняється тим, що обладнаний копірами, прикріпленими до рами, роликами і важелями, оснащеними опорними вставками з горизонтальними площинками, виконаними з можливістю переустановлення, при цьому кожний з важелів шарнірно зчленований з повзуном, а ролики закріплені на вільних кінцях важелів з можливістю взаємодії з копірами.
Текст
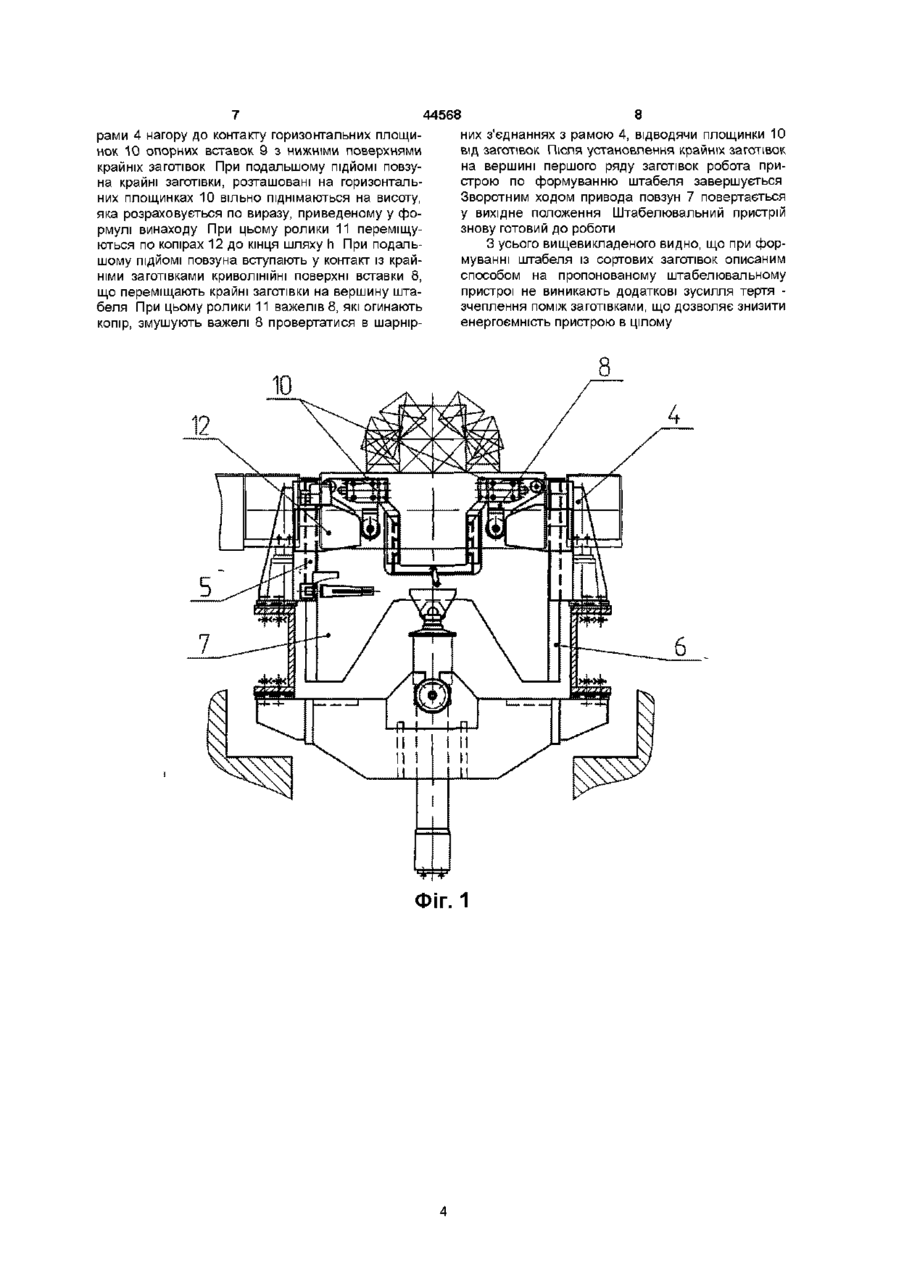
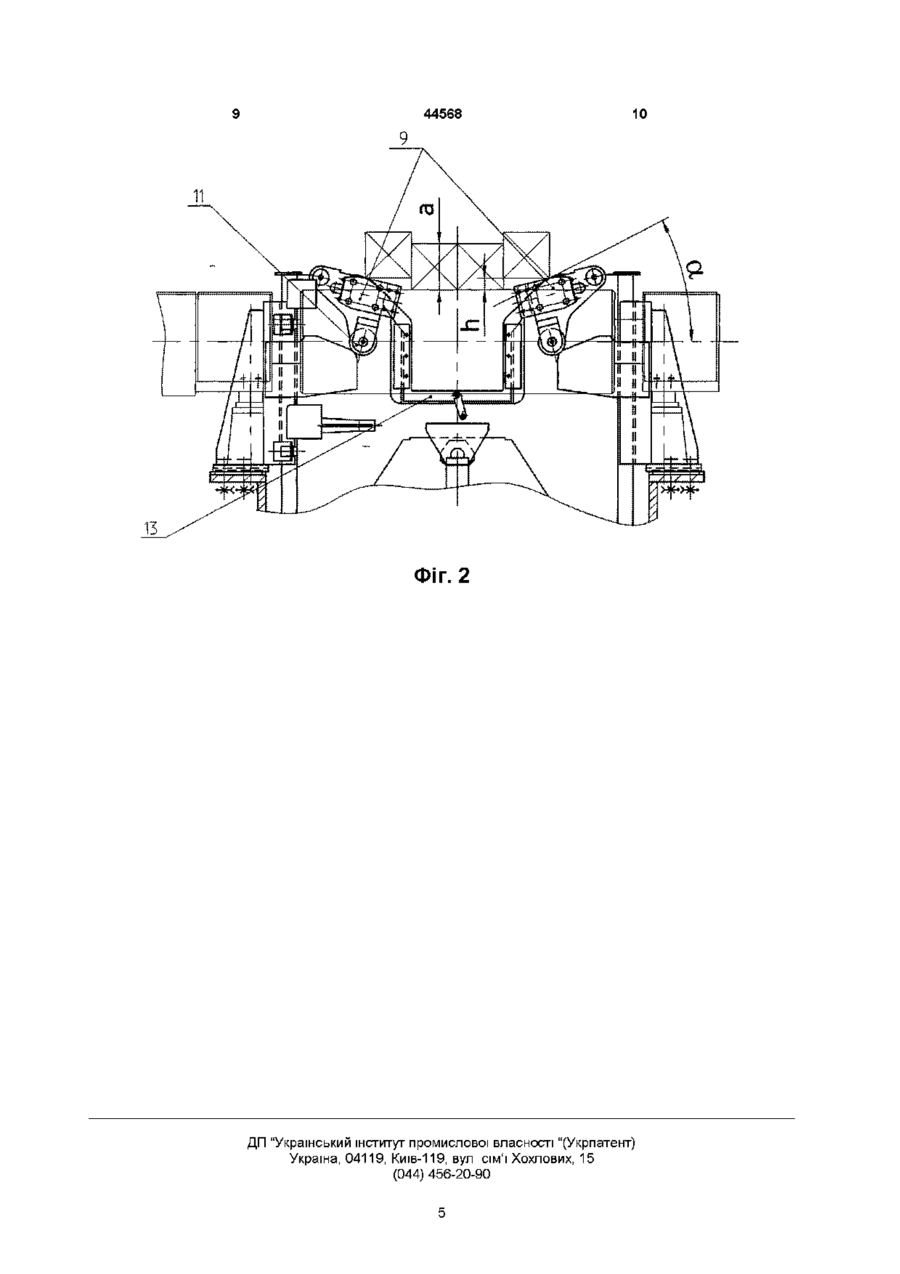
1 Спосіб штабелювання сортових заготівок, який складається з подачі в зону штабелювання заготівок, розташованих в один ряд, і переміщення крайніх заготівок у другий ряд, якій відрізняється тим, що після подачі заготівок у зону штабелювання виконують вертикальний підйом крайніх заготівок на величину h>a fk -COSCC+ since Винахід відноситься до металургійного машинобудування, а саме - до способів пошарового укладання сортових заготівок у штабель і устаткуванню, яким ці способи реалізуються Відомий спосіб штабелювання заготівок, наприклад, квадратного перетину, і пристрій для його реалізації, опубліковані в книзі "Сортові прокатні стани" В Г Дрізд, А И Меренков, М , "Металургія", 1967 с 138-139 Для формування штабеля із сортових заготівок запропоновано пристрій, до складу якого входять, розташовані в ряд, рольганг, ролики з профільованими здавальними калібрами, гідравлічний піднімальний стіл, ланцюговий транспортер Спосіб штабелювання сортових заготівок квадратного перетину здійснюється наступним чином Рольганг подає заготівки до задавальних роликів, які передають їх на піднімальний стіл Після прийняття заготівок, розташованих в один ряд, стіл опускається на висоту заготівки так, щоб наступ Де а- висота сортової заготівки, / - коефіцієнт тертя між заготівкою, що кантують і нерухомою заготівкою, /к- коефіцієнт тертя між криволінійною поверхнею вставки повзуна і заготівкою, що кантують, а - кут між дотичною до криволінійної поверхні вставки повзуна в крапці контакту його з заготівкою і горизонтальною площиною, а потім здійснюють їхнє переміщення у другий ряд 2 Штабелювальний пристрій для сортових заготівок, до складу якого входять привідний повзун з вертикальними напрямними, розміщений у ВІДПОВІДНИХ напрямних рами, якій відрізняється тим, що він обладнаний копірами, прикріпленими до рами, роликами і важелями, оснащеними опорними вставками з горизонтальними площинками, виконаними з можливістю перевстановлення, при цьому кожний з важелів шарнірно зчленований з повзуном, а згадані ролики закріплені на вільних кінцях важелів з можливістю взаємодії з копірами ний ряд заготівок, переданих з рольганга, розташувався на першому ряді, утворивши таким чином штабель Готовий штабель перевантажується на ланцюговий транспортер для виконання наступної технологічної операції, а гідравлічний піднімальний стіл повертається у вихідне положення для прийому нової партії сортових заготівок Для створення штабеля сортових заготівок, згідно зі згаданим способом, на приведеному устаткуванні, необхідно мати значний час на послідовне виконання всіх операцій Сам штабелювальний пристрій складний і трудомісткий у обслуговуванні через наявність у його складі декількох приводних механізмів Крім того, вимагаються великі виробничі площі для розміщення устаткування Таким чином, до недоліків описаного способу штабелювання заготівок і пристрою для його реалізації варто віднести складність пристрою і трудомісткість його обслуговування, тривалий цикл штабелювання, і значні виробничі площі для розмі 00 (О ю щення штабелювального пристрою Відомо також спосіб штабелювання і пристрій для його реалізації по кресленню AT "HKM3" № 8 50274 ВО, найбільш близькі до рішень, що заявляються, і прийняті як прототип Спосіб штабелювання сортових заготівок з використанням даного пристрою реалізується наступним чином Гарячі заготівки квадратного перетину, розміщені в один ряд, наприклад, по чотири штуки зіштовхуються на рольганг, зцентрованими відносно його осі, і ним переміщаються у район штабелювання, де формується штабель шляхом укладання крайніх заготівок першого ряду на другий При цьому з моменту контакту криволінійних поверхонь вставок, із ЗОВНІШНІМИ кутами крайніх заготівок починається процес їхнього руху по криволінійній траєкторії, і переміщення крайніх заготівок на вершину штабеля Далі штабель заготівок транспортується рольгангом для виконання наступних операцій технологічного циклу, наприклад, обв'язки і переміщення штабеля штовхальником на приймальний стелаж Для реалізації описаного способу штабелювання необхідно рольгангом подати заготівки до штабелювального пристрою, розташованому у лінії рольганга СПІВВІСНО з ним Штабелювальний пристрій складається з рами з вертикальними напрямними, яку закріплено на фундаменті, приводного повзуна, що розміщено по осі рами і встановлено своїми вертикальними напрямними у вертикальних напрямних рами По асі повзуна розміщена знімна вставка з криволінійними поверхнями, які розташовані з обох сторін від осі, і призначеними для виконання операції переміщення по криволінійній траєкторії крайніх заготівок на вершину штабеля Працює штабелювальний пристрій наступним чином Після доставки рольгангом одного ряду зцентрованих відносно осі рольганга заготівок, їх зупиняють у районі штабелювального пристрою Включають привод підйому повзуна, який, переміщаючись у вертикальних напрямних рами, піднімає вставки Після контакту криволінійних поверхонь вставок повзуна з ЗОВНІШНІМИ кутами крайніх заготівок подальший підйом вставок повзуна супроводжується переміщенням крайніх заготівок на вершину штабеля до розміщення Після обв'язки штабеля його переміщають на прийомний стелаж У порівнянні з аналогом для штабелювання сортових заготівок, описаним способом на приведеному устаткуванні не потрібно мати великі виробничі площі для розміщення пристрою і скорочено час кантування за рахунок зменшення загальної КІЛЬКОСТІ операцій, крім того, пристрій менш складний конструктивно і менш трудомісткий у обслуговуванні Однак з моменту контакту криволінійних поверхонь вставок повзуна, які грають роль інструмента, що здійснює як рух заготівок по криволінійних траєкторіях, так і перешкоджає руху заготівок у напрямку, зворотному кантуванню, має місце стиск заготівок по бічних поверхнях від горизонтальних складових сил, що діють на заготівки , що кантують, з боку криволінійних поверхонь вставок повзуна Разом з тим можливе сполучення будь-яких величин коефіцієнтів тертя на поверхнях заготівок 44568 і в місцях контакту заготівок, що кантують, із криволінійними поверхнями вставок повзуна, у залежності від температури заготівок, яка може сягати 400 градусів за Цельсієм, наявності окалини і тощо, а це, у свою чергу, викликає виникнення різних по величині сил тертя - зчеплення між контактуючими поверхнями Таким чином, енергоємність привода підйому вставки повинна бути достатня не тільки для підйому мас заготівок, що кантують , але і для подолання згаданих сил тертя - зчеплення , що при несприятливому збігу обставин можуть досягти значних величин Таким чином, недоліком прототипу є висока енергоємність привода штабелювального пристрою До основи винаходу поставлена задача зниження енергоємності привода штабелювального пристрою Задача зниження енергоємності штабелювалього пристрою, вирішується за рахунок технічного результату, який полягає у виключенні додаткових зусиль тертя - зчеплення між поверхнями заготівок при їхньому переміщенні на вершину штабеля Для досягнення вищевказаного технічного результату в способі штабелювання сортових заготівок, який складається подачі у зону штабелювання заготівок, розташованих в один ряд, і переміщення крайніх заготівок у другий ряд, ВІДПОВІДНО З винаходом, після подачі заготівок у зону штабелювання виконують вертикальний підйом крайніх заготівок без зусиль тертя - зчеплення між ними на величину f. де а -висота сортової заготівки, / - коефіцієнт тертя між заготівкою, що кантують і нерухомою заготівкою, /к - коефіцієнт тертя між криволінійною поверхнею вставки повзуна і заготівкою, що кантують, а- кут між дотичною до криволінійної поверхні повзуна в крапці контакту його з заготовкою і горизонтальною площиною, а потім здійснюють їхнє подальше переміщення в другий ряд по криволінійній траєкторії Крім того, для досягнення вищезазначеного технічного результату штабелювальний пристрій для сортових заготівок, який складається з приводного повзуна з вертикальними напрямними, розміщеними у ВІДПОВІДНИХ напрямних рами, ВІДПОВІДНО з винаходом обладнано копірами, які прикріплено до рами, роликами і важелями, оснащеними опорними вставками з горизонтальними плопщнками, виконаними з можливістю перевстановлення, при цьому кожний з важелів шарнірне зчленований з повзуном, а згадані ролики закріплені на вільних кінцях важелів з можливістю взаємодії з копірами У результаті порівняльного аналізу пропонованого способу штабелювання сортових заготівок із прототипом встановлено, що вони мають загальні ознаки (операції) - подача в зону штабелювання заготівок, роз 44568 ташованих в один ряд, - переміщення крайніх заготівок у другий ряд, і ВІДМІННІ ознаки після подачі заготівок у зону штабелювання виконують їхній підйом на висоту, що розраховується по фізичній залежності, яка описана математичним виразом, приведеним у формулі винаходу, і що залежить від коефіцієнтів тертя між поверхнями заготівок, криволінійною поверхнею вставки повзуна і заготівкою, а також від кута нахилу дотичної до криволінійної поверхні повзуна в крапці його контакту з заготівкою і горизонтальною площиною, - здійснюють переміщення крайніх заготівок у другий ряд Таким чином, спосіб штабелювання сортових заготівок, що заявляється, має нову операцію і нову ПОСЛІДОВНІСТЬ операцій У результаті порівняльного аналізу штабелювального пристрою, що заявляється, із прототипом встановлено, що вони мають загальні ознаки - приводний повзун з вертикальними напрямними, - рама з вертикальними напрямними, - розміщення вертикальних напрямних повзуна у вертикальних напрямних рами, і ВІДМІННІ ознаки - обладнання копірами, роликами і важелями, оснащеними опорними вставками з горизонтальними площинками, виконаними з можливістю перевстановлення, - шарнірне зчленування кожного з важелів з повзуном, - закріплення роликів на вільних кінцях важелів з можливістю взаємодії з копірами Таким чином, пропонований штабелювальний пристрій має нові деталі, вузли і нові зв'язки між деталями і вузлами Завдяки виконанню вертикального підйому крайніх заготівок після подачі першого ряду заготівок у зону штабелювання на висоту, яку розраховують по залежності, що приведено у формулі винаходу, виключаються сили тертя - зчеплення, що веде до зниження енергоємності привода штабелювального пристрою Завдяки виконанню штабелювального пристрою обладнаним копірами, прикріпленими до рами, роликами і важелями, що містять опорні вставки з горизонтальними площинками, виконаними з можливістю перевстановлення в залежності від габаритів сортової заготівки, шарнірному зчленуванню кожного з важелів з повзуном і розміщенню роликів на вільних кінцях важелів з можливістю взаємодії з копірами, стало можливим після подачі заготівки у зону штабелювання виконувати вертикальний підйом на висоту, яку розраховують по залежності , приведеній у формулі винаходу, крайніх заготівок, розміщаючи їх нижні опорні поверхні на опорних горизонтальних площадках, що дозволяє виключити сили тертя - зчеплення на бічних поверхнях у зв'язку з відсутністю сил, що стискають заготівки , а це знижує навантаження на привод підйому повзуна, що приводить до зниження енергоємності привода штабелювального пристрою Виключення з зазначеної сукупності ВІДМІННИХ ознак хоча б однієї не забезпечує досягнення технічного результату Рішення, що заявляється, не відомо з рівня техніки, тому воно є новим Рішення, що заявляється, має винахідницький рівень, тому що пропонований спосіб штабелювання сортових заготівок і пристрій для його реалізації для фахівця наявним чином не випливає з рівня техніки Рішення, що заявляється, промислове застосовано , тому що його технологічне і технічне виконання не представляє труднощів 3 використанням цих рішень виконано робочий проект для Єнакієвського металургійного заводу Таким чином, рішенню, що заявляється, може представитися правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано, тобто відповідає всім критеріям винаходу Винахід пояснюється кресленнями, на яких зображені на фіг 1 - головний вид штабелювального пристрою, на фіг 2 - положення вузлів пристрою після завершення вертикального підйому заготівки Запропонований спосіб штабелювання сортових заготівок реалізується наступним чином Штовхач холодильника перемішує сортові заготівки , розташовані в один ряд, наприклад, по 4 штуки, на ролики рольганга (показані на кресленнях тонкими ЛІНІЯМИ) РОЛИКИ рольганга здійснюють подачу 1 ряду заготівок, зцентрованих відносно осі рольганга, до штабелювального пристрою, при цьому вісь ряду заготівок співпадає з віссю штабелювального пристрою Потім виконують вертикальний підйом 2 крайніх заготівок формулі винаходу, після чого здійснюють переміщення крайніх заготівок у другий ряд, переміщуючи їх відносно нерухомих заготівок першого ряду Сформований штабель із сортових заготівок транспортується рольгангом далі для виконання обв'язки штабеля і розміщення його на стелажі Штабелювальний пристрій, на якому реалізується запропонований спосіб, складається з рами 4, закріпленої на фундаменті, і оснащеної вертикальними напрямними 5, у яких розміщені напрямні 6 приводного повзуна 7, встановленого по осі рами 4 У верхній частині рами 4 із двох сторін симетрично відносно и осі шарнірно прикріплені важелі 8 Важіль 8 оснащено опорними вставками 9 з горизонтальними площинками 10, що кріпляться до важеля 8 з можливістю перевстановлення у залежності від розміру сортової заготівки На вільному КІНЦІ кожного важеля 8 розміщений ролик 11 Крім того, рама 8 обладнана у верхній частині двома копірами 12, прикріпленими симетрично відносно її осі У центральному вирізі повзуна 7 встановлена знімна вставка 13 із криволінійними поверхнями для кантування заготівок У залежності від габариту сорту встановлюють вставку, яка забезпечує захоплення і переміщення крайніх заготівок першого ряду в другий ряд Працює штабелювальний пристрій наступним чином Після встановлення першого ряду заготівок по осі рольганга, включають привод повзуна 7, що переміщається своїми напрямними 6 у напрямних 5 44568 рами 4 нагору до контакту горизонтальних площинок 10 опорних вставок 9 з нижніми поверхнями крайніх заготівок При подальшому ПІДЙОМІ повзуна крайні заготівки, розташовані на горизонтальних площинках 10 вільно піднімаються на висоту, яка розраховується по виразу, приведеному у формулі винаходу При цьому ролики 11 переміщуються по копірах 12 до кінця шляху h При подальшому ПІДЙОМІ повзуна вступають у контакт із крайніми заготівками криволінійні поверхні вставки 8, що переміщають крайні заготівки на вершину штабеля При цьому ролики 11 важелів 8, які огинають копір, змушують важелі 8 провертатися в шарнір 8 них з'єднаннях з рамою 4, відводячи площинки 10 від заготівок Після установлення крайніх заготівок на вершині першого ряду заготівок робота пристрою по формуванню штабеля завершується Зворотним ходом привода повзун 7 повертається у вихідне положення Штабелювальний пристрій знову готовий до роботи З усього вищевикладеного видно, що при формуванні штабеля із сортових заготівок описаним способом на пропонованому штабелювальному пристрої не виникають додаткові зусилля тертя зчеплення поміж заготівками, що дозволяє знизити енергоємність пристрою в цілому 4 Фіг. 1 44568 10 Фіг. 2 ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Киів-119, вул сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for stacking up shaped billets
Автори англійськоюChyzhyk Volodymyr Vasyliovych, Bilobrov Yurii Mykolaiovych, Pluhatar Viktor Semenovych, Hrytsenko Serhii Anatoliovych, Vasyliev Yurii Andriiovych
Назва патенту російськоюСпособ штабелирования сортовых заготовок и штабелирующее устройство для его реализации
Автори російськоюЧижик Владимир Васильевич, Билобров Юрий Николаевич, Плугатар Виктор Семенович, Гриценко Сергей Анатольевич, Васильев Юрий Андреевич
МПК / Мітки
МПК: B65G 57/02, B65D 21/024
Мітки: штабелювальний, заготівок, спосіб, пристрій, реалізації, штабелювання, сортових
Код посилання
<a href="https://ua.patents.su/5-44568-sposib-shtabelyuvannya-sortovikh-zagotivok-i-shtabelyuvalnijj-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб штабелювання сортових заготівок і штабелювальний пристрій для його реалізації</a>
Спосіб штабелювання сортових заготовок і штабелюючий пристрій для його реалізації
Номер патенту: 69809
Опубліковано: 15.09.2004
Автори: Плугатар Віктор Семенович, Чижик Володимир Васильович, Гриценко Сергій Анатолійович, Послушняк Олексій Володимирович
МПК: B65G 57/02
Мітки: штабелюючий, пристрій, спосіб, заготовок, реалізації, штабелювання, сортових
Формула / Реферат:
1. Спосіб штабелювання сортових заготівок, який включає подачу в зону штабелювання заготівок, розташованих в один ряд, вертикальний підйом за рахунок переміщення вертикальних торцевих поверхонь повзуна крайніх заготівок у другий ряд на величину:, де - висота сортової заготівки;
Спосіб сортування прокатних заготівок на прокатку за методом “транзиту” та система для його реалізації
Номер патенту: 49258
Опубліковано: 16.09.2002
Автори: Огей Віктор Іванович, Доренський Володимир Миколайович, Саркіц Ігор Генадійович, Зеленський Віктор Євгенович, Дригін Олександр Іванович, Кашков Генадій Алимович, Безлюдько Генадій Яковлевич, Омельяненко Микола Іванович, Ощепков Анатолій Миколайович
МПК: B21B 1/06
Мітки: прокатку, реалізації, система, прокатних, спосіб, заготівок, методом, сортування, транзиту
Формула / Реферат:
1.Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає деформацію тиском металу злитку у розкат та одночасне вимірювання енерговитрат на цю деформацію, порівняння виміряних енерговитрат з заданими, який відрізняється тим, що послідовно виконують на ножицях розріз головної та хвостової частин заготівки, при цьому одночасно при кожному різанні розкату вимірюють енерговитрати на деформацію зсуву металу на...
Спосіб розвороту злитка на приймальному рольгангу обтискного цеху та пристрій для його реалізації
Номер патенту: 53253
Опубліковано: 15.01.2003
Автори: Куракін Юрій Миколайович, Ощепков Анатолій Миколайович, Климанчук Владислав Владиславович, Бурняшев Аркадій Васильович, Ірха Віктор Миколайович, Шебаніц Едуард Миколайович, Зеленський Віктор Євгенович, Омельяненко Микола Іванович, Тесля Олег Миколайович, Гладковський Савелій Петрович, Дригін Олександр Іванович, Огей Віктор Іванович, Бойко Володимир Семенович, Шмельков Дмитро Миколайович
МПК: B21B 31/00
Мітки: спосіб, злитка, приймальному, реалізації, цеху, рольгангу, пристрій, обтискного, розвороту
Формула / Реферат:
1.Спосіб розвороту злитка на приймальному рольгангу обтискного цеху, що включає послідовно виконувані переміщення злитка по підвідній частині приймального рольганга до поворотного столу, вмикання електродвигуна механізму приводу роликів поворотного столу, переміщення злитка з приймального рольганга на поворотний стіл, вимикання електродвигуна механізму приводу роликів поворотного столу, вмикання електродвигуна приводу механізму розвороту...
Спосіб різки холодних металевих заготівок
Номер патенту: 31300
Опубліковано: 15.12.2000
Автори: Кулик Генадий Григорович, Сизий Юрій Анатолійович
МПК: B23D 45/00
Мітки: холодних, заготівок, металевих, спосіб, різки
Текст:
...плоским. Така перевага конічного диску над плоским досягається тільки у тому разі якщо нормальна до поверхні заготівки складова зусилля різання має напрямок який проходить крізь центри ваги площин перерізів конічного диска площиною нормальною до цієї складової зусилля різання. При цьому величенна моментів інерції цих перерізів значно більше моментів інерції перерізів плоского диска такого же діаметра і товщини на однаковій відстані від точки...
Спосіб зіштовхування обрізків прокату з супорту ножиць дільниці порізки обжимного цеху та пристрій для його реалізації
Номер патенту: 47055
Опубліковано: 17.06.2002
Автори: Гладковський Савелій Петрович, Моісєєв Сергій Вікторович, Бойко Володимир Семенович, Кашков Генадій Алимович, Дригін Олександр Іванович, Омельяненко Микола Іванович, Куракін Юрій Миколайович, Купригін Олег Вікторович, Ощепков Анатолій Миколайович, Зеленський Віктор Євгенович, Бурняшев Аркадій Васильович
МПК: B23D 23/00
Мітки: спосіб, цеху, обрізків, обжимного, зіштовхування, пристрій, прокату, реалізації, порізки, супорту, ножиць, дільниці
Формула / Реферат:
1. Спосіб зіштовхування обрізків прокату з супорту ножиць дільниці порізки обжимного цеху, що включає переміщення штовхача до супорту ножиць, зіштовхування штовхачем обрізка, повернення штовхача у початкове положення, який відрізняється тим, що послідовно переміщують приводом штовхач до супорта, зіштовхують ним обрізок та повертають штовхач у початкове положення по траєкторії, яка лежить у горизонтальній площині.2. Пристрій для...
Попередній патент: Фармацевтична композиція дигідрату 3-(2,2,2-триметилгідразиній)пропіонату й інгібітора ангіотензинперетворювального ферменту та її застосування
Наступний патент: Припрацьовувана композиція
Випадковий патент: Пристрій обробки даних та спосіб обробки даних